ƒnƒ“ƒ_چى‹ئ‚ة‚آ‚¢‚ؤŒê‚é½ع No18
ƒŒƒXگ”‚ھ1000‚ً’´‚¦‚ؤ‚¢‚ـ‚·پB‚±‚êˆبڈمڈ‘‚«چ‚ف‚ح‚إ‚«‚ـ‚¹‚ٌپB
پک“¹‹ï‚ً‘I‚شپک (‰؟ٹi‚حژہ”„)
1. ‚ح‚ٌ‚¾‚±‚ؤ
پ–‚ظ‚ئ‚ٌ‚ا‚ح‚ٌ‚¾‚±‚ؤ‚ًژg‚¤—\’è‚ھ‚ب‚¢گl‚ة‚¨ٹ©‚ك‚ج‚ح‚ٌ‚¾‚±‚ؤ
پEFX-650 (\1,000~) ƒ_ƒCƒ\پ[‚إ\500‚ج(‚¢‚ي‚ن‚é)ƒjƒNƒچƒ€ƒqپ[ƒ^پ[ƒ^ƒCƒv‚ً”ƒ‚¤‚و‚è‚ح‚±‚؟‚ç‚ً (”MŒّ—¦‚ھ—ا‚¢‚ج‚إچى‹ئگ«‚ة‰ء‚¦پC’g‚ـ‚è‚ج‘پ‚³‚â‰ؤڈê‚جڈ‹‚³‚ة‚àچ·‚ھڈo‚é)
پ@–{‘ج‚ھˆہ‚¢‚¾‚¯‚ة‚±‚ؤگو‘م (ٹe\500~) ‚à”nژ‚ة‚ب‚ç‚ب‚¢پI‚ء‚ؤژ–‚إ•Wڈ€‘•’…‚±‚ؤگو‚ھ‚»‚ꂼ‚êBŒ^پCIŒ^پC3CŒ^‚ج3ژي—ق‚جƒpƒbƒPپ[ƒW‚ًƒ‰ƒCƒ“ƒiƒbƒv‚µ‚½پC‚ ‚è‚»‚¤‚إ‚ب‚©‚ء‚½گeگطژd—lپI
پ@‚±‚ؤگو‚حT34Œn‚إŒ»چفٹî–{“I‚بŒ`ڈَ¥ƒTƒCƒY‚إ‘S7ژي‚ئ•K—vڈ\•ھ‚¾‚ھپC900M‚ة‹ك‚¢چ×گg‚بŒ`ڈَ‚إ‹·ڈ¬چى‹ئ‚ةŒü‚”½–تپCT18Œn‚ئ”نٹr‚·‚é‚ئ”M“`“±‚ة—ٍ‚é
پ@ƒgƒ‰ƒCƒAƒbƒN’²Œُٹي(\1,000’ِ“x)‚ب‚ا‚إƒڈƒbƒgگ”‚ً‰؛‚°‚éژ–‚àڈo—ˆ‚é‚ھپC‚±‚ؤگو‰·“x‚جƒtƒBپ[ƒhƒoƒbƒNگ§Œن‚ًچs‚¤‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚ئ‚ح‘S‚ˆظ‚ب‚é‚ج‚إپC‰·“x‚ًƒRƒ“ƒgƒچپ[ƒ‹‚µ‚½‚¯‚ê‚خ+\2,000‚إFX-600‚ً
ژg—pڈم‚جTips(‚ح‚ٌ‚¾‚±‚ؤ‚¾‚¯‚ة)
پE•½چt‰·“x‚ح450پژ‚ً’´‚¦‚é(ƒJƒ^ƒچƒO’l‚إچإچ‚480پژ)‚½‚ك‹ة—ح•ْ’u‚¹‚¸پCگ…‚ً‚â‚⑽‚ك‚ةٹـ‚ـ‚¹‚½ƒXƒ|ƒ“ƒW‚إ‹‚ك‚ة(پI)‰·“x‚ً‰؛‚°‚ب‚ھ‚çژg‚¤
پ@“ء‚ةڈ‰گSژز‚ھ‘eˆ«‚بٹî”آ‚ًˆµ‚¤ڈêچ‡‚ح‰ك”M‚ة‚و‚èƒpƒ^پ[ƒ“‚ً’ة‚كˆص‚¢‚ج‚إ—v’چˆس
پEڈي‰·‚©‚ç“dŒ¹“ٹ“üŒم90•b’ِ“x‚إ‚ح‚ٌ‚¾•t‚¯‚ة—ا‚¢‚±‚ؤگو‰·“x(340پژ)‚ة‚ب‚é‚ج‚إپC‚»‚جژ‚جٹ´ٹo (‚ح‚ٌ‚¾‚ج—n‚¯•û/ƒtƒ‰ƒbƒNƒX‚جڈَ‘ش/ƒtƒ‰ƒbƒNƒX‚ج“ُ‚¢/ƒXƒ|ƒ“ƒW‚إگ@‚ء‚½‰¹‚ب‚ا) ‚ً•غ‚آ‚و‚¤‚ة‰·“x‚ً‰؛‚°‚é
پ@‚à‚؟‚ë‚ٌ‚±‚ؤگو‰·“xŒv‚âƒfƒWƒ^ƒ‹ƒ}ƒ‹ƒ`ƒپپ[ƒ^‚ج”M“d‘خ‚ھ‚ ‚é‚ب‚çٹˆ—p‚·‚ׂµپI
پ–‚±‚ê‚©‚ç“dژqچHچى‚ًژn‚ك‚éگl‚ة‚¨ٹ©‚ك‚ج‚ح‚ٌ‚¾‚±‚ؤ
پEFX-600 (\3,000~) + CŒ^/DŒ^“™‚ج”M—e—ت¥”M“`“±‚ة—D‚êپC–ت‚ًژg‚¦‚邱‚ؤگو (ٹe\600~800)
پ@گ«”\‚¾‚¯‚ً”نٹr‚µ‚ؤ‚à\10,000ˆب‰؛‚جگ»•i‚إ‚حŒü‚©‚¤‚ئ‚±‚ë“G‚ب‚µ‚ئ‚¢‚¤پCŒ¾‚ي‚¸‚ئ’m‚ꂽچإ‹‚ح‚ٌ‚¾‚±‚ؤ
پE‚±‚ؤگو‚حT18Œn‚إƒ‰ƒCƒ“ƒiƒbƒv‚ح‚ئ‚ؤ‚à•چL‚پCچX‚ةƒRƒ“ƒoپ[ƒWƒ‡ƒ“ƒLƒbƒgB3720 (\300~) ‚ًچw“ü‚·‚ê‚خ‘ه”M—e—ت‚جT19‚±‚ؤگو‚àژg‚¦‚é ‚»‚ج‘¼Œفٹ·گ«‚ةٹض‚µ‚ؤ‚ح >>4 3. ‚±‚ؤگو ‚جچ€ژQڈئ
پ@ƒIƒvƒVƒ‡ƒ“‚ج‘د”Mƒ\ƒtƒgƒJƒoپ[605M‚â‘د”MƒLƒƒƒbƒv(B5286)‚إژ‚؟‰^‚ر‚ة‚à
پ@ƒtƒ‰ƒ“ƒW‚ج’¼Œa‚ھ‘ه‚«‚پC‚â‚₱‚ؤ‘ن‚جŒû‹à‚ئ‚ج‘ٹگ«‚ھ‚ ‚é (‚ئ‚حŒ¾‚ء‚ؤ‚àHAKKO‹قگ»‚ح‚à‚؟‚ë‚ٌgoot ST-27/76/77‚àژg—p‰آ)
پ@ٹJ••‚µ‚ؤ‚»‚ج‚ـ‚ـ‘ھ’è‚ًچs‚ء‚½‚ھپC‚؟‚ل‚ٌ‚ئƒLƒƒƒٹƒuƒŒپ[ƒg‚³‚ê‚ؤ‚¢‚é‚و‚¤‚إپC‚±‚ؤگو‰·“x‚ح‚ظ‚عƒhƒ“ƒsƒVƒƒ‚¾‚ء‚½ (N=5)
پ@‰·“x’²گكƒmƒu‚ة‚حƒ^ƒNƒ^ƒCƒ‹(ƒJƒ`ƒb‚ئ‚¢‚¤ٹ´گG)‚ھ‚ ‚é‚ھپC’²گكژ©‘ج‚ح–³’iٹK
پ@گع’n‚ھ–³‚¢2ƒsƒ“ƒvƒ‰ƒO‚ج•û‚ھƒRپ[ƒh‚ھŒy‚¢
پ@100V‚إ‚ح’èٹi50W‚ج‚ح‚ٌ‚¾‚±‚ؤ‚¾‚ھپCƒxپ[ƒX‚ح100~120VŒn‚ئ220~240VŒn‚ج2ژي—ق‚µ‚©–³‚¢‚ج‚إپCژہ‚حƒXƒyƒbƒNڈم‚جڈمŒہ‚ج120V‚ًˆَ‰ء‚·‚ê‚خ74W‚ج‚ح‚ٌ‚¾‚±‚ؤ‚ئ‚µ‚ؤژg‚¦‚é
پEHOZAN HS-26‚حFX-600‚جOEM”إ‚إƒOƒٹƒbƒv‚âƒmƒuژü‚è‚ًڈœ‚‚ئٹî”آپCƒqپ[ƒ^پ[پC‚±‚ؤگوژü‚è‘S‚ؤ‹¤’ت•”•i‚¾‚ھپCٹ„چ‚ٹ´‚ح”غ‚ك‚ب‚¢
پ@•Wڈ€‚±‚ؤگو‚حT18-I‘ٹ“–(HOZAN‚إ‚حBŒ^ˆµ‚¢ JŒ^‚ةژٹ‚ء‚ؤ‚حپgBŒ^گو‹ب‚ھ‚èپhپc)‚ب‚ج‚إ’چˆس
پ@Œآگl“I‚ة‚حƒOƒٹƒbƒv‚حHS-26‚ج•û‚ھچD‚ف‚إ(FX-600‚ح4ٹpŒ`‚ة‹ك‚HS-26‚ح6ٹpŒ`‚ئ3ٹpŒ`‚جٹش‚®‚ç‚¢)
پ@”½–تƒmƒu‚حڈ¬‚³‚ƒپƒ‚ƒٹ‚ة‘خ‰‚·‚鉷“x‚ح— ‘¤‚جƒXƒeƒbƒJپ[‚ةڈ‘‚¢‚ؤ‚ ‚邽‚ك‰·“x’²گك‚ح‚â‚â–ت“|‚ةٹ´‚¶‚é
پEFX-601‚حŒ³پXƒXƒeƒ“ƒhƒOƒ‰ƒX—p‚ئ‚µ‚ؤٹJ”‚³‚ꂽŒZ’ي‹@‚إپCT18Œn‚و‚è‚àˆê‰ٌ‚葾‚¢T19Œn‚±‚ؤگو‚ھ•Wڈ€‘•’…‚³‚ê‚é‚ئ‹¤‚ةپCFX-600‚ج200~500پژ‚ة‘خ‚µ40پژچ‚‚¢240~540پژ‚ةƒLƒƒƒٹƒuƒŒپ[ƒg‚³‚ê‚ؤ‚¢‚é
پ@•ْ”M‚جچ·‚ة‚و‚è’èٹi‚جƒڈƒbƒgگ”‚حFX-600‚ج50W‚ة‘خ‚µ47W‚ئڈ‚ب‚¢‚ھپC‚±‚ؤگو‰ٌ‚è‚ئƒپƒ‚ƒٹ‚جƒVپ[ƒ‹‚ًڈœ‚‚ئٹî”آپCƒqپ[ƒ^پ[‚ب‚ا‚ح‘S‚ؤFX-600‚ئ‹¤’ت•”•i
پ@2‹ةƒvƒ‰ƒOژd—l‚حƒXƒeƒ“ƒhƒOƒ‰ƒX—p‚ئ‚µ‚ؤ‚àƒ‰ƒCƒ“ƒiƒbƒv‚³‚ê‚ؤ‚¢‚邽‚كپC6.5CŒ^‚ھ•Wڈ€‚±‚ؤگو 2‹ة+گع’nƒvƒ‰ƒO‚ح“dژqچHچىگê—pˆµ‚¢‚إ2BŒ^‚ھ•Wڈ€‚±‚ؤگو
پ@گوڈq‚جƒRƒ“ƒoپ[ƒWƒ‡ƒ“ƒLƒbƒg B3720(FX-600‘ٹ“–پ¨FX-601‘ٹ“–)/B3730(FX-601‘ٹ“–پ¨FX-600‘ٹ“–) ‚ئ‘خ‰‚±‚ؤگو‚ة‚و‚è‘ٹŒف‚ة•دٹ·‰آ”\
پ–“dژqچHچى—p‚ةچ‡‚ي‚¹‚½ƒLƒƒƒٹƒuƒŒپ[ƒVƒ‡ƒ“‚جFX-600‚ة‰ء‚¦پC•K—v‚ة‰‚¶‚ؤB3720‚ئT19‚±‚ؤگو‚ًچw“ü‚·‚é‚ج‚ھ‚¨ٹ©‚ك پI’چˆس ‰؛‹LƒXƒeپ[ƒVƒ‡ƒ“Œ^‚حN2‘خ‰‚ب‚ا‚جٹضŒW‚إپC•د‘¥“I‚بچ\گ¬ (‚±‚ؤ•”–³‚µپCƒXƒeپ[ƒVƒ‡ƒ“•”‚ج‚فپCƒRƒ“ƒoپ[ƒWƒ‡ƒ“ƒLƒbƒgپCetc.) ‚à‚ ‚é‚ج‚إ’چˆس‚·‚éپI
پ–‚±‚ؤگو‚جƒ‰ƒjƒ“ƒOƒRƒXƒg‚ً—}‚¦‚½‚¢گl/چى‹ئ‚ة‚¨ٹ©‚ك‚ج‚ح‚ٌ‚¾‚±‚ؤ
پEFX-888D (\12,000~) ˆہ‰؟‚بT18Œn‚±‚ؤگو‚ًژg‚¦‚éپC•t‘®‚ج‚±‚ؤ‘نٹـ‚ك‚ئ‚ؤ‚àمY—ي‚بƒfƒUƒCƒ“‚جƒXƒeپ[ƒVƒ‡ƒ“Œ^‚ح‚ٌ‚¾‚±‚ؤ گâ‰ڈƒgƒ‰ƒ“ƒX‚ً‰î‚µ‚½’ل“dˆ³‹ى“®‚جˆہ‘S‚بچ\‘¢‚إƒRپ[ƒh‚àŒy‚‚µ‚ب‚â‚©
پ@‚و‚è”M—e—ت‚ج‘ه‚«‚¢T19Œn‚±‚ؤگو‘خ‰‚ج‚±‚ؤ•”FX-8805‚ھ•ت”„‚³‚ê‚ؤ‚¢‚鑼پCB5122(ƒRƒ“ƒoپ[ƒWƒ‡ƒ“ƒLƒbƒg)‚ة‚و‚èپC•Wڈ€‚ج8801پ¨8805‘ٹ“–‚ض‚جƒRƒ“ƒoپ[ƒWƒ‡ƒ“‚ھ‰آ”\
پ@Œˆ‚ك‘إ‚؟‚إ‚ ‚ـ‚èچׂ©‚‚ب‚¢‚ح‚ٌ‚¾•t‚¯‚ًŒJ‚è•ش‚·‚ة‚حچD“K‚إپCژdژ–‚إ”¼“±‘ج‚جچع‚ء‚½ٹî”آ‚ًˆµ‚¤‚ب‚炱‚جƒNƒ‰ƒX‚ھ—~‚µ‚¢
پ@‹t‚ة‚±‚ؤگو‚جڈء–ص‚ھڈ‚ب‚¢ƒAƒ}ƒ`ƒ…ƒA‚ة‚ح‚؟‚ه‚ء‚ئ”÷–‚ب—§‚؟ˆت’u
پ@‰“ڑ‚₱‚ؤ•”‚جƒTƒCƒY‚ب‚ا‚ج‘چچ‡“I‚بژg‚¢ڈںژè‚ح1/4’ِ“x‚ج’l’i‚جFX-600‚ئ”ن‚ׂؤŒ€“I‚ة—ا‚¢‚ئ‚ـ‚إ‚حŒ¾‚¦‚ب‚¢ˆê•û‚إپC
پ@+\3,000’ِ“x‚إƒRƒ“ƒ|ƒWƒbƒgƒqپ[ƒ^پ[چج—p‚جFX-950‚ئ‚جچ·‚ح‚ئ‚ؤ‚à‘ه‚«‚¢ (‚½‚¾‚µ‚±‚ؤگو‚ج‰؟ٹi‚à”{‚®‚ç‚¢‚ة‚ب‚é)
پ@goot‚àPX-60RTŒn‚±‚ؤگو‚جRX-701AS‚âRX-711AS‚ًڈo‚µ‚ؤ‚¢‚é‚ھپC‰e‚ھ”–‚¢ (‚¾‚ء‚ؤٹ„چ‚‚إ‘ه‚«‚¢‚ٌ‚¾‚à‚ٌپc 701‚إ\14,000پC711‚إ\17,000‚ب‚ç888D‚©950”ƒ‚¤‚إ‚µ‚هپH)
پ@Engineer‚جSKZ-01‚âSKZ-03‚حژ€‚ٌ‚¾
پ–ƒٹƒڈپ[ƒN¥ƒٹƒyƒAپCچׂ©‚¢‚ح‚ٌ‚¾•t‚¯پC”M‚ةژم‚¢‘fژq‚ًˆµ‚¤گl‚ة‚¨ٹ©‚ك‚ج‚ح‚ٌ‚¾‚±‚ؤ
پEFX-100/FX-951/FX-950/RX-802AS ‰“ڑ‚ة—D‚ê‚éIH‚âƒRƒ“ƒ|ƒWƒbƒgƒqپ[ƒ^پ[‚جƒXƒeپ[ƒVƒ‡ƒ“Œ^‚ح‚ٌ‚¾‚±‚ؤ
پ@‚±‚ؤگو‚ھ\1,000~‚ئ‚»‚ê‚ب‚è‚ةچ‚‰؟‚ب‚ج‚إپCگFپX‘µ‚¦‚ؤ‚¢‚‚ئFX-888D‚ئ‚حچ·‚ھٹJ‚
پ@ٹî–{“I‚ة‚±‚ؤگو‚ح•t‘®‚µ‚ب‚¢‚ھپC“d‹CٹX‚ج“X“ھ‚إ”ƒ‚¤‚ئƒTپ[ƒrƒX‚إ•t‚¯‚ؤ‚‚ê‚éژ–‚à‘½‚¢
پEHAKKO FX-951‚ئgoot RX-802AS‚ح‹£چ‡‚·‚é‚ھپCHAKKO‚ج•û‚ھچs‚«“ح‚¢‚½‚«‚ء‚؟‚肵‚½گفŒv‚إپCgoot‚ج•û‚ھƒIƒvƒVƒ‡ƒ“چ\گ¬ٹـ‚كڈ_“î‚بگفŒv
پ@ژ؛‰·‚©‚ç‚ج—§‚؟ڈم‚ھ‚è‚حRX-802AS‚ھ‘¬‚¢‚ھFX-951‚à•K—vڈ\•ھ
پ@‰ك“n“I‚ب”M‚ج“ü‚è‚ح“SƒپƒbƒL‚ج”–‚¢T12(HAKKO)‚ج•û‚ھ—ا‚پC‘د‹vگ«‚ح“SƒپƒbƒL‚جŒْ‚¢RX-80HRT‚ج•û‚ھ—ا‚¢ŒXŒü‚ھ‚ ‚é
پ@ƒCƒ“ƒ^پ[ƒtƒFپ[ƒX‚حˆê’·ˆê’Z FX-951‚حٹµ‚ê‚é‚ـ‚إژg‚¢‚ة‚‚پCRX-802AS‚ح‰·“xگف’è‚ھ‚ذ‚½‚·‚ç’·‰ں‚µ‚ب‚ج‚ھ’n–،‚ةگh‚¢
پ@FX-951‚ح200~450پژ‚¾‚ھپCRX-802AS‚ح50پژ‚ـ‚إ—ژ‚ئ‚¹‚é (àغàè‚ة•ْ‚èچ‚ق‚ئ•غ‰·‚ة’ڑ“x—ا‚¢ پc‚ي‚¯‚ثپ[‚¾‚ë)
پEFX-950‚ةٹض‚µ‚ؤ‚ح (\15,000~) ‚حFX-951 (\21,000~) ‚و‚èٹ„ˆہ‚إ“¯“™‚ةژg‚¢ˆص‚¢‚ھپCƒIپ[ƒgƒpƒڈپ[ƒIƒt‹@”\‚ھ–³‚پCƒXƒٹپ[ƒv‹@”\‚àƒIƒvƒVƒ‡ƒ“‚ج‚±‚ؤ‘ن(951•t‘®‚ئ“¯‚¶ FH200-02 \3,000~)‚ھ•K—v‚ب“_‚ة’چˆس
پ@‚±‚ؤ‘ن‚ً’ا‰ء‚إ”ƒ‚ء‚½‚èٹ„ˆّ—¦‚ھˆ«‚¢•âڈCƒpپ[ƒcˆµ‚¢‚إ‘µ‚¦‚ؤƒXƒٹپ[ƒv‚ً—LŒّ‰»‚·‚é‚و‚è‚حپC‘f’¼‚ةFX-951‚ً”ƒ‚ء‚½•û‚ھ—ا‚¢
پEƒzƒbƒgƒcƒCپ[ƒUپ[‘خ‰ HAKKOپFFMŒnƒXƒeپ[ƒVƒ‡ƒ“‚ئ‚±‚ؤ•”پC‚±‚ؤگوپC‚±‚ؤ‘ن‚جŒû‹à‚ھ•K—v‚¾‚ھچ‚ڈo—ح(140W total) gootپF‚±‚ؤ•”‚ئ‚±‚ؤگو‚ئ‚±‚ؤ‘ن‚جŒû‹à‚¾‚¯‚ج‚ف‚ج•دچX‚إچد‚ق‚ھ’لڈo—ح(72W total)
پEƒ}ƒCƒNƒچƒ\ƒ‹ƒ_ƒٹƒ“ƒO‘خ‰ HAKKOپF‚±‚ؤ•”پC‚±‚ؤگوپC‚±‚ؤ‘ن‚جŒû‹à‚ھ•K—v‚¾‚ھچ‚ڈo—ح(48W) gootپF‚±‚ؤگو‚ئ‚±‚ؤ‘ن‚جŒû‹à‚¾‚¯‚ج•دچX‚إ‚àژg—p‰آ”\‚¾‚ھ’لڈo—ح(36W)
پEHAKKO T12Œn‚±‚ؤگو‚حˆê•”چ‚”M—e—تƒ^ƒCƒv‚جگف’è—L‚è
پ–”شٹO•ز1 ƒRپ[ƒhƒŒƒX/“d’rژ®/ƒ|پ[ƒ^ƒuƒ‹
پEƒKƒXژ® (ƒRƒeƒ‰ƒCƒUپ[ “™) ƒpƒڈپ[‚ح‚ ‚é‚ھٹT‚µ‚ؤ‘ه‚«‚¢ ژ©•ھ‚ھژg‚¢ٹµ‚ê‚ؤ‚¢‚ب‚¢‚¾‚¯‚©‚à’m‚ê‚ب‚¢‚ھپC‚ ‚ـ‚èژg‚¢ˆص‚‚ح–³‚¢ ‹@ژي‚ة‚و‚ء‚ؤ‚حƒmƒYƒ‹Œًٹ·‚إƒzƒbƒgƒuƒچپ[‚ئ‚µ‚ؤ‚àژg‚¦‚é
پE“d’rژ® (FX-901 MSD-20 “™) ƒpƒڈپ[‚ح–³‚¢‚ھپC”ٌ—ح‚¾‚ئژv‚ء‚ؤ‚é‚ئˆسٹO‚ةژg‚¦‚é ٹî–{“I‚ةNi-MH(ƒjƒbƒPƒ‹گ…‘f)’~“d’r‘O’ٌ‚جگفŒv ƒlƒbƒN‚ح“ھ‚ھڈd‚(ƒlƒbƒN‚¾‚¯‚ة)ˆہ’èٹ´‚ةŒ‡‚¯‚éژ–
پEUSBگع‘± (TS80 “™) •¨‚ة‚و‚ء‚ؤ‚حType-Cگع‘±‚جƒnƒCƒpƒڈپ[‚ب‰·’²‚إ‚ئ‚ؤ‚à—ا‚³‚»‚¤ (ژہ‚حژ„‚à—~‚µ‚¢‚ھŒ‹چ\چ‚‚¢)
پ–”شٹO•ز2 ƒzƒbƒgƒiƒCƒt‚ئ‚µ‚ؤ‚àژg‚¢‚½‚¢گl‚ة‚¨ٹ©‚ك‚ج‚ح‚ٌ‚¾‚±‚ؤ
پEHAKKO RED 501(30W)/502(40W)پCgoot KS-20R/30R/40R ‚ب‚ا ’¼Œa4mm–_ڈَ‚±‚ؤگو‚ج‚ح‚ٌ‚¾‚±‚ؤ + ƒzƒbƒgƒiƒCƒt‚±‚ؤگو(HAKKO 515-T ژل‚µ‚‚ح goot HOT-30CU)
پEKOTELYZERƒVƒٹپ[ƒY‚ة‚àƒzƒbƒgƒiƒCƒt‚±‚ؤگو‚جƒ‰ƒCƒ“ƒiƒbƒv‚ھ‚ ‚é
پ@‚ح‚ٌ‚¾•t‚¯‚ً‚·‚éچH‹ï‚ئ‚µ‚ؤ‚ح‚ ‚ـ‚è—ا‚‚ح–³‚¢‚ھپCƒzƒbƒgƒiƒCƒt‚ئ‚µ‚ؤ‚àژg‚¤‚ب‚çژ‚ء‚ؤ‚¨‚¢‚ؤ‘¹‚ح–³‚¢
پ@چى‹ئ‚ة‚و‚ء‚ؤ‚حƒgƒ‰ƒCƒAƒbƒN(’²Œُٹي)‚ب‚ا‚إ‚ج’²گك‚àڈo—ˆ‚é‚ئ—ا‚¢
پ@‚ب‚¨پCƒzƒbƒgƒiƒCƒt‚جگn‚حŒًٹ·‰آ”\‚إHAKKO 515-T goot HOT-30CU‹¤‚ةOLFAگ»ƒfƒUƒCƒ“ƒiƒCƒt—p
پ@‹¤‚ةگ³ƒlƒW‚إپCƒچپ[ƒŒƒbƒg•”‚ً
پ@HAKKO 515-T‚حگnگو‚ج•û‚ةٹة‚ق‚ج‚إگnگو‚©‚猩‚ؤ”½ژŒv‰ٌ‚è
پ@goot HOT-30CU‚حگnŒ³‚ج•û‚ةٹة‚ق‚ج‚إگnگو‚©‚猩‚ؤژŒv‰ٌ‚è
پ@‚ة‰ٌ‚·ژ–‚إ•ھ‰ً‰آ”\
پ@•Wڈ€‚حOLFA XB10/XB10S‚¾‚ھپC‚·‚èٹ„‚è‚ة‹²‚ق‚¾‚¯‚ب‚ج‚إŒ‹چ\‰½‚إ‚àژg‚¦‚é 2. ‚ح‚ٌ‚¾
پE‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚ئ‰”“ü‚è‚ح‚ٌ‚¾‚ھ—¬’ت‚µ‚ؤ‚¢‚é‚ھپCŒ»چف‚ح‘gگ¬‚âƒtƒ‰ƒbƒNƒX‚ج‰ü—ا‚ة‚و‚èپC‰”ƒtƒٹپ[+RMAƒtƒ‰ƒbƒNƒX‚إ‚àˆê”ت—p“r‚إ‚حڈ\•ھ‚ب‚ح‚ٌ‚¾•t‚¯گ«‚ئگM—ٹگ«‚ھ“¾‚ç‚ê‚ؤ‚¢‚é
پ@“ء‚ةFX-600‚ًٹـ‚قچ‚گ«”\‚ب‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚جڈêچ‡‚حپCگف’艷“xˆبٹO‚ة‰”ƒtƒٹپ[‚إ‚ ‚éژ–‚جƒfƒپƒٹƒbƒg‚ًˆسژ¯‚³‚¹‚ç‚ê‚éژ–‚ح‚ ‚ـ‚è–³‚¢
پEˆê”ت‚ةژg‚ي‚ê‚郄ƒj(ƒtƒ‰ƒbƒNƒX)“ü‚è‚ح‚ٌ‚¾‚ة‚حپCƒtƒ‰ƒbƒNƒX‚جژي—ق‚â—تپCƒnƒچƒQƒ“‚ج—ت‚ب‚ا‚ة‚و‚èپCMIL RپCRMAپCRA‚âJIS AA‹‰پAA‹‰پAB‹‰ (‚»‚ꂼ‚êژم‚¢=چUŒ‚گ«‚ھ’ل‚¢ڈ‡) ‚ھ‚ ‚é
پ@‹ك”N‚إ‚ح‰”ƒtƒٹپ[‚ح‚ٌ‚¾+RMAƒtƒ‰ƒbƒNƒX‚إ‚àڈ\•ھ‚ب‚ح‚ٌ‚¾•t‚¯گ«‚ھ‚ ‚é‚ج‚إپC•…گH‚جƒٹƒXƒN‚جڈ‚ب‚¢RMA‚جژg—p‚ھگ„ڈ§‚³‚ê‚é
پE—p“r‚ئچD‚ف‚âٹµ‚êژں‘و‚إ‚ح‚ ‚é‚ھپC•\–تژہ‘•‚ًˆµ‚¤‚ب‚çƒس0.65mmˆب‰؛‚ھ—ا‚پC“dژq•”•i‚ة‚حƒس0.6~0.8mm’ِ“x‚ج•¨‚ھپC‘هŒ^‚جƒ^پ[ƒ~ƒiƒ‹‚ب‚ا‚ة‚حƒس0.8~1.2mm’ِ“x‚ج•¨‚ھ—ا‚¢
پ@چׂ¢•û‚ھˆê‹C‚ة”M‚ً’D‚ي‚ê‚ب‚¢‚½‚ك—n‚¯‚ھ—ا‚¢‚ھپC’f–تگد(’¼Œa‚ج2ڈو)‚ة”½”ن—ل‚µ‚ؤ‚ح‚ٌ‚¾‚ج‘—‚è‚ھ–Z‚µ‚‚ب‚èپC‚ـ‚½ƒOƒ‰ƒ€’P‰؟‚à‚©‚ب‚èٹ„چ‚‚ة‚ب‚é
پEچإڈ‰‚ج1ٹھ‚«‚حƒس0.6~0.8mm’ِ“x‚ج100~150gٹھ‚«‚ھ‚¨ٹ©‚ك (\1000~2000) ‘ه‚«‚ك‚ج’[ژq‚ب‚ا‚àˆµ‚¤‚ب‚çƒس0.6mm‚ئٹ„ˆہ‚بƒس1.0mm‚ج2ٹھ‚«‚ً‘µ‚¦‚ؤ‚à—ا‚¢
پI‰”“ü‚è‚ح‚ٌ‚¾‚ئ‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚ج—¼•û‚ًژg‚¤ڈêچ‡‚ح‚±‚ؤگو‚ً•ھ‚¯‚é•K—v‚ھ‚ ‚é(ƒRƒ“ƒ^ƒ~‚ة‚و‚鉔ƒtƒٹپ[‚ح‚ٌ‚¾گعچ‡‹“x’ل‰؛‚ج–hژ~)پI
پ–‚¨ٹ©‚ك
پE‰”“ü‚è: “ْ–{ƒAƒ‹ƒ~ƒbƒg KR-19RMAپCگçڈZ‹à‘® ƒXƒpپ[ƒNƒ‹ƒnƒ“ƒ_ ‚ب‚ا
پE‰”ƒtƒٹپ[: “ْ–{ƒXƒyƒٹƒA SN100CپCگçڈZ‹à‘® ƒXƒpپ[ƒNƒ‹ESC ‚ب‚ا
‰”“ü‚è‚ح‚ٌ‚¾‚جƒfƒپƒٹƒbƒg
پE‹@ٹB“Iگ«ژ؟(ˆّ’£‹‚³‚ب‚ا‚ھژم‚¢)
پE“d‹C“Iگ«ژ؟(چ‚’ïچR)
پE“إگ«/ٹآ‹«•‰‰×(“ء‚ةƒyƒbƒg‚ًژ؛“àژ”‚¢‚µ‚ؤ‚é•û)
پEŒ»چف—¬’ت‚·‚éگ»•i‚حٹî–{“I‚ة‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚ھژg‚ي‚ê‚ؤ‚¨‚èپCژè‚ً‰ء‚¦‚éچغ‚حƒRƒ“ƒ^ƒ~‚ً”ً‚¯‚邽‚كŒ³‚ج‚ح‚ٌ‚¾‚ًژو‚èڈœ‚•K—v‚ھ‚ ‚é (ڈم‚©‚ç‚؟‚ه‚¢•t‚¯‚حڈo—ˆ‚ب‚¢)
پ@Snژه‘ج‚جچ‡‹à‚ة”÷—ت‚ج‰”‚ھچ¬“ü‚·‚é‚ئ‰”‚ھƒٹپ[ƒh‚⃉ƒ“ƒh‚ة•خگح‚µپCگعچ‡‹“x‚ھ‘ه•‚ة’ل‰؛‚·‚é
پ@‚ـ‚½‰”“ü‚è‚ح‚ٌ‚¾’†‚ة‚¨‚¢‚ؤ‚àPbƒٹƒbƒ`‘w‚ھŒ`گ¬‚³‚ê‚ؤ‚¨‚èپC‚±‚ê‚ھ‰”“ü‚è‚ح‚ٌ‚¾‚جگعچ‡‹“x‚ً‰؛‚°‚ؤ‚¢‚é
‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚جƒfƒپƒٹƒbƒg
پE’´’ل‰·‰؛‚إ‚جگM—ٹگ«‹y‚ر‹ة“x‚بچ‚گM—ٹگ«‚ھ‹پ‚ك‚ç‚ê‚éچq‹َ‰F’ˆŒRژ–ژY‹ئ‚ب‚ا‚إ‚جگM—ٹگ«پC‘دڈصŒ‚گ«
پE‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚ج‰؟ٹi
پEچ‚‚¢—Z“_‚ئ‘ٹ‚ـ‚ء‚ؤپCژà‹ٍ‚¢ (‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚ج‘gگ¬‚ج‘ه•”•ھ‚ًگè‚ك‚éژà‚ة“S‚â“؛‚ھ—nڈo‚·‚é) ‚ة‚و‚邱‚ؤگو‚ب‚ا‚جƒ‰ƒjƒ“ƒOƒRƒXƒg‚جڈمڈ¸پC‘eˆ«‚بٹî”آ‚جƒpƒ^پ[ƒ“‹ٍ‚ي‚ê
پEچ‚‚¢—Z“_‚ة‚و‚è‰ك”M‚جƒٹƒXƒN‚ھ‘ه‚«‚پC‘½‘wٹî”آ‚ب‚ا‚جƒٹƒڈپ[ƒN‚à‚µ“ï‚¢
پE•\–ت’£—ح‚ھ‹‚پC”G‚êچL‚ھ‚è‚ة—ٍ‚é
پ@ڈء”ï—ت‚جڈ‚ب‚¢ƒzƒrƒCƒXƒg‚جڈêچ‡‚ة–â‘è‚ة‚ب‚é‚ج‚حژه‚ة‰ك”M‚ئƒٹƒڈپ[ƒN‚إپC‰؟ٹi‚⃉ƒjƒ“ƒOƒRƒXƒg‚ح‚»‚±‚ـ‚إ–â‘è‚ة‚ب‚ç‚ب‚¢ 4. ƒtƒ‰ƒbƒNƒX‚ئƒtƒ‰ƒbƒNƒXƒٹƒ€پ[ƒoپ[
پEƒtƒ‰ƒbƒNƒX‚حژ_‰»•¨‚ب‚ا‚ًڈœ‹ژ‚µ”G‚êگ«‚ًچ‚‚ك‚é (ٹE–تٹˆگ«چـ‚ج‚و‚¤‚بƒCƒپپ[ƒW‚ًژ‚آ‚ئ—ا‚¢) ‚ج‚ھژه‚ب–ًٹ„‚إپCچX‚ة•sٹˆگ«‰»‚µ‚½ژcںش‚ھ•\–ت‚ً•¢‚¤ژ–‚إژ¼‹C‚©‚çٹî”آ‚ً•غŒى‚·‚é–ًٹ„‚à‚ ‚é
پ@“¯ژ‚ةچUŒ‚گ«‚à‚ ‚èپCگ¬•ھ‚ة‚و‚ء‚ؤ‚حژcںش‚جگôڈٍ‚ھ•K—v‚ة‚ب‚邽‚ك’چˆس‚·‚é
پEƒtƒ‰ƒbƒNƒX‚ح’P‘ج‚إژg—p‚·‚鑼پCˆê”ت“I‚بƒ„ƒj“ü‚è‚ح‚ٌ‚¾‚âƒEƒBƒbƒN(‚ح‚ٌ‚¾‹z‚¢ژو‚èگü)پCƒNƒٹپ[ƒjƒ“ƒOƒڈƒCƒ„‚ة‚àژg‚ي‚ê‚ؤ‚¢‚é
پEƒtƒ‰ƒbƒNƒX‚ة‚ح—LŒّ‚ةچى—p‚·‚鉷“xˆو‚ھ‚ ‚èپCˆê“x‰ء”M‚µٹˆگ«‰»‚µ‚½Œم‚ح•sٹˆگ«‰»‚·‚é
پ@‚ـ‚½پC‰ك”M‚·‚é‚ئگ³‚µ‚‹@”\‚¹‚¸پCƒ„ƒj“ü‚è‚ح‚ٌ‚¾‚جƒtƒ‰ƒbƒNƒX‚ً‹}Œƒ‚ة”M‚·‚é‚ئƒtƒ‰ƒbƒNƒX‚â‚ح‚ٌ‚¾ƒ{پ[ƒ‹‚ھ”ٍژU‚·‚邽‚ك’چˆس‚·‚é
پ@(”ٍژU‚ً–h‚®‚½‚ك‚ةƒtƒ‰ƒbƒNƒX‚ً‘½گcڈَ‚ة•ھ‚¯‚½ƒ}ƒ‹ƒ`ƒRƒA‚ح‚ٌ‚¾پCژg—p’¼‘O‚ة‚ح‚ٌ‚¾‚ةگط‚èچ‚ف‚ً“ü‚ê‚éگ»•i‚ب‚ا‚à‚ ‚é)
پEˆّ‚«‚ح‚ٌ‚¾‚ًچs‚¤ڈêچ‡‚حƒ„ƒj“ü‚è‚ح‚ٌ‚¾’†‚جƒtƒ‰ƒbƒNƒX‚جŒّ—ح‚ًٹْ‘زڈo—ˆ‚ب‚¢‚½‚كپC—\‚ك•ت“rƒtƒ‰ƒbƒNƒX‚ً“h•z‚·‚é
پE–¢‰ء”M‚ج‚ح‚ٌ‚¾•t‚¯—pƒtƒ‰ƒbƒNƒX‚حچUŒ‚گ«‚جچ‚‚¢•¨‚à‚ ‚邽‚كپC“h•z‚µ‚½ڈêچ‡‚ح•K—v‚ة‰‚¶‚ؤگôڈٍڈœ‹ژ‚·‚é
پ–‚¨ٹ©‚ك
پEƒtƒ‰ƒbƒNƒX: HAKKO FS-200‚ب‚ا (ƒQƒ‹ڈَ‚ب‚اٹ„چ‚‚ب•¨‚à‘½‚¢‚ھ‚ئ‚è‚ ‚¦‚¸‚حچü–ر“h‚è‚إپc)
پEƒtƒ‰ƒbƒNƒXƒٹƒ€پ[ƒoپ[: HAKKO FS-150‚ب‚ا (–ٍ‹ا‚إ”„‚ء‚ؤ‚éIPA:ƒCƒ\ƒvƒچƒsƒ‹ƒAƒ‹ƒRپ[ƒ‹‚إ‘م—p‰آ ƒpپ[ƒcƒNƒٹپ[ƒiپ[‚ح•¨‚ة‚و‚ء‚ؤژ÷ژ‰‚ض‚جچUŒ‚گ«‚ھˆظ‚ب‚é‚ج‚إˆê‰”ً‚¯‚é پIƒyƒbƒg“¯ژ؛‚جڈêچ‡‚حڈ\•ھ‚بٹ·‹C‚ًچs‚¤‚±‚ئپI)
5. ƒٹƒڈپ[ƒNƒcپ[ƒ‹
پ@‚ح‚ٌ‚¾‚جڈœ‹ژ‚ة‚حپC‚ح‚ٌ‚¾‚±‚ؤ‚إ’g‚ك‚ب‚ھ‚çژg‚¤ژè“®‹z‚¢ژو‚è‹@پCژè“®‹z‚¢ژو‚è‹@‚ةƒqپ[ƒ^پ[‚ً•t‚¯‚½ƒqپ[ƒ^پ[•t‚«ژè“®‹z‚¢ژو‚è‹@ (‚ح‚ٌ‚¾ƒVƒ…ƒb‘¾کY ƒTƒ“ƒnƒ„ƒgگ»)
پ@“؛گü‚ً•ز‚ٌ‚إƒtƒ‰ƒbƒNƒX‚ًگُ‚فچ‚ـ‚¹‚½ƒEƒBƒbƒN(‚ح‚ٌ‚¾‹z‚¢ژو‚èگü •¨‚ة‚و‚èƒmپ[ƒtƒ‰ƒbƒNƒX‚à‚ ‚é)پCƒzƒbƒgƒuƒچپ[پCƒqپ[ƒ^پ[‚ئƒGƒAپ[‚â“d“®‚جƒ|ƒ“ƒv‚ًژg—p‚µ‚½“d“®‹z‚¢ژو‚è‹@‚ج5ژي—ق‚ھژg‚ي‚ê‚é
پ@ڈ‰گSژز‚حƒEƒBƒbƒN‚ئژè“®‹z‚¢ژو‚è‹@‚©ƒqپ[ƒ^پ[•t‚«ژè“®‹z‚¢ژو‚è‹@‚ً”ƒ‚ء‚ؤ‚¨‚‚ئ—ا‚¢
پEƒEƒBƒbƒN‚ح”M“`“±‚ھ—ا‚ˆê‹C‚ة”M‚ً’D‚ي‚ê‚邽‚كپCژg—pچد‚ف‚ج•”•ھ‚ً‹ح‚©‚ةژc‚µ‚ؤگط‚ء‚ؤ‚¨‚‚ئ“éگُ‚ف‚ھ—ا‚ژg‚¢ˆص‚¢
پE‚ـ‚½پCƒEƒBƒbƒN‚ج”M—e—ت‚ً‰؛‚°پC“¯ژ‚ة–¢ژg—p‚ج•”•ھ‚جƒtƒ‰ƒbƒNƒX‚ً–³—p‚ةٹˆگ«‰»‚³‚¹‚ب‚¢‚½‚ك‚ةپC15~30mm’ِ“x‚ج’·‚³‚ةگط‚ء‚ؤƒsƒ“ƒZƒbƒg‚إ“–‚ؤ‚é‚ج‚à—ا‚¢
پ–‚¨ٹ©‚ك
پEƒEƒBƒbƒN: HAKKO F87-4/87-3‚ب‚ا (\300’ِ“x 87‚حŒ‹چ\ƒtƒ‰ƒbƒNƒX‚ھ“ü‚ء‚ؤ‚é‚ج‚إڈ‚ب‚ك‚ھ—ا‚¯‚ê‚خHAKKO 120-03‚ب‚ا)
پEژè“®‹z‚¢ژو‚è‹@: HAKKO 18G‚©20G (\1000~1500)
پEƒqپ[ƒ^پ[•t‚«ژè“®‹z‚¢ژو‚è‹@: ƒTƒ“ƒnƒ„ƒg ‚ح‚ٌ‚¾ƒVƒ…ƒb‘¾کYNEO (\4,000~)
6. ‚±‚ؤ‘ن
پEŒû‹à‚ج‘ٹگ«‚ھ—ا‚پCڈd‚ˆہ’èگ«‚جچ‚‚¢‚±‚ؤ‘ن‚ً‘I‚ش ‘ٹگ«‚حŒ»•¨ˆبٹO‚ة‰و‘œŒںچُ‚إ‚àŒ©‚ç‚ê‚é
پE‚ ‚é’ِ“x•ْ”M‚ج—ا‚¢•¨‚ً‘I‚ش‚ئ—ا‚¢
پEƒXƒ|ƒ“ƒW‚âƒNƒٹپ[ƒjƒ“ƒOƒڈƒCƒ„‚ھ•t‘®‚·‚é‚ھپC‚ا‚؟‚ç‚©ˆê•û‚ب‚çƒXƒ|ƒ“ƒW‚ھ‚¨ٹ©‚ك
پE”G‚êƒXƒ|ƒ“ƒW‚ح‚±‚ؤگو‚ة•t‚¢‚½‚ح‚ٌ‚¾‚ً—ا‚—ژ‚ئ‚·(—ژ‚ئ‚µ‚·‚¬‚é)‚ج‚إ’چˆس ”ٌ‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚ج‰·“x‚ً‰؛‚°‚邽‚ك‚ة‚ح”G‚êƒXƒ|ƒ“ƒW‚ھ•K—v
پEƒNƒٹپ[ƒjƒ“ƒOƒڈƒCƒ„‚ح‚±‚ؤگو‚ة•t‚¢‚½‚ح‚ٌ‚¾‚ً’ِ—ا‚ژc‚·‚½‚كپC‚±‚ؤگو‚جژ_‰»‚ً—}‚¦‚ç‚ê‚é
پEچ‚‰؟ٹi‘ر‚ج‚ح‚ٌ‚¾‚±‚ؤ‚حگê—p‚ج‚±‚ؤ‘ن‚ھ•t‘®‚·‚é
پI‰”“ü‚è‚ح‚ٌ‚¾‚ئ‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚ج—¼•û‚ًژg‚¤ڈêچ‡‚ح‚±‚ؤگو‚âƒNƒٹپ[ƒiپ[‚ً•ھ‚¯‚é•K—v‚ھ‚ ‚é(ƒRƒ“ƒ^ƒ~‚ة‚و‚鉔ƒtƒٹپ[‚ح‚ٌ‚¾گعچ‡‹“x’ل‰؛‚ج–hژ~)پI
پ–‚¨ٹ©‚ك
پE‚¢‚ي‚ن‚éƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[ƒ^ƒCƒv‚ة‚حHAKKO FH305(گـ‚肽‚½‚ف‰آ”\)‚â633(Œإ’è)پCgoot ST-76/77(گـ‚肽‚½‚ف‰آ”\)‚ھ’è”شپCHAKKO FH300(•ھ‰ً‰آ”\)‚حˆہ‰؟‚ب‚ھ‚çˆہ’èگ«‚ھ—ا‚¢
پ@HAKKO RED‚ب‚ا40Wˆب‰؛‚ج‚¢‚ي‚ن‚éƒjƒNƒچƒ€گüƒqپ[ƒ^پ[ƒ^ƒCƒv‚ة‚àژg‚¦‚é (‚ب‚؛‚©‘خ‰ƒٹƒXƒg‚ة‚ح–³‚¢‚ھپc)
پ@HOZAN H-6‚حŒû‹à‚ئ‚ج‘ٹگ«‚إگک‚ي‚è‚ھˆ«‚©‚ء‚½‚èگ[‚“ü‚è‚·‚¬‚½‚è‚·‚邱‚ؤ‚ھ‘½‚¢ (ژ©ژذگ»‚ح‚ٌ‚¾‚±‚ؤ‚ًٹـ‚قwپc ‰½‚إ‚وorz)
پE‚ظ‚ئ‚ٌ‚ا‚جƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[ƒ^ƒCƒv‚ة‘خ‰‚·‚égoot ST-27‚حچ‚‰؟‚ب•ھچى‚è‚ھ‚ئ‚ؤ‚à—ا‚پCƒXƒ|ƒ“ƒW‚ئƒNƒٹپ[ƒjƒ“ƒOƒڈƒCƒ„‚ج—¼‘خ‰ 7. ژü•سچH‹ï ƒjƒbƒpپ[پCƒyƒ“ƒ`پCƒ‰ƒWƒIƒyƒ“ƒ`پCƒcƒCپ[ƒUپ[(ƒsƒ“ƒZƒbƒg) (ƒRƒXƒpڈdژ‹‚جƒ‰ƒCƒ“ƒiƒbƒv‚إ‚·)
پEچ‚‰؟‚ب•¨‚à‚ ‚é‚ھپC‚ـ‚¸‘µ‚¦‚é‚ج‚حHOZANپCƒtƒW–îپCVICTOR(‰ش‰€)پCENGINEER•س‚è‚جگ^‚ء“–‚إƒIپ[ƒ\ƒhƒbƒNƒX‚ب•¨‚ً ‘چٹzپڈ6,000~10,000’ِ“x HOZAN‚حٹT‚µ‚ؤ‚â‚âٹ„چ‚‚©
پ@Œم‚ةچ‚‰؟‚ب•¨‚ً‘µ‚¦‚ؤ‚àپC’ل—ُ‚إƒIپ[ƒ\ƒhƒbƒNƒX‚بچH‹ï‚جڈo”ش‚حڈ‚ب‚‚ب‚¢
پ@‰ٌ“]¥گ “®•”‚ة‚ح’èٹْ“I‚ب’چ–û‚ًچs‚¢پC‚ـ‚½’چ–ûŒم‚حƒOƒٹƒbƒv‘¤‚ة–û‚ھ‰ٌ‚ç‚ب‚¢‚و‚¤’چˆس‚·‚é
پ–‚¨ٹ©‚ك
پEƒjƒbƒpپ[ (ڈ¬Œ^) HOZAN N-31/N-34پCƒtƒW–î HP855-125پCVICTOR 101BS-100پCENGINEER NS-03/NS-04‚ب‚ا پڈ1500~ ژو‚è‰ٌ‚µ‚ج—ا‚¢•¨ ”–گnƒ^ƒCƒv‚âƒtƒ‰ƒbƒVƒ…‚حگط‚ê–،‚ة—D‚êپC•Wڈ€ƒ^ƒCƒv‚âƒZƒ~ƒtƒ‰ƒbƒVƒ…‚حژ‚؟‚ھ—ا‚¢
پEƒyƒ“ƒ` (ڈ¬Œ^) HOZAN P-35پCƒtƒW–î MP9A-110پCVICTOR 245BSF-115پCENGINEER PS-04‚ب‚ا پڈ1000~ ژو‚è‰ٌ‚µ‚ج—ا‚¢•¨
پEƒ‰ƒWƒIƒyƒ“ƒ` HOZAN P-14/P-15پCƒtƒW–î 350-125/350S-125پCVICTOR 280A-150پCENGINEER PR-36‚ب‚ا پڈ1000~ ™ّ‚¦Œٹ‚حƒLƒƒƒbƒvڈَ‚±‚ؤگو‚جŒًٹ·ژ‚ب‚ا‚إ‚à•ض—ک ƒoƒl‚ج—L–³‚ح‚¨چD‚ف‚إ (ژ©•ھ‚حƒoƒl–³‚µ”h)
پEƒjƒbƒpپ[ (“dچH) HOZAN N-12پCƒtƒW–î 60S-150پCVICTOR 360A-150پCENGINEER NK15/NK25‚ب‚ا پڈ1500~ ‚ ‚é’ِ“xگط’f”\—ح‚جچ‚‚¢•¨
پEƒcƒCپ[ƒUپ[ HOZAN P-88#ŒnپCENGINEER PTŒn‚ب‚ا پڈ500~ •غژ—ح‚ھچ‚‚پC‰s‚·‚¬‚¸چׂ·‚¬‚¸’·‚·‚¬‚ب‚¢•¨‚ھ‚¨ٹ©‚ك ’…ژ¥‚·‚éSUS400”ش‘ن‚ح”ً‚¯‚é Œک‚چׂ¢ƒsƒ“ƒZƒbƒg‚حƒpپ[ƒc‚ً’e‚«‚â‚·‚پCڈ_‚ç‚©‚چׂ¢ƒsƒ“ƒZƒbƒg‚ح‹ب‚ھ‚è‚â‚·‚¢
8. ‚»‚ج‘¼
پEƒ^ƒCƒ}پ[•t‚«“dŒ¹
پ@ڈء‚µ–Y‚ê‚ً‚µ‚½‚±‚ئ‚ج‚ ‚é•û‚â’چˆس—ح‚ة•sˆہ‚ھ‚ ‚é•û‚حگ¥”ٌپI‚¨ژq‚³‚ٌ‚ة‚ح‚ٌ‚¾‚±‚ؤ‚ً”ƒ‚¢—^‚¦‚éژ‚ة‚àپI
پEƒwƒ‹ƒpپ[
پ@”L‚جژè‚àژط‚肽‚¢‚ ‚ب‚½‚ةپI‚»‚ë‚»‚남‹ك‚‚ھŒ©‚¦گh‚‚ب‚ء‚ؤ‚«‚½‚ ‚ب‚½‚ة‚حƒ‹پ[ƒy¥ƒ‰ƒCƒg•t‚«‚à‚ ‚è‚ـ‚·‚وپI
پEƒtƒ…پ[ƒ€ƒGƒLƒXƒgƒ‰ƒNƒ^پ[ (”r‰Œ‘•’u)
پ@‚ح‚ٌ‚¾•t‚¯‚ھ‘½‚¢•ûپC“¯ژ؛‚إƒyƒbƒg‚ًژ”‚ء‚ؤ‚¢‚é•û‚حژg—p‚·‚é‚ئ—ا‚¢پ@ˆہ‰؟‚ب•¨‚à‚ ‚é‚ج‚إ’T‚»‚¤پI
پEƒJƒvƒgƒ“ƒeپ[ƒv¥ƒ}ƒXƒLƒ“ƒOƒeپ[ƒv
پ@چׂ¢•¨‚ھ‚ ‚é‚ئ‰¼ژ~‚ك‚ب‚ا‚ة•ض—ک >>4 گط‚ê‚ؤ‚µ‚ـ‚ء‚½
3. ‚±‚ؤگو
پ–’ׂµ‚جŒّ‚Œ`ڈَ‚ً‘I‚ش‚à—ا‚µپC—p“r‚ةچ‡‚ي‚¹‚ؤ•د‚¦‚é‚à—ا‚µ
پEچׂ’·‚‰s‚¢‚±‚ؤگو‚جڈo”ش‚حڈ‰گSژز‚ھژv‚¤‚و‚è‚à‚¸‚ء‚ئڈ‚ب‚¢
پE‘¾‚’Z‚گعگG–تگد‚ھ‘ه‚«‚¢‚±‚ؤگو‚حپCچׂ’·‚گعگG–تگد‚ھڈ¬‚³‚¢‚±‚ؤگو‚و‚è‚à”M‚ج“ü‚è‚ھ—y‚©‚ة—ا‚¢
پECŒ^(‰~’Œژخ‚كƒJƒbƒg)/BCŒ^(‰~گچژخ‚كƒJƒbƒg)/DŒ^(ƒ}ƒCƒiƒXƒhƒ‰ƒCƒoڈَ)‚ئ‚¢‚ء‚½–ت‚ًژg‚¦‚éŒ`ڈَ‚حپCگعگG–تگد‚ًژو‚è‚â‚·‚”M‚ج“ü‚è‚ھ—ا‚¢
پECFŒ^/BCFŒ^‚حƒJƒbƒg–ت‚ج‚ف‚ة‚ح‚ٌ‚¾‚ھڈو‚é(“SƒپƒbƒL‚ھکIڈo‚µ‚ؤ‚¢‚é)‚½‚كƒuƒٹƒbƒW‚ً‹N‚±‚µ‚ة‚‚¢”½–تپCƒJƒbƒg–ت‚ئ‘¤–ت‚ج—¼•û‚ًژg‚½—\”M‚ح‚µ“ï‚¢
پI‰”“ü‚è‚ح‚ٌ‚¾‚ئ‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚ج—¼•û‚ًژg‚¤ڈêچ‡‚ح‚±‚ؤگو‚âƒNƒٹپ[ƒiپ[‚ً•ھ‚¯‚é•K—v‚ھ‚ ‚é(ƒRƒ“ƒ^ƒ~‚ة‚و‚鉔ƒtƒٹپ[‚ح‚ٌ‚¾گعچ‡‹“x’ل‰؛‚ج–hژ~)پI
پE”M“`“±‚ئ’~”M‚ة—D‚ê‚é“؛‚جƒRƒA‚ة‘دگIƒپƒbƒL‚ئ‚µ‚ؤ200~500ƒتm’ِ“x‚ج“SƒپƒbƒL‚ًژ{‚µپCچX‚ة‚ح‚ٌ‚¾‚ھڈو‚éƒGƒٹƒA‚ًŒہ’è‚·‚邽‚كگو’[ˆبٹO‚ةƒNƒچƒ€ƒپƒbƒL‚ًژ{‚µ‚½چ\‘¢
پ@“SƒپƒbƒL‚ھŒْ‚¢‚ئ”M‚ج“ü‚è‚ھˆ«‚پC“SƒپƒbƒL‚ھ”–‚¢‚ئژُ–½‚ھ’Z‚‚ب‚é‚ھپCƒzƒrƒCƒXƒg‚ب‚ç‚ ‚¦‚ؤ’·ژُ–½Œ^‚ً‘I‚خ‚ب‚‚ؤ‚àپCٹا—‚ھ—ا‚¯‚ê‚خ‚»‚ê‚ب‚è‚ة•غ‚آ
پ@پ@ƒپƒbƒLŒْ‚جƒRƒ“ƒgƒچپ[ƒ‹‚ھˆ«‚¢‚ئŒْ‚¢ڈêڈٹ‚ح”M‚ھ“ü‚è‚ة‚‚پC”–‚¢ڈêڈٹ‚حƒzƒbƒgƒXƒ|ƒbƒg‚ة‚ب‚èگNگI‚³‚ê‚é
پ@پ@ˆہ‰؟‚ب’†‰طگ»ƒRƒ“ƒpƒ`‚±‚ؤگو‚ة‚حƒRƒ“ƒgƒچپ[ƒ‹‚ھˆ«‚¢•¨‚â‹ة’[‚ة“SƒپƒbƒL‚ھŒْ‚¢•¨‚ھ‚ ‚é‚و‚¤‚إپC‚¨ٹ©‚ك‚ح‚µ‚ب‚¢
پ–HAKKO T18Œn‚ئ‹ŒŒ^‚ج900MŒnپCgoot PX-60RTŒnپCHOZAN HS-131~145‚ح‘ٹŒف‚ةŒفٹ·گ«‚ھ‚ ‚èپCHOZAN HS-131~145‚حHAKKO T18‘ٹ“–‚جOEM‚ب‚ج‚إپCٹT‚µ‚ؤˆہ‰؟‚بT18‚ً”ƒ‚¤‚ئ—ا‚¢
پ@900M/PX-60RTŒn‚جŒ`ڈَ‚ح‹ك‚پC“¯‚¶Œؤ‚رƒTƒCƒY‚إ‚àT18‚ئ”نٹr‚µچ×گg‚بŒXŒü‚ھ‚ ‚邽‚كپC‹·ڈٹچى‹ئ‚ةŒü‚”½–ت”M‚ج“ü‚è‚حˆ«‚پC‚±‚ؤگو‰·“x‚à’ل‚ك‚ةڈo‚é
پ@‚ـ‚½پCHAKKO‚ئ”نٹr‚µgoot‚ج‚±‚ؤگو‚حٹT‚µ‚ؤ“SƒپƒbƒL‚ھŒْ‚¢ŒXŒü‚ھ‚ ‚èپC’·ژُ–½‚ب”½–ت”M‚ج“ü‚è‚ة—ٍ‚é
پ@‚»‚ج‚½‚ك”M‚ج“ü‚è‚ًٹْ‘زڈo—ˆ‚ب‚¢چׂ’·‚‰s‚¢‚±‚ؤگو‚حپC‰آ”\‚ب”حˆح‚إT18‚©‚ç‘I‚ش‚ئ—ا‚¢ پک‚ح‚ٌ‚¾•t‚¯‚ًچs‚¤پک
1. ‚ح‚ٌ‚¾•t‚¯‰·“x‚ئ‚±‚ؤگو‰·“x
پESn63~60‚إ‚ح315~330پژ’ِ“xپCSn-Ag-Cu‚ب‚ا‚جˆê”ت“I‚ب‰”ƒtƒٹپ[‚إ330~350پژ’ِ“x‚ًƒxپ[ƒXƒ‰ƒCƒ“‚ةپCƒڈپ[ƒN‚ة‰‚¶‚ؤچ‡‚ي‚¹‚é‚ئ—ا‚¢
پ@‚ح‚ٌ‚¾‚ج—Z“_‚ح‰”“ü‚苤ڈ»‚إ183پژپC‰”ƒtƒٹپ[(Sn-Ag-Cu)‚إ217پژ‚إپCˆê”ت‚ةگعچ‡‹“x‚جچ‚‚¢ٹgژU‘w(•êچق‚ئ‚ح‚ٌ‚¾‚جچ‡‹à‘w)‚جگ¶گ¬‚ة•K—v‚بڈًŒڈ‚حپC•êچق‚ج‰·“x‚ً‚ح‚ٌ‚¾‚ج—Z“_+40~60پژ‚ة3•bٹش•غ‚آ‚ئژ–‚ئ‚³‚ê‚ؤ‚¢‚é
پ@پ@ڈمŒہ’l‚حƒtƒ‰ƒbƒNƒX‚ج‰ك”M–â‘è‚ة‰ء‚¦پCٹgژU‘w‚جگ¶گ¬‚ھŒْ‚·‚¬‚é‚ئ‹“x‚ھ—ژ‚؟‚½‚èپCŒ‹ڈ»چ\‘¢‚ھ‘e‘ه‰»‚ة‚و‚èگئ‚‚ب‚é‚ئ‚¢‚ء‚½Œ»ڈغ‚à—چ‚ق
پ@پ@‚»‚ج‚½‚ك–عˆہ‚ئ‚ب‚é‚ح‚ٌ‚¾•t‚¯‰·“x‚ح‰”“ü‚苤ڈ»‚إ223~243پژپC‰”ƒtƒٹپ[‚إ257~277پژ‚إپC‚±‚ؤگو‰·“x‚حچX‚ة+80پژ’ِ“x‚ة‚ب‚é
پE”M‚ج“ü‚è‚ھˆ«‚¢ژ‚â”G‚ê‚ھˆ«‚¢ژ‚ح‚ق‚â‚ف‚ة‰·“x‚ًڈم‚°‚¸پC‚ـ‚¸‚ح‘¾‚’Z‚”M‚ج“ü‚è‚ج—ا‚¢‚±‚ؤگو(DŒ^‚âCŒ^)‚ئچׂك‚ج‚ح‚ٌ‚¾پCƒtƒ‰ƒbƒNƒX‚ج“h•zپC•\–ت‚جگôڈٍپCƒqپ[ƒgƒKƒ“‚âƒhƒ‰ƒCƒ„پ[‚ة‚و‚éŒy‚¢—\”M‚ًژژ‚·
پEƒ„ƒj“ü‚è‚ح‚ٌ‚¾‚جƒtƒ‰ƒbƒNƒX‚ھ”ڑ‚؛‚ؤ”ٍژU‚µ‚½‚èˆêڈu‚إ‰Œ‚ة‚ب‚ء‚ؤ”ٍ‚شژپC‚ـ‚½‚حƒtƒ‰ƒbƒNƒX‚ھڈإ‚°ڈL‚¢ژ‚ح‰·“x‚ھچ‚‰ك‚¬پC‚ـ‚½ƒ`ƒLƒ“‚ًڈؤ‚‚و‚¤‚ب“ُ‚¢‚ھ‚·‚éژ‚حˆ¬‚ء‚ؤ‚¢‚éڈêڈٹ‚ھ‚¨‚©‚µ‚¢(‚¨–ٌ‘©)
‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚جڈêچ‡
پET18/PX-60RT‚ب‚ا‚جƒLƒƒƒbƒvڈَ‚±‚ؤگو: ‘¾‚’Z‚¢‚±‚ؤگو‚ئچׂ’·‚¢‚±‚ؤگو‚إ‚حپC“¯‚¶گف’艷“x‚إ‚àژہ‘ھ‚إ+/-10پژ’ِ“x‚جچ·‚ھڈo‚é
پEFX-600/601‚ًٹـ‚كHAKKOگ»‚ح‚ٌ‚¾‚±‚ؤ‚حگV•i‚ب‚ç•Wڈ€‚±‚ؤگو‚إ‚ظ‚عگف’艷“x’ت‚è‚ج‚±‚ؤگو‰·“x‚ًژ¦‚·‚ھپCgoot‚ج’ل‰؟ٹi‘ر (PX-601/501‚ب‚ا) ‚حگV•i‚إ‚à‚ـ‚é‚إ“–‚ؤ‚ة‚ب‚ç‚ب‚¢‚ج‚إ—v’چˆس
پ@—ٍ‰»‚ة‚و‚éƒhƒٹƒtƒg(‹¶‚¢)‚à‚ ‚é‚و‚¤‚ب‚ج‚إپC‚±‚ؤگو‰·“xŒv‚âƒeƒXƒ^پ[‚ة•t‘®‚·‚é”M“d‘خ‚إ”cˆ¬‚µ‚ؤ‚¨‚‚ئ—ا‚¢
پET12/RX-80HRT‚ب‚ا‚جƒRƒ“ƒ|ƒWƒbƒgƒ`ƒbƒv: ‚¨‚¨‚ق‚ثگف’艷“x‚ة‹ك‚¢’l‚ًژ¦‚·‚ھپC‚¨‚©‚µ‚¢‚ئژv‚ء‚½‚ç‘ھ’è‚ً
پ@goot RX-802/812‚ح‚±‚ؤگو‚ج”شژè(1~4)‚ج“ü—ح‚ً–Y‚ꂸ‚ةچs‚¤
”ٌ‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚جڈêچ‡
پEƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[+ƒLƒƒƒbƒvڈَ‚±‚ؤگو‚ج‚ح‚ٌ‚¾‚±‚ؤ‚حپC”گ¶‚µ‚½”M‚ج‘½‚‚ھƒqپ[ƒ^پ[‚ً•¢‚¤‚±‚ؤگو‚ج’~”M•”‚ًŒo‚ؤ‚©‚ç•ْ”M‚³‚ê‚邽‚كŒّ—¦‚ھ—ا‚پC15W’ِ“x‚إ‚à•½چt‰·“x‚ح450پژ‚ً’´‚¦‚é
پ@’~”M•”‚ج”M—e—ت‚à‘ه‚«‚¢‚½‚كپC‘¾‚ك‚ج‚±‚ؤگو‚جڈêچ‡‚ح”G‚êƒXƒ|ƒ“ƒW‚إ‚±‚ؤگو‘S‘ج‚ج‰·“x‚ًڈ\•ھ‚ة‰؛‚°‚ب‚ھ‚ç‚ح‚ٌ‚¾•t‚¯‚ًچs‚¤‚ئ—ا‚¢
پ@پ@‚±‚ؤگو‚جژ؟—ت‚ً5~6gپC“؛‚ج”ن”M‚ً385J/(kg*K)‚ئ‚·‚é‚ئپC‚±‚ؤگو‘S‘ج‚ج‰·“x‚ً100K—ژ‚ئ‚·‚½‚ك‚ة‚ح190~230J’ِ“x‚ج•ْ”M‚ھ•K—v‚ة‚ب‚é
پ@پ@گ…‚ج‹C‰»”M‚ھ2.26پ~10^3J/g‚إپCگ…‚ج‰·“xڈمڈ¸‚â‚»‚جٹش‚ج””M(W=J/s)‚à‰ء–،‚·‚é‚ئٹTژZ‚إ0.1g’ِ“x‚ً’Zژٹش‚ة‹C‰»‚³‚¹‚ب‚¯‚ê‚خ‚ب‚ç‚ب‚¢
پ@پ@‚و‚ء‚ؤƒEƒFƒ‹ƒ_ƒ“‚ة‚·‚éˆت‚ج‚آ‚à‚è‚إ‚µ‚آ‚±‚ƒWƒ…پ[ƒWƒ…پ[‚â‚è‚ـ‚µ‚ه‚¤ 2. ‚ح‚ٌ‚¾•t‚¯‚ج—¬‚ê
پ@YouTube‚جHAKKOŒِژ®‚ب‚ا‚ًژQچl‚ةƒCƒپپ[ƒWƒgƒŒپ[ƒjƒ“ƒO
https://www.youtube.com/watch?v=6qMAS-Nbqp8
‡@’÷Œ‹¥ƒJƒVƒپ‚ب‚ا‚جŒإ’è‚حژ–‘O‚ةچs‚¢پC‰¼ژ~‚ك‚ھ•K—v‚ب‘fژq‚ح—\‚كƒ}ƒXƒLƒ“ƒOƒeپ[ƒv‚âƒNƒٹƒ“ƒ`(ƒٹپ[ƒh‹ب‚°)‚إŒإ’è‚·‚é
پ@ٹî”آ‚ج—\”M‚ًچs‚¤ڈêچ‡‚ح’ِپX‚ة’g‚ك‚ؤ‚¨‚ •ت“rƒtƒ‰ƒbƒNƒX‚ًژg—p‚·‚éڈêچ‡‚ح“h•z‚µ‚ؤ‚¨‚
‡A‚±‚ؤگو‚ًگ@‚¢پC’¼‚®‚ةڈ—ت‚ج‚ح‚ٌ‚¾‚ً‚±‚ؤگو‚ة‘—‚é (”ٌ‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚جڈêچ‡‚ح”G‚êƒXƒ|ƒ“ƒW‚إڈ\•ھ‚ة‰·“x‚ً‰؛‚°‚é)
‡Bƒ‰ƒ“ƒh‚ئƒٹپ[ƒh‚ج—¼•û‚ة”M‚ھ“ü‚é‚و‚¤‚ة‚±‚ؤگو‚ً“–‚ؤ‚é
‡Cƒ‰ƒ“ƒh‚ئƒٹپ[ƒh‚جٹش‚ة“K—ت‚ج‚ح‚ٌ‚¾‚ً—¬‚µ‚ؤ‚ح‚ٌ‚¾‚ً—£‚·
پ@‚±‚ؤگو‚ة’¼گع“–‚ؤ‚ؤ—n‚©‚µ‚½پg‚ح‚ٌ‚¾‚ً•t‚¯‚éپh‚ج‚إ‚ح‚ب‚پCƒtƒ‰ƒbƒNƒX‚جڈ•‚¯‚ًژط‚è–رچ×ٹاŒ»ڈغ‚ج—ح‚إپg‚ح‚ٌ‚¾‚ً—¬‚·پh‚ئ‚¢‚¤ƒCƒپپ[ƒW‚ًژ‚آ‚ئ—ا‚¢
پ@ƒtƒBƒŒƒbƒg‚ح•xژmژRڈَ‚ھ–عˆہ ‘½‰ك‚¬‚é‚ئƒqƒP(”Mژûڈk)‚ھ‘ه‚«‚‚ب‚èƒqƒPé ‚ب‚ا‚جƒٹƒXƒN‚ھ‘‚¦‚é
‡D‚»‚ء‚ئ‚±‚ؤگو‚ً—£‚· (‚ح‚ٌ‚¾‚ھŒإ‚ـ‚é‚ـ‚إ‚ح“®‚©‚³‚ب‚¢ ڈ¬•¨‚إ‚à3•bپC‘ه•¨‚ب‚ç5•b‚ھ–عˆہ)
‡E‚±‚ؤ‚ًگ@‚ي‚¸‚»‚ج‚ـ‚ـ‚±‚ؤ‘ن‚ة’u‚ (‚±‚ؤگو‚ًگ@‚ء‚½ڈêچ‡‚ح’¼‚®‚ةگV‚½‚ب‚ح‚ٌ‚¾‚إ”G‚ç‚·)
3. ƒ`ƒbƒv•”•i‚ج‚ح‚ٌ‚¾•t‚¯‚ج—¬‚ê
‡@—\‚كƒ}ƒXƒLƒ“ƒOƒeپ[ƒv‚â“d‹ة‚ض‚ج‚ح‚ٌ‚¾•t‚¯‚إپC•‚‚«‚ھ–³‚¢‚و‚¤‚ة‰¼—¯‚ك‚·‚é
پ@ٹî”آ‚ج—\”M‚ًچs‚¤ڈêچ‡‚ح’ِپX‚ة’g‚ك‚ؤ‚¨‚ •ت“rƒtƒ‰ƒbƒNƒX‚ًژg—p‚·‚éڈêچ‡‚ح“h•z‚µ‚ؤ‚¨‚
‡A‚±‚ؤگو‚ًگ@‚¢پC’¼‚®‚ةڈ—ت‚ج‚ح‚ٌ‚¾‚ً‚±‚ؤگو‚ة‘—‚é
‡Bƒ‰ƒ“ƒh‚ئ“d‹ة‚جٹش‚ة“K—ت‚ج‚ح‚ٌ‚¾‚ً—¬‚µ‚ؤ‚ح‚ٌ‚¾‚ً—£‚·
پ@ƒ`ƒbƒvLED‚ب‚ا‚ج”M‚ةژم‚¢‘fژq‚â’ل’ïچR‚بڈ¬Œ^‘fژq(”½‘خ‘¤‚ج‚ح‚ٌ‚¾‚ة”M‚ھ‰ٌ‚ء‚ؤٹO‚ê‚â‚·‚¢)‚حƒ‰ƒ“ƒh‚©‚ç’g‚كپCƒ`ƒbƒv‚ئ‚±‚ؤگو(DŒ^‚âKŒ^)‚جٹش‚ة‚ح‚ٌ‚¾‚ً‹²‚ق‚و‚¤‚ة‚·‚é‚ئ—ا‚¢
پ@‚±‚جڈêچ‡‚ح‚ح‚ٌ‚¾‚ج—ت‚ح‚ح‚ٌ‚¾‚ج’¼Œa‚ةچ¶‰E‚³‚ê‚邽‚كپCƒ`ƒbƒvƒTƒCƒY‚ةچ‡‚ي‚¹‚½چׂ¢‚ح‚ٌ‚¾‚ًژg‚¤
‡C‚»‚ء‚ئ‚±‚ؤگو‚ً—£‚·
‡Dƒtƒ‰ƒbƒNƒXƒٹƒ€پ[ƒoپ[‚âIPA‚ب‚ا‚إژcںش‚ًگôڈٍ‚·‚é
4. SOP/QFP“™‚ج‚ح‚ٌ‚¾•t‚¯‚ج—¬‚ê
‡@‘خٹp‚جƒٹپ[ƒh(‰E—ک‚«‚جڈêچ‡‚حچ¶ڈم‚ئ‰E‰؛)‚ض‚ج‚ح‚ٌ‚¾•t‚¯‚إ‰¼—¯‚ك‚·‚é
پ@ٹî”آ‚ج—\”M‚ًچs‚¤ڈêچ‡‚ح’ِپX‚ة’g‚كپC(‰¼—¯‚ك‚µ‚½ƒٹپ[ƒh‚àٹـ‚ك)ƒtƒ‰ƒbƒNƒX‚ً“h•z‚µ‚ؤ‚¨‚
‡A‚±‚ؤگو‚ًگ@‚¢پC’¼‚®‚ةڈ—ت‚ج‚ح‚ٌ‚¾‚ً‚±‚ؤگو‚ة‘—‚é(ƒsƒbƒ`‚ھچׂ©‚¢ڈêچ‡‚ح‚و‚èڈ‚ب‚‚·‚é)
‡B•K—v‚ب‚ح‚ٌ‚¾‚ح‹ح‚©‚ب‚½‚كپC—\‚ك‚±‚ؤگو‚ة‘—‚ء‚½—\”ُ‚ح‚ٌ‚¾‚ئ“h•z‚µ‚½ƒtƒ‰ƒbƒNƒXˆّ‚«‚ح‚ٌ‚¾‚ًچs‚¤
پ@ƒtƒBƒŒƒbƒg‚حƒgپ[‚¾‚¯‚إ‚ب‚ƒTƒCƒh‚âƒqپ[ƒ‹‘¤‚àمY—ي‚ب•xژmژRڈَ‚ھ–]‚ـ‚µ‚¢
‡C—\”ُ‚ح‚ٌ‚¾‚ج—ت‚ھ‘½‚¢‚ئˆّ‚«ڈI‚ي‚è‚ة‚ح‚ٌ‚¾‚ھ—‚ـ‚ء‚ؤƒuƒٹƒbƒW‚µ‚â‚·‚¢‚ھپCچؤ“xƒtƒ‰ƒbƒNƒX‚ً“h•z‚µپC‚±‚ؤگو‚إŒy‚گ@‚¤‚©‹tŒü‚«‚ةˆّ‚‚ئ‰ًڈء‚³‚ê‚â‚·‚¢
‡Dƒtƒ‰ƒbƒNƒXƒٹƒ€پ[ƒoپ[‚âIPA‚ب‚ا‚إژcںش‚ًگôڈٍ‚·‚é پکژdڈم‚ھ‚è‚جƒ`ƒFƒbƒN‚ئƒgƒ‰ƒuƒ‹ƒVƒ…پ[ƒeƒBƒ“ƒOپک
1. ƒٹپ[ƒh‚¨‚و‚رƒ‰ƒ“ƒh‚ض‚ج“éگُ‚ف
پE‚ح‚ٌ‚¾‚ھƒٹپ[ƒh‚ئƒ‰ƒ“ƒh‚ة“éگُ‚فپCƒ‰ƒ“ƒh‚ًٹ®‘S‚ة•¢‚ء‚ؤ‚¢‚éژ–
پ@’e‚©‚ê‚ؤٹغ‚•‚‚¢‚ؤ‚¢‚éڈêچ‡‚حپCƒٹپ[ƒh‚⃉ƒ“ƒh‚ج•\–ت‚جڈَ‘ش‚ھˆ«‚ƒtƒ‰ƒbƒNƒX‚ھڈ\•ھ‚ة‹@”\‚µ‚ؤ‚¢‚ب‚¢‚©پC‚ح‚ٌ‚¾‚ً—¬‚·‘O‚ج‰ء”M(—\”M)‚ھ•s‘«‚µ‚ؤ‚¢‚é
پ¨’ا‰ء‚جƒtƒ‰ƒbƒNƒX‚ً•¹—p‚·‚éپC—\”ُ‚ح‚ٌ‚¾‚ًچs‚¤پC—\”Mژٹش‚ً‘‚·
پEƒXƒ‹پ[ƒzپ[ƒ‹‚جڈêچ‡‚ح”½‘خ‘¤‚ـ‚إ‚ح‚ٌ‚¾‚ھ‰ٌ‚ء‚ؤ‚¢‚éژ–
پ¨‰ٌ‚ء‚ؤ‚¢‚ب‚¢ڈêچ‡‚ح—\”M‚ج•s‘«‚ھ‹^‚ي‚ê‚邽‚كپC—\”Mژٹش‚ً‘‚·
پ@‚ب‚¨پC”½‘خ‘¤‚جƒqƒP‚حٹî–{“I‚ة‚ح–â‘è–³‚¢
2. ƒtƒBƒŒƒbƒg
پE•”•i‚جگü‹ط‚ھٹm”Fڈo—ˆ‚é’ِ“xپCƒtƒBƒŒƒbƒg‚ح•xژmژRڈَ‚ج‰ڑ‹بگü‚ً•`‚¢‚ؤ‚¢‚é‚ئ—ا‚¢
پ@‰ء”M‚ھ•s‘«‚·‚é‚ئ‚ح‚ٌ‚¾‚ج•\–ت’£—ح‚ھ‰؛‚ھ‚炸”G‚ê‚â—¬‚ê‚ھˆ«‚‚ب‚èپC(ٹٹ‚ç‚©‚إ‚ح‚ ‚é‚ھ)‚ح‚ٌ‚¾‰ك‘½‚ةژ—‚½“ت‹بگü‚ً•`‚«‚â‚·‚¢
پ¨‚±‚ؤگو‰·“x‚ًڈم‚°‚éپC‚ح‚ٌ‚¾‚ً—¬‚·‘O‚ج‰ء”M(—\”M)ژٹش‚ً‘‚â‚·
پ@‹ة’[‚ب‘½‰ا‚إ‚ب‚¯‚ê‚خ‚ح‚ٌ‚¾‚ج—تژ©‘ج‚ح’¼‚؟‚ة•s—ا‚ئ‚ـ‚إ‚حŒ¾‚¦‚ب‚¢‚ئژv‚¤‚ھپC‚ح‚ٌ‚¾•s‘«‚جڈêچ‡‚حگعچ‡‹“x‚ة‰e‹؟‚µپC‰ك‘½‚جڈêچ‡‚حƒNƒ‰ƒbƒN‚جƒٹƒXƒN‚â•s—ا‚ًŒ©•ھ‚¯‚ة‚‚‚ب‚邽‚كپCمY—ي‚بƒtƒBƒŒƒbƒg‚ً–عژw‚·
3. •\–ت‘e‚³
پE‰”“ü‚è‚جڈêچ‡‚حڈ_‚ç‚©‚¢‹P‚«•ûپC‰”ƒtƒٹپ[‚جڈêچ‡‚حƒAƒ‹ƒ~ƒzƒCƒ‹‚ج— –ت‚و‚è‚àٹٹ‚ç‚©‚ب‹P‚«•û‚ھ—ا‚¢
پ@ƒtƒBƒŒƒbƒg‚ھگ³ڈي‚إ•\–ت‚ھ’’”§‚ج‚و‚¤‚ةچr‚ê‚ؤ‚¢‚éڈêچ‡‚ح‰ك”M‚إƒtƒ‰ƒbƒNƒX‚ھ‹@”\‚¹‚¸پCƒuƒچپ[‚µ‚½ڈَ‘ش‚ھ‹^‚ي‚ê‚é
پ¨‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚حگف’艷“x‚ً‰؛‚°‚é ”ٌ‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚ح’¼‘O‚ة”G‚êƒXƒ|ƒ“ƒW‚إ—â‹p‚µپC‚ـ‚½‚ح‚ٌ‚¾•t‚¯ژٹش‚à’Z‚ك‚ة‚·‚é
پ@‚ح‚ٌ‚¾‰ك‘½‚جڈêچ‡‚ح‹أŒإ’†‚ةƒqƒP‚ؤچr‚ê‚é
پ¨‚ح‚ٌ‚¾‚ج—ت‚ًŒ¸‚ç‚·
پ@ل°‚ھٹٌ‚ء‚½‚و‚¤‚ةŒ©‚¦‚éڈêچ‡‚ح‹أŒإ’†‚ة“®‚¢‚ؤ‚¢‚é‰آ”\گ«‚ھ‚ ‚é
پ¨‚±‚ؤگو‚ً—£‚·ژ‚حگأ‚©‚ةپC‹أŒإ’†‚ح“®‚©‚³‚ب‚¢
4. ƒqƒQ/ƒcƒ‰ƒ‰/ƒcƒm
پE‰ك”M‚إƒtƒ‰ƒbƒNƒX‚ھŒّ—ح‚ًژ¸‚¢‚ح‚ٌ‚¾‚جƒLƒŒ‚ھˆ«‰»‚µ‚ؤ‚¢‚éپC‹t‚ة‰ء”M•s‘«‚إ•\–ت’£—ح‚ھ‰؛‚ھ‚ء‚ؤ‚¢‚ب‚¢
پ¨‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚حگف’艷“x‚ئ‚ح‚ٌ‚¾•t‚¯ژٹش‚ًŒ©’¼‚·
پ@”ٌ‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚ح‚ح‚ٌ‚¾•t‚¯‘O‚ة”G‚êƒXƒ|ƒ“ƒW‚إڈ\•ھ‚ة—â‹p‚µپC‚ح‚ٌ‚¾•t‚¯ژٹش‚àŒ©’¼‚· 5. ƒqƒPé (‘ƒ)‚ئƒ{ƒCƒh(‹َŒ„)
پEƒqƒPé ‚ح‰ك”M‚ئ‚ح‚ٌ‚¾‰ك‘½‚ھ‹^‚ي‚ê‚é
پEƒ{ƒCƒh‚ح—lپX‚ب—vˆِ‚ھچl‚¦‚ç‚ê‚é‚ھپCڈ¬‚³‚ب•¨‚إ‚ ‚ê‚خ–â‘è‚ح–³‚¢‚ئ‚³‚ê‚ؤ‚¢‚é
پ@ƒKƒX‹Nˆِ‚جƒ{ƒCƒh‚حپCٹî”آ‚ھگ…•ھ‚ًٹـ‚ٌ‚إ‚¢‚½‚èپC‚ح‚ٌ‚¾‚ًˆê‹C‚ة—¬‚µ‚½ژ–‚إƒtƒ‰ƒbƒNƒX‚â‹َ‹C‚ھ”²‚¯‚ب‚¢‚ئ‹N‚«‚â‚·‚¢
پ¨—\”M‚ًڈ\•ھ‚ةچs‚¢پC‚±‚ؤگو‚ئ”½‘خ‘¤‚©‚çƒٹپ[ƒh‚ئƒ‰ƒ“ƒh‚جٹش‚ض‚ئ—¬‚µچ‚ق‚و‚¤‚ة‚ح‚ٌ‚¾‚ً“ü‚ê‚é‚ئ—ا‚¢(ژک_)
پ@‚»‚ج‘¼ˆظژي‹à‘®’†‚جŒ´ژq‚جˆع“®‚ھŒ´ˆِ‚جƒJپ[ƒPƒ“ƒ_ƒ‹ƒ{ƒCƒh‚ب‚ا‚à‚ ‚é‚ھ‚ا‚¤‚µ‚و‚¤‚à–³‚¢ (‰F’ˆژY‹ئ‚¾‚ئƒ‚ƒmƒپƒ^ƒٹƒbƒN‚ة‚µ‚½‚è‚·‚é‚炵‚¢‚إ‚·‚¯‚ا‚ث)
6. ƒNƒ‰ƒbƒN
پEƒNƒ‰ƒbƒN(چإڈ‰‚©‚ç‚ ‚é‚à‚ج)‚حپC‚ح‚ٌ‚¾‚ج‹أŒإŒم‚ة‘ه‚«‚ب—ح‚ھ‰ء‚ي‚ء‚ؤ‚¢‚é‰آ”\گ«‚ھچ‚‚¢
پ¨’÷Œ‹¥ƒJƒVƒپ‚ب‚ا‚جŒإ’è‚ح•K‚¸‚ح‚ٌ‚¾•t‚¯‘O‚ةچs‚¢پCƒٹپ[ƒh‚ج‘«‚جگط’f‚ب‚ا‚à–{—ˆ‚ح‚ح‚ٌ‚¾•t‚¯‘O‚ةچs‚¤‚ج‚ھ–]‚ـ‚µ‚¢
پE‚ـ‚½پCƒqپ[ƒgƒTƒCƒNƒ‹‚إگ¶‚¶‚鉗ح‚ھپCچؤŒ‹ڈ»‚ة”؛‚¤Œ‹ڈ»‚ج‘e‘ه‰»‚إگئ‚‚ب‚èپCچؤŒ‹ڈ»‚إ“¦‚ھ‚¹‚鉗ح‚جŒہٹE‚ً’´‚¦‚é‚ئƒNƒ‰ƒbƒN‚ةگi“W‚·‚é
پ@‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚حگئگ«‚ھچ‚‚¢‚½‚كپCƒNƒ‰ƒbƒN‚ض‚جگi“W‚ھ‹N‚«‚â‚·‚¢
7. ƒtƒ‰ƒbƒNƒX‚جڈَ‘ش
پE‚ح‚ٌ‚¾‚ج•\–ت‚ًچd‰»‚µ‚½–³گF‚ة‹ك‚¢“§–¾‚بƒtƒ‰ƒbƒNƒX‚ھ•¢‚ء‚ؤ‚¢‚éڈَ‘ش‚ھ—ا‚¢
پ@ڈإ‚°(’Y‰»‚ح‚à‚؟‚ë‚ٌپC‰©گF~êˆچbڈَ‚جگF‚ج”Z‚¢“§–¾‚àٹـ‚ق)‚ھ‚ ‚éڈêچ‡‚ح‚±‚ؤگو‰·“x‚ھچ‚‚¢
8. ƒpƒ^پ[ƒ“”چ—£¥گNگI‚ة‚و‚éڈءژ¸
پEƒpƒ^پ[ƒ“‚ھ”چ—£¥ڈءژ¸‚µ‚ؤ‚¢‚éڈêچ‡‚حپCٹî”آ‚ھ‘eˆ«پC‰ك”M(‚±‚ؤگو‰·“x‚ھچ‚‚¢پC‰ء”Mژٹش‚ھ’·‚¢)پC‚ـ‚½—ح‚ً‰ء‚¦‚½ژ–‚ة‚و‚é”چ—£‚ب‚ا‚ھ‹^‚ي‚ê‚é
پ¨‘eˆ«‚بٹî”آ‚ح“ء‚ة‰ك”M‚ة’چˆس‚µپC‚±‚ؤگو‰·“x‚ئ‚ح‚ٌ‚¾•t‚¯ژٹش‚ًŒ©’¼‚· ƒpƒ^پ[ƒ“‚ًڈ‚آ‚¯‚ة‚‚پC‘¾‚’Z‚”M‚ج“ü‚è‚ھ—ا‚¢‚±‚ؤگو‚ًژg‚¤
پ@“ء‚ة‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚حچ‡‹à‘gگ¬‹y‚رچ‚‚¢‚ح‚ٌ‚¾•t‚¯‰·“x‚ج—¼–ت‚إ“·‚جگNگI‚ھ‘½‚¢‚½‚كپC‰”“ü‚è‚ح‚ٌ‚¾‚ض‚ج•دچX‚àچl—¶‚·‚é
پ¨”چ—£¥ڈءژ¸‚µ‚½ٹî”آ‚حƒpƒ^پ[ƒ“‚ً’ا‚¤‚©ƒŒƒWƒXƒg‚ً”چ‚ھ‚µپCƒ†ƒjƒoپ[ƒTƒ‹ٹî”آ‚ج—v—ج‚إUEW‚ب‚ا‚ًژg‚¢ƒpƒ^پ[ƒ“‚ًˆّ‚«’¼‚· (چ‚ژü”g‰ٌکH“™‚ح‚±‚جŒہ‚è‚إ–³‚¢)
9. ƒuƒٹƒbƒW
پE‰·“x‚ھ’ل‚©‚ء‚½‚èƒtƒ‰ƒbƒNƒX‚ھ‹@”\‚µ‚ؤ‚¢‚ب‚¢‚ئ‚ح‚ٌ‚¾‚جƒLƒŒ‚ھˆ«‰»‚µپCƒuƒٹƒbƒW‚ً‹N‚±‚µ‚â‚·‚‚ب‚é
پ¨ˆّ‚«‚ح‚ٌ‚¾‚ً‚µ‚ؤ‚¢‚éڈêچ‡‚حپCژ–‘O‚ةƒtƒ‰ƒbƒNƒX‚ج“h•z‚ًچs‚¤
پ¨‰ء”M‚ة‚و‚èƒtƒ‰ƒbƒNƒX‚ھ‹@”\‚µ‚ؤ‚¢‚ب‚¢ڈêچ‡‚ح‰·“x‚ً‰؛‚°‚é
پ¨‰ء”M•s‘«‚ة‚و‚è‚ح‚ٌ‚¾‚ج•\–ت’£—ح‚ھ‹‚¢ڈêچ‡‚ح”M‚ج“ü‚è‚ھ—ا‚¢‚±‚ؤگو‚ًژg‚¢پC‚±‚ؤگو‰·“x‚ًڈم‚°‚é
پE•\–تژہ‘••”•i‚حƒtƒ‰ƒbƒNƒX‚ً“h‚肱‚ؤگو‚إگ@‚ء‚ؤ‚ح‚ٌ‚¾‚ج—ت‚ً’²گك‚·‚é چ“‚¢ڈêچ‡‚ح‹z‚¢ژو‚èگü‚ب‚ا‚ًژg‚¢ڈCگ³‚·‚é
10. ژہ‘••”•i‚جڈَ‘ش
پE•\–تژہ‘••”•i‚جƒYƒŒپCƒٹپ[ƒh•”•i‚ج•‚‚«‚ب‚ا‚ھ–³‚¢ژ–
پ¨‚ح‚ٌ‚¾•t‚¯‘O‚ةپCƒٹپ[ƒh‚ً‹ب‚°‚é‚©ƒ}ƒXƒLƒ“ƒOƒeپ[ƒv‚ب‚ا‚إ•”•i‚ًŒإ’è‚·‚é
پ@•\–تژہ‘•‚ح‘خٹpگüڈم(‰E—ک‚«‚جڈêچ‡پCچ¶ڈم‚ئ‰E‰؛)‚جƒٹپ[ƒh‚ج‚ح‚ٌ‚¾•t‚¯‚إ‰¼ژ~‚ك‚ًچs‚¢پC‚ح‚ٌ‚¾•t‚¯‚ح‰Eڈم‚©‚ç‰E‰؛‚ض‚ئگi‚ك‚é‚ئ—ا‚¢
پEƒRƒlƒNƒ^‚ب‚ا‚جژ÷ژ‰•”•i‚ة—n‚¯‚ھ–³‚¢ژ–
پ¨”M‚ھ•s‘«‚·‚éڈêچ‡‚ح–³ˆإ‚ة‰·“x‚ًڈم‚°‚½‚è‚ح‚ٌ‚¾•t‚¯ژٹش‚ً’·‚ژو‚炸پC‰آ”\‚ب”حˆح‚إ‘¾‚’Z‚¢”M‚ج“ü‚è‚ھ—ا‚¢‚±‚ؤگو‚ًژg‚¢پC•K—v‚ة‰‚¶ƒqپ[ƒgƒKƒ“‚ب‚ا‚إ‚جٹî”آ‚ج—\”M‚àŒں“¢‚·‚é
پE‚ب‚¨پCڈم‹L‚ج‘½‚پC“ء‚ة‚ح‚ٌ‚¾‚ج”G‚ê‚âژdڈم‚ھ‚è‚ةٹضŒW‚·‚錻ڈغ‚ح‚ح‚ٌ‚¾‚ج‘gگ¬‚âƒtƒ‰ƒbƒNƒX‚جڈ”“ءگ«‚ة‚à‘ه‚«‚‰e‹؟‚³‚ê‚é
پ@گçڈZ‹à‘®پCƒAƒ‹ƒ~ƒbƒgپC“ْ–{ƒXƒyƒٹƒA‚ب‚ا‘هژèƒپپ[ƒJپ[‚جگ»•i‚ح—اژ؟‚ب‚ج‚إ‚¨ٹ©‚ك پکƒNƒٹپ[ƒjƒ“ƒO‚ئƒپƒ“ƒeƒiƒ“ƒXپک
1. ‚ح‚ٌ‚¾‚±‚ؤ‚ئ‚±‚ؤگو
پE‚±‚ؤگو‚جƒNƒٹپ[ƒjƒ“ƒO‚ة‚حپCژه‚ة”G‚êƒXƒ|ƒ“ƒW‚ئƒNƒٹپ[ƒjƒ“ƒOƒڈƒCƒ„‚ھژg‚ي‚ê‚é
پ@”G‚êƒXƒ|ƒ“ƒW‚ح‚±‚ؤگو‚ة•t‚¢‚½‚ح‚ٌ‚¾‚ً—ا‚—ژ‚ئ‚·(—ژ‚ئ‚µ‚·‚¬‚é)‚ج‚إ’چˆس ”ٌ‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚ج‰·“x‚ً‰؛‚°‚邽‚ك‚ة‚ح”G‚êƒXƒ|ƒ“ƒW‚ھ•K—v
پ@ƒNƒٹپ[ƒjƒ“ƒOƒڈƒCƒ„‚ح‚±‚ؤگو‚ة•t‚¢‚½‚ح‚ٌ‚¾‚ً’ِ—ا‚ژc‚·‚½‚كپC‚±‚ؤگو‚جژ_‰»‚ً—}‚¦‚ç‚ê‚é
پEگ@‚ء‚½‚瑬‚â‚©‚ةگV‚½‚ب‚ح‚ٌ‚¾‚ً‘—‚èپCڈي‚ة‚ح‚ٌ‚¾‚إ”G‚ꂽڈَ‘ش‚ً•غ‚آ‚ج‚ھ“S‘¥(“SƒپƒbƒL‚¾‚¯‚ة)
پ@‚ح‚ٌ‚¾•t‚¯‚µ‚½‚ç‚»‚ج‚ـ‚ـ‚±‚ؤ‘ن‚ة’u‚«پCژg‚¤‘O‚ةŒأ‚¢‚ح‚ٌ‚¾‚ًگ@‚¢گV‚µ‚¢‚ح‚ٌ‚¾‚ًڈو‚¹‚é‚ئ–³‘ت‚ھ–³‚¢ (‚ح‚ٌ‚¾•t‚¯‚µ‚½‚çگ@‚ء‚ؤ‚±‚ؤ‘ن‚ة’u‚‚ج‚إ‚ح‚ب‚پI)
پE‚ح‚ٌ‚¾‚ًگ@‚ء‚ؤ“SƒپƒbƒL‚ھکIڈo‚µ‚½ڈَ‘ش‚إ•ْ’u‚·‚é‚ئ‚·‚®‚ة“S‚جژ_‰»‚ھگi‚ف‚ح‚ٌ‚¾‚ھڈو‚ç‚ب‚‚ب‚é
پ¨Œy“x‚جژ_‰»‚إ‚ ‚ê‚خƒ‰ƒoپ[“uگخپCچׂ©‚ك(#600~)‚جژ†‚â‚·‚èپCگ^èJƒuƒ‰ƒVپCƒ\ƒ‹ƒ_ƒٹƒ“ƒOƒEƒBƒbƒN(‚ح‚ٌ‚¾‹z‚¢ژو‚èگü)“™‚إژC‚ء‚½‚èپCƒ`ƒbƒvƒٹƒtƒŒƒbƒTپ[“™‚جƒPƒ~ƒJƒ‹‚إ‰ٌ•œ‚·‚é
پEƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[‚ج‘¹ڈ‚ھŒœ”O‚³‚ê‚邽‚كپC‚±‚ؤگو‚ًƒJƒcƒ“‚ئ‚â‚ء‚ؤ‚ح‚ٌ‚¾‚ً—ژ‚ئ‚·‚ج‚حٹî–{“I‚ة‚â‚ك‚ؤ‚¨‚¢‚½•û‚ھ—ا‚¢ (چإ‹ك‚جƒZƒ‰ƒ~ƒbƒNƒX‚ح‚ئ‚ؤ‚àڈن•v‚إ‚·‚µپCƒvƒچ‚إ‚à‚â‚ء‚ؤ‚é•û‚¢‚ç‚ء‚µ‚ل‚¢‚ـ‚·‚¯‚ا‚ثپc)
پE‚±‚ؤگو‚جژüˆح‚ةڈإ‚°•t‚¢‚½ƒtƒ‰ƒbƒNƒX‚ح”چ‚ھ‚ê—ژ‚؟‚ؤچ¬“ü‚µ‚ب‚¢‚و‚¤ڈˆ—‚·‚é
پE‰·’²‚ح‚ٌ‚¾‚±‚ؤ‚جگف’艷“x‚ھ“Kگط‚ب‚ج‚ة‰ء”M‚ج•s‘«‚â‰ك”M‚ً’و‚·‚éڈêچ‡‚حپC‚±‚ؤگو‰·“x‚جژہ‘ھپC‚ح‚ٌ‚¾‚ج—Z“_‚جƒ`ƒFƒbƒNپCژل‚µ‚‚ح‚±‚ؤگو‚ًŒًٹ·‚µ‚ؤ‚ج—lژqŒ©‚ًچs‚¤
پ@“ء‚ةƒLƒƒƒbƒvڈَ‚±‚ؤگو‚جڈêچ‡پC’~”M•”“à‘¤‚جژ_‰»‚ة‚و‚èƒqپ[ƒ^پ[/ƒZƒ“ƒTپ[/‚±‚ؤگوٹش‚ج‰·“xŒù”z‚ھ‹¶‚¢پC‚±‚ؤگو‰·“x‚ھڈم‚ھ‚ç‚ب‚‚ب‚éڈêچ‡‚ھ‚ ‚é
پ¨ٹغ‚ك‚½ژ†‚â‚·‚è(#240~320’ِ“x)‚ب‚ا‚إژK‚ً—ژ‚ئ‚¹‚خ‚ ‚é’ِ“x‰ٌ•œ‚·‚é‚ھپCŒًٹ·‚ھˆہگS
2. ƒٹƒڈپ[ƒNƒcپ[ƒ‹
پE‹z‚¢ژو‚èژ®‚جƒٹƒڈپ[ƒNƒcپ[ƒ‹‚ح—‚ـ‚ء‚½‚ح‚ٌ‚¾‚‚¸‚ًژج‚ؤپCƒmƒYƒ‹‚ًƒNƒٹپ[ƒjƒ“ƒO‚·‚é
پ@‚ـ‚½ƒoƒl‚ج—ح‚إ‹z‚¢ژو‚éƒ^ƒCƒv‚حپCƒٹƒٹپ[ƒX‚µ‚½ڈَ‘ش‚إژû”[‚·‚é
پ@ƒmƒYƒ‹‚ح”ƒ‚¢’u‚«‚µ‚ؤ‚¨‚‚ئ—ا‚¢
3. ‚±‚ؤ‘ن
پEƒXƒ|ƒ“ƒW‚ح•t’…‚µ‚½‚ح‚ٌ‚¾‚ً—ژ‚ئ‚µپCگô‚ء‚ؤچi‚ء‚ؤ‚¨‚‚ئ—ا‚¢
پEƒNƒٹپ[ƒjƒ“ƒOƒڈƒCƒ„‚ح”²‚«چ·‚µ‚ج’ïچR‚ھڈ‚ب‚‚ب‚ء‚ؤ‚«‚½‚çƒڈƒCƒ„‚ً‰ٌ‚µ‚ؤگV‚µ‚¢–ت‚ًڈo‚µپCگ“‚ھŒ¸‚ء‚ؤ‚«‚½‚çŒًٹ·‚·‚é
پ@ƒXƒ|ƒ“ƒW‚âƒڈƒCƒ„‚ح”ƒ‚¢’u‚«‚µ‚ؤ‚¨‚‚ئ—ا‚¢
4. ژü•سچH‹ï ƒjƒbƒpپ[پCƒyƒ“ƒ`پCƒ‰ƒWƒIƒyƒ“ƒ`پCƒcƒCپ[ƒUپ[(ƒsƒ“ƒZƒbƒg)
پEƒjƒbƒpپ[‚âƒyƒ“ƒ`‚ب‚ا‰ٌ“]¥گ “®•”‚ج‚ ‚éچH‹ï‚ح’èٹْ“I‚ة’چ–û‚µپC–û‚ھƒSƒ€‚âژ÷ژ‰گ»‚جƒOƒٹƒbƒv‚ة‰ٌ‚ç‚ب‚¢‚و‚¤گ@‚«ڈم‚°‚ؤ‰؛Œü‚«~گ…•½‚ة•غٹا‚·‚é
پ@گط’f”\—ح‚ًˆسژ¯‚µپC’ڑ”J‚بˆµ‚¢‚ًگSٹ|‚¯‚é
پEƒcƒCپ[ƒUپ[‚ح•K‚¸ƒLƒƒƒbƒv‚ً‚µ‚ؤ•غٹا‚·‚é ‚ـ‚½ƒtƒ‰ƒbƒNƒX‚ھ•t’…‚µ‚ؤ‚¢‚é‚ئƒ`ƒbƒv•”•i‚ھ“Z‚ي‚è•t‚‚ج‚إپCƒtƒ‰ƒbƒNƒXƒٹƒ€پ[ƒoپ[‚âIPAپCƒpپ[ƒcƒNƒٹپ[ƒiپ[‚إ—ژ‚ئ‚·
پ@گو’[‚ً’ة‚ك‚½ژ‚ح“uگخ‚إŒ¤‚¬’¼‚· ‚±‚جƒeƒ“ƒvƒŒپAƒNƒ\’·‚¢‚ي‚è‚ة‚ ‚؟‚±‚؟‚¨‚©‚µ‚¢‚ئژv‚¤‚¯‚ا‚±‚ê‚إ—ا‚¢‚جپH ‚ ‚؟‚±‚؟‚¨‚©‚µ‚¢ڈˆ‚ًƒeƒ“ƒvƒŒڈCگ³ˆؤ‚ئƒ^ƒCƒgƒ‹‚آ‚¯‚ؤ
–ع‚ة‚آ‚¢‚½•”•ھ‚ً“Yچي‚µ‚ؤچs‚ء‚ؤ‚‚¾‚³‚¢ >>14
’N‚à“ا‚ـ‚ب‚¢‚©‚ç‘هڈن•v ‘OƒXƒŒ‚إDS4‚جٹî”آ‚ًکM‚é‚ج‚ة”ٌ‰·’²‚جƒRƒe‚ً”ƒ‚ء‚ؤ‚µ‚ـ‚ء‚½گl‚ھڈo‚½‚خ‚©‚è‚ب‚ج‚¾‚ھ ‚±‚ؤ‚ج‘I‘ً‚حپA–{—ˆ‚حپu‚ظ‚ئ‚ٌ‚ا‚ح‚ٌ‚¾‚±‚ؤ‚ًژg‚¤—\’è‚ھ‚ب‚¢‚©‚ا‚¤‚©پv‚ئ‚©
پu‚±‚ê‚©‚ç“dژqچHچى‚ًپv‚ف‚½‚¢‚بژ–ڈî‚إ‚ح‚ب‚پA‚ا‚جچى‹ئ‚ً‚·‚é‚ج‚©‚إچs‚¤‚ׂ«‚إ‚·‚ثپB ‚ع‚‚ھ‰”ƒtƒٹپ[ƒnƒ“ƒ_ژg‚¤‚ئƒcƒ„‚ھ‚إ‚ب‚¢‚ٌ‚¾‚¯‚اچإ‹ك‚ج‚¾‚ئ‰ü‘P‚µ‚ؤ‚é‚جپH >>18
‚»‚¤پB—\ژZ‚â•p“x‚àڈd—v‚¾‚¯‚ا–ع“I‚âچHٹw“I‚ب‘أ“–گ«‚و‚è—Dگو‚³‚¹‚é‚ئ
”ً‚¯‚ç‚ꂽ‚ح‚¸‚ج–â‘è‚ة“–‚½‚ء‚½‚艓‰ٌ‚è‚ة‚ب‚邱‚ئ‚ھ‘½‚¢
‚±‚ê‚حƒnƒ“ƒ_•t‚¯ˆبٹO‚إ‚àŒ‹چ\“–‚ؤ‚ح‚ـ‚é >>17
‚±‚±‚و‚è‚àگو‚ة‰ئ’ë—pƒQپ[ƒ€‹@”آ‚جƒRƒ“ƒgƒچپ[ƒ‰پ[ƒXƒŒ‚إژ؟–₵‚ؤ‚½‚©‚ç
ƒeƒ“ƒvƒŒ‚ًŒ©‚ؤ‘I‚ٌ‚¾–َ‚¶‚ل‚ب‚¢‚ئژv‚¤‚و >>22
ˆِ‰تٹضŒW‚ح•s–¾‚¾‚ھ
> 863 –¼‘OپF852[Sa] “ٹچe“ْپF2021/12/14(‰خ) 21:13:29.66 ID:8Gj3M6MB
> پ`
> >>825
> >ƒnƒ“ƒ_•t‚¯‚جٹî–{‚ً’m‚肽‚¯‚ê‚خ516‚©‚ç520‚ً“ا‚ك‚خ‚ي‚©‚é
> ‚ح‚¢پA‚±‚؟‚猩‚ؤ‚ـ‚µ‚½پBگج‚جƒXƒŒ‚جƒeƒ“ƒvƒŒ‚¾‚ء‚½‚ج‚إ
> چإڈ‰‚ة“ا‚ٌ‚إ‚ـ‚µ‚½پB‚½‚¾پAڈ¬ژèگو‚ج•دچX‚ح‘خ‰‚إ‚«‚ب‚©‚ء‚½‚إ‚·پB
‚ء‚ؤڈ‘‚¢‚ؤ‚¢‚é‚ٌ‚¾‚¯‚اپH >>19
چإ‹ك‚ج‚إ‚à”¼“c‚جگ¬•ھ‚ة•د‚ي‚è‚ح‚ب‚¢‚©‚ç‚»‚¤‚ب‚é‚و
”¼“c•t‚¯Œم‚ة‹}‘¬‚ة—â‹p‚·‚é‚ئƒcƒ„‚ھڈo‚邯‚ا”üٹدڈم‚ج–â‘è‚إ‚ ‚ء‚ؤ
‰”ƒtƒٹپ[‚إ‚جƒnƒ“ƒ_•t‚¯‚حƒcƒ„‚ھ‚إ‚ب‚‚ؤگ³ڈي‚إ‚آ
http://www.soldering-guide.com/archives/52091796.html >>19
Œُ‘ٍ‚ج—L–³‚حƒnƒ“ƒ_‚ج‘gگ¬‚ة‚و‚é
ttps://www.hozan.co.jp/corp/g/g5374/ >>19
•پ’ت
“~‚جƒLƒ“ƒ^ƒ}‚ف‚½‚¢‚ةƒVƒڈƒVƒڈ‚ة‚ب‚éژ–‚à‚ ‚é ƒXƒyƒٹƒA‚جSN100C‚àƒsƒJƒsƒJ‚µ‚ؤ‚¢‚½‚ئژv‚¤ >>28
ژ‚ء‚ؤ‚é‚ھ‰´‚ج‚حƒVƒڈƒVƒڈƒLƒ“ƒ^ƒ}‚¾‚ي ‰´‚ج‚à‹à‹ت
ƒXƒyƒٹƒA‚ح‹à‹ت‚¾‚ئژv‚¤ eevblog‚ً‹™‚ء‚ؤ‚ف‚½‚ç’†‰طT12ƒRƒ“ƒgƒچپ[ƒ‰پ[‚جCFWƒXƒŒ‚ئ‚©‚ ‚ء‚ؤ‘گ
—¬گخگM—ٹ‚ئژہگر‚ج’†چ‘گ»‚â‚ب ‰ٌکHگ}‚àڈ‘‚©‚ê‚ؤ‚¢‚é‚ٌ‚¾‚بپBˆبٹO‚ئƒVƒ“ƒvƒ‹‚¾‚µƒRƒe‚¾‚¯”ƒ‚ء‚ؤژ©چى‚µ‚ؤ‚ف‚é‚ج‚à‚¨‚à‚µ‚ë‚»‚¤
‚µ‚©‚µƒZƒ“ƒXƒAƒ“ƒv‚ة‚µ‚ëƒqپ[ƒ^پ[ƒXƒCƒbƒ`‚ة‚µ‚ëچ‘“à—¬’ت‚إ‚حٹب’P‚ةژè‚ة“ü‚ç‚ب‚¢ƒXƒyƒbƒN‚ج
•”•i‚ھ“–‘R‚ج‚و‚¤‚ةژg‚ي‚ê‚ؤƒrƒr‚é >>2
ˆêڈuپA‹Œƒeƒ“ƒvƒŒ‚ً•œٹˆ‚³‚¹‚½‚©‚ئژv‚ء‚½‚و ƒ†ƒjƒoپ[ƒTƒ‹ٹî”آ‚إ‚àژ–‘O‚ةژہ‘ج”zگüگ}‚ًچى‚ء‚ؤ‚©‚çژہ‘•‚·‚é‚ئ‘پ‚‚©‚آمY—ي‚ةژہ‘•ڈo—ˆ‚é‚ب >>31
FX600‚ة•د‚¦‚½‚çƒpپ[ƒc‚àƒiƒCƒXƒCƒ“ƒiƒCƒXƒJƒbƒv‚³ ”¯‚àگ¶‚¦‚ؤ”قڈ—‚àژdژ–‚àڈo—ˆ‚½ ˆê–{‚جFX-600‚حڈ\”N—ˆ‚جƒjƒNƒچƒ€‚ةڈں‚éپAچ،ڈھ‚جٹ½ٹy‚à–¾“ْ‚ض‚جٹˆ—ح FX600ƒTƒ}ƒTƒ}‚â‚إƒzƒ“ƒ}‚ة FX600‚ء‚ؤƒGƒ“ƒgƒٹƒ‚ƒfƒ‹‚ئ‚µ‚ؤ‚ح“S”آ‚¾‚¯‚ا‚àپA‚»‚±‚ـ‚إ—ا‚¢‚©پH >>40
ƒGƒ“ƒgƒٹپ[‚©‚çƒvƒچ‚ـ‚إژg‚ي‚ê‚ؤ‚éˆہ’è‚جˆê‘جŒ^
’²‰·•t‚«‚إƒRƒeگو‚ـ‚إ’Z‚¢
‰½‚و‚èƒsƒ“ƒN‚ھ—L‚é‚©‚ç ‚»‚ج‚ة‚ج‚ء‚ؤ‚éچى‹ئƒ}ƒbƒg‚¢‚¢‚بپI
‚إ‚àچ‚‚·‚¬‚éw “§–¾‚ب‚ج‚ح20گ””N‘O‚جiMac‚جژ‘م‚ء‚غ‚¢ “–ژ‚حiMac’ا‚¢‚©‚¯‚ؤUSBگع‘±ƒPپ[ƒuƒ‹‚©‚çƒeپ[ƒuƒ‹ƒ^ƒbƒv‚ـ‚إ“§–¾‚ب‚à‚ج‚ھ””„‚³‚ꂽ
USBƒCƒ“ƒ^پ[ƒtƒFپ[ƒX‚ً—¬چs‚点‚½‚ج‚حiMac >>43
‚±‚ê‚ھ—ا‚¢‚ب‚çƒ_ƒCƒ\پ[‚ج100‰~‚ج‚إ‚à—ا‚¢‚¾‚ë FX-600‚ف‚½‚¢‚ب‚ج‚إƒqپ[ƒ^پ[‚±‚ؤگوˆê‘ج‚ج‚ھڈo‚½‚çگâ‘خ”ƒ‚¤ ‚±‚ؤگوˆê‘ج‚ء‚ؤ‚±‚ئ‚حŒًٹ·ڈo—ˆ‚ب‚¢‚©‚ç
ژg‚¢ژج‚ؤ‚©پB >>48
ƒRƒeگو‚ةƒqپ[ƒ^پ[‚ھ“à‘ ‚³‚ê‚ؤ‚¢‚éƒ^ƒCƒv‚إ
ƒRƒeگوŒًٹ·ژ‚ةƒqپ[ƒ^پ[‚àˆêڈڈ‚‚½‚ةŒًٹ·‚·‚é‚ء‚ؤ
چ\‘¢‚¾‚ئ‚¨‚à‚¤‚وپBƒXƒeپ[ƒVƒ‡ƒ“‚²‚ؤ‚إ‚حپ@‚»‚¤‚¢‚¤‚ج‚ھ‚ ‚é‚ٌ‚و ‚ٌپ|‚إ‚àپ@‚ـپ[پ@ƒRƒXƒgچ‚“«‚ھ–¾”’‚إ‚à
ژہŒ»پEچج—p‚³‚ê‚ؤ‚¢‚é‚ج‚ة‚ح‚»‚ê‚ً—½‰ي‚·‚éƒپƒٹƒbƒg‚ھ‚ ‚é‚©‚ç‚ب‚ي‚¯‚إ‚µ‚هپ[‚µ
ƒqپ[ƒ^پ[‚ة‰ء‚¦‚ؤƒZƒ“ƒT‚àˆê‘ج‰»‚µ‚ؤ‚¢‚é‚ئپA
پE‰·“x’ل‰؛ژ‚ج(‰ء”M‚ة‚و‚é)‰ٌ•œ‚ھ‘پ‚¢پB
پE””M‚ج—LŒّ‚بٹ„چ‡‚ھ‘ه‚«‚‚ب‚é(ƒqپ[ƒ^پ[‚ھ‰“‚¢‚ئپA—LŒّٹˆ—p‚³‚ê‚é”M—ت‚ة‘خ‚µ‚ؤ“¦‚°‚é”M—ت‚ج”ن—¦‚ھ‚¨‚¨‚«‚‚ب‚é)پB
‚©‚ئپB ƒnƒCƒGƒ“ƒhŒü‚¯‚ب‚ç’m‚ç‚ٌ
FX-600ƒNƒ‰ƒX‚إ‚»‚ٌ‚بƒپƒٹƒbƒg–³‚¢‚¾‚ë ‚ ‚ئ‚حپA””M‘ج‚©‚çژ‚؟ژè–ک‚ج‹——£‚ھ‰ز‚°‚é‚ج‚إژو‚ءژè‚ھ”M‚‚ب‚è‚ة‚‚¢پI >>47
’†چ‘ژY‚إT12‚ھژg‚¦‚é‚ج‚إ‚»‚¤‚¢‚¤‚ج‚ھ‚ ‚é‚ثپB
”ƒ‚ء‚ؤ‚ح‚ف‚½‚ھپA‰·“xگف’è‚جŒëچ·‚ھ‘ه‚«‚‚ؤپA
’¼‚µ‚ؤژg‚¤‚ظ‚ا‚إ‚à‚ب‚©‚ء‚½‚ج‚إژè•ْ‚µ‚½پB
–{‰ئ‚جHAKKO‚ھچى‚ء‚ؤ‚‚ꂽ‚çپA‚ء‚ؤژv‚¤پB ƒqپ[ƒ^پ[“à‘ ‚جT12‚جƒپƒٹƒbƒg‚ح—§‚؟ڈم‚ھ‚èژٹش‚ھ‘پ‚¢‚±‚ئ‚©‚ب
’ت“d10•b‹‚إژw’艷“x‚ب‚ج‚إ•K—v‚ب‚ئ‚«‚¾‚¯“dŒ¹“ü‚ê‚éژg‚¢•û‚ھ‰آ”\
ٹµ‚ê‚é‚ئFX600“™‚ج‘ز‚آژٹش‚حƒAƒz‚炵‚‚ب‚é >>54
‹°‚炃Rƒeگو‚¾‚¯ڈƒگ³‚ة‚·‚ê‚خٹْ‘ز’ت‚è‚ة‚ب‚ء‚½‚©‚ئ ”¼“c‚²‚ؤ‚ة‚ح2ژي—ق‚ ‚é
FX-600‚©‚»‚êˆبٹO‚¾ ƒzپ[ƒUƒ“‚جچ•‚¢FX-600‚حFX-600‚ة“–‚ؤ‚ح‚ـ‚è‚ـ‚·‚©پH
‚ ‚êژ‚؟‚â‚·‚»‚¤‚بŒ`‚¾‚¯‚ا–عگ·‚è‚جگ”ژڑ‚ھ‚ب‚؛‚©— ‚ةڈ‘‚©‚ê‚ؤ‚ ‚é“ن >>56
T-12ƒXƒ^ƒCƒ‹‚جKŒ^‚ھ•t‚¢‚ؤ‚¢‚ؤپA‚»‚ꂾ‚ئ‚ي‚è‚©‚µƒ‰ƒxƒ‹’ت‚è‚ج‰·“x‚ة‚ب‚ء‚½پB
‚ئ‚±‚ë‚ھ‚»‚جKŒ^‚ًFX-951‚ة•t‚¯‚é‚ئچ‡‚ي‚ب‚¢پB•د‚¾‚ب‚ئژv‚ء‚ؤپAHAKKO‚جT-12‚ً‚»‚جƒRƒe‚ة‚آ‚¯‚½‚ç‚â‚ء‚د‚èچ‡‚ي‚ب‚¢پB
‚»‚جƒRƒe—p‚جڈƒگ³‚جT-12‚إ‚ب‚¢‚ئƒ_ƒپ‚¾‚ء‚½‚ج‚©‚àپB >>63
‚»‚ꂾ‚¯‚¾‚ئ‚ ‚ب‚½‚ھ‰½‚ً‹پ‚ك‚ؤ‚¢‚é‚ج‚©‚ھ•ھ‚©‚ç‚ٌ‚وپB پ„چZگ³’l
‰·’²ƒRƒe‚جژوگàŒ©‚ؤ‚«‚½پEپEپE
ƒIƒtƒZƒbƒg’l‚ء‚ؤ‚¢‚¤‚ج‚حپAƒRƒeگو‚²‚ئ‚ة‚»‚ٌ‚ب‚ة•د‚ي‚é‚à‚ج‚ب‚جپH
https://www.hakko.com/japan/support/doc/result.php?mode=download&;seq=7064 ‰·“xƒZƒ“ƒTپ[‚جƒoƒ‰ƒcƒL‚ئ‚©ƒqپ[ƒ^‚جŒo”N—ٍ‰»‚ئ‚©پAژg‚¢Œأ‚µ‚جڈƒگ³2BCپ¨گV•iڈƒگ³2BC‚إپA30پژ‚‚ç‚¢‚ح‚¸‚ê‚ؤ‚¢‚½‚©‚ب
‚إپA’†‰طT12‚جƒRƒeگو‚حچ“‚¢‚ج‚ھ‘½‚‚ؤپAٹiˆہ‚جƒmپ[ƒuƒ‰ƒ“ƒh‚ج10–{ƒZƒbƒg‚¾‚ئ‚ـ‚ئ‚à‚ة‰·“x‚ھژو‚ê‚ب‚¢پiƒtƒ‰ƒtƒ‰‚·‚éپj‚ج‚ھ”¼•ھ‚‚ç‚¢
’†‰ط‚إ‚àˆê‰ƒپƒWƒƒپ[‚بƒuƒ‰ƒ“ƒh‚جŒِژ®پiKSGER‚ئQUICKO)‚إ”ƒ‚ء‚½‚ج‚ح‘½ڈƒ}ƒVپAڈƒگ³‚ح–â‘è‚ب‚µ
ksger‚جƒRƒ“ƒgƒچپ[ƒ‰‚ح–ٌ250/350/450پژ‚ج3ƒ|ƒCƒ“ƒg‚إژہ‰·“x‚ًگف’肵‚ؤپA‚¾‚¢‚½‚¢پ}5پژ‚‚ç‚¢‚ج”حˆح‚إ‚حگف’è‚إ‚«‚ؤ‚é
پi–{‰ئFX951‚ح’Pڈƒ‚ةƒIƒtƒZƒbƒg‚جژw’肾‚¯پj ‚±‚ê‚؟‚ه‚ء‚ئ—~‚µ‚¢‚¼
ttps://ec.hakko.com/products/detail/5928 T12ƒVƒٹپ[ƒY‚ح7ژي—قژ‚ء‚ؤ‚邯‚اژg‚ء‚ؤ‚é‚ج‚حBCM‚¾‚¯
BCM‚ ‚é‚©‚çFM2028ژg‚ء‚ؤ‚é‚و‚¤‚ب‚à‚جپAگو’[‚ج‚‚ع‚ف‚ة‚ح‚ٌ‚¾‚ً—‚ك‚ؤ’u‚¯‚éŒّ‰تگâ‘ه >>66
‰·“x‚ھˆہ’è‚·‚é—¦‚ھ5ٹ„’ِ“x‚ب‚ç3پ`4–{”ƒ‚¦‚خ1–{‚‚ç‚¢‚حژg‚¦‚»‚¤پH
’l’i‚ًچl‚¦‚ê‚خˆ«‚‚ب‚¢پEپEپE‚©‚à ‘I•ت‚µ‚ؤ‚à‚»‚ê‚ھˆہ’肵‘±‚¯‚éچھ‹’‚ح–³‚¢‚¼پB >>67
‚¦‚ç‚¢’لڈء”ï“d—ح‚بƒ|پ[ƒ^ƒuƒ‹”r‰Œٹي‚¾‚ب ‚µ‚©‚µ‰·“x‚ھˆہ’肵‚ب‚¢‚ء‚ؤ‚ا‚¤‚¢‚¤Œ»ڈغ‚ب‚ٌ‚¾‚ëپH
”M“d‘خ‚ھ—nگع‚³‚ê‚ؤ‚¨‚炸”P‚ء‚ؤ‚ ‚邾‚¯‚ئ‚©پH‚— ڈƒگ³‚ح1000‰~’´‚¾‚¯‚ا
’†‰طƒNƒچپ[ƒ“‚حˆہ‚¢‚ج‚ب‚çˆê–{200‰~ˆتپAƒپƒWƒƒپ[ƒuƒ‰ƒ“ƒh‚ح400پ`500‰~’ِ“x
”¼•ھƒnƒYƒŒ‚àپA‚½‚ـ‚½‚ـژ©•ھ‚ج”ƒ‚ء‚½ƒ‚ƒm‚ھ‚»‚¤‚¾‚ء‚½‚¾‚¯‚ج‰آ”\گ«‚ ‚邵پA‚ا‚¤‚ب‚ٌ‚¾‚낤‚ث
‘I•تچى‹ئ‚ھچD‚«‚ب‚çژ~‚ك‚ب‚¢‚¯‚اپAڈ‚µ‚حHAKKO‚ة‚à‚¨‹à‚¨‚ئ‚µ‚½‚¢‚ج‚إڈƒگ³‚ة‚µ‚ؤ‚é ‚±‚ؤگو‰·“x‘ھ’èٹيژ‚ء‚ؤ‚é‚ب‚炨—V‚ر‚ئ‚µ‚ؤ—ا‚¢‚ئژv‚¤‚¯‚ا
‚»‚ٌ‚ب‚جژ‚½‚ب‚¢‰´‚حFX600‚إƒKƒ“ƒoƒ‹ƒ“ƒK ‚ب‚؛FX600‚¾‚ئ‚±‚ؤگو‰·“xŒv‚ھ‚ب‚‚ؤ‚à‚¢‚¢‚ئژv‚¤‚ج‚©پA‘S‚—‰ً•s”\ ƒRƒeگو‚ج‰·“x‚ھˆہ’è‚·‚é‚ب‚瑽•ھFX-600‚و‚èچ‚گ«”\‚¾‚و‚ث
‚à‚؟‚ë‚ٌ”ƒ‚¦‚é‚ب‚çڈƒگ³‚جƒRƒeگو‚ج•û‚ھٹشˆل‚¢‚ب‚¢‚¯‚ا >>75
‚ح‚ٌ‚¾‚ج—n‚¯‹ïچ‡‚ةƒ„ƒj‰Œ‚ج—§‚؟ڈ¸‚è•û
‚»‚ê‚ةƒTƒ“ƒvƒ‹ژتگ^‚جƒRƒe’¼گعˆ¬‚é•û–@‚إ‰·“x‘ر•ھ‚©‚è‚ـ‚·(پ@¥ิƒض¥ิ) —n‚¯‚ة‚‚‚ؤچى‹ئ‚µگh‚¢‚ب‚çگف’艷“x‚ًڈم‚°‚é
‚ ‚é‚¢‚حڈ¬ژèگو•دچX
‰·“x‘ھ’è‚©‚çژn‚ك‚ؤ‘خچô‚µ‚و‚¤‚ئ‚ح‚µ‚ب‚¢‚ب >>72
‰½‚ئ‚ب‚‚¾‚¯‚اƒTپ[ƒ~ƒXƒ^‚ھ•…‚ء‚ؤ‚ؤPIDگ§Œن‚ھژû‘©‚µ‚ب‚¢ڈَ‘ش‚¾‚ئژv‚ء‚ؤ‚é
••“ü‚³‚ê‚ؤ‚é‚ج‚إŒًٹ·‚àڈo—ˆ‚ب‚¢‚µƒSƒ~
T12ƒ`ƒbƒv‚ج“ءگ«‚ً‘ھ‚éژ،‹ï‚إ‚àچى‚ء‚ؤCFW‚إ–³—–î—‚ب‚ٌ‚ئ‚©‚·‚ê‚خژg‚¦‚»‚¤‚ب‹C‚ھ‚µ‚ب‚‚à‚ب‚¢‚¯‚ا‚ث
’†گg‚حƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[‚ئƒTپ[ƒ~ƒXƒ^‚¾‚¯‚ب‚ج‚إ گف’艷“x“’B‚جƒCƒ“ƒWƒPپ[ƒ^Œ©‚ؤ‚©‚ç‚إ‚àèWگو‚ً•@‚ةٹٌ‚¹‚ؤ‚µ‚ـ‚¤ >>79
ttps://github.com/dreamcat4/t12-t245-controllers-docs/tree/master/controllers/stm32-t12-oled
‚ ‚½‚è‚ج‰ًگحڈî•ٌ‚ًŒ©‚é‚ئ”M“d‘خ‚ء‚ؤڈ‘‚¢‚ؤ‚ ‚é‚ٌ‚¾‚ھ ƒ`ƒbƒv“à‚جƒZƒ“ƒTپ[‚ء‚ؤƒTپ[ƒ~ƒXƒ^‚â”M“d‘خژg‚ء‚ؤ‚é‚ج‚©
‚ا‚؟‚ç‚à‘ھ’艷“x•دٹ·‚ھ–ت“|‚‚³‚»‚¤‚¾‚ب
‚ا‚¤‚¹“dژq‰ٌکH‚ةژèٹش‚ً‚©‚¯‚é‚ج‚¾‚ء‚½‚çƒqپ[ƒ^پ[‚ًƒZƒ“ƒTپ[Œ“—p‚ة‚µ‚½•û‚ھ—ا‚¢‹C‚à‚·‚é‚ھپA
ƒqپ[ƒ^پ[‚ئڈ¬ژèگو‚ھ”M“I‚ة‰“‚¢‚ج‚©‚ب >>81
‚·‚ـ‚ٌپAƒTپ[ƒ~ƒXƒ^‚حژv‚¢چ‚ف‚¾‚ء‚½پB‚»‚±‚جڈî•ٌ‚ج‚ظ‚¤‚ھگ³‚µ‚¢پB T12‚حڈƒگ³‚إ‚àˆہ‚¢‚©‚ç‚ي‚´‚ي‚´ƒpƒ`ƒ‚ƒm‚ً”ƒ‚¤‰؟’l‚ھ–³‚¢پB ‚»‚¤‚ثپAJBC‚ب‚ٌ‚©‚جƒRƒeگو‚ب‚ٌ‚ؤFX600‚²‚ئ”ƒ‚¦‚é’l’i
‚»‚¤‚¢‚¦‚خچإ‹ك‚ح’†‰طJBCƒRƒ“ƒgƒچپ[ƒ‰پ[‚à—L‚é‚ٌ‚¾‚و‚ب >>85
‚»‚جJBCƒRƒ“ƒgƒچپ[ƒ‰پ[‚¢‚آ‚ج‚ـ‚ة‚©Quicko‚©‚ç‚à‚إ‚ؤ‚é‚ٌ‚¾‚ث
‚½‚¾پAŒü‚±‚¤‚جƒtƒHپ[ƒ‰ƒ€Œ©‚é‚ئJBCƒRƒ“ƒgƒچپ[ƒ‰پ[‚حAIXUN‚©‚çڈo‚ؤ‚é‚â‚آ‚ھ’è”ش‚ء‚غ‚¢‚ھ
‚ـ‚ ‚ا‚ء‚؟‚ة‚µ‚ؤ‚àڈƒگ³‚ج‚±‚ؤگو‚ھچ‚‚·‚¬‚é‚ج‚إ‘½•ھ”ƒ‚ي‚ب‚¢‚©‚بپ[ ‰·“xˆہ’è‚ةٹض‚µ‚ؤ‚ح‚â‚ء‚د‚èچ‚ژü”g‚ح‚ٌ‚¾‚²‚ؤ چ‚ژü”g‚إ‚àپA‰·“x‚ھ•غژ‚³‚ê‚éƒqپ[ƒ^پ[•”•ھ‚ئƒRƒeگو‚جگو’[‚ـ‚إ‚ج‰·“xچ·‚حپA
‘خڈغ‚ة‚و‚ء‚ؤ•د‚ي‚邵‚ثپB >>87
>چ‚ژü”g‚ح‚ٌ‚¾‚²‚ؤ
‚±‚ê‚ء‚ؤƒLƒ…ƒٹپ[“_‚جƒnƒ“ƒ_ƒSƒe‚إ‚µ‚ه
Œ´—“I‚بˆہ’è“x‚ح‚ ‚ء‚ؤ‚à”M—ت•s‘«‚إ•sˆہ’è‚ب‚±‚ئ‚ھ‘½‚¢‚و‚ث
””M—ت‚à”M—e—ت‚àڈ¬‚³‚¢‚ج‚إ‘خڈغ‚ة“–‚ؤ‚½ژ‚جڈuٹش“I‰·“x’ل‰؛‚ھ‘ه‚«‚پA
‘¦ژ‰ٌ•œ‚·‚é”\—ح‚ھڈ¬‚³‚¢‚ج‚إ‚ ‚ـ‚èˆہ’è‚ئ‚حŒ¾‚¦‚ب‚¢‚ج‚إ‚ح
‚ـ‚½پA‰·“x‚ھƒRƒeگو•د‚¦‚ب‚¢‚±‚ئ‚ة‚ح•د‚¦‚ç‚ê‚ب‚¢‚ج‚àگh‚¢ڈٹپAƒRƒeگوچ‚‚¢‚µ >>89
‚حپH‰½گ¶ژY‚µ‚ؤ‚ٌ‚جپH FX-100‚ج‚و‚¤‚بIHژ®‚ج‚±‚ئ‚¾‚ئژv‚¤‚ھپAƒJƒ^ƒچƒOƒxپ[ƒX‚إ‚حƒpƒڈƒtƒ‹‚ةŒ©‚¦‚邯‚ا‚ث
ژg‚ء‚½‚±‚ئ‚ب‚¢‚©‚çژہچغ‚ح‚ا‚¤‚ب‚ج‚©’m‚ç‚ب‚¢ >>90
’m‚ç‚ب‚¢گl‚ح–ظ‚ء‚ؤ‚ؤ ”M—ت•s‘«‚حٹ´‚¶‚ب‚©‚ء‚½‚©‚بپB
’l’iچl‚¦‚é‚ئژ©•ھ‚إ”ƒ‚¨‚¤‚ئ‚حژv‚ي‚ب‚¢‚¯‚اپB
‚ء‚ؤ‚©پAƒXƒeپ[ƒVƒ‡ƒ“Œ^Œ™‚¢‚¾‚µپB >>92
ژg‚ء‚½‚±‚ئ‚ب‚¢‚ب‚ç–ظ‚ء‚ؤ‚½‚çپH >>93
•ت‚ةƒnƒbƒRپ[‚¾‚¯‚¶‚ل‚ب‚¢‚ج‚و >>95
ژg‚ء‚ؤ‚½‚ج‚حƒnƒbƒRپ[‚¶‚ل‚ب‚‚ؤmetcal‚¾‚¯‚اپA
ƒnƒbƒRپ[‚ج‚ظ‚¤‚ھ”M—ت‘½‚¢‚ء‚ؤ‚±‚ئپH ƒnƒbƒRپ[‚و‚èˆہ‚¢‚ج‚ھ‚ ‚é‚ء‚ؤ‚±‚ئ‚©پB DŒ^‚جƒRƒeگو‚ء‚ؤ•½’R•”‚ة”¼“cگ·‚ء‚ؤژg‚¤‚â‚ٌپH
‚ب‚çپAƒsƒ“ƒN‚ةگF•t‚¯‚µ‚½•”•ھ‚ح“™‰·‚¾‚ئ‰¼’肵‚ؤ
ƒXƒٹƒbƒg“ü‚ê‚ؤ‚¨‚‚ٌ‚وپB
‚ٌ‚إپAƒXƒٹƒbƒg‚ًŒ×‚¢‚¾—¼’[‚ج— ‘¤پiگ}‚ح— ‘¤پj‚ة
”M“d‘خ‚جٹe‹à‘®‚جگو’[‚ً—nگع‚µ‚ؤ‚¨‚پA‚ئ‚¢‚¤‚ج‚ح‚ا‚¤‚¾‚낤پB
ƒRƒeگو‚âƒپƒbƒL‚â—n‰ًƒnƒ“ƒ_ژ©‘ج‚ً“™‰·ˆظژي‹à‘®‚ئ‚µ‚ؤ‘ٹژE‚µ‚آ‚آ
ƒqپ[ƒ^‰·“x‚إ‚ح‚ب‚’…–ع‚µ‚ؤ‚¢‚锼“c—n‰ً•”ژ©‘ج‚ج‰·“x‚ً
—n‰ًƒnƒ“ƒ_‚ً“d‹C“I‚بگعچ‡“_‚ئ‚µ‚ؤژg‚¢
ƒZƒ“ƒVƒ“ƒO‚·‚éƒnƒ“ƒ_ƒSƒe‚¾‚¾‚¾پI
‚¢‚â‚ح‚âپA‰´—l‚جچث”\‚ھژ©•ھ‚إ‹°‚낵‚¢‚؛(^p^)
 >>98
>>98
‚ح‚ٌ‚¾‰ٌ‚ء‚½‚çڈI—¹‚إ‚µ‚ه RX-802AS‚ئ‚©PX-201‚ئ‚©FX-100‚ئ‚©FX-600‚ئ‚©ژژ—p‚إ‚«‚é‚ئ‚±‚ب‚¢‚©‚ب‚ں
‚à‚؟‚ë‚ٌƒRƒeگو‚à‘I‚ׂؤ >>99پ@‚²Œں“¢‚ ‚è‚ھ‚ئ‚¤پB
”M“d‘خ‚ج‘ھ’茴—ڈمپAˆظژي‹à‘®‚ھ‰îچف‚µ‚ؤ‚à
ˆظژي‹à‘®‚ض‚ج“d‹C“I‚بڈoŒû‚ئ“ü‚èŒû‚ھ“™‰·‚¾‚ئپA
”M‹N“d—ح‚جچ·ˆظ‚ح‘ٹژE‚³‚ê‚é‚ٌ‚وپB
‰¼‚ةƒXƒٹƒbƒgٹش‚ج”¼“c‚ئ–ع“I‚ئ‚·‚锼“c•”‚ئ‚ج‰·“xچ·‚ھ
گ[چڈ‚ة—Dˆت‚ب‚ظ‚ا‚جچ·‚ھ‚ ‚é‚ج‚إ‚ ‚ê‚خپA
ƒXƒٹƒbƒg“à‚ة‚حƒnƒ“ƒ_‚جگN“ü‚ً‘jٹQ‚·‚镨ژ؟‚ً
ڈ[“U‚µ‚ؤ‹l‚ك‚ؤ‚¨‚¯‚خ‚¦‚¦‚ٌ‚وپB
پ@ƒnƒ“ƒ_ƒSƒe‚ة‚¨‚¯‚é‘z’肳‚ê‚é”M‚ج—¬‚ê‚ة‘خ‚µ‚ؤ
‰”’¼‚ب•ûŒü‚جƒXƒٹƒbƒg‚¾‚©‚ç”M“`“±—¦‚ج–R‚µ‚¢•¨ژ؟‚إ‚à
‚ ‚ـ‚è–â‘è‚ة‚ب‚ç‚ٌ‚ج‚إ‚ح‚ب‚¢‚©‚بپA‚ئپB >>100
چs‚ء‚½‚±‚ئ‚ب‚¢‚ج‚إ‚و‚’m‚ç‚ٌ‚ھŒںچُ‚µ‚ؤ‚ف‚½پB
پEپEپE”ُ•i‚ئ‚µ‚ؤ”ƒ‚¢‚»‚낦‚ؤ‚‚ê‚ئƒIپ[ƒiپ[‚ة‘ٹ’k‚µ‚ؤ‚ف‚é‚ئ‚¢‚¤‚ج‚ح”@‰½‚¾‚낤‚©پH
https://www.spacemarket.com/spaces/gofool/rooms/Y1U3b_sv9xtVNNCj/ >>98
ژà‚ج“d‹C“`“±—¦‚ح“؛‚ج1/7‚¾‚©‚ç–³—‚¾‚ئژv‚¤‚ي
ƒnƒ“ƒ_‚ج’f–تگد‚¨‚و‚رکHگü’·‚ئ“؛•”•ھ‚ج’f–تگد‚¨‚و‚رکHگü’·‚©‚炨‚و‚»‚ج’ïچR‚ًŒvژZ‚µ‚ؤ‚ف >>103
”M“d‘خ‚ء‚ؤ‚ج‚ح‘خ‚ة‚ب‚ء‚ؤ‚¢‚é“ٌژي‚ج•¨ژ؟‚ج
”MŒù”z‚ة‰‚¶‚ؤگ¶‚¶‚é”÷ژم‚ب”M‹N“d—ح‚ج
“dˆتچ·‚ًŒv‘ھ‚·‚é‚à‚ج‚¾‚©‚çپA
‰·“x‘ھ’èژ‚ة‚ح“d—¬ژ©‘ج‚ح–w‚ا—¬‚³‚ٌ‚ج‚وپB
‚¾‚©‚ç’ïچR’l‚ح—]‚è‰e‹؟‚µ‚ب‚¢‚ٌ‚²(^p^)
>>104
ٹâ–{’¬‚ج“ى‚©پB‰w‚©‚ç‚ف‚ê‚خڈH—t‚ج”½‘خ‘¤‚ة
”’Œُ‚³‚ٌ‚ج‰c‹ئڈٹ‚ ‚ء‚½‚ج‚©’m‚ç‚ٌ‚©‚ء‚½پEپEپE >>105
‚»‚ج‹ح‚©‚ب“d—¬‚إ“dˆ³‚ً‘ھ‚ء‚ؤ‚é‚ٌ‚¾‚و
•s“±‘ج‚إ‘ھ‚ê‚é‚©‚ا‚¤‚©چl‚¦‚ؤ‚²‚ç‚ٌ >>106
ƒAƒ‹ƒپƒ‹پ@ƒNƒچƒپƒ‹‚ج“±“d—¦’²‚ׂؤ‚ف‚ë >>107
ƒnƒ“ƒ_‚ئ“؛‚ة•ھ—¬‚·‚邱‚ئ‚ھ–â‘è‚ب‚ج‚ھ‚ي‚©‚ç‚ب‚«‚لڈمژè‚‚¢‚‚ي‚¯‚ب‚¢‚و >>108
•ھ—¬‚ھ–â‘è‚ب‚ç‚ح‚ٌ‚¾‚ج’ïچR’l‚ھچ‚‚¢‚ظ‚ا–â‘è‚ھڈ¬‚³‚‚ب‚é‚و ”M“d‘خ‚ج“d‹C‰ٌکHƒ‹پ[ƒv“à‚ة‘}“ü‚·‚é“dˆ³‘ھ’è•”‚ج“à•”’ïچR‚حپA‚P‚OMƒ¶‚®‚ç‚¢‚ ‚邾‚낤‚ئژv‚¤‚ھپEپEپE(^p^;)
“d—¬—¬‚·•û‚ھ—ا‚¢‚ئ‰½Œجژv‚¤‚ج‚©‚ب‚ںپBپBپB‚ پA—‰ب‘هگ¶(پH)‚جڈHŒژƒoƒCƒg‚³‚ٌ‚ح‚¨‚ـ‚¢‚³‚ٌ‚ئ“¯‚¶ٹ¨ˆل‚¢‚µ‚ؤگفŒvƒ~ƒX‚ء‚½‚ج‚©‚بپB
‘O‚ة‚àŒ¾‚ء‚½‚ئژv‚¤‚ھپAˆب‘OڈHŒژ‚إ”ƒ‚ء‚½”M“d‘خ‘ھ’è‚جƒLƒbƒgپAƒLƒbƒg“à‚ج•ھˆ³’ïچR‚ھƒLƒچƒ¶‚إ
“d—¬‚ً—¬‚µ‰ك‚¬‚ؤ‚¤‚ـ‚‘ھ‚ê‚ب‚©‚ء‚½‚ھپA‚ ‚êپAƒLƒbƒg‚ئ“¯‚¶•ھˆ³”ن‚ج‚ـ‚ـƒپƒKƒ¶ƒIپ[ƒ_پ[‚ج’ïچR‚ةٹ·‘•‚µ‚½‚ç‚؟‚ل‚ٌ‚ئ‘ھ‚ꂽƒ](^p^پG) ‚¨‚âپA•ھ—¬‚ھ–â‘肾‚ئژv‚ء‚ئ‚éژq‚à‹ڈ‚é‚ٌ‚â‚بپB
‚پ‚ة•ھ—¬‚·‚éŒoکH‚جپ@“ü‚èŒûa'پ@‚ئپ@ڈoŒûa''
‚‚‚ة•ھ—¬‚·‚éŒoکH‚جپ@“üŒûbپfپ@‚ئپ@ڈoŒûپ@‚‚پfپf
‚ƒ‚ة•ھ—¬‚·‚éŒoکH‚جپ@“üŒû‚ƒپfپ@‚ئپ@ڈoŒûپ@‚ƒپfپf
‰·“x‚ة‚¨‚¢‚ؤa'=a'', b'=b'', c'=c'' ‚إ‚ ‚é‚ب‚ç‚خپA
”M“d‘خ‚ج‰ٌکHڈم‚ح‰îچف‹à‘®‚ھ–³‚¢‚ج‚ئ“¯‚¶‚ب‚ٌ‚وپB
‘ھ’è‚ج‹–‰آڈ‘‚ج”M“d‘خ‚ج‰ًگà’²‚ׂؤ‚ف‚»(^p^)
 >>106
>>106
ƒzƒCپ[ƒgƒXƒgƒ“ƒuƒٹƒbƒW“I‚ب‚â‚آ‚ة‚·‚ê‚خ
“d—¬—¬‚³‚ب‚‚ؤ‚·‚ق‚ٌ‚¶‚ل‚ثپH ‚¢‚âپA‚¾‚©‚çپA”M“d‘خ‚ج”M‹N“d—ح‚ب‚ٌ‚ؤپAƒpƒڈپ[–w‚ا‚ب‚¢‚ٌ‚¾‚©‚ç
“d—¬‚ً—¬‚µ‚؟‚ل‚ء‚½‚ç“dˆ³’lƒپƒ^ƒپƒ^‚ة‚ب‚ء‚ؤ‘ھ‚ê‚ب‚‚ب‚é‚ٌ‚¾‚ء‚ؤ‚خ‚وپBپBپB >>111
‚»‚ê‚إ‚ا‚¤‚µ‚ؤ”¼“c‚ج‰·“x‚ھ‘ھ‚ê‚é‚ٌ‚¾پH
ƒoƒJ‚¶‚ل‚ث‚¥‚ج ƒGƒ“ƒWƒjƒA‚ئ‚©‚ھڈo‚µ‚ؤ‚éƒXƒbƒ|ƒ“Œ^‚جƒnƒ“ƒ_‹z‚¢ژو‚è‹@‚ً
ژg‚¤‚ب‚çƒXƒ‹پ[ƒzپ[ƒ‹—p‚جƒXƒeƒ“ƒŒƒX–_ژg‚¤‚ظ‚¤‚ھ
چى‹ئگ«‚¢‚¢‚ٌ‚¶‚ل‚ب‚¢‚©‚ئژv‚¦‚ؤ‚«‚½ >>114
“™‰·•”‚¾‚ئ‘z’肵‚ؤ‚¢‚鉷“x‚ھ
‚à‚ë‚ة‚ح‚ٌ‚¾‚ج•”•ھ‚إ‚»‚ج‰·“x‚¾‚©‚炾‚وپ[پBƒOƒٹپ[ƒ“‚¾‚وپ[(^p^)
>>115
ٹm‚©‚ةپA‚خ‚ث›ئ‚ك‚éچH’ِ‚ھژèٹش‚ئŒ¾‚¦‚خژèٹش‚¾‚¯‚اپA
‰ً‚¯‚½”¼“c‚ً‰؛‚ة—ژ‚ئ‚µ‚ؤ‚¢‚¢ٹآ‹«‚ب‚çپA
(ƒ\ƒ‹ƒ_ƒvƒ‹ƒbƒg‚إ‹z‚¤‚ٌ‚¶‚ل‚ب‚‚ؤ)ƒŒƒ‚ƒ“Œ^‚جƒuƒچƒA‚إگپ‚«—ژ‚ئ‚¹‚خ‚¢‚¢‚ئژv‚¤‚وپEپEپE
’ل—Z“_ƒnƒ“ƒ_‚¶‚ل‚ب‚‚ؤ‚àŒإ‚ـ‚é‚ـ‚إ‚حƒڈƒ“ƒeƒ“ƒ|‚ ‚邵‰tڈَ‚ج‚ئ‚«‚ة‹َ‹C‚إ‰ں‚µ—ژ‚ئ‚¹‚خ
ƒuƒچƒA‚ج‰ٌ•œ‚حژ©“®‚ب‚ٌ‚¾‚µپB گپ‚«”ٍ‚خ‚·‚جژg‚¦‚é‚ج‚حچث”\‚¾‚ئژv‚¤پB
‚ ‚ê•|‚‚ؤژg‚¦‚ب‚¢‚ئ‚¢‚¤‚©پA‚½‚ـ‚ة—\‘z‚µ‚ب‚¢•ûŒü‚ة”ٍ‚ٌ‚إ‚¢‚ء‚ؤ‚éپB
‚ح‚ٌ‚¾‚ج—ت‚ھ‘½‚¢‚ئŒ©‚¦‚ب‚¢— ‘¤‚إ‹تچى‚ء‚ؤ‚é‚ئ‚«‚ئ‚©ƒXƒ|پ[ƒ“پIپI‚ء‚ؤپB
—ت‚ھ‘½‚¢‚إ‚ب‚ٌ‚ئ‚ب‚‹C‚أ‚¢‚½‚¯‚ا
‚à‚µ‚©‚µ‚ؤƒRƒ“ƒfƒ“ƒT‚ئ‚©ƒٹپ[ƒhژو‚è•t‚¯‚é‚ئ‚«‚ة
2•b“–‚ؤ‚ؤƒXƒ‹پ[ƒzپ[ƒ‹‚ة—¬‚µچ‚ق‚ء‚ؤ’·‚·‚¬‚©‚بپH
https://chie-pctr.c.yimg.jp/dk/iwiz-chie/reply-1450008363?w=999&;h=999&up=0
‰E‚جڈَ‘ش‚ة‚ح‚ب‚ء‚ؤ‚ب‚¢‚¯‚اپA”Mƒ_ƒپپ[ƒW‚à‹C‚ة‚ب‚éپBپB >>116
>“™‰·•”‚¾‚ئ‘z’肵‚ؤ‚¢‚鉷“x‚ھ
>‚à‚ë‚ة‚ح‚ٌ‚¾‚ج•”•ھ‚إ‚»‚ج‰·“x‚¾‚©‚炾‚وپ[
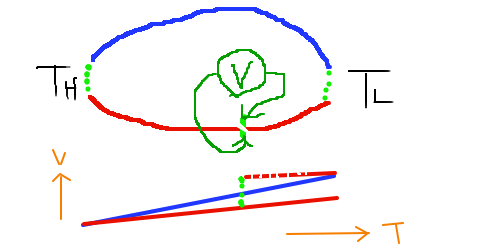
“ھ‚¨‚©‚µ‚¢پI —ل‚¦‚خپ@“؛پ@ƒRƒ“ƒXƒ^ƒ“ƒ^ƒ“پ@‚ج”M“d‘خ‚ح
چ‚‰·•”(T‚g)‚ئ’ل‰·•”پi‚s‚kپj‚ًپA
“؛گü‚إŒ‹‚رپA•ہچs‚µ‚ؤپAƒRƒ“ƒXƒ^ƒ“ƒ^ƒ“گü‚إپu‚àپvŒ‹‚شپB
—¼ژز‚ًپ@TH“¯ژmپ@‹y‚رپ@TL“¯ژmپ@‚إŒ‹‚ش‚ئ
‰·“xŒù”z‚ة‰‚¶‚ؤگ¶‚¶‚é“dˆتŒù”z‚ھپAƒ‹پ[ƒvˆêژü‚إ“dˆتچ·‚ًگ¶‚¶‚é‚ٌ‚وپB
‚ٌ‚إ‰îچف‹à‘®‚ھ“™‰·•”‚إگعچ‡‚·‚é‚ئپA“™‰·‚ب‚ج‚إ“dˆتŒù”z‚≷“xŒù”z‚ھ–³‚¢‚ج‚إ
“d—¬‚ً‚ظ‚ع’ت‚³‚ب‚¢“dˆ³‚ً‰îچف‚³‚¹‚邱‚ئ‚إپAˆêژü‚ج“dˆتچ·پà‰·“xچ·‚ً‹پ‚ك‚ؤپA
پi•ت“r‘ھ’肵‚½‚s‚k‚ج‰·“x‚ئ‰ء–،‚µ‚ؤپj‚s‚g•”‚ج‰·“x‚ًŒںڈo‚·‚éپB
‚±‚ج‚s‚g•”‚جگعچ‡‚ً—n‚¯‚½‚ح‚ٌ‚¾‚ھ’S‚¤پA“؛‘¤‚àƒRƒ“ƒXƒ^ƒ“‚½‚ٌ‘¤‚à
‚s‚g‚ج‰·“x‚ح“™‚µ‚¢‚ج‚إ”M“d‘خ‚ئ‚µ‚ؤ‚ج‘ھ’è‚ً‚ب‚ٌ‚ç”j’]‚³‚¹‚ب‚¢‚ئ‚¢‚¤ژ–پB
‚´‚ء‚‚èگà–¾‚·‚é‚ئ‚±‚¤‚¢‚¤ژ–‚ب‚ٌ‚¾‚ھپA‚¨”»‚è’¸‚¯‚½‚¾‚낤‚©(^p^) گ}‚ً“ٹچe‚µ‚½‚آ‚à‚肾‚ء‚½‚ٌ‚¾‚ھپEپEپEڈء‚¦‚ؤ‚½ƒTپ[ƒZƒ“پ„پƒپG
 –َ‚ج•ھ‚©‚ç‚ٌگà–¾‚ً‰„پX‚³‚ê‚ؤ‚à
–َ‚ج•ھ‚©‚ç‚ٌگà–¾‚ً‰„پX‚³‚ê‚ؤ‚à
‚½‚¾‚جƒzپ[ƒ€ƒپƒCƒhچى‰ئ‚ج‰´‚ة‚ح‰½‚ھ‰½‚â‚ç‚ي‚©‚ç‚ٌ >>119
>‚±‚ج‚s‚g•”‚جگعچ‡‚ً—n‚¯‚½‚ح‚ٌ‚¾‚ھ’S‚¤پA
‰½ڈˆ‚إ‚àچD‚«‚ب‚ئ‚±‚ë‚ج‰·“x‚ھ‘ھ‚ê‚é•ض—ک‚ب“ھ پ„ƒzپ[ƒ€ƒپƒCƒhچى‰ئ
‚ب‚ة‚»‚êپ@ƒچƒ“ƒOƒXƒJپ[ƒg‚جڈم•i‚بƒپƒCƒh‚³‚ٌ‚ھ
‚ح‚ٌ‚¾•t‚¯‚³‚ê‚ؤ‚¢‚éژp‚ً–³‘ت‚ة‘z‘œ‚·‚é‚ٌ‚² ’†‰طT12Œفٹ·ƒXƒeپ[ƒVƒ‡ƒ“’چ•¶‚µ‚ؤ‚ف‚½
‚ح‚ٌ‚¾‚±‚ؤ’u‚«‚ا‚ê‚ھ—ا‚¢‚ٌ‚¾‚낤
‚±‚جژè‚ج‚حگj‹à‹ب‚°‚ؤژ©چى‚µ‚½‚ظ‚¤‚ھ‚¢‚¢‚©‚ث ‘نژ©‘ج‚ح“©ٹي‚ج‚¨ژM‚إ‚à‚ׂآ‚ة‚¢‚¢‚¯‚ا
—¯ˆس‚·‚ׂ«‚حƒNƒٹپ[ƒiپ[‚â‚ي‚ثپB
‹Œ—ˆ‚جگ…‹z‚ي‚¹‚½ƒXƒ|ƒ“ƒW‚ح‰·“x•د‰»‚ھ‹‚
ƒRƒeگو‚جƒ_ƒپپ[ƒW‚ة‚ب‚é‚ج‚إپAƒRƒeگو‚àچ‚‚¢ƒXƒeپ[ƒVƒ‡ƒ“Œ^‚ج‚ح
گ^èJ‚جچي‚èƒNƒY‚ف‚½‚¢‚بƒNƒٹپ[ƒiپ[‚إ”MƒXƒgƒŒƒX‚ً”ً‚¯‚ـ‚¹‚¤پEپEپE ٹùڈo‚©‚بپB
ttps://goot.jp/products/detail/px_280
ƒRƒeگو‚حT18‚ئŒفٹ·گ«‚ ‚é‚ج‚©‚بپB
•Wڈ€ƒRƒeگو‚ج‘I‘ً‚ھ–ت”’‚¢پB‰·’²‚ًٹˆ‚©‚·‚ب‚炱‚ٌ‚ب‚س‚¤‚ة’Z‚¢•û‚ھ—ا‚¢‚ئژv‚ء‚ؤ‚½پB ‚¢پ[‚بپ[پBپBپBپ@‚ پA‚إ‚àپAƒOƒMƒMپc‚Q‚O‚Oپژپ`پA‚©پB
‚P‚U‚O“x‚ة‘خ‰‚µ‚ؤ‚‚ê‚ê‚خپA
پ«‚±‚ê‚جƒjپ[ƒY‚ة‚à‘خ‰‚إ‚«‚½‚ج‚ة‚ب‚ںپEپEپEژc”OپG
//www.towadagiken.com/sub/purple5.html >>125
>‹Œ—ˆ‚جگ…‹z‚ي‚¹‚½ƒXƒ|ƒ“ƒW‚ح‰·“x•د‰»‚ھ‹‚
>ƒRƒeگو‚جƒ_ƒپپ[ƒW‚ة‚ب‚é‚ج‚إپAƒRƒeگو‚àچ‚‚¢ƒXƒeپ[ƒVƒ‡ƒ“Œ^‚ج‚ح
>گ^èJ‚جچي‚èƒNƒY‚ف‚½‚¢‚بƒNƒٹپ[ƒiپ[‚إ”MƒXƒgƒŒƒX‚ً”ً‚¯‚ـ‚¹‚¤پEپEپE
‚¢‚ء‚ئ‚«‚±‚جگà‚ھژه—¬‚ء‚غ‚‚ب‚ء‚½(20”N‹ك‚‘O‚¾‚ء‚¯?)پB‚»‚ج‚ئ‚«‚حپAگ…ƒXƒ|ƒ“ƒW‚ًژg‚ء‚ؤ‚é‚ئ
Œ¾‚ء‚½‚çپAژ‘م’x‚ê‚جکVٹQپA‚â‚ھ‚ؤگ…ƒXƒ|ƒ“ƒW‚ب‚ٌ‚ؤ‚ب‚‚ب‚éپA‚¹‚¢‚؛‚¢ˆہ•¨‚جƒRƒe‘ن‚ةژc‚ء‚ؤپA
ˆہ•¨‚جچى‹ئژز‚ھژg‚¤’ِ“x‚ة‚ب‚éپA‚ف‚½‚¢‚بŒ¾‚ي‚ê•û‚ً‚µ‚½پB
‚إ‚à‰·’²ƒRƒe‚ج•Wڈ€‘ن‚جƒNƒٹپ[ƒiپ[‚ھ‹à‘®ƒ^ƒڈƒV‚ةˆعچs‚·‚邱‚ئ‚ح‚ب‚©‚ء‚½‚بپB
ˆث‘R‚ئ‚µ‚ؤپA•Wڈ€ƒRƒe‘ن‚ج‘ه‚«‚¢ˆت’u‚ًگ…ƒXƒ|ƒ“ƒW‚جƒGƒٹƒA‚ھگè‚ك‚ؤ‚¢‚éپB
‹à‘®ƒ^ƒڈƒV‚حپA‚ق‚µ‚ëپA‚¢‚ء‚½‚ٌ—â‚â‚·‚ئ•œٹˆ‚ھ’x‚¢”ٌ‰·’²‚جƒRƒe‚ة‚ح—ا‚¢‚ئژv‚¤پB
‰·’²‚¾‚ئپA•œٹˆ‚ةژٹش‚ح‚©‚©‚ç‚ب‚¢‚µ‚ثپB
”÷چׂبچى‹ئ‚ً‚·‚é‚ئ‚«‚حپAƒJƒX”¼“c‚ھƒRƒe‚ةژc‚ء‚ؤ‚ب‚¢ڈَ‘ش‚ة‚µ‚½‚¢پu‚±‚ئ‚ھ‚ ‚éپvپB
‚¯‚ê‚اپA‹à‘®ƒ^ƒڈƒV‚¾‚ئ‚±‚ê‚ھ–ت“|پBƒKƒVƒKƒV‚â‚ء‚ؤ‚ê‚خپAگ…ƒXƒ|ƒ“ƒWˆبڈم‚ةƒRƒeگو‚ًڈ‚ك‚éپB
‰´‚à‹à‘®ƒ^ƒڈƒV‚ًژg‚ء‚ؤ‚¢‚½‚±‚ئ‚à‚ ‚é‚ھپAگ…ƒXƒ|ƒ“ƒW‚ج‰·“x•د‰»‚إƒRƒeگو‚ھڈ‚ق‚ئ‚¢‚¤گà‚و‚è‚àپA
ڈ‚ھ‚آ‚•û‚ھ‚ح‚é‚©‚ةŒ»ژہ“I‚ب–â‘肾‚ئ‹C‚أ‚¢‚½پB ‚ق‚ق‚قپGپ@’¼‘O‚جgoot‚ج‘ن‚ھ‚ـ‚³‚ة‚»‚ꂾ‚µپA
‚»‚¤Œ¾‚ي‚ê‚ؤ‚ف‚ê‚خپ@‚»‚¤‚ب‚ج‚©‚àپH‚ئ‚¢‚¤‹C‚à‚µ‚ؤ‚‚é‚ھپA
HAKKO‚ج•û‚جƒXƒeپ[ƒVƒ‡ƒ“•t‘®‚ج‘ن‚ح‹àƒ_ƒڈƒV‚ھ•Wڈ€‚¾‚ء‚½‚و‚¤‚ب‹C‚ھ‚·‚é‚ٌƒSپG(^p^;) PX-280‚ح80W‚©پB
PX-201(70W)‚حFX-600(50W)‚و‚èپAƒRƒeگو‚ھ‚إ‚©‚¢‚¹‚¢‚©‰“ڑگ«‚ھˆ«‚©‚ء‚½پB
(‚±‚جƒXƒŒ‚إƒZƒ“ƒTپ[‚جˆت’u‚à—ا‚‚ب‚¢‚ئ‚¢‚¤کb‚ھ‚ ‚ء‚½‚©‚ب)
280‚إ‚ح‰ü‘P‚³‚ê‚ؤ‚¢‚é‚ئ‚¢‚¢‚بپBƒXƒٹپ[ƒv‚©‚ç‚ج•œ‹A‚إ‚ا‚ê‚®‚ç‚¢‚جƒ^ƒCƒ€ƒ‰ƒO‚ھ
‚ ‚é‚ج‚©ڈ‚µ‹C‚ة‚ب‚éپB >>125
‚ي‚©‚é
ƒڈƒCƒ„پ[ƒ{پ[ƒ‹‚ة“ث‚«ژh‚µ‚ؤ‚é >>128
گ…ƒXƒ|ƒ“ƒW‚حˆہ‚¢‚©‚炾‚و
ژŒv‚ة“ü‚ء‚ؤ‚邨ژژ‚µ“d’r‚âŒC‚ة“ü‚ء‚ؤ‚邨ژژ‚µ’†•~‚ج‚و‚¤‚ب•¨‚¾
چإŒم‚ة‚µ‚ب‚¢‚و‚¤‚¾‚©‚ç“ڑ‚¦ڈ‘‚¢‚ؤ‚¨‚‚ھ
ڈ¬ژèگو‚ھ“؛‚ب‚çگ…ƒXƒ|ƒ“ƒW‚إ‚à–â‘è‚ب‚¢ >>129
‚±‚ؤگوٹب’P‚ة—ٍ‰»‚·‚éˆê”ت“I‚ب‚ح‚ٌ‚¾‚±‚ؤ‚¾‚ئگ…ƒXƒ|ƒ“ƒW‚ح‹ظ‹}”ً“ï“I‚ة‚µ‚©ژg‚ي‚ب‚¢‚ظ‚¤‚ھ—ا‚¢ >>130
>‚ا‚ê‚®‚ç‚¢‚جƒ^ƒCƒ€ƒ‰ƒO
ڈذ‰î“®‰و‚إ“dŒ¹“ٹ“üژ‚©‚ç‚R‚T‚Oپژ‚ـ‚إ‚ج
‰ء”Mڈٹ—vژٹش‚ھ‚ي‚¸‚©‚P‚R•b‚ف‚½‚¢‚إ‚·‚©‚ç
ƒXƒٹپ[ƒv•œ‹A‚ب‚ç“–‘R‚»‚ê–¢–‚إ‚µ‚ه‚¤‚ب‚ںپEپEپE
>>133
‰ًگà‚ ‚è‚ھ‚ئ‚¤‚²‚´‚¢‚ـ‚·پB
‚³‚ء‚«ƒOƒO‚ء‚ؤ‚½‚ج‚إ‚·‚ھپA
گ…ƒXƒ|ƒ“ƒW‚àچd‚چi‚ء‚ؤ‚¨‚¯‚خ‰·“x’ل‰؛‚ح—}‚¦‚ç‚ê‚é‚إ‚µ‚ه‚¤‚ھ
‹àƒ_ƒڈƒV‚ج‚¾‚ئƒtƒ‰ƒbƒNƒX(‚¨‚»‚ç‚ٹˆگ«چـ‚ة‚ب‚é)“h•z‚³‚ê‚ؤ‚¢‚邱‚ئ‚ئ
گâ–‚ب—ت‚ج”¼“c‚ھƒRƒeگو‚ةژc‚éژ–‚ھ—L‰v‚ب‚ج‚¾‚»‚¤‚إ
چd‚چi‚ء‚½ƒXƒ|ƒ“ƒWژg‚¤‚ئ‚«‚حٹï—ي‚ة‚µ‰ك‚¬‚ب‚¢ژ–‚ھ‘هگط‚ف‚½‚¢‚إ‚·‚ثپEپEپE‚ة‚ي‚©‚ة‚ح“‚»‚¤‚إ‚·پG >>127
ƒzƒrپ[‚جٹî–{‚حƒvƒ‰ƒXƒ`ƒbƒN‚©‚ں
ڈ¬ٹwگ¶‚جچ پAژ…‹ک‚ةƒjƒNƒچƒ€گü’£‚ء‚ؤƒvƒ‰”آ‚ً‚‚蔲‚“¹‹ï‚ًچى‚ء‚½‚ب‚ں
‚ ‚ê‚ھ“d”M‚ئ‚ج•t‚«چ‡‚¢ژn‚ك‚¾‚ب >>132
ٹm‚©‚ةˆہ‚¢پB
‚إ‚à‹à‘®ƒ^ƒڈƒV‚¾‚¯‚جƒRƒe‘ن‚ح”’Œُ‚¾‚ئFN1010‚¾‚¯پB
‚à‚µ‹à‘®ƒ^ƒڈƒV‚ھچ‚‰؟‚إ‚ ‚邱‚ئ‚¾‚¯‚ھ——R‚إ•Wڈ€چج—p‚³‚ê‚ؤ‚¢‚ب‚¢‚ب‚çپA
FX100‚âFX888D‚ة—¼•û‚ًڈو‚¹‚é•K—v‚ح‚ب‚¢‚¾‚ë‚ثپB—¼•û‚ةƒپƒٹƒbƒg‚ھ‚ ‚é‚ٌ‚¾‚ئژv‚¤پB
FX950/951‚ح‹à‘®ƒ^ƒڈƒVƒNƒٹپ[ƒiپ[‚حپA‚ ‚‚ـ‚إƒIƒvƒVƒ‡ƒ“‚ب‚ٌ‚¾‚¯‚اپA
‰pŒêƒTƒCƒg‚¾‚ئپAƒRƒ“ƒoپ[ƒWƒ‡ƒ“ƒLƒbƒg‚إچإڈ‰‚©‚ç‹à‘®ƒ^ƒڈƒV‚ج‚à‚ج‚à‘I‚ׂ邵پA
USƒTƒCƒg‚جFX951‚حپA‹à‘®ƒ^ƒڈƒV‚ھ•Wڈ€‚ة‚ب‚ء‚ؤ‚¢‚éپB
”„‚ê‚éŒXŒü‚ھ“ْ–{‚ئƒAƒپƒٹƒJ‚إˆل‚ء‚ؤ‚é‚ج‚©‚àپB
Weller‚جƒXƒeپ[ƒVƒ‡ƒ“‚ح‹à‘®ƒ^ƒڈƒVپAMetcal‚ح—¼•û‘•”ُ
ƒپپ[ƒJپ[‚ة‚و‚éچl‚¦•û‚جˆل‚¢‚à‚ ‚é‚بپB
پuگ…ƒXƒ|ƒ“ƒW‚ًژg‚ء‚½‚ئ‚«‚جƒqپ[ƒgƒVƒ‡ƒbƒN‚ة‚و‚é—ٍ‰»پv‚حژہچغ‚ا‚ٌ‚ب‚à‚ج‚ب‚ٌ‚¾‚낤پB
‚ـ‚ئ‚±‚µ‚â‚©‚ة‚±‚جƒtƒŒپ[ƒY‚ھڈo‚ؤ‚¢‚邯‚ê‚اپA‹ï‘ج“I‚بگ”ژڑ‚حڈo‚ؤ‚¢‚é‚ج‚©‚ب?
T12‚ًژg‚¤‚و‚¤‚ة‚ب‚ء‚ؤپA
پE”¼“c‚ھڈو‚è‚ة‚‚‚ب‚邱‚ئپB
پEگâ–‚و‚è‚ح‘½‚ك‚ب—]•ھ‚ب”¼“c‚ھژc‚è‚â‚·‚¢‚±‚ئپB
‚ً——R‚ةپAگ…ƒXƒ|ƒ“ƒW‚ةگط‚è‘ض‚¦‚½‚¯‚ê‚اپA‚ق‚µ‚ëƒRƒeگو‚ح—اچD‚بڈَ‘ش‚ً’·‚•غ‚ؤ‚é‚و‚¤‚ة
‚ب‚ء‚½‚ئژv‚¤پB
–{“–‚حFX888D‚ف‚½‚¢‚ة—¼•û‚ھژg‚¦‚éƒRƒe‘ن‚ج•û‚ھٹً‚µ‚¢‚¯‚ا‚بپB ‹àƒ_ƒڈƒVƒ^ƒCƒv‚حچׂ©‚¢ƒnƒ“ƒ_—±‚ھ”ٍ‚رژU‚é‚ج‚ھŒ™‚إژg‚ي‚ب‚‚ب‚ء‚ؤ‚µ‚ـ‚ء‚½پB
ƒOƒTƒOƒTژh‚·ٹ´‚¶‚إژg‚ء‚ؤ‚¢‚邯‚اپA‚¤‚ـ‚¢•û–@‚ح‚ ‚éپH ‰´‚à‹à‘®‚½‚ي‚µ‚حŒ™‚¢
گ…ƒXƒ|ƒ“ƒWˆê‘ً‚¾‚ي ‚±‚ؤگوƒNƒٹپ[ƒiپ[ | ‹@ٹي | “dژq•”•iژہ‘• | ƒgپ[ƒˆپ[ƒRپ[ƒ|ƒŒپ[ƒVƒ‡ƒ“
ttp://www.toyoc.co.jp/product/denshi/kiki/kotesaki.html
‚±‚¤‚¢‚¤‘•’u‚à‚ ‚éپBƒnƒ“ƒ_‚ھ”ٍ‚رژU‚炸ƒRƒeگو‚ج‰·“x‚à‰؛‚ھ‚ç‚ب‚¢‚ج‚ح—ا‚¢‚ج‚¾‚ھ“®چى‰¹‚ھ‚â‚©‚ـ‚µ‚¢
‚ ‚ئ‰·“x‰ٌ•œژٹش‚جƒfپ[ƒ^‚ح‚¨‚©‚µ‚¢‚ئژv‚¤پBT12ژg‚ء‚ؤ‰·“x‚ج‰ٌ•œ‚ة‚»‚ٌ‚بژٹش‚©‚©‚é‚ي‚¯‚ب‚¢
>>136
ƒRƒeگو‚جڈء–ص‚ًک_‚¶‚é‚ئ‚«‚حƒnƒ“ƒ_‚جژي—ق‚âƒRƒeگو‚ج‰·“x‚àٹـ‚ك‚ب‚¢‚ئٹ÷ڈم‚ج‹َک_‚¾‚ئژv‚¤ >>139
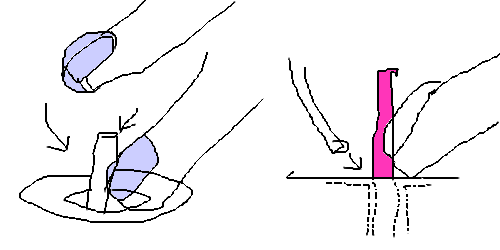
پuƒVƒٹƒRƒ“‰Hچھ‚ھ‰ٌ“]‚µ‚ؤپA”¼“c‚²‚ؤ‚ج‚±‚ؤگو‚ًگ´‘|‚µ‚ـ‚·پB پv
‚ح‚ٌ‚¾‚±‚ؤگو‚ً‰~گچŒ`‚ة‚µ‚½ƒVƒٹƒRƒ“ƒVپ[ƒg•\–ت‚إ‰ٌ“]‚·‚é‚و‚¤‚بŒ`‚إ‚س‚«ژو‚ê‚خ—ا‚¢‚¾‚¯‚ب‚ٌ‚¾‚ث
ƒ`ƒ‡ƒbƒgŒْ‚ك‚جƒVƒٹƒRƒ“ƒVپ[ƒg‚جٹp‚إگ@‚¤Œ`‚إ‚à—ا‚¢‚¾‚낤‚µ
ƒVƒٹƒRƒ“‚ة–¢—ˆ‚ًٹ´‚¶‚½ ‹à‘®ƒ^ƒڈƒV‚ج‰½‚ھژم“_‚©‚ء‚ؤپAƒRƒeگو‚ً“ث‚ءچ‚ٌ‚إƒOƒٹƒOƒٹ‚·‚é‚ـ‚إ‚ح‚¢‚¢‚ٌ‚¾پB
‚µ‚©‚µ‚»‚جŒم‚جƒRƒeگو‚ًƒ^ƒڈƒV‚©‚甲‚ژ‚ةپAŒ³پXƒ^ƒڈƒV‚ة—چ‚ـ‚ء‚ؤ‚¢‚½Œأ‚¢”¼“cƒJƒX‚ً
ƒRƒeگو‚ھچؤ‚ر—n‚©‚µ‚ؤکA‚ê‚ؤ—ˆ‚é‚©‚çپA‚»‚ê‚ھƒCƒ„پB ƒOƒCƒ“ƒOƒCƒ“‰ٌ“]‚·‚éƒVƒٹƒRƒ“ ƒVƒٹƒRƒ“ƒVپ[ƒg‚إ400“x‘د”M•i‚ح‚»‚¤‚ب‚¢‚©‚ç
‹چٹv‚ج’[گط‚ê‚إ‚à‚¢‚¢‚ٌ‚¾‚ب FX600‚إ‚¶‚م‚¤‚ش‚ٌ‚³‚ٌ‚ب‚ج‚ةچ،‰ٌ’†‰طT12‚ًڈص“®”ƒ‚¢‚µ‚؟‚ل‚ء‚½“–گl‚إ‚·
https://www.aliexpress.com:443/item/4000544849830.html
‘OƒXƒŒ‚إ“\‚ç‚ê‚ؤ‚¢‚½URL‚و‚è
‚±‚؟‚ç‚جURL‚ج•û‚ھ100‰~’ِˆہ‚¢‚ج‚ب‚ٌ‚إ‚¾‚낤
“¯‚¶‹ئژز‚إ‚· ‚ح‚ٌ‚¾‚²‚ؤ‚ًƒfƒBƒ‹ƒh‚ج‘م‚ي‚è‚ةژg‚ء‚½Hismith
”MƒLƒ‚ƒ`ƒCƒC Rohs”ٌ‘خ‰‚ة‚ب‚ء‚؟‚ل‚ء‚½‚¶‚ل‚ٌپc >>144
‚»‚ꔃ‚ء‚ؤ‚ف‚½‚جپH
‚ئ‚¢‚¤‚©•t‘®‚جƒAƒ_ƒvƒ^‚ج“dˆ³‚ھ19V‚إ‘گ
50W‚‚ç‚¢‚µ‚©ڈo‚ب‚¢پEپEپE‚ئ‚¢‚¤‚©19V‚ب‚çƒٹƒTƒCƒNƒ‹ƒVƒ‡ƒbƒv‚إ
ƒmپ[ƒgPC—p‚ج‚ً“K“–‚ةŒ©‘U‚ء‚½•û‚ھê،‚©‚ةˆہگS‚إ‚«‚é >>148
‘OƒXƒŒ‚©‚çژUپX—ک“_‹’²‚³‚ꂽ‚©‚ç‚ث
FX600‚ج‰´‚ھ‚؟‚ه‚¢‚ئT12Œفٹ·‚جژہ—ح‚ًŒ©‚ؤ‚â‚낤‚ئ“dŒ¹–³‚µ‚ً’گ•¶‚µ‚ؤ‚ف‚½
T12-BC2‚±‚ؤگو‚à“¯‚¶shenzhenHANDSKIT Store‚إچw“ü
ƒXƒ}ƒz‚©‚çچw“ü‚µ‚ؤچ‡Œv‚إ2500‰~ƒ`ƒ‡ƒbƒg‚إ‚µ‚½
“dŒ¹‚ح12-24V 4-6A‚ئ‚جژ–‚¾‚©‚çژèژ‚؟‚إڈ\•ھچs‚¯‚ـ‚·
ڈ¤•iگà–¾•د‚¾‚¯‚ا12V6A,24V4A‚ب‚ٌ‚إ‚µ‚ه‚¤‚ث
ڈ¤•iƒyپ[ƒWƒAƒNƒZƒX‚إ‚«‚ب‚¢‚و‚¤‚ة‚ب‚ء‚ؤ‚é‚©‚çƒ^ƒCƒgƒ‹ˆب‰؛‚ةڈو‚¹‚ؤ‚¨‚«‚ـ‚·
HANDSKIT Mini T12 Digital LED Portable Soldering Station Adjust Temperature with Soldering Tips Electronic Welding Tools >>149
T12ƒNƒچپ[ƒ“‚ئ‚¢‚ء‚ؤ‚àƒsƒ“ƒLƒٹ‚ب‚ٌ‚¾‚µپA‚»‚ꂾ‚ء‚½‚çژہگر‚ج‚ ‚éKSGER‚©Quicko‚جSTM32‚ج‚â‚آ”ƒ‚¦‚خ‚و‚©‚ء‚½‚ٌ‚¶‚لپH
ڈم‚جHandsKit‚جƒٹƒ“ƒNگو‚ج‚â‚آ‚ء‚ؤ7ƒZƒOƒپƒ“ƒgƒfƒBƒXƒvƒŒƒC‚إ‰·“xگف’肵‚©‚إ‚«‚ب‚¢‚ء‚غ‚¢‚µپAƒvƒچƒtƒ@ƒCƒ‹‚à1‚آ‚¾‚¯‚ف‚½‚¢‚¾‚µ
‚ـ‚ ƒnƒ“ƒhƒ‹‚حHandsKit‚ھˆê”شƒJƒbƒR‚¢‚¢‚©‚à‚ث >>149
Œ©‚½–ع“I‚ةƒRƒ“ƒgƒچپ[ƒ‰‚ح
https://www.aliexpress.com:443/item/32836960037.html
‚±‚ج‚ ‚½‚肶‚ل‚ب‚¢‚ج‚©‚بپBڈ¸ˆ³‰ٌکH‚ھ“ü‚ء‚ؤ‚¢‚é‚ئ‚حژv‚¦‚ب‚¢‚µ
’èٹi‚إژg‚¢‚½‚¯‚ê‚خ24V‚ج“dŒ¹‚ھ‚¢‚è‚»‚¤(‚آ‚ـ‚èڈ¤•i‚جگà–¾‚ھگ³‚µ‚‚ب‚¢)
FX-600”ن‚إ‚جƒپƒٹƒbƒg‚ح
پEƒRƒe‚ھŒy‚‚©‚آƒOƒٹƒbƒv‚ئƒRƒeگو‚ج‹——£‚ھ’Z‚گ¸–§چى‹ئ‚ھ‚µ‚â‚·‚¢
پE”M‰ٌ•œ”\—ح‚ھچ‚‚¢
‚ ‚½‚è‚©‚بپB‚½‚¾Œفٹ·‚جƒRƒeگو‚¾‚ئŒمژز‚ھ“¾‚ç‚ê‚é‚©‚حƒoƒNƒ`‚©‚à
>>150
“¯ٹ´ ‚»‚جHandsKit‚ج‚ً‘I‘ً‚µ‚½——R‚ھپA‚؟‚ه‚ء‚ئ‹C‚ة‚ب‚ء‚½
‘OƒXƒŒ‚©‚ç‚ج—¬‚ê‚إ‹»–،‚ھڈo‚½‚ء‚غ‚¢‚ھپAKSGER/QUICKO‚ًٹO‚µ‚½‚ج‚ھ•sژv‹c >>152
‚»‚è‚لˆہ‚¢‚©‚ç
ˆہ‚‚ب‚«‚ل”ƒ‚ي‚ب‚¢ ‚¾‚¢‚ش‘O‚جƒXƒŒ‚ةLED”إ‚ًژg‚ء‚ؤ‚é•û‚à‹ڈ‚ç‚ꂽ‚ج‚إژg‚¦‚ح‚·‚é‚إ‚µ‚ه
پ@‚½‚¾‹C‚ة‚ب‚é‚ج‚حKsgeT12rmini‚¾‚ئ2.5پ~5.5mmƒvƒ‰ƒO‚ئƒvƒ‰ƒOŒ`ڈَ‚ھ
–¾ٹm‚ةŒfژ¦‚³‚ê‚ؤ‚邯‚اپA>144‚ح‰½ڈˆ‚ة‚àڈo‚ؤ‚±‚ب‚¢‚ج‚إ
–{“–‚ةژèژ‚؟ACƒAƒ_ƒvƒ^‚إژg‚¦‚é‚ج‚©‹^–â
(‚ـ‚ چ‡‚ي‚ب‚‚ؤ‚àƒvƒ‰ƒOŒًٹ·‚·‚è‚ل—ا‚¢‚¯‚ا‚³پj ‚س‚قپAˆہ‚¢’†‰طT12‚ء‚ؤ‚¾‚¯‚ب‚ج‚©
‚»‚ê‚ب‚çƒnƒ“ƒhƒ‹ˆê‘جŒ^‚إˆہ‚¢‚ج‚à‚ ‚é
https://i.imgur.com/xyQX12h.jpg —ل‚ة‚و‚ء‚ؤ‰·’²‚ب‚µ‚جƒpƒڈپ[ƒRƒ“ƒgƒچپ[ƒ‰‚¾‚¯‚¾‚ء‚½‚肵‚ؤپB T12‚ًژg‚ء‚ؤ‚»‚ٌ‚ب‚±‚ئ‚ح‚·‚é‚ـ‚¢‚ئژv‚¤‚ج‚ح’†‰ط‚ئ‚¢‚¤‚à‚ج‚ً‚ي‚©‚ء‚ؤ‚¢‚ب‚¢‚ئ‚¢‚¤‚ׂ«‚إ‚ ‚낤پB
‰½‚ب‚çŒںچ¸‚ة—ژ‚؟‚½T12‚ًژg‚ء‚ؤ‚¢‚é‚©‚à‚µ‚ê‚ب‚¢پB T12Œفٹ·ƒXƒeپ[ƒVƒ‡ƒ“‚ً’²‚ׂؤ‰tڈ»— ‚ج•½‚½‚¢ٹî”آ‚ًŒ©‚½‚ھٹك‹ï‚ف‚½‚¢‚ب‚¾‚ب >>158
ژg‚ي‚ê‚ؤ‚¢‚é•”•i‚ح’´’لON’ïچR‚جPch MOSFET‚¾‚ء‚½‚è
ƒچپ[ƒmƒCƒYƒIƒyƒAƒ“ƒv‚¾‚ء‚½‚è‚إٹك‹ïŒü‚¯‚إ‚ح‚ب‚¢‚ب
Œ^”ش‚©‚炵‚ؤƒfƒBƒXƒRƒ““™‚ج–َ‚ ‚è•i‚ًˆہ‚ژd“ü‚ê‚ؤ‚«‚½ٹ´‚ح‚ ‚é‚ھ ‘OƒXƒŒ‚إڈo‚ؤ‚¢‚½ˆê‘جŒ^‚جƒfƒBƒXƒvƒŒƒC•t‚«T12ƒRƒ“ƒgƒچپ[ƒ‰
ttp://rio2016.5ch.net/test/read.cgi/denki/1624720189/914
‚ً”ƒ‚ء‚ؤ‚ف‚½پBƒRƒeگو‚حD16‚ئKR‚ً‘I‘ًپBƒZƒ‰پ[‚حپھ‚ئˆل‚¤ڈٹ
ƒ}ƒCƒRƒ“پFSTC 15F2K32S2(گطچيچ—L‚è)
ƒZƒ“ƒXƒAƒ“ƒvپFTI LM358
ƒqپ[ƒ^ƒhƒ‰ƒCƒoپFALPHA&OMEGA AO4409
24V‚جچ‚ڈo—ح“dŒ¹ƒAƒ_ƒvƒ^‚حژ‚ء‚ؤ‚¢‚ب‚¢‚ج‚إNEC ADP82(19V/8.16A)‚ًژg—p
FX-950‚ئ”ن‚ׂé‚ئƒAƒ“ƒ_پ[ƒpƒڈپ[‚بٹ´‚ھ‚ ‚邯‚ا“dˆ³•s‘«‚ج‚¹‚¢‚©‚بپH
‚à‚؟‚ë‚ٌ‰ء”Mژٹش‚ً‰„‚خ‚µ‚ؤ‚àٹî”آ‚ھڈإ‚°‚é‚و‚¤‚ب‚±‚ئ‚ح‚ب‚¢
چ‚‚‚ؤ‚à2گç‰~’ِ“x‚¾‚µپA”ٌ‰·’²‚جƒnƒ“ƒ_ƒSƒe‚ًژg‚¤‚‚ç‚¢‚ب‚ç
—vˆêچH•v‚إ‚àڈإ‚°‚éƒٹƒXƒN‚ھŒ¸‚邾‚¯ƒ}ƒV‚بٹ´‚ ‚é.
چ،•—‚¾‚ئUSBPD 100W‚©‚ç20V/5A‚à‚ç‚ء‚ؤپA‚±‚ê‚ً24V‚ة‚·‚éڈ¸ˆ³‰ٌکH‚ة
ڈ_‚ç‚©‚¢ƒPپ[ƒuƒ‹‚ً‘g‚فچ‡‚ي‚¹‚é‚ج‚ھژg‚¢‚â‚·‚»‚¤‚©‚ب
پE‰·“x•\ژ¦‚ح‰ِ‚µ‚Œآ‘جچ·‚à‘ه‚«‚¢پH
پE‰·’²گ§Œنژ©‘ج‚ة‘ه‚«‚ب–â‘è‚ح‚ب‚³‚»‚¤
پEچZگ³‹@”\‚ج“®چى‚ھ‚و‚”»‚ç‚ب‚¢
پE‘g‚ف—§‚ؤ‚ھ‰ِ‚µ‚¢Œآ‘ج—L‚è(پ¦1)
پEƒmƒu‚ھƒ`ƒƒƒ^‚è‚â‚·‚¢
پEƒmپ[ƒgPC‚ج“dŒ¹ƒAƒ_ƒvƒ^‚ًژg—p‚µ‚½ڈêچ‡ƒPپ[ƒuƒ‹‚ھŒإ‚¢‚ج‚إژو‚è‰ٌ‚µ‚ھˆ«‚¢
پEƒRƒeگو‚حƒچپ[ƒŒƒbƒg‚إŒإ’èپBƒXƒeپ[ƒVƒ‡ƒ“Œ^‚ف‚½‚¢‚ةƒڈƒ“ƒ^ƒbƒ`‚جŒًٹ·‚حڈo—ˆ‚ب‚¢
پEFX-950‚جƒRƒe‘ن‚ة‚ز‚ء‚½‚èژû‚ـ‚é
پ¦1پ@چw“ü‚µ‚½2–{‚ج“à1–{‚ھT12‚ئ‚جƒRƒ“ƒ^ƒNƒg‚جژو‚è•t‚¯‚ھƒCƒ}ƒCƒ`‚إƒVƒ‡پ[ƒg‚µ‚»‚¤‚¾‚ء‚½
پ@پ@پ@پ@•ھ‰ً‚µ‚ؤƒnƒ“ƒ_‚ً—n‚©‚µ‚ؤ’²گ®‚µ‚½‚ç‰ü‘P‚µ‚½ >>160
‰³
‚µ‚©‚µ
USBڈ[“dٹي‚حچإ‘هڈo—حچإ’·‚إ‚à30•ھ‚àڈo‚³‚ب‚¢‘O’ٌ‚جچى‚è‚ھ‚ظ‚ئ‚ٌ‚ا‚ب‚ج‚إ
YOU‚â‚ء‚؟‚ل‚¢‚بYOU‚ئŒ¾‚¤‚ج‚حژ–Œج‚جŒ³‚¾‚ئژv‚¤‚ج‚إ‚· ƒٹƒtƒچپ[کF‚ًچى‚낤‚©‚ئچl‚¦‚½‚¯‚اپA
‹كڈٹ‚إڈ—ت‚جƒNƒٹپ[ƒ€”¼“c‚ًˆµ‚ء‚ؤ‚é“X‚ھŒ©‚آ‚©‚ç‚ب‚¢پB
100g’´‚ب‚ٌ‚ؤٹْŒہ“à‚ةژg‚¢گط‚ê‚ـ‚¹‚ٌ‚وپB
ˆ¤’mگ¼•”ڈZ‚ـ‚¢‚إ‚·پB >>161
ƒRƒeگو‚جژd—l‚إ‚ ‚é70W‚حƒsپ[ƒN’l‚إ‚·‚µ‰·’²گ§Œن‚ة‚و‚蕽‹د‚ح‚à‚ء‚ئ‰؛‚ھ‚é‚ج‚إ‚ح
‚à‚؟‚ë‚ٌڈo—ˆ‚جˆ«‚¢گ»•i‚¾‚ئٹْ‘ز’ت‚è‚ة‹‹“d‚µ‚ؤ‚‚ê‚ب‚¢‰آ”\گ«‚ح‚ ‚è‚ـ‚·‚ھ >>163
ˆê”ت“I‚بڈ¬‚³‚¢USBڈ[“dٹي‚إ‚â‚낤‚ئ‚·‚é‚ئ”Mƒ_ƒŒ‚·‚邾‚낤‚ب
”Mƒ_ƒŒ‚·‚é‚ئƒZپ[ƒtƒeƒBپ[“‚¢‚ؤڈo—ح—ژ‚ئ‚µ‚ؤ‚ن‚‚ج‚إڈ[“dٹي“®چى‰ِ‚µ‚‚ب‚é‚ئژv‚¤
‚ٌ‚إ‚±‚±‚إ
Pentium CPU‚جƒWƒŒƒ“ƒ}‚ًژv‚¢ڈo‚µ‚½
‹K’è’lƒNƒچƒbƒN“®چى‚µ‚ؤ‚¢‚ؤ‚à•ْ”Mٹش‚ةچ‡‚ي‚ب‚¢‚½‚كƒNƒچƒbƒN‚ً‰؛‚°‚é
—₦‚½‚ج‚إƒNƒچƒbƒNڈم‚°‚و‚¤‚ئ‚·‚é‚à‚ـ‚½‚à‚â•ْ”Mٹش‚ةچ‡‚ي‚ب‚‚ب‚é
ƒGƒ“ƒhƒŒƒX ‘OƒXƒŒ‚إƒ‚ƒoƒCƒ‹ƒoƒbƒeƒٹپ[‚ئ‘g‚فچ‡‚ي‚¹‚ؤ‚¢‚éگl‚ھ‚¢‚ـ‚µ‚½‚ھپA‚»‚ج‚و‚¤‚ب—p“r‚ب‚ç
—L—ح‚بŒَ•â‚جˆê‚آ‚ة‚ب‚é‚ئژv‚¢‚ـ‚·
ƒ|پ[ƒ^ƒuƒ‹Œü‚¯‚ًوگ‚¤ƒnƒ“ƒ_ƒSƒe‚ج‘½‚‚حڈo—ح‚ھڈ¬‚³‚‰·’²‹@”\‚à•t‚¢‚ؤ‚¢‚ـ‚¹‚ٌ‚ھ
‚±‚ê‚ب‚çUSB PD‚جچإ‘ه“dˆ³‚إ‚ ‚é20V‚إژg‚ء‚ؤ‚àچإ‘ه50W’ِ“x‚جڈo—ح‚ھ“¾‚ç‚ê‚é‚ح‚¸
ƒRƒeگو‚ھ‰ك”M‚µ‚ب‚¢‚ج‚إکA‘±“I‚بƒnƒ“ƒ_•t‚¯‚à“ï‚ب‚ڈo—ˆ‚ـ‚·‚µچى‹ئگ«‚ح—ا‚¢•û‚إ‚µ‚ه‚¤
>>164
•½‹د‚µ‚½‚ç50W‚àچs‚©‚ب‚¢‚ئژv‚¢‚ـ‚·‚µ
ttps://pc.watch.impress.co.jp/docs/topic/feature/1360138.html
‚±‚ج‚ ‚½‚è‚ًŒ©‚éŒہ‚è‘eˆ«‚إ‚ب‚¢100W‹‰‚جڈ[“dٹي‚ب‚ç‘هڈن•v‚»‚¤‚ةŒ©‚¦‚ـ‚·‚¯‚ا‚ث
60W‹‰‚â45W‹‰‚¾‚ئ“d—ح•s‘«‚جڈم‚ةƒIپ[ƒoپ[ƒqپ[ƒg‚·‚éŒآ‘ج‚ھڈo‚ؤ‚«‚»‚¤‚إ‚·‚ھ >>165
“d‹CچHچى‚حژï–،‚¾‚©‚ç‚»‚¤‚¢‚¤‚ج‚à—ا‚¢‚ئژv‚¤
‚إ‚·‚ھUSBto24V•دٹ·ٹî”آ‚ًٹش‚ة1‚آ’ا‰ء‚·‚é‚ٌ‚¾‚و‚ث
24V•دٹ·ٹî”آ‚إ50W‚â70W’ت‚·‚ئ‰ء”M‚µ‚ب‚¢‚¾‚낤‚©
ٹî”آ‚ً•ْ”Mگ«‚ج—ا‚¢ƒPپ[ƒX‚ة‰ءچHژو•t
IN/OUTƒPپ[ƒuƒ‹گع‘±‚à‚إ‚«‚é‚و‚¤‚ة‚µ‚½‚è‚·‚é‚ج‚¾‚낤‚©‚ئ‚¢‚ë‚¢‚ë‹C‚ة‚ب‚ء‚½
ٹù‚ة‚â‚ء‚ؤ‚éگوگl‚ئ‚©‚¨‚é‚ٌپH >>166
ژ©•ھ‚àچ\‘z’iٹK‚إ‚·‚ھ
پE‘¹ژ¸‚ًچإڈ¬Œہ‚ة‚·‚邽‚ك“¯ٹْژ®ƒuپ[ƒXƒgƒRƒ“ƒoپ[ƒ^‚ئ‚·‚é
پEƒXƒCƒbƒ`ƒ“ƒO‘fژq‚ح5mƒ¶‚ً‰؛‰ٌ‚é’´’لON’ïچR‚جMOSFET‚ً—p‚¢‚é
پEڈ¸ˆ³•‚ح—~’£‚ç‚ب‚¢پBچإ’ل‚إ‚à19V’ِ“x‚ج‹ں‹‹‚ً‘O’ٌ‚ئ‚·‚é
پEUSBڈ[“dٹي‚©‚ç‚ج‹‹“d‚إڈo—ح‚ً‰؛‚°‚é•K—v‚ھ‚ ‚éڈêچ‡‚حPPS‚إ“dˆ³‚ًگ§Œہ‚·‚é
‚»‚ٌ‚ب“sچ‡‚ج—ا‚¢ڈ¸ˆ³ƒ‚ƒWƒ…پ[ƒ‹‚ح‚ب‚³‚»‚¤‚¾‚µˆêژ®ژ©چى
M2.ƒ|پ[ƒ^ƒuƒ‹SSD‚جƒPپ[ƒX‚ج’†‚ةˆêژ®“ü‚ê‚ؤƒXƒCƒbƒ`ƒ“ƒO‘fژq‚حƒPپ[ƒX–§’…‚إ•ْ”M
USB Type-C‚©‚çژَ“d‚µƒRƒeŒü‚¯‚ةڈ_‚ç‚©‚¢ƒPپ[ƒuƒ‹‚ًگ¶‚â‚·ٹ´‚¶‚إƒCƒپپ[ƒW‚µ‚ؤ‚¢‚ـ‚· 24V•دٹ·ٹî”آ‚ء‚ؤڈ‚µ•\Œ»ˆ«‚©‚ء‚½‚ث
USB“dŒ¹‚ھ24Vڈo—ح‚³‚¹‚邽‚ك‚جگMچ†ڈo—حٹî”آ
‚¢‚₱‚ꂾ‚ئ’·‚¢‚ي
•پ’ت‚ا‚¤‚¢‚¤Œ¾—tژg‚¤‚ٌ‚¾‚ë
ژ؟—ت–@‘¥‚ف‚½‚¢‚بٹ´‚¶‚إڈ¬‚³‚·‚¬‚é‚ج‚ح–³’ƒ‚³‚¹‚ç‚ê‚ٌ‚ئژv‚ء‚ؤ‚鉴‚ھŒأ‚¢‚ج‚©‚à‚ب >>168
USB PD 3.0‚جچإ‘هڈo—ح“dˆ³‚ح20V‚¾‚©‚ç24V‚ھ•K—v‚ب‚çژَ“d‘¤‚إڈ¸ˆ³‚·‚é•K—v‚ھ‚ ‚é‚ث
USB PD ERP‚حچإچ‚48V‚炵‚¢‚ج‚إ’¼‚إ24V‚à‚炦‚é‚©‚à‚µ‚ê‚ب‚¢‚¯‚اٹY“–‚·‚éگ»•i‚ح‚ـ‚¾–³‚¢‚ح‚¸ 19V‚¾‚ئ’PڈƒŒvژZ‚إ45W‚إ‚·‚©‚ثپA70W”ن‚إƒpƒڈپ[•s‘«‚ئٹ´‚¶‚é‚ج‚ح‚»‚ج’ت‚è‚©‚ئ
‚إپA’†‰طT12ƒRƒeگو‚جŒآ‘جچ·‚ح‚©‚ب‚è‚ ‚è‚ـ‚·‚و
>>160‚جLEDƒ^ƒCƒv‚إژہ‘ھ‚µ‚ؤ‚ف‚½‚ئ‚±‚ë
ƒRƒe‚ً320پژگف’èپAKŒ^‚إژہ‘ھ–ٌ350پژپABC2Œ^‚إ–ٌ300پژ‚ئژہ‚ة50پژ‚àƒYƒŒ‚ھپc
‚³‚·‚ھ‚ةƒRƒŒ‚¾‚¯ƒYƒŒ‚ؤ‚¢‚é‚ئ—n‚¯‹ïچ‡‚جٹ´ٹo‚à‚ ‚«‚ç‚©‚ةˆل‚¤‚ج‚إپAƒRƒeگو‰·“xŒv‚ح‚ ‚ء‚½•û‚ھ—ا‚¢‚إ‚·
https://i.imgur.com/ojVtQwP.jpg
https://i.imgur.com/ZMM66Bp.jpg >>170
‚ح‚ء‚±پ[ڈƒگ³‚ج‰·“xŒvژ‚ء‚ؤ‚ٌ‚ج‚©پ[‚¢‚¢‚بپ[ ‚ـ‚ ‰·“xŒv‚ھ‚ب‚¢‚ئژn‚ـ‚ç‚ب‚¢‚ئŒ¾‚ء‚ؤ‚¢‚¢ >>170
‚±‚ج”M“d‘خ‚ھ‚خ‚ء‚آپ[‚ٌ‚ئگط‚ê‚é‚ٌ‚إ‚·‚و‚ث ژg—p‚·‚é‚ح‚ٌ‚¾‚ج—n‚¯‚â‚·‚³‚إچإڈI”»’f‚µ‚ؤ‚é
‚¾‚ھ‰·“xŒ©‚ê‚é‚ج‚ح—ا‚¢‚ث
”ٌگعگGŒ^‚ج‚ئ‚©”M“d‘خ‰·“xŒv‚إ500“x‚ـ‚إچs‚¯‚é‚ج‚»‚ê‚ب‚è‚ة‚ ‚è‚»‚¤‚â‚ث —L‰”ƒnƒ“ƒ_‚ب‚ç“؛گH‚ي‚ê‚ھŒƒ‚µ‚¢‚ي‚¯‚إ‚à‚ب‚¢‚إ‚·‚µƒRƒeگو‚ج‰·“x‚حپuٹî”آ‚ھڈإ‚°‚ب‚¢’ِ“xپv‚ئ‚©
پuƒnƒ“ƒ_‚ج—n‚¯•û‚ًŒ©‚ؤپv‚‚ç‚¢‚¨‚¨‚´‚ء‚د‚إ‚à‘ه‚«‚ب–â‘è‚ح‚ب‚¢‚ج‚إ‚ح
–³‰”ƒnƒ“ƒ_‚حچ‚‚ك‚ج‰·“x‚ھ•K—v‚بڈم‚ةڈ‚ب‚©‚炸“؛گH‚ي‚ê‚ھ‚ ‚艷“x‚ًڈم‚°‚·‚¬‚é‚ئ
“؛گH‚ي‚ê‚ھ‰ء‘¬‚·‚é“sچ‡ڈمƒRƒeگو‰·“xŒv‚ھ—~‚µ‚¢‚إ‚·‚ثپB‚à‚µ‚‚ح’ل“؛گH‚ي‚ê‚ًوگ‚¤ƒnƒ“ƒ_‚ًژg—p‚·‚é‚ئ‚©
‚ ‚ئUEW‚جƒnƒ“ƒ_ƒپƒbƒL‚ح350پژ‚‚ç‚¢–³‚¢‚ئ•t‚©‚ب‚¢‚ح‚¸‚ب‚ج‚إژQچl‚ة‚ب‚é‚©‚à
>>170
‚»‚جƒ^ƒCƒv‚àژژ‚µ‚ؤ‚ف‚و‚¤‚©‚ب‚ںپEپEپE ”ٌگعگGŒ^500“x‚ـ‚إ‘ھ‚ê‚鉷“xŒv‚ء‚ؤ‘ھ’è‚ةژg‚¦‚éپH ”ٌگعگG‰·“xŒv‚ء‚ؤگ¸“xˆ«‚¢ƒCƒپپ[ƒW‚ھپEپEپE”M“d‘خ‰·“xŒv‚ج•û‚ھ—ا‚³‚»‚¤ ”ٌگعگG‚ء‚ؤ•ْژث‰·“xŒvپH
‚ ‚ê‹à‘®Œُ‘ٍ‚جڈٹ‚¾‚ئگF“h‚ء‚ؤ‘ھ‚é‚ٌ‚¾‚ء‚½‚و‚¤‚ب >>178
>گF“h‚ء‚ؤ‘ھ‚é
‚»‚ê‚ء‚ؤژہŒ»چ¢“‚©‚ç•ْژث—¦‚ً“K“–‚ةگف’肵‚ؤ‘ھ‚éپA‚»‚ê‚ھگ¸“x‚ھˆ«‚¢ژه‚بŒ´ˆِ
‚ـ‚½ڈ¬‚³‚ب‚à‚ج‚ج‘ھ’è‚ح•sŒü‚«‚¾‚©‚ç‚ا‚ج‚ف‚؟ڈ¬ژèگو‚ج‘ھ’è‚ة‚حŒü‚¢‚ؤ‚¢‚ب‚¢ ‚±‚ê‚ًژ‚ء‚ؤ‚ـ‚·‚ھپAƒRƒeگو‰·“xŒv‚ئ‚µ‚ؤ‚ح–³—p‚ج’·•¨
https://www.mothertool.co.jp/products/mt-7/
‹·‚¢•”•ھ‚إ‰·“xچ·‚ھ‘ه‚«‚¢‚ئ‚±‚ë‚ًƒsƒ“ƒ|ƒCƒ“ƒg‚إ‘ھ‚é‚ج‚ة‚ح•sŒü‚«
ƒŒƒ“ƒY‚إڈإ“_چ‡‚ي‚¹‚é‚و‚¤‚بƒ‚ƒm‚¾‚ء‚½‚ç‚إ‚«‚é‚©‚à‚µ‚ê‚ب‚¢ •ْژثŒ^‚إƒRƒeگو‚جƒsƒ“ƒ|ƒCƒ“ƒg‚ً‘ھ‚é‚ج‚ح–³—‚ ‚é‚ثپB
‚»‚ê‚ًژg‚¤‚®‚ç‚¢‚ب‚çپAƒeƒXƒ^پ[‚ج”M“d‘خ‰·“xŒv‚ج•û‚ھ‚ ‚ؤ‚ة‚ب‚è‚»‚¤پB
ƒeƒXƒ^پ[•t‘®‚ج”M“d‘خ‚ح‘¾‚¢‚¯‚اپA‚ب‚ٌ‚ب‚çƒnƒbƒRپ[‚جƒZƒ“ƒTپ[‚ًژg‚ء‚ؤ‚à‚¢‚¢‚µپA
’ِ“x‚ة‚و‚邯‚اŒµ‚µ‚¢گM—ٹگ«‚ً‹پ‚ك‚ب‚¢‚ب‚牄’·—p‚ج”M“d‘خگü‚ب‚çچׂ‚ؤˆہ‚¢‚ج‚à‚ ‚邵پB ˆب‘O‚حگشٹOگüƒXƒ|ƒbƒg‰·“xŒvپA—v‚·‚é‚ة•”•i‚ج‰·“x‚ًƒsƒ“ƒ|ƒCƒ“ƒg‚إ‘ھ‚é‚à‚جپA‚ھ‚ ‚ء‚½‚ٌ‚إ‚·‚¯‚ا
چ،‚حƒfƒBƒXƒRƒ“‚ة‚ب‚ء‚؟‚ل‚ء‚ؤ‚¢‚é‚ثپAٹî”آ‘S‘ج‚ج‰·“x‚ً‘ھ‚éپA‰و–ت‚إŒ©‚éپA‚ج‚ھژه—¬‚ة‚ب‚ء‚½‚©‚ç‚ث ƒnƒ“ƒ_‚أ‚¯“‚·‚¬‚ؤ‹ƒ‚¢‚½
“dژqچHچى‚âٹî”آ‚¢‚¶‚肵‚ؤ‚éگl‚½‚؟‚ء‚ؤ‚ف‚ٌ‚بƒnƒ“ƒ_‚أ‚¯‚â‚é‚ٌ‚¾‚و‚ثپH
‚ا‚¤‚·‚ê‚خƒnƒ“ƒ_‚أ‚¯—ح‚حڈم’B‚·‚é‚ٌ‚¾پH
YouTube‚إ“dژqچHچىŒn‚ج“®‰وŒ©‚ؤ‚½‚çƒnƒ“ƒ_‚أ‚¯‚ب‚ٌ‚ؤˆêڈu‚جƒ_ƒCƒWƒFƒXƒg‚جˆê–‹‚ف‚½‚¢‚بٹ´‚¶‚إ•ذ•t‚¯‚é‚©‚çٹب’P‚بچى‹ئ‚ج‚و‚¤‚ةŒ©‚¦‚ؤ‚½‚¯‚ا
‚¢‚´ژ©•ھ‚إژہچغ‚ة‚â‚ء‚ؤ‚ف‚½‚çژè‚ھƒvƒ‹ƒvƒ‹گk‚¦‚ؤ‘_‚¢’è‚ـ‚ç‚ب‚¢‚ي‘¼‚ج‚ئ‚±‚ë‚ئƒuƒٹƒbƒW‚·‚é‚يٹî”آڈإ‚ھ‚·‚ي‚إ“‚·‚¬‚ؤ‹ƒ‚«‚»‚¤‚ب‚ٌ‚¾‚¯‚ا
‚±‚ê“d‹C‚ئ‚©‰ٌکH‚ئ‚©•¨چى‚è‚ج’m“IچDٹïگS‚ف‚½‚¢‚ب‚à‚ج‚ة‘خ‚µ‚ؤ
‚»‚ê‚ًٹ®گ¬‚³‚¹‚邽‚ك‚ج‰ك’ِ‚إƒnƒ“ƒ_‚أ‚¯‚¾‚¯‚ـ‚ء‚½‚•ت•ھ–ى‚©‚ç‚جژèگو‚جٹي—p‚³‚ً‹}‚ة‹پ‚ك‚ç‚ê‚é‚©‚ç‚آ‚ç‚¢
ƒ}ƒW‚إŒب‚جƒnƒ“ƒ_‚أ‚¯ƒXƒLƒ‹Œüڈم‚³‚¹‚ب‚¢‚ئچى‚肽‚¢‚ئچl‚¦‚½•¨‚³‚¦چى‚ê‚ب‚¢‚©‚çƒnƒ“ƒ_‚أ‚¯‚إ‚«‚é‚و‚¤‚ة‚ب‚肽‚¢ ٹµ‚ê‚ب‚¢چى‹ئ‚ح’N‚إ‚àƒvƒ‹ƒvƒ‹‚·‚é
‚»‚ê‚ح‚ح‚ٌ‚¾•t‚¯‚ةŒہ‚炸پAگl‘ج‚ج‹@چ\“Iگ§–ٌپB
ٹµ‚ê‚إ–ع“I“®چى‚ة•s—v‚ب‹ط“÷‚ض‚آ‚ب‚ھ‚éگ_ŒoŒoکH‚ً
ڈ™پX‚ة—}گ§‚إ‚«‚é‚و‚¤‚ة‚ب‚ء‚ؤ‚¢‚ء‚ؤƒvƒ‹ƒvƒ‹‚µ‚ب‚‚ب‚ء‚ؤ‚¢‚‚±‚ئپA
‚±‚ê‚ھڈKڈn‚ئ‚©ٹµ‚ê‚ئ‚©Œ¾‚ي‚ê‚éچى‹ئپB‚ب‚ê‚ê‚خƒvƒ‹ƒvƒ‹‚µ‚ة‚‚‚ب‚é
‚µ‚©‚µپA‚ح‚ٌ‚¾•t‚¯‚ةپ@‚ب‚ê‚ؤ‚éگl‚إ‚àپA‚»‚ê‚إ‚àƒvƒ‹ƒvƒ‹‚·‚éژ–‚ح‚ ‚ء‚ؤ
‚»‚ê‚حٹµ‚ê‚ب‚¢ژpگ¨‚âٹp“x‚إچى‹ئ‚ً‹‚¢‚ç‚ê‚ꂽژپBڈم‹LƒپƒJƒjƒYƒ€‚¾‚©‚ç“–‘RپB
ˆہ’肵‚½•iژ؟‚إ‚ح‚ٌ‚¾•t‚¯‚·‚é‚ب‚çٹî”آ‚ًŒإ’è‚·‚é•û–@پA
ƒRƒe‚ًژ‚آژè‚ًژx‚¦‚éژèژٌ‚ً•‚‚©‚¹‚¸‚ةٹ÷‚âژxژ‘ن‚ةڈو‚¹‚½‚è
ƒRƒe‚ًژ‚آژè‚جڈ¬ژw‚â–ٍژw‚ًگL‚خ‚µ‚ؤٹî”آ‚ةگG‚êٹp“x‚ً•غ‚آ‚ب‚ا‚ج
‚»‚جگl‚ب‚è‚جƒRƒc‚âچH•v‚جگد‚فڈd‚ث‚ھ’n–،‚ةŒّ‚پB
‰·‚كژn‚ك‚ؤ‚©‚ç‚جƒcƒ„‚ج•د‰»پA
ƒ„ƒj“ü‚èƒnƒ“ƒ_‚ج‰ŒپA
ژ…ƒnƒ“ƒ_‚ج‘—‚è—تپA
‚»‚ê‚ç‚جƒ^ƒCƒ~ƒ“ƒOپA‚ب‚ا‚جگد‚فڈd‚ث‚¾‚¯‚ا
ژ©•ھ‚إژ¸”s‚ًڈd‚ث‚ؤژژچsچِŒë‚ً‚·‚é‚ج‚à—L‰v‚¾‚¯‚ا
“®‰و‚إ‚¤‚ـ‚¢گl‚ج‚ًŒ©‚ؤژہ—ل‚ًŒ©‚é‚ج‚à‚¢‚¢—ûڈK•û–@‚¾‚ئژv‚¤‚¸پEپEپE ’Z‚ك‚جƒRƒe‚ً‘I‚ش‚ئ‚¢‚¢پA‚ئ‚حژv‚¤‚¯‚اپA‚½‚ئ‚¦‚خ20cm‚®‚ç‚¢‚جƒhƒ‰ƒCƒoپ[‚ج•؟‚ج’[‚ء‚±‚ً‚آ‚ـ‚ٌ‚إپA
”½‘خ‘¤‚جگو’[‚ً‘_‚ء‚½ƒ|ƒCƒ“ƒg‚ةƒ^ƒbƒ`‚·‚é‚ئ‚©‚â‚ء‚ؤ‚ف‚é‚ئپAŒآگlچ·‚ح‚ ‚é‚ثپB
‘_‚ء‚½‚ئ‚±‚ë‚ةƒRƒeگو‚ً’u‚‚±‚ئ‚³‚¦‚إ‚«‚ê‚خپAڈمژè‚بگl‚جچى‹ئ‚ً–ع‚ج‘O‚إŒ©‚ê‚خڈم’B‚ح‘پ‚¢‚ئژv‚¤‚ج‚¾‚¯‚اپB ƒsƒbƒ`‚ھچׂ©‰ك‚¬‚ؤŒ©‚¦‚ب‚¢پI >>183
‚ح‚ٌ‚¾‚±‚ؤ‚ًFX600‚ة‚µ‚ؤ‚±‚ؤگو‚ًC12‚ة‚إ‚à‘ض‚¦‚ê‚خ
ƒh‘fگl‚إ‚àچإڈ‰‚©‚çˆê”‚إ‚آ‚‚و‚¤‚ة‚ب‚éƒnƒ“ƒ_‚â—nگع‚ح‹@چق‚ھڈo—ˆ‚ج‚Xٹ„•ûچ¶‰E‚·‚é‚و >>183
>ٹî”آڈإ‚ھ‚·‚ي
‚±‚ج‚ ‚¢‚¾‚جگl‚ئ“¯‚¶‚إڈ¬ژèگو‚ةƒnƒ“ƒ_‚ھڈو‚ء‚ؤ‚¢‚ب‚¢پi”G‚ê‚ؤ‚¢‚ب‚¢پj‚ٌ‚¶‚ل‚ب‚¢
‚»‚¤‚¾‚ئ‚·‚ê‚خپAڈ¬ژèگومY—ي‚ة‚µ‚ؤ‹¤ڈ»ƒnƒ“ƒ_‚ة‚·‚ê‚خ‚»‚ê‚إ‰ًŒˆ
‚»‚±‚ـ‚إ‘fگl‚¶‚ل‚ب‚¢‚ئ‚·‚ê‚خ189‚©‚ب >>188
کVٹل‹¾‚ً”ƒ‚ي‚¸‚ةƒnƒYƒLƒ‹پ[ƒy”ƒ‚¤‚ظ‚ا‚ة‰ù‚ة—]—T‚ھ‚ ‚é‚ب‚ç
ژہ‘جŒ°”÷‹¾‚à‰½‹C‚ة•ض—ک‚و‚بپEپEپE
•”•i”z’u‚ة‚و‚ء‚ؤ‚حژg‚¦‚ب‚¢ڈَ‹µ‚à‚ ‚邯‚ا‚àپG
(”{—¦چ‚‚¢‚ئ‰½‹C‚ة‘œ‚ھˆأ‚‚ب‚é‚©‚çڈئ–¾‚àƒPƒ`‚炸‚ة”ƒ‚¤‚©•âڈ•ڈئ–¾—pˆس‚µ‚ـ‚¹‚¤)
>>190
‹¤ڈ»ƒnƒ“ƒ_—p‚ج‹@ٹي‚إ‰”ƒtƒٹپ[ƒnƒ“ƒ_‚ة’§‚ٌ‚إ‚¢‚é‰آ”\گ«‚à”÷ƒŒ‘¶پEپEپE ‚ح‚ٌ‚¾‚ھ‚¤‚ـ‚ڈو‚ç‚ب‚¢پA‚ء‚ؤکb‚حپA‚¤‚ـ‚ڈو‚ç‚ب‚¢—lژq‚جژتگ^‚â
“®‰و‚ھ‚ ‚邾‚¯‚إ‚àپA‚©‚ب‚è“Iٹm‚بƒAƒhƒoƒCƒX‚ھ“¾‚ç‚ê‚é‚ح‚¸پB
ٹî”آ‚ھڈإ‚°‚é‚ج‚ح‰·“x‚ھچ‚‚·‚¬‚ب‹C‚ھ‚·‚éپB
ژè‚ھگk‚¦‚é‚ج‚ح‚¢‚©‚ٌ‚ئ‚à‚µ‚ھ‚½‚¢‚ھپA‚؟‚ل‚ٌ‚ئŒ©‚¦‚ؤ‚é‚ج‚©‚ب? ƒnƒYƒLƒ‹پ[ƒy”ƒ‚¤‚ب‚炱‚ء‚؟”ƒ‚ء‚½•û‚ھچK‚¹‚ة‚ب‚ê‚é‚ئژv‚¤
ttps://www.%61mazon.co.jp/dp/B07P6FWT47 ‚ح‚ٌ‚¾ڈo—ˆ‚ب‚¢‚ئŒ¾‚¤‘fگl‚ج‚ظ‚ئ‚ٌ‚ا‚ھƒSƒ~‚ح‚ٌ‚¾‚±‚ؤژg‚ء‚ؤ‚é‚ي‚ب
100‰~ƒVƒ‡ƒbƒv‚âƒzƒ€ƒZƒ“‚إ‚¢‚¢‰ءŒ¸‚ب‚ج”ƒ‚ء‚½‚ئ‚©‚ث
ژں‚ة‘½‚¢‚ج‚ھƒpƒ“ƒ_‚ً’e‚ڈَ‘ش‚إژg‚¨‚¤‚ئ‚µ‚ؤ‚é
ڈ‰گSژز‚ح”»’f‚إ‚«‚é‚ظ‚ا‚ج’mژ¯‚ھ‚ب‚¢‚©‚炵‚لپ[‚ب‚¢‚ث
”»’f‚إ‚«‚éچ ‚ة‚ح—ا‚¢‹@چقژg‚ء‚ؤ‚é‚و‚ث ƒcƒLƒmƒڈپu‚¨‚ـ‚¦‚³‚ںپA”’چ•‚إ‰ڈ‹Nˆ«‚¢‚ٌ‚¾‚و‚ب‚ںپEپEپEپv
ƒqƒOƒ}پu’|ڈL‚¢‚ٌ‚¾‚وپ@‚ ‚ء‚؟چs‚¯‚وپEپEپEپv
ƒAƒ‰ƒCƒOƒ}پuƒVƒbƒVپIپv
پ@پ«
‘هŒF”LپuپiپGƒضپGپjجقـ¯پv >>183
ƒnƒ“ƒ_•t‚¯‚µ‚ؤ‚¢‚镨‚ئƒnƒ“ƒ_•t‚¯‚ةژg—p‚µ‚ؤ‚¢‚é‹@چق‚جژتگ^‚ًژN‚µ‚½•û‚ھ“Iٹm‚بƒAƒhƒoƒCƒX‚ً“¾‚â‚·‚¢‚ٌ‚¶‚ل‚ب‚¢‚©‚ب
•sڈ\•ھ‚ب’mژ¯‚ئ‹@چق‚ج‚¹‚¢‚إ“ïˆص“x‚ھڈم‚ھ‚ء‚ؤ‚¢‚é‚و‚¤‚ةŒ©‚¦‚é
‚ـ‚ئ‚à‚بٹî”آ‚ئ“Kگط‚ب‰·“x‚ھگف’肳‚ꂽ‰·“x’²گ®‹@”\•t‚«ƒnƒ“ƒ_ƒSƒe‚ب‚ç5•bپA10•b“–‚ؤ‚ؤ‚¢‚ؤ‚àٹî”آ‚حڈإ‚°‚ب‚¢‚و
ttps://godhanda.co.jp/kouza#web
‚±‚ج‚ ‚½‚è‚ً“ا‚ٌ‚إ•×‹‚µ‚½•û‚ھ—ا‚¢‚ٌ‚¶‚ل‚ب‚¢‚©‚ب >>197
ƒAƒhƒoƒCƒX‚µ‚ؤ‚鑤‚ج‚à—~‚µ‚¢‚ب‚— >>198
پu”¼“c•t‚¯پv‚إ“®‰وŒںچُ‚µ‚½‚çپA‚¤‚ـ‚‚إ‚«‚é—ل‚ح‚¢‚‚ç‚إ‚à‚ ‚邵‚ثپB
‚½‚ئ‚¦‚خپA‚±‚êپB
https://www.youtube.com/watch?v=D-R21fMsS5g
ƒjƒNƒچƒ€گüŒ^‚ج—ُ‰؟‚بƒRƒe‚إپA’[ژq‘}“ü•”•i‚ج”¼“c•t‚¯‚ً‚µ‚ؤ‚¢‚éپB
‚ئ‚è‚ ‚¦‚¸‰”—L‚ح‚ٌ‚¾‚إ‚±‚ê‚ئ“¯‚¶‚و‚¤‚ة‚â‚ê‚خ‚؟‚ل‚ٌ‚ئ‚إ‚«‚éپB
ژہچغ‚جŒ©–{‚إ‚àپA“®‰و‚ًŒ©‚ؤ‚إ‚àپu“¯‚¶‚و‚¤‚ة‚â‚ء‚ؤ‚¢‚邯‚ا‚إ‚«‚ب‚¢پv
‚ء‚ؤŒ¾‚ء‚ؤ‚éگl‚ج‘ه”¼‚ھپA‘S‘R“¯‚¶‚و‚¤‚ة‚µ‚ؤ‚ب‚¢پB
ƒRƒeگو‚ھمY—ي‚ةŒُ‚ء‚ؤ‚ب‚¢پA
“®‰و‚ج‚و‚¤‚ة‚ظ‚ٌ‚ج‚è‚إ‚ح‚ب‚‚₽‚牌‚ھ‚à‚‚à‚ڈo‚éپA
ƒRƒeگو‚ة“–‚ؤ‚½”¼“c‚ھ‚µ‚م‚ٌ‚ئƒRƒeگو‚ة“éگُ‚ق‚و‚¤‚ة‰·“x‚ًƒRƒ“ƒgƒچپ[ƒ‹
‚إ‚«‚ؤ‚ب‚¢پA•”•i‚ج‹r‚âٹî”آ‚ة“¯‚¶‚و‚¤‚ة“–‚ؤ‚ؤ‚ب‚¢پA‚ب‚ا‚ب‚اپB
‚¾‚¢‚½‚¢پAˆہ‰؟‚ب”ٌ‰·’²‚ج”¼“c‚²‚ؤ‚ح•ْ‚ء‚ؤ‚¨‚‚ئپA‚½‚¢‚ؤ‚¢‚ھچ‚‰·‚ة
‚ب‚ء‚ؤƒRƒeگو‚ھƒJƒXƒJƒX‚جگ^‚ءچ•‚ة‚ب‚ء‚ؤپA”¼“c•t‚¯‚ھچ¢“ï‚ة‚ب‚é‚و‚¤‚ة
‚إ‚«‚ؤ‚¢‚éپB
‚ـ‚¸‚حپA”¼“c•t‚¯‚·‚éƒ^ƒCƒ~ƒ“ƒO‚إپAƒRƒeگو‚ھ“®‰و‚ج‚و‚¤‚ة‚«‚ç‚«‚ç‚ئ
مY—ي‚ةŒُ‚éڈَ‘ش‚ة‚إ‚«‚é‚و‚¤‚ة‚·‚é‚ئ‚¢‚¢‚ئژv‚¤پB ٹî”آڈإ‚ھ‚·‚ج‚ً”ً‚¯‚é–ع“I‚à‚ ‚ء‚ؤپA
‰ن—¬‚¾‚ئپAƒ‰ƒ“ƒh‘¤‚حˆسگ}“I‚ة‚ح‰·‚ك‚ب‚¢‚ب‚ںپB
ƒRƒe‚ةƒnƒ“ƒ_گ·‚é‚ج‚حƒRƒe‚جڈم‘¤‚¾‚¯پB
گ·‚ء‚½ƒnƒ“ƒ_‚ةƒٹپ[ƒhگü‚ً•ï‚ـ‚¹‚ؤپA
–بگعگG‚إƒٹپ[ƒhگü‚ً‰·‚ك‚ؤپA
ƒٹپ[ƒhگü‚ة’¼‚ةژ…”¼“c‚ً“–‚ؤ‚éپB
‚±‚ؤ‚ح‚µ‚خ‚ç‚(گ”•b)”÷“®‚¾‚ة‚³‚¹‚¸پA
ژ…ƒnƒ“ƒ_‚ھ—n‚¯‚½‚ç‚»‚ج‚ـ‚ـگ”ƒ~ƒٹ‘—‚葱‚¯‚ؤ
—n‚¯‚½ƒnƒ“ƒ_ژ©‘ج‚ھ”M‚ً“`‚¦‚ؤ‚¢‚‚ج‚إ
‘—‚èڈI‚¦‚ؤ‚©‚ç1.5•b‚®‚ç‚¢‚إƒRƒe‚ًƒpƒb‚ئٹO‚·پA‚ف‚½‚¢‚بٹ´‚¶‚إ‚·‚ب‚ںپB
ˆظک_‚ح”F‚ك‚é(^p^;)
 >>199
>>199
‚»‚¤‚¢‚¦‚خپA‚â‚ء‚ؤ‚éگl‚ة‚حڈيژ¯‰ك‚¬‚ؤ“`‚¦–Y‚ê‚ؤ‚¢‚é‘O’ٌ’mژ¯‚ةپA
پuƒ„ƒj“ü‚èƒnƒ“ƒ_‚جƒtƒ‰ƒbƒNƒX‚ة‚حٹˆگ«چـ‚àٹـ‚ـ‚ê‚ؤ‚¢‚ؤپA
—n‚¯‚½ڈuٹش‚©‚ç‚ا‚ٌ‚ا‚ٌژ¸‚ي‚ê‚ؤ‚¢‚پv‚ء‚ؤ‚ج‚ھ‚ ‚é‚ٌ‚و‚بپB
‚ح‚ٌ‚¾•t‚¯‚جƒRƒc‚حپA—n‚¯‚ؤ‚©‚çٹش‚à‚ب‚¢گV‘N‚بƒnƒ“ƒ_‚ً—p‚¢‚ؤ
گv‘¬‚ة‚ح‚ٌ‚¾•t‚¯‚ًٹJژn‚µٹ®—¹‚·‚éژ–پB
ٹî”آ‚â•”چق‚ج‰¼Œإ’è‚ئ‚©‚ًˆêگطڈI‚¦‚ؤپA
ƒzƒ“ƒg‚ة‚à‚¤‚ ‚ئ‚ح‚ح‚ٌ‚¾•t‚¯‚·‚邾‚¯پI‚ئ‚¢‚¤
ڈ€”ُ‚ًگ®‚¦‚ؤ‚©‚çپ@ƒRƒeگو‚ةژج‚ؤƒnƒ“ƒ_‚ًگ·‚ء‚ؤ
ƒWƒ…ƒbپI‚ئƒXƒ|ƒ“ƒW‚إژج‚ؤƒnƒ“ƒ_–ˆƒRƒeگو‚ةژc‚ء‚½Œأ‚¢ƒnƒ“ƒ_‚ًƒXƒ|ƒ“ƒW‚جƒJƒh‚ج‰œ‘¤‚ة—ژ‚ئ‚µپA
‚ـ‚ء‚³‚ç‚بƒRƒe‚ةپ@ƒnƒ“ƒ_‚ًگ·‚ء‚ؤ>>200‚جچى‹ئ‚ً‚؟‚ه‚؟‚ه‚ء‚ئچد‚ـ‚¹‚é‚ٌ‚و‚بپB >‰ن—¬‚¾‚ئپAƒ‰ƒ“ƒh‘¤‚حˆسگ}“I‚ة‚ح‰·‚ك‚ب‚¢‚ب‚ںپB
ٹµ‚ꂽگl‚ح‚ ‚é’ِ“x‰ن—¬‚إ‚¢‚¯‚é‚ئژv‚¤پB
‚ء‚ؤŒ¾‚ء‚ؤ‚àپA>>200‚³‚ٌ‚¾‚ء‚ؤپAچL‚¢ƒpƒ^پ[ƒ“‚ة‚آ‚ب‚ھ‚ء‚½•”•i‚¾‚ء‚½‚ç
ƒ‰ƒ“ƒh‚ًˆسژ¯‚µ‚ؤ‰·‚ك‚é‚ح‚¸پBٹµ‚ꂽگl‚ح—ص‹@‰•د‚ة‚»‚¤‚¢‚¤‚±‚ئ‚ً‚â‚ء‚ؤ‚éپB
‚¨ژè–{‚ج“®‰و‚ئ“¯‚¶‚و‚¤‚ة‚â‚ء‚ؤ‚ب‚¢پA‚ج—ل‚ھ‚ظ‚©‚ة‚à‚ ‚ء‚½پB
‚¨ژè–{‚ئˆل‚¢‚·‚¬‚éٹî”آƒpƒ^پ[ƒ“‚â•”•i‚ج”¼“c•t‚¯‚ةپA‚¨ژè–{‚ج‚و‚¤‚ب‹@چق‚â
ƒ^ƒCƒ~ƒ“ƒO‚إ’§‚ٌ‚إ‚¢‚½‚è‚·‚éپB ”¼“c‚ًƒRƒe‚ةگ·‚ء‚ؤ‚©‚çڈو‚¹‚و‚¤‚ئ‚µ‚ؤ‚ب‚¢‚©پHپA‚ـ‚¸ƒRƒe‚ً”¼“c‰سڈٹ‚ة‚ ‚ؤ‚ؤپA•”چق‚ھ”M‚‚ب‚ء‚½‚甼“c‚ً—¬‚µچ‚قٹ´‚¶‚إ‚â‚é‚ٌ‚¾‚وپAƒVƒچپ[ƒg‚ح‚ف‚ٌ‚ب‚»‚±‚إٹشˆل‚¦‚éپA•”چق‚ً”M‚·‚é‚©‚ç”M‚ةژم‚¢•”•i‚حƒٹپ[ƒh‚ًƒ‰ƒWƒyƒ“‚ب‚ا‚إ‚ح‚³‚ق‚±‚ئپB”¼“c•t‚¯‚حƒپƒbƒL‚إ‚ ‚邱‚ئ‚ً–Y‚ê‚ب‚¢‚و‚¤‚ةپAگع’…چـ‚ئ‚حˆل‚¤پB >>203
>”M‚ةژم‚¢•”•i‚حƒٹپ[ƒh‚ًƒ‰ƒWƒyƒ“‚ب‚ا‚إ‚ح‚³‚ق‚±‚ئپB
‚»‚ٌ‚ب‚â‚è•û‚µ‚ؤ‚ٌ‚جپH ڈ‰گSژز‚ھˆµ‚¤‚و‚¤‚ب•”چق‚إپuژè‘پ‚پv‚ئ‚©پuƒ^ƒCƒ~ƒ“ƒO—ا‚پv‚ء‚ؤ”ٌ‰·’²ƒRƒeژg—pژ‚ةچl—¶‚·‚ׂ«—v‘f‚¾‚©‚ç‚ب
‰·’²ƒRƒe‚ب‚çٹب’P‚ة‚حڈإ‚°‚ب‚¢‚µƒtƒ‰ƒbƒNƒX‚جŒّ‰تژٹش‚à‚©‚ب‚è’·‚¢‚©‚ç‰ء”M•s‘«‚ة’چˆس‚·‚邾‚¯‚إ—ا‚¢ >>204
‚ پ[پBپ@گج‚ح•ْ”M—p‚جƒNƒٹƒbƒv‚ئ‚¢‚¤‚ج‚ھ”„‚ء‚ؤ‚½‚ٌ‚وپB
”–‚¢گô‘َ‚خ‚³‚ف‚ف‚½‚¢‚ج‚ھپEپEپE
‚à‚ح‚âƒXƒ`ƒRƒ“(ƒXƒ`ƒچپ[ƒ‹گ»‚ج
ƒRƒ“ƒfƒ“ƒT‚ئ‚©‚ھگج‚ح‚ ‚ء‚½)‚ئ‚©‚ح“üژè“‚µ
ژg‚¤‹@‰ï‚ھ‚à‚ح‚â‚ب‚¢‚ئژv‚¤‚ھپG
>>205
•”•iٹO‚·ژ‚ئ‚©‚ة‘¼‚ج‘«‚ھژ×–‚‚µ‚ؤ‚¤‚ـ‚”²‚¯‚ب‚¢‚ئ‚©‚إ
ٹO‚ê‚ب‚¢Œ´ˆِ‚ًŒë”F‚µ‚ؤ—n‚¯‚½Œم‚ة‚à‰„پX‚ئ”M‚µ‚ؤ‚é‚ئ
‰·’²‚²‚ؤ‚إ‚àپ@ڈإ‚°‚ب‚‚ؤ‚àٹة‚ٌ‚¾Œذ‚ج‚ئ‚±‚ةƒٹپ[ƒh‚âƒRƒe‚ھ
—ح‚ھ‰ء‚ي‚ء‚ؤ‚µ‚ـ‚¢ƒ‰ƒ“ƒh剝‚ê‚邱‚ئ‚ ‚é‚ٌ‚وپGپ@ŒŒ‚ج‹Cˆّ‚‚و >>206
‚»‚ꉷ’²پA”ٌ‰·’²ٹضŒW–³‚¢‚¾‚ëپB”ٌ‰·’²‚ب‚çڈإ‚°‚ؤ‚¢‚éˆؤŒڈ‚¾‚µ >>206
•ْ”MƒNƒٹƒbƒvپbچى‹ئٹآ‹«پ^چق—؟پbگ»•iڈî•ٌپb‘¾—m“d‹@ژY‹ئٹ”ژ®‰ïژذ
ttps://www.goot.jp/products/cat/work_environment/heat_dissipation_clip
‚±‚ٌ‚ب‚جپH
ƒjƒNƒچƒ€èW‚جƒZƒbƒg‚ة•t‚¢‚ؤ‚½‚ج‚ًƒgƒ‰ƒ“ƒWƒXƒ^‚ھ”M‚إ‰َ‚ê‚â‚·‚¢‚ء‚ؤکb‚à‚ ‚ء‚ؤ‹°‚é‹°‚éگTڈd‚ة’ڑ”J‚ةژg‚ء‚ؤ‚½
‚»‚جƒZƒbƒg‚ة“ü‚ء‚ؤ‚½ƒyپ[ƒXƒg‚ھ”آ‹à—p‚¾‚ئ‚±‚جƒXƒŒ‚إ’m‚ء‚½ •ْ”MƒNƒٹƒbƒv‚حچ،‚إ‚à”„‚ء‚ؤ‚é‚و
چإ‹ك‚ح‚ ‚ـ‚èژg‚ي‚ب‚¢‚¯‚اگج‚حƒQƒ‹ƒ}ƒjƒEƒ€ƒ_ƒCƒIپ[ƒh‚ئ‚©‚ج”M‚ةژم‚¢•”•i‚إژg‚ء‚ؤ‚½ ڈمژè‚چs‚©‚ب‚¢Œ¾‚ء‚ؤ‚¢‚éڈ‰گSژز‚ج‘ه”¼‚حچہٹw‚ً‚·‚ء”ٍ‚خ‚µ‚ؤ–ى—اƒuƒچƒO‚â–ى—ا“®‰و‚ًگ^ژ—‚µ‚ؤ‚¢‚é‚و‚¤‚ةŒ©‚¦‚é
Œ‹‰تپAچH‹ï‚âڈء–ص•i‚ج‘I’è‚©‚çپAƒRƒe‚ج“–‚ؤ•û“™چى‹ئ“à—e‚ـ‚إ•s“KگطپBڈمژè‚‚¢‚©‚ب‚¢‚ج‚ح“–‘R‚جŒ‹‰ت‚¾‚낤 ‚ب‚ٌ‚ئپA•ْ”MƒNƒٹƒbƒvپ@‚ـ‚¾Œ»چs•i‚ب‚ج‚©پIپ@پEپEپE‚ئ‚·‚é‚ئپA–l‚ھ‰ن—¬‚ةٹأ‚ٌ‚¶‚ؤ‚ؤ’m‚ç‚ٌ‚¾‚¯‚إپA
‚ب‚ة‚©’´گâ‚ة‚¤‚ـ‚¢ژg‚¢‚±‚ب‚µ•û‚ئ‚©‚ھپ@‚ ‚é‚ج‚©‚à‚µ‚ê‚ب‚¢‚ب‚ںپEپEپE‚®‚¬‚¬
‰·’²‚²‚ؤ‚جŒنˆü‚ب‚ج‚©¤ƒRƒe‚إڈإ‚ھ‚µ‚½‚±‚ئ‚ح‚ـ‚¾ŒoŒ±‚ھ‚ب‚¢‚¯‚اپA‰·’²‚²‚ؤ‚إ‚à‚±‚ؤ‚ج“–‚ؤ•û‚ھˆ«‚‚ؤ
”ٌƒ‰ƒ“ƒh•”‚ج—خ‚ج•”•ھ‚ً”M‚µ‚·‚¬‚é‚ئپAƒ~ƒYƒٹƒ“ƒO(پH)‚ئ‚©‚¢‚¤”’‰»‚ھ‹N‚«‚ؤ“{‚ç‚ê‚éپG
‚ؤ‚¢‚¤‚©پAپi—ژ—‹ژ‚جŒجڈل‚إƒ‰ƒ“ƒh‚جژüˆح‚ھڈإ‚°’Y‰»‚µ‚½ٹî”آ‚àٹô“x‚©Œ©‚½‚±‚ئ‚ھ‚ ‚é‚ج‚إپA
ٹm‚©‚ةڈإ‚°‚¤‚镨ژ؟‚إ‚ح‚ ‚邾‚낤‚ھپj”ٌ‰·’²‚ب‚çƒzƒ“ƒg‚ةپuڈإ‚°‚éپv‚جپHپ@پi‚»‚ê‚ئ‚à”’‰»‚جژ–‚ًڈإ‚°‚é‚ئŒؤ‚ٌ‚إ‚é‚ٌپHپj
‰½ƒڈƒbƒg‚جƒRƒeژg‚ي‚ê‚ؤ‚é‚ج‚¾‚낤پEپEپE”آ‹à—p‚ة‚¾‚ئ100W‚â300W‚ئ‚©‹ة‘¾‚¢‚ج‚àژs”ج‚³‚ê‚ؤ‚ح‚¢‚é‚炵‚¢‚ھپG ˆب‘O—L‚ء‚½“ü–هژز—p‚جƒeƒ“ƒvƒŒ–³‚‚µ‚؟‚ل‚ء‚½‚©‚ç‚ب‚ں
Œ³پX“ü–هژز‚ج”ٍ‚رچ‚فژ؟–â‚ھ‚¤‚´‚¢‚ء‚ؤچى‚ç‚ꂽ‚à‚ٌ‚¾‚¯‚اپA–³‚‚·‚©‚ç–ˆƒXƒŒ“¯‚¶‚و‚¤‚ب”ٍ‚رچ‚فژ؟–â
‚±‚ê‚ح‚¢‚©‚ٌ‚ئŒ¾‚ء‚ؤ“ü–هژز—p‚àˆêڈڈ‚ةƒeƒ“ƒvƒŒ‚ةگ·‚èچ‚ق‚©‚çپA
’·‚·‚¬‚ؤ“ü–هژز‚ھ—‰ًڈo—ˆ‚é‚و‚¤‚ب‚à‚ج‚¶‚ل‚ب‚¢‚µˆê”ت‚جƒeƒ“ƒvƒŒ‚ئ‚µ‚ؤ‚à“ا‚ق‹C‚ھ‹N‚±‚é‚و‚¤‚ب‚à‚ج‚إ‚à–³‚¢
ڈ‚ب‚‚ئ‚àƒeƒ“ƒvƒŒ‚ح“ü–هژز—p‚ج‚à‚ج‚ئ•Wڈ€‚ئ•ھ‚¯‚ب‚«‚لƒ_ƒپ‚¾‚ث
‚ـ‚½گج‚ج“ü–هژز—pƒeƒ“ƒvƒŒ‚حژتگ^‚ھ‘S‚–³‚¢‚ئ‚±‚ë‚ھگh‚¢‚ئ‚±‚낾‚©‚çگ”–‡‚إ—ا‚¢‚©‚çژتگ^‚ً•t‚¯‚é‚ׂ«‚¾‚ث >>200
‰´‚à‚ا‚؟‚ç‚©‚ئ‚¢‚¤‚ئ‚±‚جƒpƒ^پ[ƒ“
3•b“–‚ؤ‘±‚¯‚½‚ç•\–تƒ`ƒbƒv‰َ‚ê‚é
‚±‚جHAKKO‚جگà–¾‚ح
‰”•MŒ^‚جˆہ•¨‚±‚ؤگو‚ئ‹گ‘ه‚بƒpƒ^پ[ƒ“‚¾‚©‚çڈo—ˆ‚éژ–‚¾‚ث
چ،‚±‚ٌ‚بƒfƒJ‚¢ƒpƒ^پ[ƒ“‚ح‘ه“d—¬—¬‚ê‚é“dŒ¹‘¤‚ة‚µ‚©ژg‚ي‚ê‚ؤ‚ب‚¢‚ب
https://www.youtube.com/watch?v=D-R21fMsS5g RED(ڈ¬)‚ة‚à20WپA30WپA40W‚ئ3ژي—ق‚ ‚邵‚ب
‘S‚ؤ‚إچى‹ئ‚جƒ^ƒCƒ~ƒ“ƒO‚ھ“¯‚¶‚ي‚¯‚ح‚ب‚¢‚¾‚낤 >>205
ژè‚ح‚ٌ‚¾‚ج‰·“x‚âژٹش‚à‚«‚ك‚ç‚ê‚ؤ‚½‚è‚·‚é‚و
ژï–،‚إ‚â‚é•ھ‚ة‚حƒtƒBƒŒƒbƒg‚ھ‚إ‚«‚½ژ“_‚إ‰ك”M‚â‚ك‚é‚إ‚¢‚¢‚ئژv‚¤‚¯‚اپA ‚ح‚ٌ‚¾گ§چى‰ïژذ‚ج250“x‚ًˆغژ‚·‚邽‚ك‚ة320“x‚±‚ؤ‚ًژg‚¤
‚±‚ê’n—‹‚¾‚و
ڈ‰گSژز‚¶‚ل‚ب‚‚ؤ‚à’†‹‰ڈم‹‰ژز‚إ‚à”ً‚¯‚邶‚ل‚ٌ >ژè‚ح‚ٌ‚¾‚ج‰·“x‚âژٹش‚à‚«‚ك‚ç‚ê‚ؤ‚½‚è‚·‚é‚و
‚»‚ê‚ح’S“–‚·‚é‚ح‚ٌ‚¾چى‹ئ‚ج“à—e‚ة‚و‚ء‚ؤپA‹@چق‚ج‘I‘ًچ‚ف‚إ‚إ‚«‚邱‚ئپB
چׂ‚ؤ’·‚¢ƒRƒeگو‚جگف’艷“x350پژ‚ئپA‘¾‚‚ؤ’Z‚¢ƒRƒeگو‚جگف’艷“x350پژ‚ئ‚إ‚ح
“ء‚ة‘خڈغ‚ج”M—e—ت‚ھ‘ه‚«‚¢ڈêچ‡‚حژہچغ‚ج‰·“x‚ح‘ه‚«‚•د‚ي‚é‚ي‚¯‚¾‚µپB
Œآگl‚âپAژdژ–‚إ‚àٹJ”‚âژہŒ±‚ھ’†گS‚ب‚çپA”¼“c•t‚¯‘خڈغ‚à‘½—lپB
ƒRƒe‚âƒRƒeگوپA‰·“x‚ج‘I‘ً‚ًژ©•ھ‚إگg‚ة’…‚¯‚é•K—v‚ھ‚ ‚邵‚ثپB >>216
‚؟‚ل‚ٌ‚ئڈ‘‚¢‚ؤ‚ظ‚µ‚¢پB
>‚ح‚ٌ‚¾گ§چى‰ïژذ‚ج250“x‚ًˆغژ‚·‚邽‚ك‚ة320“x‚±‚ؤ‚ًژg‚¤
پu‚ح‚ٌ‚¾گ§چى‰ïژذپv‚حپu‚ح‚ٌ‚¾‚جƒپپ[ƒJپ[پv?
‚ح‚ٌ‚¾ƒپپ[ƒJپ[‚جگà–¾‚إپA
پu(—اچD‚ب”¼“c•t‚¯ڈَ‘ش‚ًچى‚邽‚ك‚ة)250پژ‚إ‚ ‚é‚و‚¤‚ة‚·‚é‚ج‚ة
ƒRƒe‚ج‰·“x‚ح320پژ‚ة‚·‚éپv
‚ف‚½‚¢‚ب‚ج‚ھ‚ ‚ء‚½‚ج‚©‚ب? (‚±‚جژي‚جکb‚ح‚و‚‚ ‚é)
‚¾‚ئ‚µ‚ؤپA‚±‚ê‚ج‰½‚ھ’n—‹‚إپAپu’†‹‰ژز‚إ‚à”ً‚¯‚éپv‚ئ‚¢‚¤‚ج‚ح‚ا‚¤‚¢‚¤چsˆ×‚ب‚ٌ‚¾‚낤پB ƒfƒoƒCƒXƒپپ[ƒJپ[‚ھŒِٹJ‚µ‚ؤ‚¢‚éژہ‘•ƒ}ƒjƒ…ƒAƒ‹‚ء‚ؤƒvƒچƒtƒ@ƒCƒ‹‚ةŒہ‚炸
ƒpƒbƒhƒTƒCƒY‚ئ‚©‚àژQچl’l‚¶‚ل‚ثپH•غڈط’l‚ًŒِٹJ‚µ‚ؤ‚¢‚éƒپپ[ƒJپ[‚ء‚ؤ‚ ‚ء‚½‚ء‚¯پH
چ،‚âژèƒnƒ“ƒ_‚جƒvƒچƒtƒ@ƒCƒ‹‚ًŒfچع‚µ‚ؤ‚¢‚ب‚¢•”•i‚à’؟‚µ‚‚ب‚¢‚µ‚ب >>217
>‰·’²ƒRƒe‚ب‚çپ@پ`—ھپ`پ@‰ء”M•s‘«‚ة’چˆس‚·‚邾‚¯‚إ—ا‚¢
‚ة“¯ˆس‚·‚é‚ء‚ؤژ–پH
‰·“x‚ھƒRƒ“ƒgƒچپ[ƒ‹‚³‚ê‚ؤ‚ؤ‚àژٹش‚حڈd—v‚¾‚و ژ蔼“c‚جƒvƒچƒtƒ@ƒCƒ‹‚ًŒfچع‚µ‚ؤ‚¢‚é•”•i‚ج•û‚ھ’؟‚µ‚¢‚ج‚إ‚ح?
(•پ’iپA‚ا‚ٌ‚ب•”•i‚ئ‚آ‚«‚ ‚ء‚ؤ‚¢‚é‚©‚ة‚و‚é‚©) > >‰·’²ƒRƒe‚ب‚çپ@پ`—ھپ`پ@‰ء”M•s‘«‚ة’چˆس‚·‚邾‚¯‚إ—ا‚¢
> ‚ة“¯ˆس‚·‚é‚ء‚ؤژ–پH
‚ا‚±‚ة“¯ˆس‚·‚é‚ئڈ‘‚¢‚ؤ‚ ‚é‚ج‚©پc
ژٹش‚ًŒˆ‚ك‚ç‚ê‚é‚ج‚حپAچى‹ئ‚àƒcپ[ƒ‹‚àŒˆ‚ـ‚ء‚ؤ‚¢‚é‚©‚炾‚وپB >>215‚ح>>205‚ة”½ک_‚µ‚ؤ‚¢‚é‚و‚¤‚بƒRƒپƒ“ƒg‚ب‚ٌ‚¾‚¯‚ا
>ژï–،‚إ‚â‚é•ھ‚ة‚حƒtƒBƒŒƒbƒg‚ھ‚إ‚«‚½ژ“_‚إ‰ك”M‚â‚ك‚é‚إ‚¢‚¢‚ئژv‚¤‚¯‚اپA
‚ئ
ژï–،‚إ‚â‚é‚ش‚ٌ‚ة‚حژٹش‚ھپu’Z‚‚ؤ‚àپv‚¢‚¢‚©‚à‚µ‚ê‚ب‚¢‚ھپuŒˆ‚ك‚ç‚ꂽژٹش‚ح‰ء”M‚ًŒp‘±‚µ‚ب‚¯‚ê‚خ‚ب‚ç‚ب‚¢پv
‚ئŒ¾‚ء‚ؤ‚¢‚é‚و‚¤‚ةŒ©‚¦‚éپB
‚إ‚àپA>>205‚جژهژ|‚حپA‰·’²‚ب‚ç(‚»‚جŒم‚ج>>206‚ھŒ¾‚ء‚ؤ‚é‚و‚¤‚ب’·‚·‚¬‚é‚ج‚ح‚ׂآ‚ئ‚µ‚ؤ)
ڈپX’·‚‚ؤ‚à‘هڈن•vپA‚ء‚ؤ‚±‚ئ‚¾‚ئژv‚¤پB >>223
ڈًŒڈ‚حپA‰·“xپAژٹش‹¤‚ةڈمŒہ‚ھŒˆ‚ك‚ç‚ê‚ؤ‚邾‚¯‚إ•K‚¸‚»‚جژٹش‰ء”M‚µ‚ب‚¯‚ê‚خ‚ب‚ç‚ب‚¢‚ء‚ؤ‚ي‚¯‚¶‚ل–³‚¢‚وپB—ل‚¦‚خ‚±‚±‚ج‰؛‚ج•û
https://www.stanley-components.com/jp/technical_data/search_notes/search_notes_led08.html
ˆê”ت‚ةŒِٹJ‚³‚ê‚ؤ‚邱‚ئ‚ح‚ظ‚ع–³‚¢‚©‚çپAژï–،‚إ‚â‚é•ھ‚ة‚حƒtƒBƒŒƒbƒgŒ`گ¬‚ً–عˆہ‚ة‚·‚ê‚خ—ا‚¢‚ئژv‚¤‚µپA‚»‚¤‚·‚邵‚©–³‚¢‚ئژv‚¤
ƒtƒBƒŒƒbƒg‚ھŒ`گ¬‚³‚ê‚é‚ـ‚إ‚ح‰ء”M‚µ‚ؤپAŒ`گ¬‚³‚ꂽ‚ç‘f‘پ‚‚â‚ك‚é ‚¤پ[‚ٌپEپEپEپ@ƒXƒ‹پ[ƒzپ[ƒ‹‚ب‚µ‚ج•ذ–تٹî”آ‚ب‚çƒtƒBƒŒƒbƒg–عˆہ‚إ‚¢‚¢‚©‚à‚إ‚·‚¯‚ê‚ا‚à
ƒXƒ‹پ[ƒzپ[ƒ‹‚ج‚ ‚éٹî”آ‚إ‚¾‚ئپ@ƒnƒ“ƒ_–ت‚ةƒtƒBƒŒƒbƒg‚ھڈo—ˆ‚½ژ“_‚إ‰ء”Mژ~‚ك‚é‚ئ
ƒtƒBƒŒƒbƒg(ŒXژخ•”)‚جژ؟—ت‚ھپAŒٹ‚â— –ت‚ة‰ٌ‚èچ‚ٌ‚إپ@‚¹‚ء‚©‚‚إ‚«‚½ƒtƒBƒŒƒbƒg‚ھڈء‚¦‚錻ڈغ‚àپ@‚ـ‚ـ‚ ‚é‚ٌ‚و‚بپB
پ@‚ـ‚ں‚»‚¤‚ب‚ء‚½‚çچؤ‰ء”M‚إ”¼“c‘«‚¹‚خ‚¢‚¢‚ء‚؟‚لپ@‚ـ‚ں‚¢‚¢‚ٌ‚¾‚¯‚ا
‚ا‚¤‚¢‚¤–َ‚©پA‚»‚¤‚¢‚¤چؤ‰ء”M‚¾‚ئ— ‚ج•”•i–ت‘¤‚جƒtƒBƒŒƒbƒg‚ح”ü‚µ‚‚ب‚¢ˆَڈغ‚إپEپEپE
•”•i–ت‘¤‚إ‚à‚ـ‚½ƒRƒe“–‚ؤ‚ؤ•”•i–ت‘¤ƒtƒBƒŒƒbƒg‚ًŒ`گ¬‚³‚¹‚é‚ئ
‰ء”M‰ٌگ”‚ئ‚©‚ح‘‚¦‚ؤ‹p‚ء‚ؤ”Mƒ_ƒپپ[ƒW‚ح—^‚¦‚؟‚ل‚ء‚ؤ‚é‚ج‚©‚ب‚ں‚ئ‚¢‚¤Œم‚ë‚ك‚½‚³‚حٹo‚¦‚ؤ‚ـ‚·پG
‚ پA‚»‚¤‚©پA•”•i–ت‘¤‚àƒtƒBƒŒƒbƒg‚إ—ˆ‚ؤ‚é‚©ƒJƒپƒ‰‚⃂ƒjƒ^پ[‚إ
ٹؤژ‹‚µ‚ب‚ھ‚ç‚â‚ê‚خ‚¢‚¢‚ٌ‚©‚ب‚ںپEپEپEUSBƒJƒپƒ‰‚ب‚ç‚«‚ه‚¤‚ر‚»‚ê‚ظ‚اچ‚‚‚ب‚¢‚µ >>224
>>223‚حپA–]‚ـ‚µ‚¢”¼“c•t‚¯‚جژٹش‚جکb‚إ‚ح‚ب‚‚ؤپA>>205‚جژهژ|‚ئ>>215‚ج”½ک_‚ةگH‚¢ˆل‚¢‚ھ‚ب‚¢‚ج‚©? ‚ء‚ؤکb‚¾‚وپB
‚ ‚ئپAŒُ”¼“±‘ج‚حپAƒGƒ|ƒLƒV••ژ~‚ج”¼“±‘ج—ق‚ة”ن‚ׂé‚ئ”M‚ةژم‚¢ŒXŒü‚ھ‚ ‚é‚ج‚إپAژè’Z‚©‚ة‚·‚邱‚ئ‚ً‹پ‚ك‚é‚ح‚¸پB
—لٹO‚ئ‚©چl—¶‚·‚é‚ׂ«‚±‚ئ‚ئ‚©‚¢‚ë‚¢‚ë‚ ‚ء‚ؤپAŒˆ‚ـ‚ء‚½ژٹش‚إ‚¢‚¢پA‚ء‚ؤ‚±‚ئ‚ح‚ب‚¢‚إ‚·‚ثپB Œُ”¼“±‘ج‚ح”M‚ةژم‚¢ƒfƒoƒCƒX‚جڈمˆت‘g‚¾‚µپAڈêچ‡‚ة‚و‚ء‚ؤ‚حƒvƒŒƒqپ[ƒg‚âN2‚ح‚ٌ‚¾ƒSƒe“™‚ج
ژg—p‚ًŒں“¢‚·‚é•K—v‚ھڈo‚ؤ‚«‚½‚è‚·‚é‚‚ç‚¢‚¾
‚»‚ج‚و‚¤‚ب“ءگ«‚ًپA‚و‚”»‚炸‚ةƒzƒ€ƒZƒ“‚إ‰·’²‚ج‚ب‚¢ƒRƒe‚ً”ƒ‚ء‚ؤ‚µ‚ـ‚¤‚و‚¤‚بڈ‰گSژز‚ج
ƒnƒ“ƒ_•t‚¯‚ج—ل‚ئ‚µ‚ؤˆê”ت‰»‚·‚é‚ج‚ھ“K“–‚ئŒ¾‚¦‚é‚ج‚©پH ‚ئ‚ءژU‚ç‚©‚ء‚½ژه’£‚³‚ê‚ؤ‚à‰½‚ھŒ¾‚¢‚½‚¢‚ج‚©‚ي‚©‚ç‚ٌ LED‚ب‚ٌ‚ؤڈ‰گSژز‚إ‚àˆµ‚¤‚إ‚µ‚ه
‚ ‚ئپA‰·“x‚ئژٹشڈًŒڈ‚ھŒˆ‚ك‚ç‚ê‚ؤ‚éˆê—ل‚ً‹“‚°‚½‚ج‚إ‚ ‚ء‚ؤپA‚»‚جگ”ژڑ‚إ‚ب‚¯‚ê‚خ‚ب‚ç‚ب‚¢‚ئŒ¾‚¢‚½‚¢–َ‚¶‚ل‚ب‚¢‚و
LEDˆبٹO‚إ‚à‹K’肳‚ê‚ؤ‚é‚à‚ج‚ح‚½‚‚³‚ٌ‚ ‚é‚و SMD‚جLED‚حٹm‚©‚ة‚·‚®—n‚¯‚ؤ‰َ‚ê‚é
–C’eŒ^‚ح’ïچR‚ئ“¯‚¶ˆµ‚¢‚إ‚¢‚ٌ‚¾‚¯‚ا‚ثپB ‚±‚±‚إ‰½‚©‚ًژه’£‚·‚éگl‚ء‚ؤپA‘خڈغ‚جگlپi“ü–هژزپE’†‹‰ژزپE–{گEپj‚âڈَ‹µپA
ƒnƒ“ƒ_•t‚¯‘خڈغ‚ب‚ا‚ًڈ‘‚©‚ب‚¢‚إ‚±‚ê‚ھگâ‘خ‚¾‚ف‚½‚¢‚ب‚±‚ئ‚ًڈ‘‚گl‚ھ‘½‚¢‚©‚çکb‚ھٹڑ‚فچ‡‚ي‚ب‚¢‚ث
—g‚°‘«ژو‚è‚à‚¢‚‚ç‚إ‚àڈo—ˆ‚邵‚»‚ج”½ک_‚à‰½‚ئ‚إ‚àŒ¾‚¦‚é
5W1H‚ئ‚ـ‚إ‚حŒ¾‚ي‚ب‚¢‚¯‚ê‚ا‚±‚¤‚¢‚¤گl‚ھ‚±‚ٌ‚بڈَ‹µ‚إ‚±‚¤‚¢‚¤چى‹ئ‚ً‚·‚éژ‚حˆت‚حڈ‘‚©‚ب‚¢‚ئکb‚ھگi‚ـ‚ب‚¢ >ڈ‰گSژز‚جƒnƒ“ƒ_•t‚¯‚ج—ل‚ئ‚µ‚ؤˆê”ت‰»‚·‚é‚ج‚ھ“K“–‚ئŒ¾‚¦‚é‚ج‚©پH
‚·‚‚ب‚‚ئ‚à>>224‚³‚ٌ‚ة‚آ‚¢‚ؤ‚حپALED‚ًپuڈ‰گSژز‚جƒnƒ“ƒ_•t‚¯‚ج—ل‚ئ‚µ‚ؤˆê”ت‰»پv‚ً‚µ‚ؤ‚¢‚é‚ي‚¯‚¶‚ل‚ب‚¢‚µپB
”¼“c•t‚¯‚جژٹش‚ح’Z‚‚ؤ‚¢‚¢پA‚ج—ل‚ةLED‚ج‹Zڈpژ‘—؟‚ًڈo‚µ‚ؤ‚«‚½‚¾‚¯پB‚±‚ê‚ھ“Kگط‚©‚ا‚¤‚©‚ح•ت‚¾‚¯‚اپB
ƒRƒlƒNƒ^‚âƒXƒCƒbƒ`—ق‚à’Zژٹش‚إڈI‚¦‚邱‚ئ‚ً‹پ‚ك‚ؤ‚¢‚邱‚ئ‚ھ‘½‚¢‚ثپB
–تژہ‘••”•i‚¾‚ئپA‚»‚à‚»‚àƒRƒeچى‹ئNG‚ب‚ج‚ھ‚¯‚ء‚±‚¤‚ ‚邵پBƒZƒ‰ƒRƒ“‚ئ‚©DIPƒXƒCƒbƒ`‚ئ‚©پB
ƒٹƒtƒچپ[‚âƒuƒچƒڈ‚ة”ن‚ׂؤ‚ذ‚¸‚ف‚ھژc‚è‚â‚·‚¢‚µ‚ثپB
>LED‚ب‚ٌ‚ؤڈ‰گSژز‚إ‚àˆµ‚¤‚إ‚µ‚ه
>>232‚ج‚±‚ئ‚ئ”ي‚邯‚ê‚اپAڈ‰گSژز‚حڈي‚ةگM—ٹگ«‚ھ’ل‚‚ؤ‚à—ا‚¢‚ئچl‚¦‚ؤچى‹ئ‚ً‚µ‚ؤ‚é‚ئ‚حŒہ‚ç‚ب‚¢‚µپA’چˆسƒ|ƒCƒ“ƒg‚ح
ڈo‚ؤ‚«‚ؤ‚¢‚¢‚ئژv‚¤پBƒٹƒXƒNƒ[ƒچ‚ً‹پ‚ك‚é‚ج‚حŒ«–¾‚إ‚ح‚ب‚¢پBڈ¤•i‚إ‚à‚ب‚ٌ‚ç‚©‚جŒجڈل‚âژُ–½ƒٹƒXƒN‚حڈ¤•i‚ة‹پ‚ك‚ç‚ê‚é
گ«ٹi‚ئ‚جƒgƒŒپ[ƒhƒIƒt‚¾‚µپB
ƒٹپ[ƒh•i‚جLED‚¾‚ئ”¼“c•t‚¯’¼Œم‚ةŒü‚«‚ً’¼‚µ‚½‚è‚·‚é‚ئپA‰½‚©Œژ‚ھ‚½‚ء‚ؤ‚©‚çŒجڈل‚·‚é‚à‚ج‚ھڈo‚ؤ‚«‚½‚±‚ئ‚ھ‚ ‚ء‚½پB
ڈ\•ھ—â‚ك‚ؤ‚©‚çگG‚éپA‚إچد‚قکb‚ب‚ٌ‚¾‚¯‚اپB >>232
‚ ‚é’ِ“x‚حƒlƒbƒg‚ج“ءگ«‚¾‚©‚çژd•û‚ب‚¢‚ئژv‚¤‚µ‚©‚ب‚¢‚³
‚ ‚éˆس–،ڈي‚ةگV‚µ‚¢ژQ‰ءژز‚ھ—ˆ‚ؤ‚¢‚é‚ج‚¾
ƒEƒFƒ‹ƒJƒ€(‚إ‚¶‚±•œٹˆ‚¨‚ك‚إ‚ئ‚¤)‚ئژَ‚¯ژو‚낤
ƒlƒbƒgŒfژ¦”آ‚إ‚حŒ¾—t‚ھ‰½ژ‚ـ‚إژc‚é
‚»‚ê‚ًŒ©‚½ƒ`ƒƒƒlƒ‰پ[‚حگS‚ج’ê(گ[‘wگS—)‚إ‚ح•s‹@Œ™‹ة‚ـ‚è‚ب‚‚ؤ
ڈم•س(•\‘wˆسژ¯)‚إ‚ح‹C‚ة‚µ‚ؤ‚ب‚¢‚ئژv‚¢‚آ‚آ‘ٹژè‚ً‚â‚èچ‚ك‚و‚¤‚ئŒ¾‚¢‚ھ‚©‚è‚ً‚آ‚¯‚é
‰´ٹـ‚ك‚ؤٹF—c’t‚ب‚ٌ‚¾‚و
‰´‚ج’چ•¶’†‚جT12ƒXƒeپ[ƒVƒ‡ƒ“‚ـ‚¾‚©‚بپEپEپE >>230
ƒRƒe‚جگé“`‚ح•ت‚ئ‚µ‚ؤپAٹT‚ث—ا‚¢“®‰و‚¾‚ئژv‚¤پB
‚½‚¾پA‚ا‚ٌ‚ب‹³چق‚إ‚àپA‚¢‚©‚ب‚é‘خڈغ‚إ‚à’ت—p‚·‚é‚à‚ج‚ح‚ب‚¢پB
ƒRƒeگو‚ج‘I‘ً‚ح•K‚¸‚µ‚à‚±‚ê‚إ‚ ‚é•K—v‚ح‚ب‚¢پB“Kگط‚ب‚à‚ج‚ً’T‚»‚¤‚ئ‚¢‚¤‚س‚¤‚ة
ژَ‚¯ژو‚é‚ئ‚¢‚¢‚µپAچإŒم‚ج•û‚ج‰·“xگف’è‚حپA‚±‚ج‰·“x‚ھ“Kگط‚ء‚ؤژَ‚¯ژ~‚ك‚é‚ׂ«‚¶‚ل‚ب‚‚ؤ
“Kگط‚ب‰·“x‚ً‘I‚ع‚¤‚ء‚ؤچl‚¦‚é‚ׂ«پB >>231
‚»‚ê‚ح’Pڈƒ‚ة‰·“x‚ھچ‚‚·‚¬‚إ‚·پB >>234
>‚ ‚é’ِ“x‚حƒlƒbƒg‚ج“ءگ«‚¾‚©‚çژd•û‚ب‚¢‚ئژv‚¤‚µ‚©‚ب‚¢‚³
‚»‚¤‚¾‚ئ‚µ‚ؤ‚à‚»‚ê‚ھ>>‚ئ‚ءژU‚ç‚©‚ء‚½ژه’£‚³‚ê‚ؤ‚à‰½‚ھŒ¾‚¢‚½‚¢‚ج‚©‚ي‚©‚ç‚ٌپA‚جŒ´ˆِ‚جˆê‚آ‚¾‚ë
”آ‚ة‚و‚ء‚ؤ‚حŒ‹چ\گ^–ت–ع‚ةکb‚ھگi‚ق”آ‚à‚ ‚é
‚±‚±‚حٹw–â—Œn‚ئ‚¢‚¤ƒGƒ‰ƒC•ھ–ى‚ب‚ج‚¾‚µپA‰´—l‚حƒGƒ‰ƒC‚ٌ‚¾‚جژه’£‚ھ‘‚¦‚é‚ئچ¬—گ‚ھ‘‚·‚خ‚©‚è ‚ح‚ٌ‚¾پA1ƒLƒچٹھ‚«‚ً6ŒآپA6ƒLƒچ”ƒ‚ء‚½پB
‚µ‚خ‚ç‚‚ح‚ٌ‚¾‚ً”ƒ‚ي‚ب‚¢‚إچد‚قپB ‚ح‚ٌ‚¾پAچ‚‚‚ب‚ء‚½‚و‚ثپB
ˆہ‚¢‚ئ‚±‚ë‚©‚ç‚ـ‚ئ‚ك”ƒ‚¢‚µ‚½‚وپB SN100C‚ھ500g2000‰~‚¾‚¯‚ا
—~‚µ‚¢گl‚¢‚é‚©‚ب
https://i.imgur.com/qc4Y4tr.jpg >‚ئ‚ءژU‚ç‚©‚ء‚½ژه’£‚³‚ê‚ؤ‚à‰½‚ھŒ¾‚¢‚½‚¢‚ج‚©‚ي‚©‚ç‚ٌ
‚à‚ئ‚à‚ئˆêگl‚جŒآگl‚ھ‚·‚锼“c•t‚¯‚إ‚³‚¦پAڈًŒڈ‚ھ‘½—l‚إپA‚ـ‚µ‚ؤ‚حپAگl‚ة‚و‚ء‚ؤپA‰ïژذ‚ة‚و‚ء‚ؤ—¬‹V‚à‚ ‚éپB
‚ئ‚ءژU‚ç‚©‚é‚ج‚ھ‘O’ٌ‚¾‚ئژv‚¤پB
‚±‚¤‚·‚ê‚خ–œژ–OK‚ئ‚¢‚¤‚ي‚©‚è‚â‚·‚¢‚±‚ئ‚ھ‚ ‚ê‚خپA‚»‚ê‚ح‚ق‚µ‚ë‰ِ‚µ‚¢پB
‚ب‚ٌ‚إ‚à‚·‚®‚ةگg‚ة’…‚¯‚éٹي—p‚³‚©پAگg‹ك‚ةژèژو‚è‘«ژو‚苳‚¦‚ؤ‚‚ê‚éگl‚ھ‚¢‚ب‚¢‚ب‚çپA
ٹي—p‚³‚âپAژèژو‚è‘«ژو‚苳‚¦‚ؤ‚‚ê‚éگl‚جگl“I‰؟’l‘ٹ“–‚جژٹش‚ئ‚¨‹à‚ً‚©‚¯‚ؤ
‚¢‚ë‚¢‚ë‚ب“®‰و‚à•¹‚¹‚ؤŒ©‚ؤپA“¹‹ï‚àژ©•ھ‚ةچ‡‚¤‚à‚ج‚ً‚¢‚‚آ‚©ژو‚èٹ·‚¦‚آ‚آ—ûڈK‚·‚邵‚©‚ب‚¢‚ئژv‚¤پB ƒtƒچپ[”¼“c‚ًŒآگl‚إ‚â‚ء‚ؤ‚éگl‚حڈ‚ب‚»‚¤پB
‹ئژز‚³‚ٌ‚إ‚ب‚¢‚ئ”ƒ‚ي‚ب‚¢‚©‚بپB>>241 ژ…”¼“c‚ة‰ءچH‚µ‚ب‚¢‚ئژg‚¢ڈںژè‚ھˆ«‚¢‚ب
’·‚¢‚ج‚حچى‚é‚ج–ت“|‚‚³‚¢‚µ‚ب >>229
‰·’²‚ج‚ب‚¢‚ح‚ٌ‚¾ƒSƒe‚إSMD‚جLED‚ب‚ٌ‚©کM‚ء‚½‚çڈ\’†”ھ‹م‰َ‚ê‚é
”M‚ةژم‚¢ƒtƒŒƒL‚جƒRƒlƒNƒ^‚ئ‚©‚à“¯—lپBپu‚»‚ٌ‚بگف”ُ‚ئ‹Zڈp‚إکM‚ء‚½‚ç‰َ‚·پv‚إFA
‚ا‚¤‚µ‚ؤ‚àکM‚肽‚¢‚ب‚çچى‹ئ‚ةŒ©چ‡‚ء‚½گف”ُ‚ً—pˆس‚µ‚ؤ‚و‚¤‚₃Xƒ^پ[ƒgƒ‰ƒCƒ“ ”¼“c‘…ˆبٹO‚ة‚àپA”آ‹à‰ءچH‚ةƒnƒ“ƒ_ژg‚ء‚ؤ‚¢‚éگl‚ة‚àژù—v‚ح‚ ‚é‚©‚ئژv‚¤پB
‚ ‚ئ‚حƒپƒ^ƒ‹ƒtƒBƒMƒ…ƒA‚جƒKƒŒپ[ƒWƒLƒbƒg—p‚ئ‚©‚à‚ ‚肦‚é‚ج‚¾‚낤‚©پBپBپB
‚؟‚ب‚ف‚ةƒzƒڈƒCƒgƒپƒ^ƒ‹‚ج”²‚«‹ئژز‚حƒVƒٹƒRƒ“Œ^‚ة‰“گS—ح‚إ’’چ‚ٌ‚إ”²‚‚炵‚¢پB >>245
>SMD
‚ا‚ء‚©‚çSMD‚ھ‚إ‚ؤ‚‚é‚ج‚¾‚낤
ڈ‰گSژز‚ئŒ¾‚ء‚ؤ‚é‚©‚çSMD‚ب‚ٌ‚ؤ—L‚蓾‚ب‚¢‚ج‚ة ‰”ƒtƒٹپ[‚ج”چ‚«ڈo‚µƒWƒƒƒ“ƒN‚ب‚ٌ‚ؤ
ƒGƒrƒfƒ“ƒX“I‚ة‰خ‰ٹˆؤŒڈ >>247
‚»‚è‚لڈ‰گSژز‚جکb‚ةƒXƒ^ƒ“ƒŒپ[‚جژ‘—؟‚ًژ‚؟ڈo‚µ‚ؤ‚«‚½>>215‚ة•·‚¢‚ؤ‚‚ê >>249
‰½ڈˆ‚ة‚àSMD‚ب‚ٌ‚ؤڈo‚ؤ‚±‚ب‚¢‚ھ ƒAƒ“ƒJپ[ƒ~ƒX‚إ‚·‚ثپBƒXƒ^ƒ“ƒŒپ[‚جژ‘—؟‚ًڈo‚µ‚ؤ‚«‚½‚ج‚ح>>224‚إپA‚±‚؟‚ç‚حSMD‚ً
ٹـ‚ك‚½ژ‘—؟‚ة‚ب‚ء‚ؤ‚¢‚ـ‚·پB
‚؟‚ب‚ف‚ةڈ‰گSژز‚ھSMD‚ب‚ٌ‚ؤ‚ ‚肦‚ب‚¢پA‚ء‚ؤڈيژ¯‚جگ¢ٹE‚à‚ ‚é‚ٌ‚¾‚ب‚ پA‚ء‚ؤژv‚¢‚ـ‚µ‚½پB
چ،‚ا‚«پA‰½‚©‚ًچى‚낤‚ئ‚µ‚½‚çپA‚·‚®‚ةSMD‚ً”¼“c•t‚¯‚·‚é•ûŒü‚ةچs‚©‚´‚é‚ً“¾‚ب‚¢‚±‚ئ‚ح
‚ ‚è‚ـ‚·پB‚ف‚ب‚ھ‚ف‚بپA‚²‚ڈ‰گSژز‚ج‚¤‚؟‚ةSMD•”•i‚ًژg‚¤پA‚ئ‚¢‚¤‚ي‚¯‚إ‚à‚ب‚¢‚إ‚·‚ھپA
‚ ‚肦‚ب‚¢پA‚ئ‚¢‚¤‚ج‚à‹ةک_‚إ‚·‚ثپB >>248
‚»‚¤‚¢‚¦‚خپAگجپAƒTƒ“ƒnƒ„ƒg‚©‚çPbƒ`ƒFƒbƒJپ[‚ء‚ؤڈo‚ؤ‚ـ‚µ‚½پBچ،‚ح‚ب‚¢‚ثپB
‚»‚ج‚¤‚؟ژg‚¤‚±‚ئ‚à‚ ‚é‚ج‚©‚بپA‚ء‚ؤژv‚ء‚ؤ‚½‚ج‚ةپB‚ب‚ٌ‚©–â‘è‚ ‚ء‚½‚ٌ‚©‚ب? ”M‚إ‰َ‚ê‚éƒVƒiƒٹƒI‚ئ‚µ‚ؤLED‚ًڈم‚°‚ؤ‚¨‚¢‚ؤSMD‚ئ‚حڈ‘‚¢‚ؤ‚¢‚ب‚¢‚©‚ç
SMD‚¶‚ل‚ب‚¢‚ء‚ؤچ‡—گ«‚ب‚¢‚µ—g‚°‘«ژو‚肽‚¢‚¾‚¯‚إ‚·‚©‚ث
>>251
SMD‚جƒnƒ“ƒ_•t‚¯‚ً‚·‚é‚ب‚çFX-600‚ئ“Kگط‚بƒRƒeگو‚ھچإ’لƒ‰ƒCƒ“
ڈo—ˆ‚ê‚خT12ƒxپ[ƒX‚ج‚ح‚ٌ‚¾ƒSƒe‚ھ—~‚µ‚¢
‰·’²‚ھ–³‚¢‚ح‚ٌ‚¾ƒSƒe‚جژg—p‚حŒµ‹ض(•sٹµ‚ê‚ب‚ç‚ب‚¨‚³‚烄ƒoƒC)‚ئچl‚¦‚ـ‚· >>253
ٹµ‚ꂽگl‚ب‚çپAƒpƒڈپ[ƒRƒ“ƒgƒچپ[ƒ‰‚âپAگ…ƒXƒ|ƒ“ƒW‚إ‚à’²گ®‚·‚é‚©‚ئژv‚¢‚ـ‚·‚ھپA
“ء‚ةٹµ‚ê‚ب‚¢گl‚ح‰·’²‚ًژg‚¤‚ׂ«‚إ‚·‚ثپB ‚ح‚ٌ‚¾•t‚¯‚ةƒpƒڈپ[ƒRƒ“ƒgƒچپ[ƒ‰پ[‚ب‚ٌ‚©ژg‚ء‚ؤ‚¢‚éپuٹµ‚ꂽگlپv‚ح‚ا‚ج‚‚ç‚¢‚¢‚é‚ج‚©پH >>255
”ٌ‰·’²‚إƒpƒڈپ[ƒRƒ“ƒgƒچپ[ƒ‰پ[‚ب‚ٌ‚©ژg‚ي‚ب‚©‚ء‚½‚بƒpƒڈپ[‚ھ—ژ‚؟‚ؤ‰ٌ•œ—ح‚ھ‚ب‚‚ب‚é‚©‚çƒXƒ|ƒ“ƒW‚إ’²گ®
ٹµ‚ê‚é‚ئ‘ه‘ج‘_‚ء‚½‰·“x‚ةڈo—ˆ‚é—l‚ة‚ب‚é ٹَڈ‚إ“ءژê‚بژè’i‚ًژ‚؟ڈo‚µ‚ؤڈo—ˆ‚é‚ئژه’£‚µ‚ؤ‚‚éگl‚ء‚ؤ‚ب‚ٌ‚ب‚ٌ‚¾‚낤‚ث
‘م‘ضژè’i‚ھ‚ب‚¢‚ب‚ç‚ئ‚à‚©‚پA‚»‚¤‚إ‚ح‚ب‚¢‚ٌ‚¾‚µƒ^ƒ_‚ج”›‚èƒvƒŒƒC‚¶‚ل‚ب‚¢‚©
ƒoƒJ‚جˆê‚آٹo‚¦‚ف‚½‚¢‚ةپu•iژ؟پA•iژ؟پvپAپu‹ZڈpپA‹Zڈpپv‚ئ–i‚¦‚ؤƒrƒWƒlƒX‚ً
‘a‚©‚ة‚µ‚½Œ‹‰تپA–v—ژ‚µ‚ؤ‚¢‚ء‚½“ْ–{ٹé‹ئ‚ئ“¯—ق‚ة‚ف‚¦‚é
‚ب‚ة‚و‚è‚»‚ج‚و‚¤‚بڈî•ٌ‚ً“ü–هژز‚ة‹³‚¦‚é‚ج‚ح—LٹQ‚ئŒ¾‚ء‚ؤ‚à‚¢‚¢‚ح‚¸‚¾ >‚ح‚ٌ‚¾•t‚¯‚ةƒpƒڈپ[ƒRƒ“ƒgƒچپ[ƒ‰پ[‚ب‚ٌ‚©ژg‚ء‚ؤ‚¢‚éپuٹµ‚ꂽگlپv‚ح‚ا‚ج‚‚ç‚¢‚¢‚é‚ج‚©پH
‚¨پBچ،‚ح‚¢‚ب‚¢‚ج‚©‚ب?
‰·’²‚ًٹ©‚ك‚é‚ئپAŒ™–ׂـ‚¶‚è‚ةپuƒXƒ|ƒ“ƒWپAƒpƒڈƒRƒ“‚إڈ\•ھ‚¾‚©‚çڈ‰گSژز‚ةچ‚‰؟‚ب‰·’²ٹ©‚ك‚é‚بپA
‚¨‘O‚حƒRƒeƒپپ[ƒJپ[‚ج‰ٌ‚µژز‚©پv‚ف‚½‚¢‚ب‚±‚ئ‚ًŒ¾‚¤گl‚ھ‚¢‚½‚ٌ‚¾‚و‚بپB
پuٹµ‚ꂽگl‚ب‚çپAƒpƒڈپ[ƒRƒ“ƒgƒچپ[ƒ‰‚âپAگ…ƒXƒ|ƒ“ƒW‚إ‚à’²گ®‚·‚é‚©‚ئژv‚¢‚ـ‚·‚ھپv‚ح
–ïڈœ‚¯‚جƒIƒ}ƒWƒiƒC‚إ‚·پB‚·‚ف‚ـ‚¹‚ٌپB >>257
“ءژꂶ‚ل‚ب‚‚ؤ‚ف‚ٌ‚بڈo—ˆ‚½‚¼
–ˆ“ْˆê“ْ’†”¼“c‚²‚ؤژg‚¤گEڈê ƒRƒچƒi‚ج‰e‹؟‚إŒ³’U‚حƒRƒ“ƒrƒj‚à‹x‚ف‚ب‚ج‚إٹF‚³‚ٌ‹C‚ً•t‚¯‚ؤ‚‚¾‚³‚¢‚ثپB >>258-260
‚إ‚حڈ‰گSژز‚إ‚à‰·’²ƒSƒe‚ئ“¯“™‚ةژdڈم‚°‚ç‚ê‚é(‚à‚؟‚ë‚ٌٹآ‹«—vˆِ‚ة‚و‚éٹO—گ‚àٹـ‚ك‚ؤ)ژèڈ‡‚ًڈ‘‚¢‚ؤ‚‚¾‚³‚¢
چؤŒ»گ«‚ج‚ب‚¢ژè’i‚ھٹw–â—Œn‚جچHٹwƒXƒŒ‚ة‚س‚³‚ي‚µ‚¢ڈî•ٌ‚ئ‚حŒ¾‚¦‚ب‚¢‚إ‚µ‚ه‚¤ >>262
گEگl‚ج‹Z‚ً‚µ‚ç‚ب‚¢‚ج‚©پH
ˆأ–ظ’m‚±‚»‰بٹw‹Zڈp‚جٹjگS‚¾‚¼پB >>262
>چؤŒ»گ«‚ج‚ب‚¢ژè’i‚ھٹw–â—Œn‚جچHٹwƒXƒŒ‚ة‚س‚³‚ي‚µ‚¢ڈî•ٌ‚ئ‚حŒ¾‚¦‚ب‚¢‚إ‚µ‚ه‚¤
“ء‹–‚ة‚ب‚ç‚ب‚¢پA‚ئ‚¢‚¤‚±‚ئ‚ئچ¬“¯‚µ‚ؤ‚ح‚¢‚ب‚¢‚إ‚·‚©?
‚ئ‚ح‚¢‚¦پAژہ‚ح‚ ‚ب‚½‚ھŒ¾‚¤’ت‚è‚إ–â‘è‚ح‚ب‚¢‚ئژv‚¤پB
‰·’²ƒSƒe‚ب‚µ‚إ‰·’²ƒSƒe‚ئ“¯‚¶‚و‚¤‚ة”¼“c•t‚¯‚µ‚½‚¢?
ŒP—û’bکBڈn—ûٹµ‚ê‚ھ•K—v‚إپAŒآپXگl‚ج“Kگ³‚à‚ ‚邵پAچؤŒ»گ«‚ب‚ٌ‚ؤ‚ب‚‚ؤپA
‚±‚±‚إڈ‘‚¯‚é‚à‚ج‚إ‚ح‚ب‚¢‚إ‚·‚وپB‰·’²ƒSƒe‚ب‚µ‚إ‚â‚肽‚¢‚ب‚çپAٹو’£‚ء‚ؤ—ûڈK‚µ‚ؤ‚ثپB
‚إ‚à‰´‚حٹ©‚ك‚ب‚¢‚وپB
‚إ‚à‰·’²ƒRƒe‚ًژg‚ء‚ؤ‚à‚»‚ê‚ب‚è‚ةپAŒP—û’bکBڈn—ûٹµ‚ê‚ھ•K—v‚إپAŒآپXگl‚ج“Kگ³‚à‚ ‚é‚©‚ç
‚»‚ꂳ‚¦“ا‚ك‚خ’N‚إ‚àƒxƒeƒ‰ƒ“•ہ‚ف‚½‚¢‚بچؤŒ»گ«‚ج‚ ‚éژèڈ‡‚ب‚ٌ‚ؤڈ‘‚¯‚ب‚¢‚وپB
ٹو’£‚ء‚ؤ—ûڈK‚µ‚ؤ‚ثپB
‚¾‚ë‚بپB
‚±‚±‚إŒًٹ·‚إ‚«‚é‚ج‚حپAŒآ•ت‚جçT‚«‚ئ‚©‚جڈî•ٌŒًٹ·‚âƒqƒ“ƒg‚¶‚ل‚ب‚¢‚©‚بپB
‚»‚à‚»‚à‰´‚ح‰·’²‚ًٹ©‚ك‚ؤ‚é‚ٌ‚¾‚µپA‚ب‚ٌ‚إ‰´‚ةƒAƒ“ƒJپ[ٹـ‚ك‚ؤ>262‚ًڈ‘‚¢‚½‚ٌ‚¾‚낤پB ‰ٌکHگفŒv‚ج•×‹‚ً‚µ‚½‚¢‚ج‚إ‚·‚ھ‚ا‚¤‚·‚ê‚خ‚¢‚¢‚إ‚·‚©?
‚»‚ê‚ب‚çپuپ›پ›پ›ڈo”إژذ‚جپ›پ›پ›‚ھ‚¨‚·‚·‚كپB‚±‚ê‚إ‰´‚ح‚ي‚©‚é‚و‚¤‚ة‚ب‚ء‚½پv
‚ف‚½‚¢‚بکb‚إ‚àپA
پu‚»‚ج–{‚إ’N‚إ‚à‚إ‚«‚é‚و‚¤‚ة‚ب‚é‚ئ‚¢‚¤چؤŒ»گ«‚ھ‚ب‚¢‚©‚ç—Œn”آ‚ة‚س‚³‚ي‚µ‚‚ب‚¢پv
‚ء‚ؤŒ¾‚¤‚ج‚©‚ب? ‰”ƒtƒٹپ[‰»ˆبچ~‚حƒvƒچ‚¾‚ء‚ؤ‰·’²ژg‚ء‚ؤ‚é‚ٌ‚¶‚ل‚ب‚¢‚©‚ب‚ںپEپEپE
چX‚ة’‚‘f•µˆح‹C‚ئ‚©‚جگف”ُ‚ة‹’‚é•iژ؟‚إپAƒvƒچ‚¾‚©‚ç”ٌ‰·’²‚إ‚à‰]پX‚ئ‚¢‚¤کb‚ح
—L‰”ƒnƒ“ƒ_ژ‘م‚جˆيکb‚إ‚ح‚ب‚¢‚©‚ئ‚¢‚¤‹C‚ھ‚µ‚ب‚‚à‚ب‚پEپEپE
‚ـ‚ںژہگر‚ئ‚©گM—ٹگ«‚â‚çڈ_‚ç‚©‚³‚â‚ç(پH)‚ئ‚©‚إپA
‰F’ˆٹضکA‚حپ@‚¢‚ـ‚¾—L‰”‚ج‚ـ‚ـ‚ب‚ج‚©‚à‚إ‚·‚©‚ç
—L‰”ƒnƒ“ƒ_ژ‘م‚ح‚ـ‚¾ڈI‚ي‚ء‚ؤ‚ب‚¢‚©‚à‚إ‚·‚ھپG >>262
چ‚‘¬ƒGƒŒƒxپ[ƒ^پ[‚ج’²گ®‚ئ‚©”¼“±‘ج‚جƒپƒ^ƒ‹ƒ}ƒXƒN‚جƒZƒbƒeƒBƒ“ƒO‚ئ‚©گEگl‚ھژèچى‹ئ‚إ‚â‚ء‚ؤ‚邯‚ا‘S‘RچHٹw“I‚إ‚ح‚ب‚¢‚ثƒIƒJƒ‹ƒg‚©‚ب ‚؟‚ب‚ف‚ةپA‹Œ”إ‚جƒnƒbƒRپ[DASH‚إپA1608‚®‚ç‚¢‚ـ‚إ‚جSMD•”•i‚â
0.5mmƒsƒbƒ`‚ـ‚إ‚جQFP‚ئ‚©پA•پ’ت‚ة‚â‚ء‚ؤ‚½‚وپB‰”“ü‚è‚جژ‘م‚¾‚ء‚½‚¯‚اپB
ƒpƒڈƒRƒ“‚ئƒXƒ|ƒ“ƒW‚إ‰·“x’²گ®‚حپAٹµ‚êڈn—û‚إ‚إ‚«‚邱‚ئپB
‚إ‚àٹ©‚ك‚ب‚¢پB‰·’²ƒRƒe‚ھˆہ‚”ƒ‚¦‚éچ،‚ئ‚ب‚ء‚ؤ‚ح–³‘ت‚ة‹ك‚¢ٹµ‚êڈn—ûپB ƒnƒ“ƒ_•t‚¯‚ح–{—ˆژè’i‚إ‚ ‚ء‚ؤ–ع“I‚إ‚ح‚ب‚¢
‘fگl‚ھ‰·’²ƒSƒe‚إژہ‘•‚µ‚½•¨‚ئڈn—ûژز‚ھ”ٌ‰·’²ƒSƒe‚إژہ‘•‚µ‚½•¨‚إ
ڈo—ˆ‰f‚¦‚ةچ·‚ھ‚ب‚¯‚ê‚خژہ‘•‚µ‚½‚ج‚ھ‘fگl‚©ڈn—ûژز‚©‚ب‚ٌ‚ؤڈd—v‚إ‚ح‚ب‚¢‚ح‚¸‚¾
>>265
ƒTƒ“ƒvƒ‹‚ھ‚»‚êˆê‚آ‚ب‚çƒIپ[ƒIƒ^‚جپuپ›پ›‚µ‚½‚特‚ھ—ا‚‚ب‚ء‚½پv‚ئ“¯‚¶‚إ‚µ‚ه
“Œv“I‚ةˆس–،‚ج‚ ‚éƒfپ[ƒ^‚ھ‚ ‚é‚ب‚ç•د‚ي‚ء‚ؤ‚‚邯‚ا >>266
‰”ƒtƒٹپ[‚ب‚ٌ‚ؤ‰”‚ھ“ü‚ء‚ؤ‚ب‚¢ˆبٹO‰”“ü‚è‚و‚è—D‚ê‚ؤ‚¢‚éژ–‚ب‚ٌ‚ؤ‚ذ‚ئ‚آ‚à‚ب‚¢‚©‚ç‚ب >>269
ڈo—ˆ‰h‚¦‚ةچ·‚ھ‚ب‚¯‚ê‚خ‚ب >>266
“dژqŒn‚إ”¼“c•t‚¯‚ً•p”ة‚ة‚·‚é‚و‚¤‚بƒvƒچ‚ب‚ç‚ظ‚ئ‚ٌ‚ا‚ھ‰·’²‚¶‚ل‚ب‚¢‚إ‚·‚©‚ثپB
ƒAپ[ƒgŒn‚ئ‚©‹@ٹBŒn‚ئ‚©ƒTپ[ƒrƒXƒ}ƒ“‚ئ‚©پA‚½‚ـ‚ة”¼“c•t‚à‚·‚éپA‚ئ‚¢‚¤ƒvƒچ‚ح•ت‚ئ‚µ‚ؤپB
پu(چ،‚إ‚à)ƒvƒچ‚¾‚©‚ç”ٌ‰·’²‚إ‚àپv‚ء‚ؤکb‚ء‚ؤ‚ ‚ء‚½‚ء‚¯‚©پB
ڈ‘‚©‚ê‚ؤ‚¢‚é’ت‚èپA“ءژê—p“r‚إ—L‰”‚حچ،‚إ‚à—v‹پ‚³‚ê‚邱‚ئ‚ح‚ ‚é‚وپB
‚¾‚©‚çپAژdژ–ڈê‚إ‚ح—¼•û‚ج‹@چق‚ً•تپX‚ة—pˆس‚µ‚ؤ‚éپB
—L‰”‚¾‚©‚ç”ٌ‰·’²‚إ—ا‚¢پA‚ئ‚ح–²‚ة‚àژv‚ي‚ب‚¢پB >>267
‚»‚ê‚حچإگو’[•ھ–ى‚إ‘¼‚ةژè’i‚ھ‚ب‚¢‚©‚炾‚ëپH
‰·’²ƒSƒe‚ً—pˆس‚µ‚ؤ“rڈمچ‘‚جچHˆُ‚ً‹³ˆç‚·‚ê‚خڈo—ˆ‚éژ–‚ئˆêڈڈ‚ة‚·‚é‚ج‚ھ‘أ“–‚ئ‚حŒ¾‚¦‚ب‚¢‚¾‚낤 >>269
>ƒTƒ“ƒvƒ‹‚ھ‚»‚êˆê‚آ‚ب‚çƒIپ[ƒIƒ^‚جپuپ›پ›‚µ‚½‚特‚ھ—ا‚‚ب‚ء‚½پv‚ئ“¯‚¶‚إ‚µ‚ه
>“Œv“I‚ةˆس–،‚ج‚ ‚éƒfپ[ƒ^‚ھ‚ ‚é‚ب‚ç•د‚ي‚ء‚ؤ‚‚邯‚ا
‚إپA
پuپ›پ›پ›ڈo”إژذ‚جپ›پ›پ›‚ھ‚¨‚·‚·‚كپB‚±‚ê‚إ‰´‚ح‚ي‚©‚é‚و‚¤‚ة‚ب‚ء‚½پv
‚ف‚½‚¢‚بکb‚حپA—Œn”آ‚ةڈ‘‚‚ׂ«“à—e‚إ‚ب‚¢‚ئ‹آ‚é?
‚¾‚ئ‚µ‚½‚çپA‚ ‚ب‚½‚ئ‚حکb‚ھچ‡‚ي‚ب‚¢‚¾‚¯‚¾‚µپAچ‡ˆس‚·‚é•K—v‚ح‚ب‚¢‚ئ”»’f‚·‚é‚وپB
’N‚ئ‚إ‚àچ‡ˆس‚ھ‚إ‚«‚éپA‚ء‚ؤ‚ي‚¯‚¶‚ل‚ب‚¢‚µ‚ثپB >>274
ڈ‚ب‚‚ئ‚àپuƒGƒrƒfƒ“ƒX‚ھ‚ ‚é‚ي‚¯‚إ‚ح‚ب‚¢پv‚ئ“`‚ي‚é‚و‚¤‚ب”z—¶‚ح•K—v‚¾‚낤‚ث
’f’è’²‚إڈ‘‚¢‚½‚çŒë‰ً‚ًڈµ‚‰آ”\گ«‚ھچ‚‚¢
‚»‚ê‚ة‚»‚ج‚و‚¤‚بƒPپ[ƒX‚إ‚à•پ’تپu”»‚ء‚½——Rپv‚ء‚ؤ‚ ‚é‚و‚ث
پuژہ‘H“I‚ةڈ‘‚©‚ê‚ؤ‚¢‚é‚©‚çپAژè‚ً“®‚©‚µ‚ب‚ھ‚çٹw‚ׂؤ”»‚è‚â‚·‚©‚ء‚½پv
‚ف‚½‚¢‚بکb‚ب‚ç‹qٹدگ«‚ھڈo‚ؤ‚‚é
>پuپ›پ›پ›ڈo”إژذ‚جپ›پ›پ›‚ھ‚¨‚·‚·‚كپB‚±‚ê‚إ‰´‚ح‚ي‚©‚é‚و‚¤‚ة‚ب‚ء‚½پv
‚±‚ꂾ‚¯‚¾‚ء‚½‚çٹ®‘S‚ةژهٹد‚µ‚©‚ب‚¢‚إ‚µ‚ه چھ‹’‚ء‚ؤŒ¾‚¢‚ب‚وپB
‚ب‚ٌ‚¾‚وƒGƒrƒfƒ“ƒX‚ء‚ؤپB >>251
>چ،‚ا‚«پA‰½‚©‚ًچى‚낤‚ئ‚µ‚½‚çپA‚·‚®‚ةSMD‚ً”¼“c•t‚¯‚·‚é•ûŒü‚ةچs‚©‚´‚é‚ً“¾‚ب‚¢‚±‚ئ‚ح
‚»‚ê‚حژ©•ھ‚جگ¢ٹEˆبٹO‚ح”F‚ك‚ب‚¢چl‚¦•û‚إ‚·‚ث
‚±‚جƒXƒŒ‚ة‚‚é“ü–هژز‚ج–ع“I‚حپA‰َ‚ꂽƒQپ[ƒ€ƒRƒ“ƒgƒچپ[ƒ‰‚ج•”•i‚ًŒًٹ·‚µ‚½‚¢‚ئ‚©پA
‰َ‚ꂽ“d“®چH‹ï‚جٹî”آ‚â•”•i‚ًڈC—‚µ‚½‚¢‚ئ‚©پA
‚؟‚¬‚ꂽ“dŒ¹ƒRپ[ƒh‚ًŒq‚¬‚½‚¢‚ئ‚©‚إ‰½‚©ٹî”آ‚ًچى‚낤‚ئ‚µ‚ؤ‚¢‚éگl‚ح‚ ‚ـ‚è‹ڈ‚ـ‚¹‚ٌ
ƒ_ƒCƒ\پ[‚âƒzپ[ƒ€ƒZƒ“ƒ^پ[‚إƒnƒ“ƒ_ƒRƒe‚ً”ƒ‚¤گl‚ح‚»‚¤‚¢‚¤گl‚ھ‘½‚¢‚إ‚µ‚ه‚¤
‚»‚¤‚¢‚¤گl‚ة‰·’²ƒRƒe‚ً”ƒ‚ي‚ب‚¢Œہ‚肤‚ـ‚‚¢‚©‚ب‚¢‚و‚ف‚½‚¢‚ب•شژ–‚ً‚µ‚ؤ‚à‚ح‚ٌ‚¾•t‚جٹy‚µ‚¢گ¢ٹE‚ة“ü‚ء‚ؤ‚‚é‚ب‚ئŒ¾‚ء‚ؤ‚é‚ج‚ئ“¯‚¶‚إ‚· ‚»‚¤‚¢‚¤‚جڈ¬’r•a‚ء‚ؤŒ¾‚¤‚ٌ‚¾‚¼پB
گ[چڈ‚بگS‚ج•a‚¾‚¼پB >>267
پEپEپEƒIƒJƒ‹ƒg‚ئŒ¾‚¦‚خ‚ ‚ꂾپB‚«‚ه‚¤‚ر‚جƒpƒ“ƒfƒ~ƒbƒN‚ئ“¯‚¶‚پA
•S”N‘O‚ج(ƒyƒXƒg‚ج)ƒpƒ“ƒfƒ~ƒbƒNژ‚àٹOڈoژ©ڈl‚ھ—vگ؟‚³‚ê
‚»‚جژ(”¼)’n‰؛ژ؛‚ةˆّ‚«‚±‚à‚ء‚½“–ژ‚جکB‹àڈpژt‚ھ
‘¾—zŒُ‚ًƒvƒٹƒYƒ€‚إ•ھŒُ‚µ‚½‚肵‚ؤ‰بٹw‚ًگi•à‚³‚¹‚½‚ٌ‚و‚بپB
‚¢‚ـ‚¾‚ة‰بٹwŒn‚ج–^ژGژڈ‚ھ‚»‚جکB‹àڈpژt‚ج–¼‚ًŒf‚°‚ؤ‚¢‚ؤƒڈƒچƒX(^p^) ‰بٹwŒn‚جژGژڈ‚ء‚ؤٹwŒ¤ƒ€پ[‚©پB .>‚ح‚ٌ‚¾•t‚جٹy‚µ‚¢گ¢ٹE‚ة“ü‚ء‚ؤ‚‚é‚ب‚ئŒ¾‚ء‚ؤ‚é‚ج‚ئ“¯‚¶‚إ‚·
ƒnƒ“ƒ_•t‚¯‚ً–ع“I‰»‚µ‚ؤ‚¢‚éگl‚©‚بپH SMD•”•i‚حپAƒNƒٹپ[ƒ€”¼“c‚إ•t‚¯‚ؤ’u‚¢‚ؤƒqپ[ƒgƒKƒ“‚إ”¼“c—n‚©‚·‚ٌ‚¶‚ل‚ب‚¢‚ج‚©پH‚»‚¤‚µ‚ب‚¢‚ئڈمژè‚چع‚ç‚ب‚¢‚و 1”N‚ج‘چŒˆژZچإڈI“ْ‚ةٹF‚µ‚ؤ”Mگ§Œن‚ھ‰َ‚ꂽ‚ح‚ٌ‚¾‚±‚ؤ‚ف‚½‚¢‚ة‰ء”M‚µ‚ؤ‚é‚ٌپH >>282
ƒ`ƒbƒv’ïچRˆêŒآ‚¾‚¯‰ء”M‚·‚éƒqپ[ƒgƒKƒ“‚حچى‚ê‚ب‚¢‚à‚ج‚©پB >>282
ttps://www.renesas.com/jp/ja/support/technical-resources/packaging
>”¼“±‘جƒpƒbƒPپ[ƒWژہ‘•ƒ}ƒjƒ…ƒAƒ‹
‚ً“ا‚à‚¤ >>282
‹@ٹBژہ‘•‘O’ٌ‚جƒ‰ƒ“ƒh‚ئ
ژèƒnƒ“ƒ_‚ض‚ج‘خ‰‚ً‘z’肵‚½ƒ‰ƒ“ƒh‚حˆل‚¤‚ٌ‚و‚ب
–§“x‚ھ’ل‚‚ب‚邯‚اپAژèƒnƒ“ƒ_—p‚ةچL‚ك‚جƒ‰ƒ“ƒh‚ً
—pˆس‚µ‚ؤ‚¨‚¯‚خ–تژہ‘••”•i‚¾‚ء‚ؤپA
ژèƒnƒ“ƒ_‚إ‚àڈ[•ھچs‚¯‚é‚وپ`(^p^)
ƒ‰ƒ“ƒh‹·‚‚ؤ—ׂج•”•i‚ھ‹ك‚¢‚ئپA
ƒRƒe‚ھ“ü‚炸“ح‚©‚ب‚¢ژ–‚à‚ ‚邯‚اپG >>269
> ‘fگl‚ھ‰·’²ƒSƒe‚إژہ‘•‚µ‚½•¨‚ئڈn—ûژز‚ھ”ٌ‰·’²ƒSƒe‚إژہ‘•‚µ‚½•¨‚إ
> ڈo—ˆ‰f‚¦‚ةچ·‚ھ‚ب‚¯‚ê‚خژہ‘•‚µ‚½‚ج‚ھ‘fگl‚©ڈn—ûژز‚©‚ب‚ٌ‚ؤڈd—v‚إ‚ح‚ب‚¢‚ح‚¸‚¾
‚»‚ê‚إ‚±‚جگl‰½‚ًŒ¾‚¢‚½‚¢‚جپH
پuƒTƒbƒJپ[‚ج‘fگl‚ئƒXƒ^پ[ƒvƒŒپ[ƒ„پ[‚إƒpƒtƒHپ[ƒ}ƒ“ƒX‚ةچ·‚ھ‚ب‚¯‚ê‚خƒvƒŒپ[‚µ‚ؤ‚¢‚é‚ج‚ھ‘fگl‚©ƒXƒ^پ[ƒvƒŒپ[ƒ„پ[‚©‚ب‚ٌ‚ؤڈd—v‚إ‚ح‚ب‚¢‚ح‚¸‚¾پv‚ئŒ¾‚¦‚خ‚»‚ج‚ئ‚¨‚肾‚ھپAƒXƒ^پ[ƒvƒŒپ[ƒ„پ[‚ئ“¯‚¶“‚«‚ھ‚إ‚«‚é‘fگl‚ب‚ٌ‚ؤ‚¢‚ب‚¢پB
–œ‚ھˆê‚¢‚½‚ç‚»‚ج‘fگl‚ح‚»‚ج“ْ‚©‚çƒXƒ^پ[ƒvƒŒپ[ƒ„پ[‚ة‚ب‚é‚ھپA‚»‚ٌ‚ب‚±‚ئ‚ح‚ـ‚¸‚ ‚肦‚ب‚¢پB
‚»‚ꂾ‚¯‚جکb‚¾پB
“ھ‚ج‚¨‚©‚µ‚¢گl‚ح“ھ‚ج‚¨‚©‚µ‚¢‚±‚ئ‚ًŒ¾‚¢ڈo‚·‚±‚ئ‚ھ‚و‚‚ي‚©‚éپB >>286
ƒRƒe‚ھ“ü‚ç‚ب‚¢‚ئ‚©‚»‚¤‚¢‚¤ڈêچ‡‚حپAƒvƒٹƒqپ[ƒ^پ[‚إ‰؛‚©‚ç‰ك”M‚µ‚ب‚ھ‚çپAƒXƒ|ƒbƒgƒqپ[ƒ^پ[(ƒzƒbƒgƒGƒAپ[)‚إŒًٹ·پB >>281
ƒnƒ“ƒ_•t‚¯‚إ‚إ‚«‚邱‚ئ‚حٹy‚µ‚¢‚جˆس–،‚إ‚·‚ھپA‚ ‚ب‚½‚ح‚»‚±‚ـ‚إ‚ذ‚ث‚‚ꂽٹ´ڈî‚ً‚¨ژ‚؟‚إ‚·‚© پEپEپE‚¤پ[‚ٌپBٹw–â—Œn‚ئ‚¢‚¤ƒhƒGƒ‰ƒC•ھ–ى‚إ‚¾‚ئپA‰بٹw‚ةچ°‚ً”„‚ء‚ؤ‚ؤ‚à‚ب‚©‚ب‚©—~‚·‚éگ^—‚جگ[•£‚ة‚ح“ح‚©‚¸
‚¨‚ج‚ê‚ج”nژ‚³‰ءŒ¸‚ة•ً‚ê‚آ‚آ‰كچ“‚بŒ»ژہ‚ة‘إ‚؟‚ذ‚µ‚ھ‚ê‚ؤ‚¢‚ç‚ء‚³‚ء‚ؤ‚ؤ
‰پX‚ة‚µ‚ؤگlٹش‚ئ‚¢‚¤ƒ‚ƒm‚جŒہٹEپE”nژ‚³‰ءŒ¸‚ً’ةٹ´‚µ‚ؤ‚¢‚é‚ي‚¯‚إ
ژ©•ھژ©گg‚à‘¼گl‚à‚ا‚¤‚¹ƒoƒJ‚¾‚ئژv‚ء‚ؤŒ¾—t‚ً‘I‚خ‚ب‚¢گl‚ھ‘¶ٹO‚ة‘½‚¢‚ٌ‚وپB
‚¾‚©‚炽‚ئ‚¦Œ¾—tگK‚ة—eژح‚ب‚‚ؤ‚àپu‰´—l‚حƒGƒ‰ƒC‚ٌ‚¾پv‚ئژv‚ء‚ؤ‚¢‚é‚ي‚¯‚¶‚ل‚ب‚‚ؤ
‚»‚ج”wŒم‚ة‚حپu‰´—l‚àƒoƒJ‚¾‚¯‚اپv‚ئ‚¢‚¤ژpگ¨‚ب‚±‚ئ‚à‚ ‚é‚©‚çپA
‚ ‚ٌ‚ـ‚èƒPƒ“ƒJچک‚ة‚ب‚é•K—v‚â‰؟’l‚ح–³‚©‚ء‚½‚è‚·‚邱‚ئ‚à‚ ‚é‚إ‚وپBپBپB
•K—v‚â‰؟’l‚ھ‚ ‚é‚ب‚ç‚ ‚ꂾ‚¯‚اپAƒپƒٹƒbƒg‚ھ–³‚¢‚ب‚ç
‚ا‚ء‚؟‚à‚ ‚ٌ‚ـ‚è‰كŒƒ‚بŒ¾—t‚حژg‚ي‚ٌ‚ظ‚¤‚ھ–³“ï‚إ‚·‚¾‚وپ[پB
‚؟‚ب‚ف‚ة‰´—l‚حƒGƒچ‚¢‚ٌ‚¾(^p^)(ƒhƒ„ƒ@ >>287‚ئ‚©‘ه—ت‚ةگ¶ژY‚³‚ê‚é—تژY•i‚ئپA“ء’è—p“rŒü‚¯‚إچ‚‚¢گM—ٹگ«‚ھ—v‹پ‚³‚ê‚é“ءژê•i‚ف‚½‚¢‚ب‚ج‚ج‹و•ت‚ھ•t‚©‚ب‚¢‚ج‚©‚ب
ڈn—ûژز‚ھ‚»‚جچ‚“x‚ب‹Zڈp‚ًٹˆ—p‚µگlچH‰qگ¯‚â‘إ‚؟ڈم‚°—p‚جƒچƒPƒbƒg‚ة“‹چع‚·‚éٹî”آ‚ًƒnƒ“ƒ_•t‚¯‚·‚é‚ئ‚¢‚¤کb‚ب‚ç”»‚邯‚ا
‚±‚جƒXƒŒ‚إ‚à‚±‚±‚ـ‚إڈo‚ؤ‚«‚ؤ‚¢‚邨‘è‚إ‚»‚ٌ‚ب•¨‚حˆê‚آ‚à‚ب‚¢‚µپA‘S‚ؤ—تژY•iƒŒƒxƒ‹‚ج•¨‚خ‚©‚è‚إ‚µ‚ه ‚»‚¤‚¢‚âگM—ٹگ«‚ئ‚©“xٹOژ‹‚إ‚«‚éƒzƒrپ[—p“r‚ب‚ç‚إ‚ح‚جƒeƒNƒjƒbƒN‚ئ‚µ‚ؤپA
(چH‹ئ—pƒhƒ‰ƒCƒ„پ[‚ئ‚©ƒRƒe‚¶‚ل‚ب‚‚ؤ)’²——p‚جƒzƒbƒgƒvƒŒپ[ƒg‚إ
‰ء”M‚·‚é‚ئ‚¢‚¤چr‹ئ‚à‚ ‚é‚ٌ‚و‚بپEپEپE‰ك‹ژƒXƒŒ‚إ‚»‚ٌ‚بکb‘茩‚½ٹo‚¦‚ھ‚ ‚é(^p^;) •پ’i‚إ‚à232‚جگ¢ٹE‚ب‚ج‚ةپAٹF‚³‚ٌ‰ة‚¾‚ئ232ژ©–‚¾‚ب ‚ پIپ@‰·“x‚جگف’è‚â
Œ»ڈَ‰·“x‚ج•\ژ¦‚ة
RS232Cژg‚¤‚ء‚ؤ‚¢‚¤‚ج‚ح
‘¶ٹO‚ة—ا‚¢ژè‚©‚à‚بپEپEپE•”•iƒRƒXƒgچيŒ¸‚إ‚«‚»‚¤(^p^)
ژwژ¦—pVR‚ئ‚©•\ژ¦‚VSEG‚ئ‚©‚ً‚ـ‚é‚ـ‚éƒVƒٹƒAƒ‹‚إ‘م‘ض‚إ‚«‚é‚â‚ٌپEپEپE
ƒnƒCƒpپ[ƒ^پ[ƒ~ƒiƒ‹(orTeratermپj‚إگف’èپ•“ا‚فژو‚è
‚¢‚âپA‚¢‚ـ‚ب‚çUSBƒVƒٹƒAƒ‹گع‘±‚©پB
‚»‚ٌ‚إ‹‹“d‚àUSBƒRƒlƒNƒ^‚©‚çچs‚¦‚خ‚¦‚¦‚ٌ‚â‚بپEپEپE >>291
‰½‚ًŒ¾‚ء‚ؤ‚¢‚é‚ج‚©‚ي‚©‚ç‚ب‚¢‚ھپA—تژY•i‚ح”ٌ‰·’²‚±‚ؤ‚ًژg‚ء‚ؤ‚¢‚é‚ئژv‚ء‚ؤ‚¢‚é‚ج‚©پH
‚»‚ê‚ئ‚à“ء’è—p“rŒü‚¯‚إچ‚‚¢گM—ٹگ«‚ھ—v‹پ‚³‚ê‚é“ءژê•i‚ھ”ٌ‰·’²‚±‚ؤ‚ًژg‚ء‚ؤ‚¢‚é‚ئژv‚ء‚ؤ‚¢‚é‚ج‚©پH
‚ـ‚½“ھ‚ج‚¨‚©‚µ‚¢“z‚ھڈo‚ؤ‚«‚½‚ج‚©پH ‚¢‚¢‚¦پA‚»‚ê‚حژ„‚إ‚ح‚ ‚è‚ـ‚¹‚ٌ(^p^) >>232
—تژY•i‚إژèƒnƒ“ƒ_‚ھ•K—v‚ب‚ئ‚±‚ë‚ح‰·’²ƒSƒe‚ج‘fگlچى‹ئ‚¾پB‚آ‚ـ‚èچى‹ئ‚حٹî–{“I‚ة’N‚إ‚àڈo—ˆ‚é“à—e
‚ئ‚¢‚¤‚©‚»‚ٌ‚ب‚±‚ئ‚·‚çگà–¾‚µ‚ب‚¢‚ئ”»‚ç‚ب‚¢‚ج‚©‚و
ƒnƒ“ƒ_•t‚¯‚حچ،ژ‚ج“dژq‹@ٹي‚ًگ¶ژY‚·‚é‚ج‚ة•Kگ{‚جٹî‘b‹Zڈp‚¶‚ل‚ب‚¢‚© گجƒoƒCƒg‚µ‚ؤ‚¢‚½ژèƒnƒ“ƒ_‰ïژذ‚ح’N‚à‚ھڈo—ˆ‚é‚و‚¤‚ب‚ج‚â‚ء‚ؤ‚ب‚©‚ء‚½‚¯‚اپH
‚ب‚ٌ‚إ’m‚ء‚½‚©‚µ‚ؤ‚é‚ٌ‚¾ >>298
‚³‚·‚ھ‚ة‘fگl‚إ‚ح‚ب‚¢‚¾‚ëپB
گVگl‚¾‚ئ‚µ‚ؤ‚àƒvƒچ‚¾‚µپB ‚ب‚ٌ‚©ƒAƒ“ƒJ‚ھ‚¨‚©‚µ‚©‚ء‚½‚ي
پ~>>232
پ›>>296
>>300
‹à‚à‚ç‚ء‚ؤ‚¢‚é‚ئ‚¢‚¤ˆس–،‚إ‚حٹm‚©‚ةƒvƒچ‚¾‚بپB‚¾‚ھ‹³ˆç‚حژَ‚¯‚ؤ‚¢‚ؤ‚àگlٹشچ‘•َ‚ف‚½‚¢‚بڈn—ûژز‚¶‚ل‚ب‚¢‚µ
ژ©•ھ‚إ‰½‚©‚ًچى‚ê‚郌ƒxƒ‹‚جگl‚ب‚ٌ‚ؤ‚ـ‚¸‚¢‚ب‚¢‚وپBڈٹ‘Fƒ‰ƒCƒ“چH >>301
گlٹشچ‘•َ‚ف‚½‚¢‚بگl‚إ‚ب‚¯‚ê‚خ‘fگl‚ب‚ج‚¾‚»‚¤‚¾پB
‚ب‚؛“ھ‚ج‚¨‚©‚µ‚¢گl‚ئŒ¾‚ي‚ê‚é‚©ژ©–¾‚¾‚ئژv‚¤‚ھپA–{گl‚ح‚ي‚©‚ç‚ب‚¢‚ج‚إ‚ ‚낤پB ڈ؛کa‚جگج‚حپA30W‚جٹھگüƒqپ[ƒ^پ[‚ةƒRƒeگو‚ح‚Sƒ³‚ج“؛–_ƒyƒ“ƒ`‚إگط‚ء‚ؤƒ„ƒXƒٹ‚إ‚bŒ^‚ةچي‚ء‚ؤژg‚¤
گو‚ھŒ¸‚ء‚½‚烄ƒXƒٹ‚إگ®Œ`‚·‚é‚ء‚ؤ
ژdژ–‚µ‚ؤ‚½ƒ„ƒV‰½گl‹ڈ‚é‚©‚ب? ‚ب‚é‚ظ‚اپ@—^‚¦‚ç‚ꂽچى‹ئ‚ئپ@ژ©•ھ‚إچى‚èڈo‚¹‚é‰]پXپ@‚إŒ¾‚¦‚خ
گEگl‚ب‚甼“c‚²‚ؤ‚ة‚àژè‚ً“ü‚êپ@•”•ھ“I‚ة‚حچى‚é‚ئ‚¢‚¤پ@کb‚حپ@کb‚ج—¬‚ê‚ئ‚µ‚ؤ‚ ‚½‚è‚ـ‚¦‚©پEپEپE
پ@ˆê’Uکb‚ح”ٍ‚ش‚ھپAƒXƒ}ƒzڈ[“d‚ح‚ب‚é‚ׂ‘پ‚پA–ڈ[“d–کپAڈ[“d‚µ‚و‚¤‚ئ‚·‚é‚و‚¤‚ةگفŒv‚µ‚ؤ‚ ‚éپB
–l‚جڈêچ‡‚ح’·‚ژg‚¢‘±‚¯‚é‚ج‚إپAژ’Z‚و‚è‚à‚ق‚µ‚ëپ@“d’rƒ_ƒپپ[ƒW‚ً”ً‚¯‚½‚¢پB‚»‚±‚إ
USB‰„’·ƒPپ[ƒuƒ‹‚ً–³‘ت‚ةٹôڈd‚ة‚à‹²‚فپA‚ي‚´‚ئ“dˆ³چ~‰؛‚³‚¹‚ؤڈ[“d‘¬“x‚ً—}گ§‚µ‚ؤ–³‘ت‚ب‰ء”M‚ً”ً‚¯‚éپB
ƒPپ[ƒuƒ‹‚ھپA“ٹ“ü“d—ح‚ًگ§–ٌ‚µ‚ؤ‚¢‚é‚ي‚¯‚¾پB
پ@‚à‚¤ˆê‚آ•ت‚جکb‚ً‚·‚é‚ئپACVCC“dŒ¹‚ء‚ؤگف’肵‚½“dˆ³‚à‚µ‚‚ح“d—¬‚ًˆغژ‚µ‚و‚¤‚ئ
ژ©“®’²گ®‚µ‚ؤ‚‚ê‚é“dŒ¹‚¾‚¯‚اپA’è“dˆ³ƒ‚پ[ƒh‚حڈo—ح“_‚إ‘ھ‚é‚ئ“dŒ¹ƒnپ[ƒlƒX‚ج“dˆ³چ~‰؛‚ًٹـ‚ٌ‚إ‚µ‚ـ‚¤–â‘è‚ھ—L‚éپB
—ا‚¢‹@ژي‚¾‚ئƒٹƒ‚پ[ƒg‘ھ’è“_‚ج’[ژq‚ھ—pˆس‚³‚ê‚ؤ‚¨‚èپA‰“ٹu“_‚ج“dˆ³‚ًŒ©‚ؤ‚»‚±‚ھ’è“dˆ³‚ة‚·‚é‚و‚¤‚ةگ§Œن‚µ‚ؤ‚‚ê‚éپB
‚ب‚ٌ‚إˆêŒ©–³ٹضŒW‚بکb‚ً‚µ‚½‚©‚ئ‚¢‚¤‚ئپA”¼“c‚²‚ؤ‚جٹO•t‚¯‚ج‰·“xƒRƒ“ƒgƒچپ[ƒ‰‚ئŒؤ‚خ‚ê‚é‚à‚ج‚ح
ƒgƒ‰ƒCƒAƒbƒN‚ب‚ا‚إ“ٹ“ü‚·‚é“d—ح‚ً’²گ®‚µ‚ؤ–Oکaژ‚ج‰·“x‚ج“ھ‘إ‚؟ˆت’u‚ًگ§Œن‚·‚é•ûژ®‚إ‚ ‚ء‚ؤ
Œg‘رڈ[“d‚ة‰„’·ƒPپ[ƒuƒ‹‚ً‹²‚ٌ‚¾‚و‚¤‚بپA’x‚‚±‚»‚·‚ê‘پ‚‚ح‚µ‚ب‚¢ƒ^ƒCƒv‚ج’²گ®•û–@‚¾‚ئ‚¢‚¤ژ–‚ًژ¦چ´‚·‚éˆ×پB
T12‚ب‚ا‚ج”M“d‘خ“à‘ ƒRƒeگو‚حƒRƒeگو•t‹ك‚ج‰·“x‚ًٹؤژ‹‚µ‚ؤ‚¨‚èپA—ا‚¢’è“dˆ³“dŒ¹‚ج—l‚ب‘¤–ت‚ً”ُ‚¦‚ؤ‚¢‚é‚ئ‚¢‚¤‚±‚ئپB
(ژ©•ھ‚إچى‚é‚ئ‚¢‚¤ژ–‚ًژ©Œب–ع“I‰»‚¹‚¸‚ةپA”ƒ‚ء‚½‚ج‚و‚è)—ا‚¢‚à‚ج‚ً“¾‚é‚ة‚حژ©•ھ‚إچى‚邵‚©‚ب‚¢پA‚ئ‚¢‚¤‘¤–ت‚ً
–‘«‚³‚¹‚é‚ة‚حپA‰½‹C‚ة“ïˆص“x‚جƒNƒ\چ‚‚¢ژ‘م‚إ‚·‚¼پEپEپE(^p^;) >>306
>USB‰„’·ƒPپ[ƒuƒ‹‚ً–³‘ت‚ةٹôڈd‚ة‚à‹²‚فپA‚ي‚´‚ئ“dˆ³چ~‰؛‚³‚¹‚ؤڈ[“d‘¬“x‚ً—}گ§‚µ‚ؤ–³‘ت‚ب‰ء”M‚ً”ً‚¯‚éپB
>ƒPپ[ƒuƒ‹‚ھپA“ٹ“ü“d—ح‚ًگ§–ٌ‚µ‚ؤ‚¢‚é‚ي‚¯‚¾
•پ’ت‚جڈ[“d‰ٌکH‚حUSB‚جگو‚ة‚آ‚¢‚ؤ‚¨‚è‚»‚±‚ةCVCC‚جڈ[“dگ§Œن‰ٌکH‚ھ‚ ‚é
‚آ‚ـ‚艽‚ة‚à‚ب‚ç‚ب‚¢–³‘ت‚ب•û–@
ژ©“®گ§Œن‚حگ§Œن•û–@‚و‚èƒZƒ“ƒTپ[‚ھ‚ا‚±‚ة‚ ‚é‚©‚ھڈd—v‚ب‚±‚ئ‚ھ‘½‚¢ >>307
‘ه‘O’ٌ‚ئ‚µ‚ؤپAUSB‚ج‹Kٹi‚ھ‚TV‚¾‚©‚çپA
USB‚جŒ³‘¤‚إ5Vگ§Œن‚³‚ê‚ؤ‚é‚ٌ‚وپB
‚¾‚©‚çپAƒPپ[ƒuƒ‹‚ھچׂ©‚ء‚½‚è’·‚©‚ء‚½‚è‚·‚é‚ئ
‘¾‚¢ƒPپ[ƒuƒ‹‚ئ”ن‚µ‚ؤپA“dˆ³چ~‰؛‚ھ‘ه‚«‚‚ب‚é‚©‚ç
–ڈ[“d‚ة‚ب‚é‚ـ‚إ‚ةژٹش‚©‚©‚é‚ٌ‚وپB
(“d’r•غŒى‚ج‚½‚ك–ڈ[“d‚ة‚ح‚¹‚¸پA
‚W‚Oپ“ڈ[“d‚إٹO‚·‚و‚¤‚ة‚µ‚ؤ‚¢‚ؤپA
ƒ^ƒCƒ}پ[‚ًƒZƒbƒg‚µ‚ؤٹO‚µ‚ؤ‚¢‚é‚ج‚¾‚¯‚ê‚ا
‰„’·ƒPپ[ƒuƒ‹‚ج—L–³‚إپAژٹش‚ةچ·‚ھڈo‚é‚و)
‹}‚¢‚إڈ[“d‚µ‚ب‚«‚ل‚ب‚ç‚ٌژ‚ح‰„’·ƒPپ[ƒuƒ‹ٹO‚µ‚ؤ’¼Œ‹‚·‚é‚ئ‘¬‚¢‚وپB
éx‚³‚ꂽ‚ئژv‚ء‚ؤژژ‚µ‚ؤ‚ف‚»(^p^) >>308
‚»‚ٌ‚ب“dˆ³چ~‰؛‚ھ‹N‚±‚éƒPپ[ƒuƒ‹‚ب‚ٌ‚ؤ•s—ا•i‚إ‚ب‚¯‚ê‚خ‚ب‚¢
”R‚¦‚é‚ي ‚ پA‚»‚¤‚©پA‚²‚ك‚ٌ‚²‚ك‚ٌUSB‚ج‹Kٹi‚ج‚TVپu‚PAپv‚ج“d—¬”›‚è‚à‹؟‚‚ج‚©پG
USB”¼“c‚²‚ؤ‚ء‚ؤ”„‚ء‚ؤ‚½‚ئژv‚¤‚¯‚اپA‚TW‚ء‚ؤ‚±‚ئ‚©پEپEپE“ٌŒزƒRƒlƒNƒ^‚إ‚à‚P‚OWپA
‚ب‚©‚ب‚©Œµ‚µ‚»‚¤‚بگ§–ٌ‚إ‚·‚بپB >>308
USB‚ج‹}‘¬ڈ[“d‚حگ”ڈ\W‚ئ‚©100W‚ئ‚©‹ں‹‹‚إ‚«‚é‚à‚ج‚ھ‚ ‚é‚ھپA5V‚¾‚ئ‰½A•K—v‚ة‚ب‚é‚©
‚±‚¤‚¢‚¤ƒŒƒxƒ‹‚ج’rڈہ‚ھ‚ ‚خ‚ ‚خŒ¾‚ء‚ؤ‚¢‚éƒXƒŒ‚إ‚ ‚邱‚ئ‚ھ‚ئ‚ؤ‚à‚و‚‚ي‚©‚é‚ئژv‚¤ >>311
5V‚إ100W‹ں‹‹‚إ‚«‚é‚ي‚¯‚¶‚ل‚ب‚¢پB
‹Kٹi‚à’m‚ç‚ب‚¢’rڈہƒŒƒxƒ‹‚ھ(ˆب‰؛—ھ USB-C‚ب‚ç‚·‚²‚¢‚ج‚ ‚ٌ‚¶‚ل‚ٌ >>312
>>308‚ح
>‘ه‘O’ٌ‚ئ‚µ‚ؤپAUSB‚ج‹Kٹi‚ھ‚TV‚¾‚©‚çپA
‚ئŒ¾‚ء‚ؤ‚¢‚é‚ي‚¯‚¾‚ھژڑ“ا‚ك‚ب‚¢‚إ‚·‚©پH
چ،“x‚حژڑ‚à“ا‚ك‚ب‚¢’rڈہ‚© >>277
>‚»‚ê‚حژ©•ھ‚جگ¢ٹEˆبٹO‚ح”F‚ك‚ب‚¢چl‚¦•û‚إ‚·‚ث
پu‚·‚®‚ةSMD‚ً”¼“c•t‚¯‚·‚é•ûŒü‚ةچs‚©‚´‚é‚ً“¾‚ب‚¢‚±‚ئ‚ح‚ ‚è‚ـ‚·پv
‚ء‚ؤپAپu‚±‚ئ‚ح‚ ‚è‚ـ‚·پv‚ء‚ؤڈ‘‚¢‚ؤ‚é‚ي‚¯‚¾‚µپA‚»‚جپu‚±‚ئپv‚إ‚ح‚ب‚¢ڈَ‹µ‚ھ‘¶چف‚·‚邱‚ئ‚ً
”F‚ك‚ؤ‚¢‚é‚وپB
>‚±‚جƒXƒŒ‚ة‚‚é“ü–هژز‚ج–ع“I‚حپA‰َ‚ꂽƒQپ[ƒ€ƒRƒ“ƒgƒچپ[ƒ‰‚ج•”•i‚ًŒًٹ·‚µ‚½‚¢‚ئ‚©پA
>‰َ‚ꂽ“d“®چH‹ï‚جٹî”آ‚â•”•i‚ًڈC—‚µ‚½‚¢‚ئ‚©پA
>‚؟‚¬‚ꂽ“dŒ¹ƒRپ[ƒh‚ًŒq‚¬‚½‚¢‚ئ‚©‚إ‰½‚©ٹî”آ‚ًچى‚낤‚ئ‚µ‚ؤ‚¢‚éگl‚ح‚ ‚ـ‚è‹ڈ‚ـ‚¹‚ٌ
‚ ‚ـ‚è‚¢‚ب‚¢پA‚ء‚ؤ‚ب‚ٌ‚إ‚»‚¤‚ب‚é? ‚±‚±‚ة‚«‚ؤ‚¢‚éگl‚حپAژہچغ‚ةڈ‘‚¢‚ؤ‚¢‚éگl‚¾‚¯‚إ‚ب‚
“ا‚ٌ‚إ‚¢‚邾‚¯‚جگl‚à‚¢‚邾‚낤پB
‚¾‚½پAڈ‚ب‚‚ئ‚àپu‚ ‚ـ‚è‹ڈ‚ـ‚¹‚ٌپv‚ئ‚¢‚¤‚±‚ئ‚حپu‰½‚©ٹî”آ‚ًچى‚낤‚ئ‚µ‚ؤ‚¢‚éگlپv‚ح
‚ ‚ب‚½‚ج’†‚إ‚à‘خڈغ‚ة“ü‚ء‚ؤ‚é‚ي‚¯‚¾‚µپA‚»‚±‚حچl—¶‚ھ•K—v‚ب‚ج‚إ‚ح?
>‚»‚¤‚¢‚¤گl‚ة‰·’²ƒRƒe‚ً”ƒ‚ي‚ب‚¢Œہ‚肤‚ـ‚‚¢‚©‚ب‚¢‚و‚ف‚½‚¢‚ب•شژ–‚ً‚µ‚ؤ‚à‚ح‚ٌ‚¾•t‚ج
>ٹy‚µ‚¢گ¢ٹE‚ة“ü‚ء‚ؤ‚‚é‚ب‚ئŒ¾‚ء‚ؤ‚é‚ج‚ئ“¯‚¶‚إ‚·
‰´‚ح‰·’²ƒRƒe‚ًگ„ڈ§‚·‚é—§ڈꂾ‚¯‚اپAڈم‚ة‚àڈ‘‚¢‚½’ت‚èپAŒP—û’bکBڈn—ûٹµ‚ê(‚ء‚ؤ‘ه‚°‚³‚إ‚à
‚ب‚¢‚¯‚ê‚ا)‚إپA”ٌ‰·’²‚جƒRƒe‚إ–تژہ‘••i‚à‚â‚ء‚ؤ‚«‚½‚وپBپu‰·’²ƒRƒe‚ً”ƒ‚ي‚ب‚¢Œہ‚肤‚ـ‚‚¢‚©‚ب‚¢پv
‚ئ‚حژv‚ء‚ؤ‚à‚¢‚ب‚¢پB
‚»‚ê‚ئپA‚½‚¢‚ؤ‚¢‚جژï–،‚ةŒ¾‚¦‚邯‚ê‚اپA“¹‹ï‚ً”ƒ‚ء‚½‚è‹ê‚µ‚³“‚³‚ًڈو‚è‰z‚¦‚é‘جŒ±‚àٹy‚µ‚³‚ج
ˆê•”‚ئچl‚¦‚éگl‚à‚¢‚é‚ي‚¯‚¾‚µپAˆêŒ©ٹy‚µ‚‚ب‚¢‚±‚ئ‚ھپuٹy‚µ‚¢گ¢ٹE‚ة“ü‚ء‚ؤ‚‚é‚بپv‚ة’¼Œ‹‚·‚é‚ي‚¯‚إ‚à
‚ب‚¢‚ئژv‚¤‚وپB
ƒXƒLپ[پAƒXƒmƒ{پAƒSƒ‹ƒtپA‚¨’ƒپAˆحŒéڈ«ٹûپAƒڈƒCƒ“پA“oژRپA–~چحپA‰ئ’ëچط‰€پAƒTƒCƒNƒٹƒ“ƒOپAƒ}ƒ‰ƒ\ƒ“
‚ا‚ٌ‚بژï–،‚إ‚àپA“¹‹ï“¹ٹy‚âŒP—û’bکBڈn—ûٹµ‚ê‚ة‚ئ‚à‚ب‚¤‹ê‚µ‚³–ت“|‚³‚ح•K‚¸‚ ‚邯‚اپA‘½‚‚جگl‚ھ‚»‚ê‚ً
ٹy‚µ‚ٌ‚إژو‚è‘g‚ٌ‚إ‚¢‚éپB
‚ ‚ئپA”¼“c•t‚¯‚à‚»‚êژ©‘ج‚ًٹy‚µ‚قگlپAژè’i‚ة‰ك‚¬‚ب‚¢گlپA—§ڈê‚ح‚¢‚ë‚¢‚ëپAƒvƒٹƒ~ƒeƒBƒu‚ب”¼“c•t‚¯‹Zڈp‚ً
ٹy‚µ‚ق‚±‚ئ‚ةŒX“|‚µ‚½گl‚ھپAژµ—ضپA—û’Y‚ةŒü‚©‚¤‚ج‚à‚ ‚肾‚µ(‚ئ‚ح‚¢‚¦‚±‚جƒXƒŒ‚إ‚حˆµ‚ي‚ب‚¢‚ئژv‚¤‚¯‚ا)پA
چى‚邱‚ئ‚ھ–ع“I‚بگl‚ھپAچ‚‹‰‚ب‰·’²‹@‚ً”ƒ‚¤‚ج‚à‚ ‚èپB
پuڈ‰گSژز‚ح‚±‚¤‚¢‚¤‚±‚ئ‚ً‚·‚éگl‚¾پvپu”¼“c•t‚¯‚جٹy‚µ‚ف•ûپA‚ ‚è•û‚ح‚±‚¤‚¾پv‚ئ‚¢‚¤ژv‚¢چ‚ف‚ح–ع‚ً“ـ‚点‚é‚وپB چ،“ْ‚ح’n‰؛“S‚à‹x‚ف‚ب‚ج‚إ‹C‚ً•t‚¯‚ؤ‚‚¾‚³‚¢‚ثپB >>308
éx‚³‚ꂽپBƒPپ[ƒuƒ‹‚ح“dˆ³چ~‰؛‚ً‹N‚±‚·‚¾‚¯پB“d—حگ§Œہ‚ب‚ٌ‚ؤ‰R
ژ„‚جژ‚ء‚ؤ‚éƒXƒ}ƒz‚¾‚ئ“dˆ³’ل‚¢‚ئƒPپ[ƒuƒ‹‚ھ‚¨‚©‚µ‚¢‚ئŒxچگ‚µ‚ؤ‚‚邵’[ژqٹش’ïچR‚ھ‚¨‚©‚µ‚¢‚ئƒSƒ~گ…”G‚ꂾ‚ئŒxچگ‚µUSBگط‚è—£‚³‚ê‚é Œأ‚¢ƒXƒ}ƒz‚ئŒأ‚¢USB‹Kٹi‚µ‚©’m‚ç‚ٌ‚¶‚¶‚¢‚إ‚·‚ـ‚ٌ‚ج‚£پEپEپEپiپLƒضپJ;)ƒˆƒ{ƒˆƒ{ >>314
USB‚ج‹Kٹi‚ح5V‚¶‚ل‚ب‚¢‚¾‚ëپB
‚»‚ٌ‚ب‚±‚ئ‚à’m‚ç‚ب‚¢‚جپH >>308
>USB‚جŒ³‘¤‚إ5Vگ§Œن‚³‚ê‚ؤ‚é‚ٌ‚و
ƒAƒz‚©‚¢پI
’ïچR‚إڈ[“d“d—¬گ§Œن‚µ‚ؤ‚é‚ئ‚إ‚àژv‚ء‚ؤ‚é‚ج‚©پACVCC‚جˆس–،ژ©•ھ‚إŒ¾‚ء‚ؤ‚ؤ‘S‘R•ھ‚©‚ء‚ؤ‚ب‚¢‚¼ >>308
ƒwƒ{ƒPپ[ƒuƒ‹‚إƒNƒCƒbƒNƒ`ƒƒپ[ƒW‚ئ‚©‹}‘¬ڈ[“dƒ‚پ[ƒh‚ھƒCƒlپ[ƒuƒ‹‚ة‚ب‚ç‚ب‚©‚ء‚½‚¾‚¯‚¶‚ل‚ب‚¢‚جپH >>306
ٹO•t‚¯‚جڈêچ‡‚حگ§Œن‘خڈغ‚ھ“d—ح‚إ‚ ‚ء‚ؤ‰·“xژ©‘ج‚حگ§Œن‚µ‚ؤ‚¢‚ب‚¢
“dŒ¹‚ج—ل‚¦‚ح‚ا‚؟‚ç‚à“dˆ³‚ًƒtƒBپ[ƒhƒoƒbƒNگ§Œن‚µ‚ؤ‚¢‚é
‘ٹˆل“_‚ھ‘½گ”‚ ‚é‚ج‚إپAƒZƒ“ƒTپ[پuˆت’uپv‚جڈd—vگ«‚ًŒê‚é‚ج‚ح–³—‹ط‚¶‚ل‚ب‚¢‚©
USBڈ[“dٹي‚ح1AپA2AپA3A‚ئ‘‚¦‚½Œم‚ح“dˆ³ڈم‚°‚é•ûŒü‚ض‘ا‚ًگط‚ء‚½‚ح‚¸
ڈ[“dٹي•د‚¦‚é‚ج‚ھٹmژہ‚¾‚و >>321
‹ں‹‹“d—ح‚ھ—LŒہ‚إپA‰„’·ƒPپ[ƒuƒ‹‚إچي‚ھ‚ê‚ê‚خ
ڈ[“d•ûژ®‚ة‹’‚炸ڈ[“dژٹش‚ح‰„‚ر‚±‚»‚·‚êڈk‚ـ‚è‚ح‚µ‚ب‚¢‚ئ‚¢‚¤
’Pڈƒ–¾”’‚بکb‚إ‚·‚ھ‚بپB
>>322
‚¤‚؟‚ج‚حƒ_ƒCƒ\پ[‚ئ‚©‚إ”ƒ‚ء‚½300‰~‚®‚ç‚¢‚جAC-USB‚TV•دٹ·ٹي‚ب‚ٌ‚إ
ƒNƒCƒbƒNƒ`ƒƒپ[ƒW‹@”\‚ئ‚©Œ³پX‚آ‚¢‚ؤ‚ب‚¢‚ئژv‚¢‚ـ‚·‚¼‚ب
>>323
‰·’²‚ج‰·“xگ§Œن‚ح‹}‘¬‚ب‰ء”M‚ھ•K—v‚ب‚ئ‚«‚ح
چإ‘هڈء”ï“d—ح‚إ‚®‚يپ[‚ء‚ئ‰ء”M‚µ‚ؤ‚‚ê‚é‚ي‚¯‚إ
‚¢‚ي‚خپ@‰ء”M‚·‚é•K—v‚ة‰‚¶‚ؤپAٹO•t‚¯ƒRƒ“ƒgƒچپ[ƒ‰‚ج‚آ‚ـ‚ف‚ً
چإ‘ه‚ة‚ـ‚إ‚ذ‚ث‚ء‚ؤ‚‚ê‚é‚و‚¤‚ب“®چى‚â‚ثپB
ƒRƒ“ƒgƒچپ[ƒ‰‚ئ‚¢‚¤–¼‘O‚إ‰·’²‚²‚ؤ‚ئچ¬“¯‚·‚錜”O‚ةٹض‚µ‚ؤ‚ح
پuٹO•t‚¯‚ج‚ح“ھ‘إ‚؟‚ج“®چى‚إپA‰·“x’ل‰؛ژ‚ج‰·“x‰ٌ•œ‚ح‚ق‚µ‚ë’x‚ê‚éپv
پu‰·’²ƒRƒe‚ج“à•”ƒRƒ“ƒgƒچپ[ƒ‰‚حپA‰·“x’ل‰؛ژ‚ج‰·“x‰ٌ•œ‚ح”نٹr“I‘پ‚¢پv‚ئپA
گ§Œن•ûژ®‚©‚ç‘S‚‚ج•ت•¨‚ئ‚¢‚¤—¯ˆس‚حپA‚±‚جƒXƒŒ“I‚ة‚ح—Lˆس‹`‚بژ‹“_‚ئ‚¨‚à‚¤‚ٌ‚و‚ب‚ںپEپEپE
ƒZƒ“ƒTˆت’u‚جچ·‚جڈd—vگ«‚حپAƒqپ[ƒ^پ[“ءگ«‚ة‚و‚鉷“x“ھ‘إ‚؟‚ً
—ک—p‚µ‚ؤ‚¢‚é”ٌ‰·’²”¼“c‚²‚ؤ‚حپAƒqپ[ƒ^پ[ˆت’u‚ةƒZƒ“ƒVƒ“ƒOˆت’u‚ھ‚ ‚é“®چى‚إ‚µ‚ه‚¤‚ھ
T12Œn‚ح‚ح‚ٌ‚¾•t‚¯•”‚ة‹ك‚¢ƒZƒ“ƒTپ[‚¾‚낤‚ئ‚¢‚¤ƒjƒ…ƒAƒ“ƒX‚ة‚ب‚é‚ٌ‚©‚ب‚ںپB >>324
‚»‚ꂾ‚¯“dˆ³چ~‰؛‚·‚é‚ة‚حƒPپ[ƒuƒ‹‚ج’ïچR‚ھ‚¢‚‚آ•K—v‚©چl‚¦‚ؤ‚ف‚ë 3.3V‚جUSB‹@ٹي‚ھ—L‚é‚ج‚ً’m‚ç‚ٌ‚ج‚ھپc
‚¾‚©‚甼“c‚²‚ؤˆ¬‚ء‚ؤ‚é‚ٌ‚إ‚·‚ثپc >>319
’rڈہ‚ح”îوژ’†ڈ‚ج‚½‚ك‚ة’rڈہ‚ئŒؤ‚خ‚ê‚é‚ج‚إ‚ح‚ب‚پAژہچغ‚ة’rڈہ‚¾‚©‚ç’rڈہ‚ئŒؤ‚خ‚ê‚é >>326
‚»‚ٌ‚ب‚à‚ج‚ح‚ب‚¢‹Kٹiˆل”½ >>324
USB‚جکb‚ھ—v‚ç‚ب‚¢‚ء‚ؤ‚¾‚¯‚¾‚¼
ٹO•t‚¯‚حڈ‚ب‚‚ئ‚àhakko‚جŒ»چs•i‚حƒpƒڈپ[ƒRƒ“ƒgƒچپ[ƒ‰پ[‚ئŒ¾‚¤–¼ڈج‚¾‚ء‚½
‚¯‚اپA‰·“xƒRƒ“ƒgƒچپ[ƒ‰پ[‚ئŒؤ‚ٌ‚إ‚éƒپپ[ƒJپ[‚ب‚ٌ‚ؤ‚ ‚é‚جپH
چ·ˆظ‚ة‚آ‚¢‚ؤڈع‚µ‚‚حڈ‘‚¢‚ؤ‚ب‚¢‚¯‚ا>>2‚جƒeƒ“ƒvƒŒ‚إڈ[•ھ‚¾‚ئژv‚¤‚و
ƒpƒڈپ[ƒRƒ“ƒgƒچپ[ƒ‰پ[‚ب‚çگlٹشƒtƒBپ[ƒhƒtƒHƒڈپ[ƒhگ§Œن‚ھڈo—ˆ‚é‰آ”\گ«‚ھ–³‚¢‚±‚ئ‚à‚ب‚©‚ء‚½‚è‚·‚邯‚اپAŒ‹‹ا‚ح‚¨ٹ©‚ك‚µ‚½‚¢–َ‚¶‚ل‚ب‚¢‚إ‚µ‚ه >>325
‚OپD‚Tƒ¶‚إ‚à0.5A—¬‚ê‚ê‚خ‚OپD‚Q5V‚ج“dˆ³چ~‰؛‚إ5پ}0.25V‚جŒہٹEپB
‚Pƒ¶‚إ4.75V‚ً–‘«‚·‚é‚ة‚ح0.25A‚ـ‚إ‚µ‚©—¬‚¹‚ب‚¢‚ئ‚¨‚à‚¢‚ـ‚·‚©‚ç
”¼Œ¸‚³‚¹‚ç‚ê‚ؤ‚¢‚é‚ئژv‚¢ƒ}ƒbƒXƒ‹(^p^)ƒ}ƒbƒXƒ‹
>>326
‚»‚ٌ‚ب‚ج‚à‚إ‚«‚ؤ‚é‚ج‚©پEپEپE“ْگiŒژ•à‚ح‚â‚·‚¬پ„پƒپG
>>327
پ„’mڈ«
‚»‚¤–J‚ك‚é‚ب‚و(^p^) >>324
>ڈ[“d•ûژ®‚ة‹’‚炸ڈ[“dژٹش‚ح‰„‚ر‚±‚»‚·‚êڈk‚ـ‚è‚ح‚µ‚ب‚¢‚ئ‚¢‚¤
CVCC‚جˆس–،ژ©•ھ‚إŒ¾‚ء‚ؤ‚ؤ‘S‘R•ھ‚©‚ء‚ؤ‚ب‚¢‚¼
ڈًŒڈ‚ً–‚½‚·‚©–‚½‚³‚ب‚¢‚©‚ج–â‘è‚ً—‰ً‚µ‚ؤ‚¢‚ب‚¢‚ب
‚±‚ٌ‚ب‚±‚ئ‚à—‰ً‚إ‚«‚ب‚¢‚إCVCC‚ب‚ٌ‚ؤڈ‘‚‚ب‚ٌ‚ؤ‚ا‚±‚ـ‚إ“ھ‚ھˆ«‚¢‚جپH >>324
‚ ‚ب‚½‚جڈ‘‚‹Zڈp—‰ً‚حپ›پ~پ¢ژ®‚إ’è—ت“I‚ب—‰ً‚ھ‘S‚‚إ‚«‚ب‚¢گl‚ج•¶ڈح‚¾‚ث >>328
Qualcomm Quick Charge 4.0‚ح3.3v‚©‚炾‚وپB
‚»‚à‚»‚àUSB-IF‚ھچى‚ء‚ؤ‚é‹Kٹi‚ھ‚·‚ׂؤ‚إ‚ح‚ب‚‚ؤApple‹Kٹi‚ئ‚©USB-PD‚ئ‚©پA“ء‚ةType-CƒRƒlƒNƒ^‚ج‹‹“d‹Kٹi‚ھ—گ—§‚µ‚ؤ‚é‚ج‚ھچ¬—گ‚جŒ´ˆِ‚¾‚¯‚ا‚ثپB
goot‚جMSD-5‚ً‹ظ‹}—p‚ةژg‚ء‚ؤ‚邯‚اپA–³•‰‰×‚إ370پژ‚®‚ç‚¢‚ـ‚إڈم‚ھ‚邵‰ٌ•œ‚à‘پ‚¢‚ج‚إ‚؟‚ه‚ء‚ئ‚µ‚½•¨‚ة‚حڈ[•ھژg‚¦‚ـ‚·پB USB‚جکb‚إUSB-IF‚ج‹Kٹiڈ‘‚ً“ا‚ـ‚ب‚¢ or ƒ}ƒCƒiپ[ˆµ‚¢‚µ‚ؤ‚¢‚ƒXƒ^ƒCƒ‹‚—
‹ZڈpŒn‚ج”آ‚ئ‚حژv‚¦‚ٌƒŒƒxƒ‹‚ج’ل‚³‚¾‚ب
“dˆ³‚à“d—¬‚àƒPپ[ƒuƒ‹“™‚ة‚و‚é“dˆ³چ~‰؛‚à‹Kٹiڈ‘‚ةڈ‘‚¢‚ؤ‚ ‚é‚©‚ç“ا‚ٌ‚إ—‰ً‚µ‚ؤ‚©‚çڈ‘‚¯‚و ڑjŒؤگVڈt‘پپXپAژd—lڈ‘‚ً‚ë‚‚ة“ا‚ـ‚ب‚¢‚ي‚µ‚ج‚¹‚¢‚إ
چr‚ê‚ؤ‚µ‚ـ‚¢گ\‚µ–َ‚ب‚¢(^p^;)‚ك‚ٌ‚²‚ك‚ٌ‚²
‚ ‚ئ‚ ‚ꂾپA’x‚ê‚ـ‚µ‚½‚ھپA‚ ‚¯‚¨‚ك‚±‚ئ‚و‚ë گV”N‘پپXپA“d“d”آ‚إگ¨‚¢No.1‚إ‚·‚©‚—
–{”N‚àڈ[ژہ‚µ‚½‚ح‚ٌ‚¾•t‚¯ƒ‰ƒCƒt‚ھ‚¨‚‚ê‚ـ‚·‚و‚¤‚ة گ³Œژ‚©‚ç››—‹ü‚خ‚©‚è‚إڈخ‚¤ !omikujiپ@!damaپ@‚¾‚ء‚¯‚©پB
››—‹ü‚©پEپEپE‚¨‚ب‚ç‚ح‰آ”Rگ«‚¾‚ئ‚¢‚¤‚ھپA‚¨‚ب‚ç‚إ
ƒKƒXژ®”¼“c‚²‚ؤ‚ً‰ز“‰آ”\‚إ‚ح‚ب‚©‚낤‚©پI‚ئ‚¢‚¤—‹ü‚ً
ژv‚¢‚آ‚¢‚½(^p^)‚³‚·‚ھ‚¨‚ꂳ‚ـپ@”¼“c‚²‚ؤƒXƒŒ‚¶‚ل‚ب‚¯‚ê‚خ”R—؟“d’r‚ة“]‚ھ‚·‚ئ‚±‚낾‚ھپB >>333
QC‚حUSB‹Kٹi‚©‚ç‚حٹO‚ê‚ؤ‚é‚©‚ç ‰”“ü‚èƒnƒ“ƒ_‚ًژg‚¤ڈêچ‡پAƒRƒeگو‚ج“K‰·‚ح‰½“x‚‚ç‚¢‚إ‚µ‚ه‚¤‚©پH
ƒRƒeگو‚حHAKKO T12ƒVƒٹپ[ƒY‚إ‚·پB ‚²‚ك‚ٌپA‚ح‚ٌ‚¾•t‚¯ٹضکA‚ج–{‚حگEڈê‚ة‚¨‚«‚ء‚د‚¾‚©‚ç‹x‚ف–¾‚¯‚ـ‚إ“ا‚ك‚ث‚¦‚â(^p^;) “K‰·‚©‚ا‚¤‚©’m‚ç‚ب‚¢‚¯‚اپAT18-CF2پAگف’艷“x‚إ320پژ‚إگف’肵‚ؤ‚ ‚ء‚½
SOP‚ئ‚©‚ب‚ç’ل‚پATO220‚ئ‚©”M‚ھ‹z‚ي‚ê‚éژ‚حڈم‚°‚é ”N––”Nژn‚ة‰½‚â‚ء‚ؤ‚ٌ‚¾
ˆêگط“ا‚ـ‚¸‚ة‚¢‚¢‚و‚ثپH >>341
ژà‹â‚ج‰”ƒtƒٹپ[‚إT12-D12پA2‘w4‘w‚جٹî”آ‚ج”¼“c•t‚¯‚ھƒپƒCƒ“‚¾‚¯‚اپA
340پ`360پژ‚إژg‚¤‚±‚ئ‚ھ‘½‚¢پB
60/40‚ج—L‰”‚ب‚ç‚»‚±‚©‚ç-30پژ‚®‚ç‚¢‚إ—ا‚¢‚ئژv‚¤پB
‚½‚¾‚µپA‰·’²‰·“x‚ئ”¼“c•t‚¯ژ‚جƒRƒeگو‰·“x‚ح•تپB(>>343‚³‚ٌ‚àڈ‘‚¢‚ؤ‚邯‚ا)
”M‚ھ“¦‚°‚â‚·‚¢•”•i‚âƒpƒ^پ[ƒ“‚ةT12-BŒ^‚¾‚ئ‰·“xچ~‰؛‚ھ‘ه‚«‚‚ب‚邵پA
‚»‚¤‚إ‚à‚ب‚¢‚à‚ج‚ةپA‘¾‚ك‚جC‚¾‚ئ‰·“xچ~‰؛‚حڈ¬‚³‚¢پB
‚ئ‚è‚ ‚¦‚¸پA320پژ‘OŒم‚إژn‚ك‚ؤپA‚ ‚ئ‚حƒRƒeگو‚جƒ^ƒCƒv‚â‘خڈغ‚ج‘g‚فچ‡‚ي‚¹‚إ
ڈم‚°‰؛‚°‚µ‚ؤ—اچD‚ب‰·“x‚ً’²گ®‚µ‚ؤ‚ف‚é‚ׂ«پB ‰·’²ƒSƒe‚إ“K‰·‚ً’´‚¦‚½‰·“x‚ةگف’肹‚´‚é‚ً“¾‚ب‚¢‚ج‚حڈƒگˆ‚ة”Mڈo—ح‚ھ‘«‚è‚ب‚¢ڈêچ‡‚¾‚¯‚¶‚ل‚ث
—ل‚¦‚خ”آ‹à‚ًƒnƒ“ƒ_•t‚¯‚·‚é‚ف‚½‚¢‚بƒPپ[ƒX
“dژq•”•i‚ًƒnƒ“ƒ_•t‚¯‚·‚éڈêچ‡‚ح‰·“x‚حڈم‚°‚¸‚ة‰ء”Mژٹش‚ً‰„‚خ‚µ‚½•û‚ھ–³“ï
T12‚جڈo—ح‚ح70W‚ ‚é‚ٌ‚¾‚µ‰ء”M•s‘«‚ًٹ´‚¶‚½‚çƒRƒeگو‚جŒ`ڈَ‚ئ‚©گعگG•s—ا‚ئ‚©‚ً‹^‚ء‚½•û‚ھ—ا‚¢ USB‚إ‹‹“d‚ة3.3V‚ء‚ؤ‰½‚·‚é‚ٌ‚¾‚낤
SATA‚إ‚àژg‚ي‚ê‚ب‚¢‚إژd—l•دچX‚µ‚ؤ–â‘è‹N‚±‚µ‚½‚ج‚ة >>346
ژٹش‚جگL‚خ‚·‚ئ•”•i‚ة”M‚ھ‚و‚è“`‚ي‚é‚©‚çچ‚‰·‚ةژم‚¢•”•i‚ح‰َ‚ê‚邼 >>348
‚»‚±‚ـ‚إƒVƒrƒA‚ب•”•i‚حژہ‘•ƒ}ƒjƒ…ƒAƒ‹‚ةƒvƒŒƒqپ[ƒg‚ًŒں“¢‚·‚é‚و‚¤ڈ‘‚©‚ê‚ؤ‚¢‚é‚ح‚¸
‚ذ‚ه‚ء‚ئ‚µ‚½‚çƒٹƒtƒچپ[‚ج‚ف‚إژèƒnƒ“ƒ_•s‰آ‚©‚à‚µ‚ê‚ب‚¢ ‚و‚‚ ‚éٹî”آ•t‚¯‚جƒvƒ‰ƒ‚پ[ƒ‹ƒh‚جƒRƒlƒNƒ^پ[‚ئ‚©‚إ‚à—n‚¯‚郌ƒxƒ‹ >>346
‚»‚ê‚ح‰½‚ًˆب‚ء‚ؤ“K‰·‚ئ’è‹`‚·‚é‚©‚ة‚و‚é‚ج‚إ‚حپB
‰ك‹ژƒچƒO‚إ‚ح—Z“_پ{‚P‚Oƒ|ƒCƒ“ƒg‚ئژه’£‚µ‚ؤ‚¢‚½گl‚ھ‚¢‚½‚ئژv‚¤‚¯‚ا
‚»‚جچ·•ھ‚حپ@
پE—n‚©‚·ƒnƒ“ƒ_‚ج‘ٹ•د‰»‚ة—v‚·‚é”M—ت
پEƒnƒ“ƒ_‚⃉ƒ“ƒh‚âƒٹپ[ƒh‚ب‚ا‚ج”M—e—ت‚ً‚ح‚ٌ‚¾•t‚¯‚ًٹQ‚µ‚ب‚¢‰·“x‚ةˆّ‚«ڈم‚°‚é‚ـ‚إ‚ج”M—ت
‚ً
پEƒRƒe‘¤‚ج”M—e—ت‚کپu‰·“xچ·پv
‚إƒoƒ‰ƒ“ƒX‚µ‚½‚ئ‚«‚جپA‚»‚جگl‚جٹآ‹«‚إ‚جپu‰·“xچ·پv‚ج–عˆہ‚ب‚ج‚¾‚낤‚ئژv‚¤پB
“–‘RپAƒ‰ƒ“ƒh‚ھچL‚¢‚ب‚ا‚·‚ê‚خ‘‰ء—v‘f‚¾‚낤‚µ
ƒRƒe‘¤‚ج”M—e—ت‚ھ‘ه‚«‚¢‘¾‚¢ƒRƒe‚ب‚ç‚خŒ¸ڈ‚³‚¹‚é‚ׂ«—v‘f‚¾‚낤‚ئژv‚¤‚ٌ‚² >ƒRƒeگو‚جŒ`ڈَ‚ئ‚©گعگG•s—ا‚ئ‚©‚ً‹^‚ء‚½•û‚ھ—ا‚¢
‰ء”Mژٹش‚و‚èپھ‚±‚ء‚؟‚¾‚낤‚ب‚ پB
T12‚جƒqپ[ƒ^پ[‚ھ70W‚إ‚àپA‚»‚جƒqپ[ƒ^پ[‚ھ’艷‚ةگ§Œن‚³‚ê‚é‚ٌ‚¾‚µپA
ƒRƒeگو‚جŒü‚±‚¤‚ج”¼“c•t‚¯ƒ|ƒCƒ“ƒg‚ـ‚إ‚ج‰·“xچ·‚حژٹش‚إ‚ح‰ًŒˆ‚µ‚ب‚¢پB >>350
Hirose FH65 Series
>‚ح‚ٌ‚¾‘د”Mگ«
>ƒٹƒtƒچپ[پFگ„ڈ§‰·“xƒvƒچƒtƒ@ƒCƒ‹‚ة‚ؤ
>ژè‚ح‚ٌ‚¾پF400پ} 10پ‹CپA5 •b
400پژ5•b‚إ‚à—n‚¯‚ب‚¢‚و‚¤‚بƒNƒ\ٹî”آ‚ح“ٹ‚°ژج‚ؤ‚ë
•پ’ت‚ةچى‚ê‚خ320پژ’ِ“x‚إ‚à1•b‚à‚©‚©‚ç‚ب‚¢
>>352
ڈم‚ة‚àڈ‘‚¢‚½‚¯‚ا‰·“x‚ًچ‚‚ك‚ة‚µ‚ؤ—ا‚¢‚ج‚ح‰·“x‚ھچ‚‚‚ؤ‚à–â‘è‚ب‚¢ڈêچ‡‚ةŒہ‚é‚ׂ«
‚»‚¤‚إ‚ب‚¯‚ê‚خ”ٌ‰·’²ƒSƒe‚ئ“¯‚¶‚ة‚ب‚ء‚ؤ‚µ‚ـ‚¤
—ل‚¦‚خUEW‚ً•t‚¯‚éڈêچ‡‚ب‚ا‚ح320پژ‚إ‚ح‘«‚è‚ب‚¢‚©‚ç350پژ‚‚ç‚¢‚ة‚·‚é•K—v‚ھ‚ ‚é‚ھ
380پژ‚â400پژ‚ة‚·‚é——R‚ح‚ب‚¢‚ح‚¸پBŒآگl“I‚ة‚حچ‚‚‚ؤ‚à360پژ’ِ“x‚ـ‚إ >>354
ƒTپ[ƒ}ƒ‹ƒpƒbƒh‚ھ”z—¶‚³‚ꂸ‚ة
چL‚¢ƒOƒ‰ƒ“ƒhƒpƒ^پ[ƒ“‚ة‘Sژü‚إŒq‚ھ‚ء‚ؤ‚¢‚é—l‚بƒpƒ^پ[ƒ“‚ب‚ç
‚½‚µ‚©‚ةƒNƒ\ٹî”آ‚©‚à‚µ‚ê‚ٌپEپEپE‚ھپAٹY“–•”‚ة“à‘w”zگü‚ھ‚ب‚¢‚ب‚ç
ƒvƒچƒNƒ\ƒ“‚جƒٹƒ…پ[ƒ^پ[‚ب‚ا‚إDIYƒTپ[ƒ}ƒ‹ƒpƒbƒh‰»‚à
Œّ‚‚à‚µ‚ê‚ٌ‚©‚çپA“ٹ‚°ژج‚ؤ‚é‚‚ç‚¢‚ب‚çƒ_ƒپ‚à‚ئ‚إژژ‚µ‚ؤ‚ف‚é‰؟’l‚ح—L‚é‚ج‚إ‚ح
 ŒvژZ‚ھٹشˆل‚ء‚ؤ‚¢‚½‚çگ³‚µ‚ؤپB
ŒvژZ‚ھٹشˆل‚ء‚ؤ‚¢‚½‚çگ³‚µ‚ؤپB
ƒRƒeگوƒRƒA‚ج“؛‚ج”M“`“±—¦‚ھ400W/mKپB
(’Pڈƒ‰»‚µ‚ؤ) ‰·’²‚³‚ê‚éƒqپ[ƒ^پ[‹ك–T‚ج“؛‚ئپA”¼“c•t‚¯ƒ|ƒCƒ“ƒg‚جٹش‚ھ’¼Œa2mm’·‚³5mm‚جƒRƒeگو‚ئ‚·‚éپB
–تگد/’·‚³‚حپA0.628e-3(m)‚ب‚ج‚إپA400W/mK‚ة‚©‚¯‚½‚çپA0.25(W/K) پ¨4(K/W)
‚±‚جƒRƒeگو‚إ‚ ‚éƒ|ƒCƒ“ƒg‚ً”¼“c•t‚¯‚µ‚½‚ئ‚«پA‚ظ‚ع”¼“c•tƒ|ƒCƒ“ƒg‚¾‚¯‚©‚ç”M‚ھٹgژU‚·‚éڈَ‘ش‚إپA
‰·’²‚ھ“‚¢‚ؤƒqپ[ƒ^پ[‚ھ•½‹د20W‚إ“®چى‚µ‚ؤ‹دچt‚·‚é‚ئ‚·‚éپB(’¼Œa2mm’·‚³5mm‚ج“؛‚إ20W‚ً‰^‚شڈَ‘ش)
4(K/W)پ~20W=80KپBƒqپ[ƒ^پ[‚ئ”¼“c•t‚¯ƒ|ƒCƒ“ƒg‚ج‰·“xچ·‚ھ80پژپB
—Z“_پ{‚P‚Oƒ|ƒCƒ“ƒg(ƒ|ƒCƒ“ƒg‚حپژ?) ‚¾‚ئ‘«‚è‚ب‚¢‚ئژv‚¤پB
پu”¼“c•t‚¯ƒ|ƒCƒ“ƒg‚ً250پژ 3•b‚ة•غ‚آپA‚»‚ج‚½‚ك‚ةƒRƒeگو‰·“xگف’è‚ح320پژ‚ئ‚·‚éپv‚ف‚½‚¢‚ب•\Œ»‚ً
‚µ‚ؤ‚¢‚éƒTƒCƒg‚ھ‚ ‚邯‚ê‚اپAڈم‚جٹTژZ‚ح‚±‚ê‚ة‹ك‚¢‚µپAژہٹ´‚ئ‚µ‚ؤ‚à‚ ‚ء‚ؤ‚¢‚é‚و‚¤‚ةژv‚¤پB ٹF‚³‚ٌ‚ ‚è‚ھ‚ئ‚¤‚²‚´‚¢‚ـ‚·پB
‚ئ‚è‚ ‚¦‚¸320پژ‚ةگف’肵‚ؤ‚¨‚«‚ـ‚·پB >>236
FX600‚إ320پژ‚ةچ‡‚ي‚¹‚ؤ‚邯‚ا‚±‚ê‚إ‚àچ‚‚¢پH >>356‚إڈ‘‚¢‚½‚±‚ئ‚ئٹضکA‚·‚邯‚ê‚اپA
>400پژ5•b‚إ‚à—n‚¯‚ب‚¢‚و‚¤‚بƒNƒ\ٹî”آ‚ح“ٹ‚°ژج‚ؤ‚ë
‚»‚ج‰·“x‚حƒRƒe‚جگ§Œن‰·“x? ‚»‚ê‚ئ‚à”¼“c•t‚¯ƒ|ƒCƒ“ƒg‚ج‰·“x?
‚½‚ش‚ٌ‚»‚ê‚ًگف’肵‚½ƒqƒچƒZ‚جگl‚à‚؟‚ه‚ء‚ئB–†پB
400پژ5•b‚إ‚à(”¼“c‚ھ)—n‚¯‚ب‚¢‚و‚¤‚بٹî”آ‚ء‚ؤپA—v‚·‚é‚ة
ƒqپ[ƒ^پ[‚ھ400پژ‚ة‚ب‚ء‚ؤ‚¢‚éƒRƒe‚ً5•bٹش“–‚ؤ‚ؤ‚àپA
‘خڈغ‚ج‰·“x‚ھپA”¼“c‚ھ—n‚¯‚鉷“x(—L‰”‚ب‚ç190پژ‚®‚ç‚¢)‚ةڈم‚ھ‚ء‚ؤ‚±‚ب‚¢پA
‚ء‚ؤ‚±‚ئ‚¾‚و‚ثپB
ƒXƒ‹پ[ƒzپ[ƒ‹•”•i‚ج”¼“c•t‚¯ژdڈم‚ھ‚èٹîڈ€‚إپAگ»‘¢ƒپپ[ƒJپ[‚ة‚و‚ء‚ؤ‚حپA
پu•”•i–ت‚ة”¼“c‚ھڈم‚ھ‚ء‚ؤ‚‚邱‚ئپv‚ء‚ؤ‚µ‚ؤ‚¢‚é‚ئ‚±‚ë‚ھ‚ ‚éپB
4‘wˆبڈم‚¾‚ئپA‚±‚ê‚حƒRƒeچى‹ئ‚إ‚ح‘ه•د‚إپAƒtƒچپ[‚إ‚ب‚¢‚ئ‚µ‚ٌ‚ا‚¢پB
ٹî”آ‚حƒRƒe‚إژہ‘•‚³‚ê‚邱‚ئ‚ً‘O’ٌ‚ة‚µ‚ؤ‚ب‚¢ƒPپ[ƒX‚à‚ ‚èپAƒRƒe‚إڈ\•ھ‚بچى‹ئ‚ھ
‚إ‚«‚ب‚¢‚©‚ç‚ئ‚¢‚ء‚ؤپuƒNƒ\پvŒؤ‚خ‚ي‚è‚ح‚©‚ي‚¢‚»‚¤‚إ‚·پB >OMRON ƒvƒٹƒ“ƒgٹî”آ—pƒRƒlƒNƒ^ Œ`XF ‹¤’ت‚ج’چˆسژ–چ€
>ژè‚ح‚ٌ‚¾‚ة‚و‚éژہ‘•‚ًچs‚¤ڈêچ‡پAگعگGگM—ٹگ«‚ًٹm•غ‚·‚邽‚كپAژں‚ج“_‚ة‚²’چˆس‚‚¾‚³‚¢پB
>پi1پjژè‚ح‚ٌ‚¾ڈًŒڈپF350پ}10پژ 3پ}1•b
‚ـ‚ں‚±‚ٌ‚ب‚à‚ٌ‚¾‚و‚ث
>>359
‚»‚ê‚ç‚حƒٹƒtƒچپ[‚âƒtƒچپ[‚إ‚جژہ‘•‚ً‘O’ٌ‚ئ‚µ‚ؤ‚»‚ج‚و‚¤‚بگفŒv‚ة‚ب‚ء‚ؤ‚¢‚é‚ٌ‚¶‚ل‚ب‚¢‚ج
ژèƒnƒ“ƒ_‚·‚邱‚ئ‚ھ‘O’ٌ‚جٹî”آ‚ھ‚»‚ٌ‚بگفŒv‚ة‚ب‚ء‚ؤ‚¢‚½‚çƒNƒ\ٹî”آ‚إ‚µ‚ه >>347
‰آ•د“dˆ³‚ج‰؛Œہ‚ھ3.3V‚ء‚ؤ‚¾‚¯‚جکb >>358
>FX600‚إ320پژ
‚»‚¤‚ب‚ٌ‚¾پcپBŒآگl“I‚ة‚حT18-1.6D‚إچى‹ئ‚ً‚·‚邱‚ئ‚ھ‚ ‚邯‚ê‚اپA‰·“xگف’è350پژ•t‹ك‚إپA
–تژہ‘•LED‚ً‰َ‚µ‚½‚±‚ئ‚ھ‚ ‚è‚ـ‚¹‚ٌپB
‚¶‚ل‚ ‰½‚ب‚ٌ‚إ‚µ‚ه‚ثپB
320پژ‚ئ‚¢‚ء‚ؤ‚àپA”¼“c•tƒ|ƒCƒ“ƒg‚حƒRƒeگو‚ج”M“`“±‚إ‰·“x‚ھ‰؛‚ھ‚è‚ـ‚·پB
‘¾‚¢ƒRƒeگو‚ًژg‚ء‚ؤ‚¢‚ؤ‰·“xچ~‰؛‚ھڈ‚ب‚¢‚ج‚©‚ب? ƒRƒeگو‚ح‰½‚ب‚ٌ‚¾‚낤پB
‰·“xگف’èˆبٹO‚¾‚ئ‚µ‚½‚ç
پE’·‚¢ژٹش‚ ‚ؤ‚·‚¬پB
پELED‚ةƒRƒeگو–{‘ج‚ھگG‚ء‚ؤ‚µ‚ـ‚ء‚ؤƒXƒgƒŒƒX‚ً—^‚¦‚ؤ‚¢‚éپB
‚ ‚½‚è‚©‚ب?
–تژہ‘•‚جLED‚âƒZƒ‰ƒRƒ“‚حƒRƒeگو‚ھ•”•i‚ة’¼گعگG‚ê‚é‚ج‚ح(‚ق‚¸‚©‚µ‚¢‚¯‚ا)”ً‚¯‚é‚ׂ«‚إ‚·پB
ƒRƒeگو‚ة‚ج‚ء‚½”¼“c‚ھ•”•i‚ةگG‚ê‚é‚و‚¤‚ةپB >—ل‚¦‚خUEW‚ً•t‚¯‚éڈêچ‡‚ب‚ا‚ح320پژ‚إ‚ح‘«‚è‚ب‚¢‚©‚ç350پژ‚‚ç‚¢‚ة‚·‚é•K—v‚ھ‚ ‚é‚ھ
>380پژ‚â400پژ‚ة‚·‚é——R‚ح‚ب‚¢‚ح‚¸پBŒآگl“I‚ة‚حچ‚‚‚ؤ‚à360پژ’ِ“x‚ـ‚إ
ƒڈƒCƒ„ƒٹƒ“ƒOƒyƒ“‚إپA•”•i‚ج‹r‚ةUEWگü‚ً‚©‚ç‚°‚ؤ‚»‚جڈم‚©‚甼“c•t‚¯‚·‚é‚و‚¤‚بƒPپ[ƒX‚ة‚¨‚¢‚ؤپA
ƒnƒbƒRپ[‚ج900S‚جچׂك‚جƒRƒeگو‚¾‚ء‚½‚çپAٹ„‚ئچ‚‚ك‚ة‚µ‚ب‚¢‚ئ”ي•¢‚ح—n‚¯‚ـ‚¹‚ٌ‚إ‚µ‚½پB
ICƒ\ƒPƒbƒg‚⃆ƒjƒoپ[ƒTƒ‹ٹî”آ‚ة”M‚ھ“¦‚°‚ؤ‰·“x‚ھ‰؛‚ھ‚ء‚ؤ‚¢‚½‚ٌ‚¾‚ئژv‚¢‚ـ‚·پB
چׂك‚جUEWگü’P‘ج‚ج’[‚ء‚±‚ة‚ح‚ٌ‚¾ƒپƒbƒL‚ًژ{‚·ƒPپ[ƒX‚إ‚حپA360پژ‚®‚ç‚¢‚إ‚àڈ\•ھ‚إ‚·‚ثپB ‚ پA’ا‹LپB
>ƒnƒbƒRپ[‚ج900S‚جچׂك‚جƒRƒeگو‚¾‚ء‚½‚çپAٹ„‚ئچ‚‚ك‚ة‚µ‚ب‚¢‚ئ”ي•¢‚ح—n‚¯‚ـ‚¹‚ٌ‚إ‚µ‚½پB
>ICƒ\ƒPƒbƒg‚⃆ƒjƒoپ[ƒTƒ‹ٹî”آ‚ة”M‚ھ“¦‚°‚ؤ‰·“x‚ھ‰؛‚ھ‚ء‚ؤ‚¢‚½‚ٌ‚¾‚ئژv‚¢‚ـ‚·پB
UEWگü‚ج‘¤–ت‚©‚ç‚ج‰ء”M‚¾‚ئ”M“`“±‚àˆ«‚¢‚µ‚ثپB
گü’P‘ج‚ج’[‚ء‚±‚ة‚ح‚ٌ‚¾ƒپƒbƒL‚·‚é‚ئ‚«‚حپAگط’f’[‚جکIڈo‚µ‚½“؛‚ةƒRƒe‚ً“–‚ؤ‚邵پB >>362
ttps://godhanda.co.jp/blog/51594147-2/
‚±‚¤‚¢‚¤کb‚à‚ ‚éپBLED‚جƒپپ[ƒJپ[‚â•iژي‚ة‚à‚و‚é‚ٌ‚¶‚ل‚ب‚¢‚©‚ب
ƒXƒ^ƒ“ƒŒپ[‚ح350پژ3•b‚炵‚¢‚ج‚إ‘هڈن•v‚©‚à‚µ‚ê‚ب‚¢‚¯‚ا >>357
ƒeƒXƒ^پ[‚ج”M“d‘خ‚إ‚±‚ؤگو‘ھ‚ء‚ؤ‚ف‚½‚ç310پژپiگف’è320پژ)‚إ‚µ‚½
‹¤ڈ»‚ب‚çگف’è350پژ‚ـ‚إڈم‚°‚ê‚خ‚و‚ء‚غ‚ا•د‚ب‚à‚ج‚إ‚ب‚¯‚ê‚خ•t‚‚ئژv‚¢‚ـ‚·
‚ـ‚ پAگFپXگ·‚èڈم‚ھ‚ء‚ؤ‚邯‚اچإڈ‰‚ج‚¤‚؟‚ح‰َ‚µ‚ؤ‚ب‚ٌ‚ع‚¾‚ئژv‚¤‚ٌ‚إپA‰·“xگف’è‚ة‚µ‚ëژٹش‚ة‚µ‚ëپiˆہ‚ك‚ج•”•i‚إپjگFپX‚â‚ء‚ؤ‚ف‚é‚ج‚ھ—ا‚¢‚ئژv‚¢‚ـ‚· “ْˆں‚حƒٹƒtƒچپ[گê—p‚ء‚ؤLED‚ھ‚ ‚é‚ف‚½‚¢‚¾‚ث
‚±‚ê‚ç‚ًژèƒnƒ“ƒ_‚·‚éڈêچ‡‚حژ©Œبگس”C‚ة‚ب‚è‚»‚¤ >>367
ژ©Œبگس”C‚¶‚ل‚ب‚¢”¼“c•t‚¯‚ب‚ٌ‚ؤ‚ ‚ٌ‚جپH
•t‚¯‚ç‚ٌ‚ث‚¥‚¶‚ل‚ث‚¦‚©پAƒSƒ‹ƒ@‚ء‚ؤ“dکb‚µ‚ؤ‚ٌ‚جپH >>368
‚»‚ٌ‚بƒپپ[ƒJپ[‚حچw”ƒ‚ة’£‚èڈo‚µ‚¾‚و•s—ا”گ¶ƒپپ[ƒJپ[‚ء‚ؤ ”¼“c•t‚¯‚ھ‰؛ژè‚ب‚¾‚¯‚¶‚ل‚ٌپB (^p^پJ)¢ژ©•ھپA•sٹي—p‚إ‚·‚©‚çپc£ ‚²‚ك‚ٌپ@—Z“_پ{100ƒ|ƒCƒ“ƒg‚¾‚ء‚½پB‚µ‚©‚à‚±‚±‚ة“]چع‚µ‚ؤ‚½‚ج‰´‚¾‚ء‚½(^p^;)
http://rio2016.5ch.net/test/read.cgi/denki/1624720189/882 >>368
ƒRƒeچى‹ئ‚جژèڈ‡‚ً‹Lچع‚³‚ê‚ؤ‚¢‚é•”•i‚ئپA
ƒRƒeچى‹ئ‹ضژ~‚ئ‹Lچع‚³‚ê‚ؤ‚¢‚é•”•i‚ً“¯‚¶‚ةˆµ‚¤‚ج?
‘Oژز‚ج•”•i‚ًƒRƒeچى‹ئ‚ً‚µ‚½‚ئ‚«‚ةپA‚ب‚ٌ‚ç‚©‚ج–â‘è‚ھ”گ¶‚µ‚½‚çپA
ژہ‘•‚ج•û–@‚ھ“Kگط‚¾‚ء‚½‚©‚ا‚¤‚©‚ً–â‚ي‚ê‚邯‚ê‚اپA
Œمژز‚ج•”•i‚ًƒRƒeچى‹ئ‚ً‚µ‚½‚ئ‚«‚ةپA‚ب‚ٌ‚ç‚©‚ج–â‘è‚ھ”گ¶‚µ‚½‚çپA
‚¢‚¢‚ي‚¯ˆب‘O‚ج–â‘è‚ة‚ب‚é‚وپB گ¢‚ج’†‚ج’rڈہ‚ًٹٌ‚¹ڈW‚ك‚½‚و‚¤‚بƒXƒŒ‚¾‚ئ‚و‚‚ي‚©‚邾‚낤 ƒٹپ[ƒYƒiƒuƒ‹‚ةƒRƒeگو‰·“xŒv‚¾‚ئ‚â‚ء‚د’†‰ط‚جƒRƒeگو‰·“xپ{HAKKO‚ج”M“d‘خ‚ة‚ب‚é‚ج‚©‚ب
Œںچُ‚µ‚ؤ‚ف‚é‚ئFG-100ƒxپ[ƒX‚ئ191ƒxپ[ƒX‚ج2ژي—ق‚ھژه‚ف‚½‚¢‚¾‚¯‚اژg‚ء‚ؤ‚¢‚éگl‚¢‚ـ‚·پH ‚â‚낤‚ئژv‚¦‚خ–â‘è‚ب‚‚â‚ê‚é‚©‚à‚µ‚ê‚ب‚¢‚¯‚ا
ƒپپ[ƒJپ[‚ئ‚µ‚ؤ‚ح‘z’肵‚ؤ‚ب‚¢‚©‚ç‚â‚é‚ب‚وگâ‘خ‚ة‚â‚é‚ب‚و‰½‚©‚ ‚ء‚ؤ‚à‚¤‚؟‚حٹضŒW‚ب‚¢پAˆت‚جٹ´ٹo‚©‚à
ژO‹ةƒvƒ‰ƒO‚ً“ٌ‹ةƒRƒ“ƒZƒ“ƒg‚ةچ·‚·•دٹ·ƒAƒ_ƒvƒ^‚©‚ـ‚µ‚ؤƒAپ[ƒXگüŒq‚¢‚إ‚ب‚¢‚ف‚½‚¢‚بپEپEپEپH ‚»‚è‚لژ©•ھ‚ئ‚±‚جگ»•i‚¶‚ل‚ب‚¢‚©‚ç’m‚è‚ـ‚¹‚ٌˆبٹO‚ةŒ¾‚¢‚و‚¤‚ھ‚ب‚¢‚ي‚ب
“ھ‚ج‚¨‚©‚µ‚¢“z‚ة‚ب‚é‚ئ‹Mژذ‚جڈط–¾•t‚«”M“d‘خ‚ً’†‰ط‚ج‰·“xŒv‚ة•t‚¯‚½ڈêچ‡‚ج‘ھ’èŒëچ·‚ة‚آ‚¢‚ؤ‰½“xˆب“à‚ً•غڈط‚إ‚«‚ـ‚·‚©‚ئ‚©•·‚‚炵‚¢‚©‚ç‚ب ‚´‚ء‚‚è‚ئ‚¾‚¯‚ا•”•i‚ة—v‹پ‚³‚ê‚é‘د”M‰·“x‚ح
ƒٹƒtƒچپ[پ@پ`300پژ
ژèƒnƒ“ƒ_پ@پ`400پژ
‚‚ç‚¢‚¶‚ل‚ب‚¢‚جپB‚±‚جچ·‚حڈ¬‚³‚‚ب‚¢ ƒgƒ“ƒ`‚µ‚½‚¢‚¾‚¯‚جƒAƒz‚ھ‹ڈ‚آ‚¢‚؟‚ل‚ء‚½‚و‚¤‚¾ گ¨‚¢‚ھ‚ ‚é‚ج‚إپAˆبٹO‚ة‚·‚®–„‚ـ‚è‚»‚¤‚¾‚ب
چ،‚ج‚¤‚؟‚ةƒeƒ“ƒvƒŒڈCگ³ˆؤ‚ًپEپEپEپE >>367
>ƒٹƒtƒچپ[گê—p‚ء‚ؤLED‚ھ‚ ‚é
ژèƒnƒ“ƒ_OK‚ء‚ؤLED‚ھ—L‚é‚جپH
Œ³پX”¼“±‘ج‚ح‚ح‚ٌ‚¾•t‚¯ژ‚ةگâ‘خچإ‘ه’èٹi‚جƒWƒƒƒ“ƒNƒVƒ‡ƒ“‰·“x‚ً’´‚¦‚ؤ‚é‰آ”\گ«‚ھچ‚‚¢‚ج‚إپAٹî–{“I‚ة‚حژہ‘•Œم‚حگ«”\‚â•iژ؟‚ً•غڈط‚³‚ê–³‚¢‚ٌ‚¾‚ھ >>382
’m‚ء‚½‚©ŒN‰³
ƒvƒچƒtƒ@ƒCƒ‹‚ھڈ‘‚¢‚ؤ‚ ‚邾‚¯‚إ•غڈط‚·‚é‚ئ‚ح‚ا‚±‚ة‚àڈ‘‚¢‚ؤ‚¢‚ب‚¢ >>381
گâ‘خچإ‘ه’èٹi‚ًژlٹpژl–ت‚ة‚µ‚©‰ًژك‚إ‚«‚ب‚¢گl‚à
ƒfپ[ƒ^ƒVپ[ƒg‚ج•\–ت“I‚ب•¶ˆس‚¾‚¯“ا‚فژو‚낤‚ئ‚·‚éگl‚à
ƒRƒ~ƒ…ƒjƒPپ[ƒVƒ‡ƒ“‚ً”ً‚¯‚½‚ھ‚éگl‚à‚±‚جگ¢ٹE‚حŒü‚¢‚ؤ‚ب‚¢پB
پu”¼“c•t‚¯‚ج‚ئ‚«‚ةپAگâ‘خچإ‘ه’èٹi‰z‚¦‚ـ‚·‚و‚ث? ”¼“c•t‚¯‚µ‚½‚ç•iژ؟‚ح•غڈط‚³‚ê‚ب‚¢‚ٌ‚إ‚·‚©پv
‚ء‚ؤ‘¼گl‚ة—ٹ‚炸“`•·‚إ‚à‚ب‚ƒپپ[ƒJپ[‚ةژ©•ھ‚إ•·‚¢‚ؤ‚ف‚é‚ׂ«پB
‚»‚ê‚ئپA
>ژèƒnƒ“ƒ_OK‚ء‚ؤLED‚ھ—L‚é‚جپH
‰·“x‚إŒ¾‚¦‚خپAƒٹƒtƒچپ[‚à“¯‚¶‚©‚»‚êˆبڈم‚¾‚وپB >>378
ƒٹƒtƒچپ[پ@پ`300پژ (‚ظ‚عپAژہچغ‚ة•”•i‘S‘ج‚ھ“’B‚·‚鉷“x)
ژèƒnƒ“ƒ_پ@پ`400پژ (”¼“c‚²‚ؤ‚جگ§Œن‰·“x)
”¼“c‚²‚ؤ‚جگ§Œن‰·“xپà”¼“c•t‚¯‚µ‚ؤ‚¢‚ب‚¢‚ئ‚«‚جƒRƒeگو‰·“x > ”¼“c•t’†‚جƒRƒeگو‰·“x > ”¼“c•t‚¯’†‚ج•”•i‚ج’[ژq‚ج‰·“x >>383
’m‚ء‚½‚©‚جڈم‚ةƒAƒXƒy‚©‚وw
‚»‚ٌ‚ب‚±‚ئŒ¾‚ء‚½‚çƒٹƒtƒچپ[‚إ‚à•غڈط‚ب‚ٌ‚ؤ‚³‚ê‚ؤ‚ب‚¢‚¼ –تژہ‘•LED‚جƒRƒeچى‹ئ‚إ‚ح‚ذ‚¸‚ف‚ھژc‚è‚â‚·‚¢‚±‚ئ‚à–â‘è‚ة‚ب‚é‚وپB
ƒٹƒtƒچپ[‚¾‚ئ—¼’[ژq‚ً“¯ژ‚ة‰·‚ك‚邵پB
Œُ‚ً’ت‚·ژ÷ژ‰‚إ‚إ‚«‚ؤ‚¢‚éŒُ”¼“±‘جˆê”تپA‚»‚ê‚ئ‚â‚ح‚è‚ذ‚¸‚ف‚ةژم‚¢ƒZƒ‰ƒRƒ“‚إ‚à‚¢‚¦‚邱‚ئپB >>384
> ‚ء‚ؤ‘¼گl‚ة—ٹ‚炸“`•·‚إ‚à‚ب‚ƒپپ[ƒJپ[‚ةژ©•ھ‚إ•·‚¢‚ؤ‚ف‚é‚ׂ«پB
ƒپپ[ƒJپ[‚ج‰ٌ“ڑ‚ب‚ٌ‚¾‚¯‚ا‰½‚ًŒ¾‚ء‚ؤ‚é‚ٌ‚¾پH
https://i.imgur.com/UBB7OBm.jpg
https://www.rohm.co.jp/products/faq-search/-/faq-search/node/1247 ”¼“c‚ح‘fژq‚ھ’ة‚ق‚©‚ç‹ضژ~‚·‚é‚ׂ«
ˆ³’…‚©’´‰¹”gگعچ‡‚¾‚¯‚ة‚·‚ê‚خ‰ًŒˆ >>384
>‚ء‚ؤ‘¼گl‚ة—ٹ‚炸“`•·‚إ‚à‚ب‚ƒپپ[ƒJپ[‚ةژ©•ھ‚إ•·‚¢‚ؤ‚ف‚é‚ׂ«پB
ژہچغ‚ةƒgƒ‰ƒuƒ‹‚ة‚ ‚ء‚ؤƒپپ[ƒJپ[‚ئکb‚ً‚·‚é‚ئ
پuٹî–{“I‚ةژہ‘•Œم‚ج•”•i‚ج•غڈط‚ح‚ ‚è‚ـ‚¹‚ٌپv‚ئŒ¾‚ي‚ê‚ؤœ±‘R‚ئ‚·‚é‚و >>390
‰ئ“d‚ج•غڈط‚ئ‚حˆل‚¤‚µ‚ثپB•غڈط‚µ‚ـ‚¹‚ٌپA‚ء‚ؤŒ¾‚ي‚ê‚ؤ”[“¾‚µ‚ؤ‚ؤ‚ا‚¤‚·‚éپB
‚±‚±‚إ–â‘è‚ة‚ب‚ء‚ؤ‚¢‚é•غڈط‚حگâ‘خچإ‘ه’èٹi‚جƒWƒƒƒ“ƒNƒVƒ‡ƒ“‰·“x‚ً’´‚¦‚邱‚ئ‚ة‚و‚éپA
گâ‘خچإ‘ه’èٹi‚ً–‚½‚³‚ب‚¢ڈَ‘ش‚إگ¶‚¶‚éگ«”\‚ج‚±‚ئ‚¾‚و‚ث?
پuگ«”\‚ھ•غڈط‚³‚ê‚ب‚¢‚ٌ‚إ‚·‚©پH ‚¶‚ل‚ پAƒfپ[ƒ^ƒVپ[ƒg‚ةڈ‘‚©‚ê‚ؤ‚¢‚éƒXƒyƒbƒN‚إ•”•i‚ًژg‚¤‚ج‚ة‚ح‚ا‚¤‚µ‚½‚ç‚¢‚¢‚ٌ‚إ‚·‚©پv
‚ء‚ؤ•·‚©‚ب‚¢‚ئپB
‚إ‚ب‚¢‚ئپA‚ ‚ب‚½‚ھگفŒv‚µ‚½‰ٌکH‚ة‚آ‚¢‚ؤگq‚ث‚ç‚ꂽ‚ئ‚«‚ة
پu•”•i‚جگ«”\‚ً‚à‚ء‚ؤ•”•i‚ج‘I’è‚ًچs‚¢‚ـ‚µ‚½‚ھپA•”•i‚جگ«”\‚ح•غڈط‚إ‚«‚ـ‚¹‚ٌپB‚ب‚؛‚ب‚甼“c•t‚¯‚ً‚µ‚½‚©‚ç‚إ‚·پv
‚ء‚ؤ“ڑ‚¦‚ب‚¢‚ئ‚¢‚¯‚ب‚¢‚±‚ئ‚ة‚ب‚é‚وپBگ»•iƒIپ[ƒoپ[ƒIپ[ƒ‹‚إ‰·“xژژŒ±‚ً‚·‚é‚ئ‚µ‚ؤ‚àپA•”•i‚ج‘I’è‚ةژٹ‚ء‚½
ƒXƒyƒbƒN‚·‚ׂؤ‚ھٹْ‘ز’ت‚è‚ة“®چى‚µ‚ؤ‚¢‚邱‚ئ‚ح‚ي‚©‚ç‚ٌ‚و‚ث?
”¼“c•t‚¯‚ةٹض‚µ‚ؤ‚حپA•”•iƒپپ[ƒJپ[‚جژwژ¦‚ح‘¸ڈd‚·‚éپA‚»‚±‚©‚ç‚جˆي’E‚ح‘S‚‚جژ©Œبگس”C‚ء‚ؤ‚±‚ئ‚ة•د‚ي‚è‚ح‚ب‚¢‚وپB >>391
>”[“¾‚µ‚ؤ‚ؤ‚ا‚¤‚·‚éپB
ٹî–{“I‚ة‚ء‚ؤ‚¢‚¤Œ¾—t‚جˆس–،‚ھ‚ي‚©‚ç‚ٌ‚©‚ث‚¥
گl‚جŒ¾‚¤‚±‚ئ‚ة•¶‹ه‚آ‚¯‚邾‚¯‚جگlگ¶‚ء‚ؤ‚ج‚àˆ£‚ꂾ‚و >>390
‚»‚è‚ل‚»‚¤‚¾‚ëپc
‚»‚ٌ‚ب•·‚«•û‚·‚é‚و‚¤‚ب“z‚ح‚ـ‚ئ‚à‚ب”¼“c•t‚¯‚µ‚ؤ‚é‚©‚ا‚¤‚©‚·‚ç‚ي‚©‚ç‚ٌ‚µ
>>393
‚»‚ꂨ‘O‚بw ƒ`ƒbƒv‚جƒtƒBƒ‹ƒ€ƒRƒ“ƒfƒ“ƒT‚à“d‹ة‚ة’¼گعƒRƒe‚ھ“–‚½‚ç‚ب‚¢‚و‚¤‚ة‚µ‚ب‚¢‚ئ‰َ‚ê‚é پ„’m‚ء‚½‚©ŒN‰³
پ„’m‚ء‚½‚©ŒN‚©‚و
پ„ƒAƒXƒy‚©‚و
‚»‚ê‚ا‚ê‚à‰´‚¶‚ل‚ث‚¦‚و
‚¨‘O‚ç‚ا‚ٌ‚¾‚¯‰´—l‚جژ–‚إ“ھ‚ھ‚¢‚ء‚د‚¢‚ب‚ٌ‚¾‚وپEپEپE(^p^)‚à‚ؤ‚é’j‚ح‚آ‚ç‚¢‚؛‚—
پ„ƒpƒiƒ\ƒjƒbƒN‚جƒtƒBƒ‹ƒ€ƒ`ƒbƒvƒRƒ“ƒfƒ“ƒT
‚ـ‚¶‚©پIƒtƒBƒ‹ƒ€ƒRƒ“ƒfƒ“ƒT‚àƒ`ƒbƒv‚ج‚ ‚ء‚½‚ج‚©پAگَٹw‚ة‚µ‚ؤ’m‚ç‚ٌ‚©‚ء‚½(^p^;)
LED‚¾‚ئŒُ‚ç‚ب‚¢ƒ^ƒCƒv‚جŒجڈل‚ب‚ç‰َ‚ꂽ‚ء‚ؤ‚ي‚©‚è‚â‚·‚¢‚¯‚ا
ˆؤٹO‚±‚ê‚ـ‚إƒRƒ“ƒfƒ“ƒT•”•i‚ً‰َ‚µ‚ـ‚‚ء‚ؤ‚½‚©‚à‚بپG‚‚ي‚خ‚ç‚‚ي‚خ‚ç >>383
‚ ‚ب‚½‚ھŒ¾‚¤•غڈط‚ء‚ؤ‹ï‘ج“I‚ة‚ب‚ٌ‚ب‚جپH
>>385
ƒٹƒtƒچپ[‚ب‚çکF“àˆبڈم‚ة‰·“x‚حڈم‚ھ‚è‚و‚¤‚ھ‚ب‚¢‚ھ
ژèƒnƒ“ƒ_‚جڈêچ‡‚حƒRƒeگو‚جŒ`ڈَ‚â“–‚ؤ•ûپAƒpƒ^پ[ƒ““™‚جڈًŒڈ‚ة‚و‚è
ƒٹƒtƒچپ[ڈًŒڈˆبڈم‚ة•”•i‚ج‰·“x‚ھڈمڈ¸‚·‚é‰آ”\گ«‚حڈ\•ھ‚ةچl‚¦‚ç‚ê‚é ‚ ‚ي‚µ‚ëچ،“ْ‚à–\‚ê‚ؤ‚ٌ‚ج‚©پB
UbuntuƒtƒHپ[ƒ‰ƒ€‚إ‚â‚êپB ƒnƒ“ƒ_چى‹ئ‚إ‘g‚ف—§‚ؤ‚éUbuntu‚¾‚ئپEپEپE
گڈ•ھƒ\ƒٹƒbƒh‚بLinux‚à‚ ‚ء‚½‚à‚ٌ‚â‚ب(^p^;)
’jژqژO“ْ‚ ‚ي‚¸‚ٌ‚خ™‰–ع‚µ‚ؤŒ©‚وپA‚ئ‚ح‚¢‚¤‚ھگ³‚ة“ْگiŒژ•à‚â‚إ‚¥پEپEپE >>388
‚»‚ê‚ء‚ؤ
پuƒپپ[ƒJپ[‚ھژèƒnƒ“ƒ_‚·‚é“z‘ٹژè‚ة‚·‚é‚ي‚¯–³‚¢‚¾‚ëپv
‚ء‚ؤŒ¾‚ي‚ê‚ؤ‚邾‚¯‚¶‚ل‚ٌ >>400
‚ا‚¤‚â‚ء‚½‚ç‚»‚ٌ‚بƒAƒz‚بŒ‹ک_‚ة‚ب‚é‚جپHw •غڈطپA•غڈطŒ¾‚ء‚ؤ‚¢‚éگl‚ح•غڈط‚ج’è‹`‚ً‚ح‚ء‚«‚肳‚¹‚é‚آ‚à‚è‚ح‚ب‚¢‚ف‚½‚¢‚ث
‚¨‹q—l‚حگ_—l‚إ‚·“I‚بگl‚ب‚ج‚©‚بپB‚ش‚ء‚؟‚¥‚¯‚±‚ج—ق‚ح–ہکf‚إ‚µ‚©‚ب‚¢ >>401
ژذ‰ïگl‚إ‚»‚ê‚ھƒoƒJ‚ة‚³‚ê‚ؤ‚邱‚ئ‚ھ•ھ‚©‚ç‚ب‚©‚ء‚½‚çگ¶‚«‚ؤ‚¢‚‚ج‚ھگh‚¢‚à‚ج‚ھ‚ ‚é‚ب >>403
‚ ‚ گà–¾‚إ‚«‚ب‚¢‚ج‚بw
—¹‰ً ‚ف‚ٌ‚ “ذ”N‚¾‚©‚ç‚ء‚ؤŒص‚ج”ِ‚ً’N‚ھˆê”ش‚ة“¥‚ك‚é‚©ƒQپ[ƒ€‚·‚ٌ‚ج‚â‚ك‚و‚¤‚وپEپEپEپiپLپEƒضپEپMپj >>395
‚½‚µ‚©‚ةƒtƒBƒ‹ƒ€ƒRƒ“ƒfƒ“ƒT‚à–ï‰î‚إ‚·‚ثپB
–¾ٹm‚ة‰َ‚ê‚é‚ج‚إ‚ح‚ب‚‚ؤپA—e—تŒ¸‚ھ”گ¶‚µ‚ؤ‚µ‚ـ‚¤‚±‚ئ‚ھ‚ ‚è‚ـ‚·پB
‚±‚ؤچى‹ئ‚إژہ‘•‚·‚é‚ب‚çپAƒpƒbƒh‚ج’·‚³‚ً‘ه‚«‚‚ئ‚ء‚ؤپA‚±‚ؤ‚ھ‚إ‚«‚邾‚¯
•”•i‚ةƒ^ƒbƒ`‚µ‚ب‚¢‚و‚¤‚ة‚·‚é‚ئ‚©پB ƒnƒ“ƒ_چى‹ئ‚ئ‚حٹضŒW‚ھ‚ ‚é‚و‚¤‚إٹضŒW‚ب‚¢‚ج‚إ‚·‚ھپA•E‚جگ¶‚¦چغ‚ھ”^‚ٌ‚¶‚ل‚ء‚ؤ‚é‚ٌ‚إ‚·‚ء‚غ‚ٌ‚إƒXƒ|پ[ƒ“‚ء‚ؤ‚â‚ء‚½‚ç‚ا‚¤‚ب‚è‚ـ‚·‚©‚ث?
”^‚ف‚½‚¢‚ب‚ج‚حڈo‚ؤ‚«‚ـ‚·‚©? گlٹش‚ة‘خ‚·‚éگM—ٹ‚ًژ‚؟‘±‚¯‚½‚¢پA‚ئ‚¢‚¤‘Pˆس‚ھ‚ ‚é‚ج‚©‚à‚µ‚ê‚ب‚¢‚¯‚ê‚اپA
کb‚ھ’ت‚¶‚ب‚¢‘ٹژè‚ح•K‚¸‚¢‚é‚وپB‚ظ‚ا‚ظ‚ا‚ةپB >>405
چً”N––‚©‚çƒlƒbƒg‚جƒgƒ‰‚ھکA“ٹ‚µ‚ؤ‚é‚â‚ٌ >>401
گ³Œژ‘پپX“‚“ث‚ة‹tƒMƒŒ‚·‚é•ب’¼ >>412
>>400‚ةŒ¾‚ء‚ؤ‚â‚ê‚وw >>413
‚²‚ك‚ٌ‚²
‚»‚ء‚؟‚ةƒŒƒX‚µ‚½‚آ‚à‚è‚ھ
ڈo—ˆ‚ؤ‚ب‚©‚ء‚½
گـ‚ê‚àگ³Œژ‘پپX‚µ‚ؤ‚àپ[‚½ >>408
>کb‚ھ’ت‚¶‚ب‚¢‘ٹژè‚ح•K‚¸‚¢‚é‚وپB
‚±‚±‚ةˆêگl‚¢‚ـ‚· >>415
‚»‚¤‚»‚¤پB
‚¨Œف‚¢‘ٹژè‚ھکb‚ھ’ت‚¶‚ب‚¢‚ء‚ؤ•ھ‚©‚邱‚ئ‚à‘هگطپB‚ظ‚ا‚ظ‚ا‚ةپB ˆêŒ©•ھ‚©‚èچ‡‚¦‚ب‚³‚»‚¤‚بˆظژي‹à‘®‚¾‚ء‚½‚è‚·‚é‹à‘®’[ژq“¯ژm‚ب‚ج‚ة
•،گ”‚ج‹à‘®‚ً‘g‚فچ‡‚ي‚¹‚邱‚ئ‚إپA‘fچق‹à‘®‚جڈƒ•¨ژ؟ڈَ‘ش‚إ‚ج—Z“_‚¢‚¸‚ê‚و‚è‚à’ل‚¢—Z‰ً“_‚ًژہŒ»‚µ
‚»‚ê‚ç‚ئچ‡‹à‚ًŒ`گ¬‚·‚é‚س‚µ‚¬‚ب“î蠟‚أ‚¯پA‚»‚¤پA‚»‚ê‚ھ‚ح‚ٌ‚¾•t‚¯(^p^)ƒ~ƒ‰ƒNƒ‹‚â‚ب‚ںپc —ژ‚؟’…‚¯
گV”N‘پپX‚»‚ê‚إ—ا‚¢‚ج‚©
‘گپX گŒ‚ء‚ؤ‚ب‚ٌ‚©‚ب‚¢‚وپIپ@‚£‚،‚ء‚پ@‚ذپ[(^p^*)‚ص‚حپ[ ژ©•ھ‚ةگŒ‚¤‚ئˆہ‚•t‚‚يHAHAHA
‰´‚حچ،“ْڈ‰”„‚èچs‚ء‚ؤ‚«‚½‚ھ
‚¢‚آ‚à’ت‚è“dژqƒpپ[ƒc‚ح1000‰~‚à”ƒ‚ي‚ٌ‚©‚ء‚½‚ب گŒ‚ء‚½گ¨‚¢‚إFM-206”ƒ‚ء‚؟‚ل‚ء‚½پB
‰·’²‚ء‚ؤ•ض—ک‚¾‚بپB >>421
> گŒ‚ء‚½گ¨‚¢‚إFM-206”ƒ‚ء‚؟‚ل‚ء‚½پB
indeedپuƒGƒCƒ„‚ءپA‘هژ–‚إ‚·‚ثپv گŒ‚ء‚ؤƒnƒ“ƒ_•t‚¯‚µ‚ؤپA“dŒ¹گط‚è–Y‚ê‚ب‚¢‚و‚¤‚ة‚µ‚ب‚¢‚ئپc ‚ـ‚ “dŒ¹گط‚è–Y‚ê‚ؤ‚¢‚ؤ‚à•پ’i‚©‚ç‰خژ–‚ة‚ب‚ç‚ب‚¢‚و‚¤‚ة‚µ‚ؤ‚ ‚ê‚خ‚ا‚¤‚ئ‚¢‚¤‚±‚ئ‚ح‚ب‚¢پi“–‘R‚»‚¤‚µ‚ؤ‚ ‚é‚ح‚¸پjپB
چإˆ«‚±‚ؤگو‚جژُ–½‚ھڈk‚ـ‚邾‚¯‚¾پB ƒXƒٹپ[ƒv‹@”\‚ھ•t‚¢‚ؤ‚¢‚éƒRƒe‚ًژg‚¦‚خ•ض—ک‚¾‚و ژٹش‚ة‚ب‚é‚ئƒIƒt‚ة‚ب‚éپA
‚±‚¤Œ¾‚¤ƒ^ƒCƒ}پ[‚ً•¹—p‚µ‚ؤ‚¨‚¯‚خگط‚è–Y‚ê‚ؤ‚àژ©“®ƒIƒt‚ة‚حڈo—ˆ‚é‚©پEپEپE
‚ب‚ٌ‚ئ‚ب‚‚¤‚ـ‚چs‚«‚»‚¤‚ب‹C‚à‚·‚邯‚اپA‚آ‚©‚ء‚ؤ‚ف‚é‚ئ–ت“|‚ب‚ج‚©‚ب‚ںپG
https://www.yodobashi.com/community/product/100000001000720423/index.html ƒXƒٹپ[ƒv‚¾‚ئڈ‚µ‰·“x‰؛‚°‚ؤ‚邾‚¯‚ب‚ج‚إ•ْ’u‚ح•|‚¢‚©‚à
ƒIپ[ƒgƒpƒڈپ[ƒIƒt‚إ“dŒ¹‚ـ‚إ—ژ‚ئ‚µ‚ؤ‚‚ê‚ê‚خˆہگS گشٹO“®‘جٹ´’mٹي‚جچ‡‚ي‚¹‹Z‚ً‚·‚é‚ئ‚©
‚ح‚ٌ‚¾‚±‚ؤ‚ج‚¨گK‚ةگشٹOگüLED‚إ“ء’èگMچ†‚ًڈo‚µ‚ؤ
‚±‚ؤ‘ن‹ك‚‚ةگف’u‚µ‚½ژَگM•”‚إ“®‘ج”½‰‚ھ–³‚¯‚ê‚خ
ƒXƒٹپ[ƒv‚©‚çOFF‚ةژ©“®ˆعچs‚ئ‚©پH 3ژٹش‚إƒsپ[ƒsپ[–آ‚èڈo‚µ‚ؤپAژ~‚ك‚ب‚¢‚ئگط‚ê‚éƒ^ƒCƒ}پ[‚ًچى‚ء‚ؤژg‚ء‚ؤ‚é‚يپB ‚»‚ê‚ئƒtƒbƒgƒyƒ_ƒ‹‚ح‚ا‚¤‚إ‚·‚©
ٹyٹي—p‚جƒtƒbƒgƒXƒCƒbƒ`‚ئƒ^ƒCƒ}پ[‰ٌکH‘g‚فچ‡‚ي‚¹‚½‚ç”ؤ—pگ«’´چ‚‚¢‚©‚ئ
‚¨‘O‚ھچى‚êپH
‚¤پ[‚ٌ•K—vگ«‚ھ‚ب‚¢‚ٌ‚¾‚ي‚ح‚ح ƒ_ƒCƒ„ƒ‹ژ®‚ج‚حژg‚¤‚½‚ر‚ةƒ_ƒCƒ„ƒ‹‰ٌ‚·‚ج‚ھ‚¤‚´‚»‚¤‚ب‚ج‚إپA
Œ³“dŒ¹‚ھON‚ة‚ب‚ء‚½‚ç‚·‚®‚ةONپA‚»‚±‚©‚ç3ژٹشŒo‚ء‚½‚çگط‚ê‚é‚ئ‚¢‚¤ژd—l‚إچى‚ء‚½پB “ْچ ‚»‚¤‚¢‚¤‚à‚ج‚ًژg‚ء‚ؤ‚¢‚é‚ئژè“®‚إ“dŒ¹‚ًگط‚éڈKٹµ‚ھ‚ب‚‚ب‚ء‚ؤ‚µ‚ـ‚¤‚ج‚إƒ„ƒo‚¢‚¼ ƒ_ƒCƒ„ƒ‹ژ®ƒ^ƒCƒ}پ[‚حŒآگl“I‚ة‚ح‚¨ٹ©‚كپB
3ژٹش‚؟‚ه‚¢‚جƒ^ƒCƒ}پ[‚¾‚¯‚اپA30پ`40•ھ‚®‚ç‚¢‚ةƒZƒbƒgپB•p”ة‚ةƒZƒbƒg‚µ‚ب‚¨‚µ‚ؤ‚¢‚éپB کA“®پEپEپE‰½‚ç‚©‚جƒgƒ‰ƒuƒ‹‚إگS”ڈگ”‚ھ‘‚¦‚é‚ئپ@ƒIپ[ƒoپ[ƒqپ[ƒg‚·‚é‚ٌ‚إ‚·‚ثپI(^p^) >>429
ژ~‚ك‚ب‚¢‚ئڈںژè‚ة“dŒ¹گط‚ê‚é‚جپH کb‚ج—¬‚ê‚ًگط‚éŒ`‚ة‚ب‚é‚ھ‚±‚ꔃ‚ء‚ؤ‚ف‚½
Kƒ^ƒCƒv ”M“d‘خƒZƒ“ƒTپ[پ@100mmپ@ -100پ‹C to 1250پ‹Cپ@ƒvƒچپ[ƒu1M
‚ح‚ٌ‚¾‚±‚ؤگو‰·“x‘ھ’è‚إ‚«‚ê‚خ‚¢‚¢‚ب
https://www.amaaaaazon.co.jp/dp/B00FVREP12 >>437
‚»‚ê‚ء‚ؤƒXƒeƒ“ƒŒƒX‚ج“›‚ة“ü‚ء‚ؤ‚é‚à‚ج? ‚¢‚ي‚ن‚éƒRƒeگو‰·“xŒv‚ئ‚حˆل‚¤’l‚ة‚ب‚é‚ج‚إ‚ح?
ƒJƒ^ƒچƒOڈم‚ج‘د”M‰·“x‚ھ200پژ‚ئ‚©’ل‚‚ؤ‚àپAچׂ‚ؤ”M—e—ت‚ھڈ¬‚³‚¢‚à‚ج‚ج•û‚ھگâ‘خ‚¢‚¢‚وپB
200پژ‚ئ‚©‚ح”ي•¢‚ج‘د”M‰·“xپB”¼“c‚²‚ؤ‚ج‰·“x‚ً‘ھ‚é‚ئ‚«‚حپA”ي•¢‚ح‚à‚ء‚ئ‚½‚‚³‚ٌ”چ‚¢‚ؤ
ژg‚¦‚خ—ا‚¢‚ٌ‚¾‚µپB >>438
‚»‚¤‚¢‚ي‚ê‚é‚ئ‚»‚ٌ‚ب‹C‚ھ‚µ‚ؤ‚«‚½‚ج‚إƒLƒƒƒ“ƒZƒ‹‚µ‚½
400“x‚ـ‚إ‚ج‚إ’T‚µ‚ؤ‚ف‚ـ‚· کA“ٹ‚ة‚ب‚ء‚ؤ‚·‚¢‚ـ‚¹‚ٌ
‚±‚ج400“x‚ـ‚إ‚ج‚ح‚ا‚¤‚¾‚낤
https://www.amaaaazon.co.jp/dp/B01HEHOTOO ’†‰ط‚جƒRƒeگو‰·“xŒv‚·‚çچ‚‚·‚¬‚é‚ئ‚¨‚ء‚µ‚ل‚é‚© Ali‚إ’¼گع”ƒ‚¤•û‚ھˆہ‚¢‚ج‚à‚ ‚ء‚ؤ”Y‚ـ‚µ‚¢‚ث 200“x‚جk“d‚ب‚ç‚ ‚é‚ي
چs‚¯‚é‚ٌ‚©‚ب >>439
گط‚ê‚é‚وپB
ƒٹƒZƒbƒgƒ{ƒ^ƒ“‰ں‚·‚ئ‚»‚±‚©‚ç‚ـ‚½3ژٹش‰„’·پA
‚و‚‚ ‚éگخ–ûƒtƒ@ƒ“ƒqپ[ƒ^پ[‚ئ“¯‚¶“®چىپB >>443
”M‚ةژم‚¢‚ج‚ح”ي•¢‚ج•”•ھ‚إپA”M“d‘خ‚»‚ج‚à‚ج‚ح‘هڈن•vپB
”ي•¢‚ً’·‚ك‚ة‚ئ‚ء‚ؤپAŒ‹چ‡“_‚ًچ‚‰·‚ة‚µ‚ؤ‚à”ي•¢‚ة”M‚ھ‹y‚خ‚ب‚¢‚و‚¤‚ة‚·‚ê‚خ‘هڈن•vپB >>446
200“x‚ئ’ل‚¢‚ج‚إژg—p—\’è‚ج‚ب‚©‚ء‚½k“d‚ھژg‚¦‚é‚ٌ‚¾‚ب
‚ ‚è‚ھ‚ئ
ژٹش‚إ‚«‚½‚ç‚â‚ء‚ؤ‚ف‚é >>439
ƒVپ[ƒX”M“d‘خ‚إ‚à3.2mmˆب‰؛‚ج‚à‚ج‚إ‚ ‚ê‚خ’P‘ج‚إƒnƒ“ƒ_ƒRƒe‚ةگعگG‚³‚¹‚é‚ج‚ئ‚»‚ê‚ظ‚اˆل‚ي‚ب‚¢پiƒIƒtƒZƒbƒg‚ھڈ‚ب‚¢پj
گâ‰ڈ‚ھژو‚ê‚é‚ج‚إ—ا‚¢–ت‚à‚ ‚邵•…گH‚µ‚ب‚¢‚ج‚إ’·ٹْٹشˆہ’肵‚ؤژg‚¦‚é ڈ‘‚«–Y‚ꂽ
‚±‚جƒVپ[ƒX”M“d‘خ‚حٹجگS‚جٹOŒa‚ھڈ‘‚¢‚ؤ‚ب‚¢‚©‚ç•ھ‚©‚ç‚ب‚¢‚ھ‚¨‚»‚ç‚1/4inch
1/4‚إ‚ح‚±‚ج—p“r‚ة‚ح•s“K ژژ‚µ‚½‚±‚ئ‚ب‚¢‚¯‚اƒٹپ[ƒN“d—¬‚ ‚éƒ^ƒCƒv‚جƒRƒe‚إ‚à”M“d‘خ‚إ‚ح‚©‚ê‚é‚ج‚©‚بپEپEپE
‘ھ’èŒn‚ھگع’n‚¹‚¸‚ة•‚‚¢‚ؤ‚è‚ل–â‘è‚ب‚¢‚و‚¤‚ب‹C‚ھ‚µ‚ب‚¢‚إ‚à‚ب‚¢‚¯‚ا”÷ژمگMچ†‚¾‚©‚ç‚ب‚ںپEپEپE‚®‚¬‚¬‚ي‚©‚ç‚ٌپG >>452
>‘ھ’èŒn‚ھگع’n‚¹‚¸‚ة•‚‚¢‚ؤ‚è‚ل–â‘è‚ب‚¢
‚»‚جڈًŒڈ‚ب‚ç‘هٹT‘هڈن•v‚¾‚و 200“x‘خ‰K“d‚ئUSB‚ح‚ٌ‚¾‚±‚ؤژژŒ±‚µ‚ؤ‚ف‚ـ‚µ‚½
USB‚ح‚ٌ‚¾‚±‚ؤ‚ح—\‘z’ت‚è‚جƒSƒ~گ«”\‚ئ”»–¾
USB‚¾‚©‚ç‚؟‚ه‚¢‚؟‚ه‚¢ژg‚¤‚ة‚ح•ض—ک‚إ‚µ‚½‚ھچإ’ل‰·“x400“x‚ئ‚ح‚ث‚¥
https://i.imgur.com/qNANJPt.jpg 183پژ‚إ—n‚¯‚é‚ٌ‚¾‚©‚當‹ه‚ث‚¥‚¾‚ëپB >>455
‚ـ‚ ‚بپI
400“x’´‚¦‚é‚ئ‚ح‚ٌ‚¾‚ئƒچƒE•t‚¯‚ج’†ٹش‚ج‚ا‚ء‚؟‚آ‚©‚¸‚¾‚ب‚ئ‰ü‚ك‚ؤ—‰ً‚µ‚½‚ب‚èپI >>454
ƒpƒڈپ[‚ب‚¢‚©‚çپi”M—e—ت‚àڈ¬‚³‚»‚¤پj‚¤‚ـ‚ژg‚¦‚éگl‚ة‚ح–â‘è‚ب‚¢‚و‚ث
‘¼“_‚ً‚ح‚ٌ‚¾•t‚¯‚·‚é‚ب‚炨‚»‚炃pƒڈپ[•s‘« چw“üƒVƒ‡ƒbƒv‚حٹù‚ةڈء‚¦‚ؤ‚¢‚½‚ج‚إ
“¯‚¶ڈ¤•i”ج”„‚µ‚ؤ‚邽‚ج‹ئژزƒyپ[ƒW‚©‚çˆّ—p‚µ‚½‚ھ
‚±‚ê330-450“xگف’è‚ب‚ج‚و
‰·’²–³‚µƒRƒe‚¶‚ل‚ب‚¢‚©‚ç“–ژچ¢‚ء‚½
Dispute‘Sٹz•ش‹à‚µ‚ؤ‚à‚ç‚ء‚½‚¯‚ا‚ث
------google–|–َ-----
ژd—lپF
ژهچق—؟پFƒXƒeƒ“ƒŒƒXچ|
ڈo—حپF8-10W
‰·“xپi’²گ®‰آ”\پjپF330-450پژ
ƒXƒY—n‰ًژٹشپF<15S
ژ©“®ƒXƒٹپ[ƒvژٹشپF10•ھ
ƒpƒbƒPپ[ƒWƒTƒCƒYپF150 * 80 * 45mm / 5.9 * 3.1 * 1.8in
ƒpƒbƒPپ[ƒWڈd—تپF 102g /3.6ƒIƒ“ƒX
‰·“x•دٹ·پF
—خگFŒُپi’ل‰·پj
گآگFŒُپi’†‰·پj
گشگFŒُپiچإچ‚‰·“xپj >چإ’ل‰·“x400“x‚ئ‚ح‚ث‚¥
350پژ•W‚ع‚¤‚إ400پژ‚¾‚ء‚½‚çڈم‚ھ‚è‚·‚¬‚إƒ_ƒپ‚¶‚ل‚ٌپA‚ء‚ؤ‚±‚ئ‚ب‚ٌ‚©‚بپB
8W‚¾‚ئٹJ•ْ‰·“x‚ھ400پژ‚إ‚àپA”¼“c•t‚¯‚µ‚و‚¤‚ئ‚µ‚½‚ç‚ھ‚ء‚آ‚è‰؛‚ھ‚邵‚ثپB8W‚¾‚à‚ٌپB
FX-600‚ھ–³ˆس–،‚ة50W‚ء‚ؤ‚ي‚¯‚¶‚ل‚ب‚¢‚©‚çپB
‚»‚ê‚و‚©پA‚»‚êپA–{“–‚ة‰·’²‚ب‚ٌ‚¾‚ë‚©پB >>458
‚»‚êپAVAPE—p‚جƒoƒbƒeƒٹپ[‚»‚ج‚ـ‚ـ—¬—p‚µ‚ؤ‚邾‚¯‚ف‚½‚¢‚ث
گ§Œن‚à‹°‚炃ڈƒbƒeپ[ƒW‚إ‚µ‚©‚ف‚ؤ‚¢‚ب‚¢پiVAPE—pŒê‚¾‚ئVW‚ء‚ؤ•\‹Lپj
ali‚إ510ƒRƒlƒNƒ^‚إŒںچُ‚·‚é‚ئ‘ٍژRˆّ‚ء‚©‚©‚é‚ھپA‰½‚ê‚àƒoƒbƒeƒٹپ[‘¤‚حVAPE‚ج‚»‚ج‚ـ‚ـ‚©‚ب
ƒoƒbƒeƒٹپ[‚ة‚و‚ء‚ؤ‚ح80Wˆت‚جƒpƒڈپ[ڈo‚é‚ج‚à—L‚é‚و چ‚ڈo—ح‚¾‚ئ•œ‹A‚ھ‘پ‚©‚ء‚½‚è”M—e—ت‚ھ‘ه‚«‚ب‘ٹژè‚إ‚à‚ح‚ٌ‚¾‚µ‚â‚·‚‚ب‚é
‚إ‚à•½چt‰·“x‚ھچ‚‚·‚¬‚é‚©‚牷’²‚ھ‚ب‚¢‚ئˆµ‚¢گh‚¢
’لڈo—ح‚إ‰·’²‚ح‚و‚‚ي‚©‚ç‚ٌ ‰”ƒtƒٹپ[‚ح‚ٌ‚¾گعچ‡چق‚ًٹJ” ƒ^ƒ€ƒ‰گ»چىڈٹ‚ھƒpƒڈƒGƒŒŒü‚¯‚ب‚ا‚ة
“d”gگV•·ƒfƒWƒ^ƒ‹
ƒ^ƒ€ƒ‰گ»چىڈٹ‚ح5“ْپAƒpƒڈپ[”¼“±‘جƒpƒڈپ[ƒ`ƒbƒvگعچ‡‚âٹî”ص‰؛گعچ‡—p‚ةپAگV‚½‚ب‰”ƒtƒٹپ[‚ح‚ٌ‚¾گعچ‡چق‚ً
ٹJ”‚µ‚½پA‚ئ”•\‚µ‚½پB“ئژ©‚ج‘gگ¬‚إپAچ‚‰·“®چى‚ة‘خ‰‚·‚éƒ`ƒbƒv‚ئگعچ‡‘w‚جٹE–ت‹‰»‚ھ‚ب‚³‚ê‚ؤ‚¢‚éپB
ƒ^ƒ€ƒ‰گ»چىڈٹ‚حپA“¯ژذ‚©‚ç‚جƒJپ[ƒuƒAƒEƒgƒxƒ“ƒ`ƒƒپ[پAƒmƒxƒ‹ƒNƒٹƒXƒ^ƒ‹ƒeƒNƒmƒچƒWپ[‚ئ‚ج‹¤“¯Œ¤‹†‚ً
گi‚ك‚ؤ‚¢‚éپBچ،‰ٌ‚جٹJ”‚حƒpƒڈپ[ƒGƒŒƒNƒgƒچƒjƒNƒX•ھ–ى‚جژو‚è‘g‚ف‚جˆêٹآپB19“ْ‚©‚çژn‚ـ‚é
ƒlƒvƒRƒ“ƒWƒƒƒpƒ“2022‚إپAڈعچׂً”•\‚·‚éپB
https://news.yahoo.co.jp/articles/0f422908cd8965c77d285c312af2794465971d40 >>461
‚»‚ꂵ‚©ڈo—حڈo—ˆ‚ب‚¢‚¯‚اپAٹو’£‚ء‚ؤƒtƒBپ[ƒhƒoƒbƒNگ§Œن‚µ‚ؤ‚ف‚ـ‚µ‚½پB
‚ـ‚ںڈo—ˆ‚ؤ‚ب‚¢‚¯‚ا‚ؤ‚ض‚ط‚ëپB
‚¾‚ئژv‚ء‚ؤ‚éپB >>454
‚±‚ج‚ظ‚»’·‚¢‹à‘®•”•ھ‚ء‚ؤ’†گg‚ا‚¤‚ب‚ء‚ؤ‚é‚ٌ‚¾‚낤
‚±‚ج•”•ھ‚جٹOŒa‚ھ‚Smm‚‚ç‚¢‚µ‚©‚ب‚¢‚ئ‚·‚é‚ئچׂ·‚¬‚¾‚ب
ƒqپ[ƒ^پ[‚ئƒZƒ“ƒTپ[‚ھ–{‘ج•”•ھ‚ة‚ ‚é‚ئ‚·‚é‚ئ
ƒtƒBپ[ƒhƒoƒbƒNگ§Œنژ©‘ج‚حˆص‚µ‚¢‚ج‚إڈمژè‚‚¢‚‚¾‚낤‚ھپA
•‰‰×‚ھ‚©‚©‚ء‚½ژ‚ج‚±‚ؤگو‚ئƒqپ[ƒ^پ[‚ج‰·“xƒIƒtƒZƒbƒg‚ھ‘ه‚«‚‚ؤ
ژg‚¢•¨‚ة‚ب‚ç‚ٌ‚¾‚ë‚ئŒ¾‚¤‹C‚ھ‚·‚é
ƒqپ[ƒ^پ[‚ئƒZƒ“ƒTپ[‚ھڈ¬ژèگو‚ة‚ ‚é‚ئ‚·‚ê‚خ—ا‚¢•¨‚ة‚إ‚«‚é‚ح‚¸
‚à‚µ‹¤‚ة–{‘ج“à‚ة‚ ‚é‚ئ‚µ‚ؤ‚à‹à‘®•”•ھ‚ھ‚ظ‚ئ‚ٌ‚ا“؛‚ج‰ٍ‚ب‚çپA
—§‚؟ڈم‚ھ‚è‚حˆ«‚‚ؤ‚à‰·“x‚جˆہ’è‚ح—ا‚¢‚ح‚¸
‚¢‚¸‚ê‚ة‚µ‚ؤ‚à•sژv‹c‚بگ»•i‚¾‚ب >>464
ژ©ŒبƒŒƒX
Ali ‚إŒ©‚ؤ‚ف‚é‚ئ‰·’²‚إ‚ح–³‚‚ؤ‚R’iٹKڈo—حگ§Œن‚¾‚낤‚ث
‚»‚ê‚ھ‰½ڈˆ‚©‚إ‰·“x’²گكپA‰·’²‚ة‚ب‚ء‚½‚ٌ‚¾‚낤
‚¨‚»‚ç‚ژg‚¢‚ة‚‚¢‚¨‚à‚؟‚لƒŒƒxƒ‹‚جگ»•i‚¾‚ث >>464-465
‚»‚¤‚»‚¤3’iگط‚è‘ض‚¦‚إ‚·
‚½‚¾‰´‚ج‚ح400-470“x‚ئ‰·“xچ‚‚·‚¬‚ؤƒLپ[‚ؤ‚ب‚ء‚½ ’†‰طT12Œفٹ·ƒXƒeپ[ƒVƒ‡ƒ““ح‚¢‚½‚ھ“dŒ¹ƒXƒCƒbƒ`“ü‚ꂽ‚çERR
‚±‚ؤŒq‚¢‚إ‚àŒq‚ھ‚ب‚‚ؤ‚àERR
T12Œفٹ·‚±‚ؤگو‚ً‰œ‚ـ‚إ“ث‚ءچ‚ٌ‚¾‚çƒVƒ‡پ[ƒg
‰´‚ـ‚½‰½‚©‚µ‚؟‚ل‚¢‚ـ‚µ‚½پH
https://i.imgur.com/VPcahle.jpg ژ©•ھ‚ھ’†چ‘گ»‚ج‘•’u‚ً”ƒ‚ء‚½ژ‚ح’ت“d‘O‚ة‰آ”\‚ب”حˆح‚إƒ`ƒFƒbƒN‚·‚é‚ب‚ں
ƒnƒ“ƒ_•t‚¯‚ھ‰ِ‚µ‚¢‚±‚ئ‚à‚ ‚邵‰Œڈo‚ؤ–³‘ت‚ة”يٹQ‚ًچL‚°‚é‚ج‚حٹ¨•ظ ƒRƒe“à•”‚جƒRƒ“ƒ^ƒNƒg•s—ا‚ةˆê•[ چ«•ïٹJ• ‚ئ“®چىƒ`ƒFƒbƒN‚ج“®‰وژB‰e‚µ‚ؤ‚¢‚ؤ
“®چىƒ`ƒFƒbƒN‚ج“®‰وچ‚ف‚إƒVƒ‡ƒbƒv‚ةکA—چ‘—‚è‚ـ‚µ‚½
–¾“ْ‚ح“y—j“ْ‚¾‚µ—ˆڈT‚جŒژ—j‚ـ‚إ•شژ–‚ب‚³‚»‚¤
‚µ‚©‚µ‚ب‚ٌ‚¾‚ث
T12ƒOƒb‚ئچ·‚µچ‚ٌ‚¾‚çƒVƒ‡پ[ƒg‚µ‚ؤˆہ’艻“dŒ¹ڈo—حژ~‚ـ‚é‚ٌ‚¾‚à‚ٌ
‚¨‚¶‚؟‚ل‚ٌ‹ء‚¢‚½‚و
‚±‚ٌ‚ب‚ٌ•پ’ت‚ج“dŒ¹‚إ“®‚©‚µ‚½‚ç“dŒ¹‰َ‚ê‚邶‚ل‚ٌ
‚±‚جƒVƒ‡ƒbƒv
https://www.aliexpress.com:443/store/2845037
گ»•i‚ح‚±‚±‚ج–{‘ج‚ئ‚±‚ؤگو2–{
HANDSKIT Mini T12 Digital LED Portable Soldering Station Adjust Temperature with Soldering Tips Electronic Welding Tools
https://www.aliexpress.com:443/item/4000544849830.html چ،ژ‚ج“dŒ¹‚حOCP•t‚¢‚ؤ‚¢‚邵‰َ‚ê‚é‚ج‚ح‚ح‚ٌ‚¾ƒS‚²‚ؤ‚âƒPپ[ƒuƒ‹‚ج•û‚¶‚ل‚ب‚¢‚©‚ب
>>149‚ب‚ٌ‚¾‚낤‚ھ>>150‚جŒ¾‚¤‚ئ‚¨‚è‚ة‚ب‚ء‚ؤ‚¢‚ب‚¢‚©
ڈم‚ج•û‚إˆê‘جŒ^‚جƒRƒ“ƒgƒچپ[ƒ‰”ƒ‚ء‚ؤ‚ف‚½‚çƒVƒ‡پ[ƒg‚µ‚»‚¤‚¾‚ء‚½‚ج‚إڈCگ³‚µ‚½‚ء‚ؤƒŒƒ|‚à‚ ‚é‚‚ç‚¢‚¾‚µ >>471
‚»‚ج“–گl‚إ‚·
‘€چى•û–@ٹشˆل‚ء‚ؤ‚é‰آ”\گ«‚à‚ ‚é‚©‚çƒVƒ‡ƒbƒv‚©‚ç‚جکA—چ‘ز‚؟‚إ‚· ژèژ‚؟‚جT12ƒnƒ“ƒhƒ‹‚ح•K—vˆبڈم‚ة‰œ‚ـ‚إژh‚³‚ç‚ب‚¢چ\‘¢‚ة‚ب‚ء‚ؤ‚é
ژ©•ھ‚ج’m‚éŒہ‚è“à•”“I‚ة‚ح‰؛‚ج2ژي—ق‚جƒ^ƒCƒv‚ج‚ا‚؟‚ç‚©‚¾‚ئژv‚¤
‚»‚جhandskit‚جƒnƒ“ƒhƒ‹‚ج“à•”چ\‘¢‚ھ‚ي‚©‚ç‚ٌ‚©‚牽‚ئ‚à‚¢‚¦‚ب‚¢‚ھڈo—ˆ‚邾‚¯ƒoƒ‰‚¹‚éپH
https://i.imgur.com/tauILTb.jpg >>473
‚±‚ؤ‚©‚çگع“_‚ًˆّ‚ء’£‚èڈo‚µT12Œفٹ·‚±‚ؤگو‚ًچ·‚µچ‚ق‚ئˆہ’艻“dŒ¹ڈo—ح’âژ~
ژتگ^ژB‰e‘O‚ةژژ‚µ‚ـ‚µ‚½‚ھچ·‚µچ‚ك‚é‚ج‚ح3گع“_‚ھ‚«‚؟‚ٌ‚ئگعگG‚·‚é’èˆت’u‚ـ‚إ‚إ‚µ‚½
‚»‚جژتگ^‚جڈم‚ج•û‚ھگ³‹K•i‚إ‚µ‚ه‚¤‚©
‰؛‚ج‚ئ“¯چ\‘¢‚¾‚©‚çٹg‘هژتگ^—pˆس‚µ‚ـ‚µ‚½
https://i.imgur.com/Zt3TniV.jpg >>467
‚±‚جچإڈ‰‚ة‚àڈ‘‚¢‚½‚ج‚إ‚·‚ھ
ƒRƒeƒPپ[ƒuƒ‹Œq‚¢‚إ‚ب‚¢ڈَ‘ش‚إERR‚ھڈo‚ؤ‚é‚ج‚إ
–{‘ج‚ا‚¤‚©‚ب‚ء‚ؤ‚é‚ج‚©‚ب‚ئژv‚¤‚ج‚إ‚·
ڈ‰ٹْگف’èƒٹƒZƒbƒg‚µ‚½‚ç’¼‚é‚؛‚ئ‚¢‚¤ٹب’P‚بکb‚ب‚ç—ا‚¢‚ج‚إ‚·‚ھ
youtubeŒںچُ‚µ‚ؤژ—‚½‚و‚¤‚بگ»•i’T‚µ‚ؤ‚ف‚ؤ‚邯‚ا‚ي‚©‚ç‚ب‚¢ ‚»‚±‚ـ‚إƒoƒ‰‚µ‚ؤ‰½ڈˆ‚ھ’Z—چ‚µ‚ؤ‚¢‚é‚©ƒeƒXƒ^پ[‚إٹm”F‚µ‚ب‚¢‚ج‚©‚ب –³‰”ƒnƒ“ƒ_‚ء‚ؤ‰½“x‚®‚ç‚¢‚إژg‚¤‚ج‚ھ‚¢‚¢‚جپAƒRƒeپH
‚ ‚ئ–³‰”ƒnƒ“ƒ_‚ح‚ ‚é‚ج‚ة‚ا‚¤‚µ‚ؤ–³‰Œƒnƒ“ƒ_‚ح‚ب‚¢‚جپH ‚ا‚ء‚؟‚àƒLƒbƒg‚ً‘g‚ف—§‚ؤ‚½‚à‚ج‚إپAپ@ڈم‚ج‚حˆê”شˆہ‰؟‚ب907ƒ^ƒCƒvپA‰؛‚ج‚ھ9501ƒ^ƒCƒv
ژQچlپ@aliexpress.com/item/32965564853.html
ƒnƒ“ƒhƒ‹‚¾‚¯گع‘±‚µ‚ؤƒRƒeگو‚ًˆّ‚ء‚±”²‚¢‚½ڈَ‘ش‚¾‚ئپAKSGER‚إ‚àڈƒگ³FX951‚إ‚à
ƒGƒ‰پ[•\ژ¦‚ة‚ب‚éپB‚ب‚ج‚إپA‰½‚à‚آ‚ب‚¢‚إ‚¢‚ب‚¢‚إErr•\ژ¦‚ح‚¨‚»‚ç‚گ³ڈي‚©‚بپH
‹‚ژh‚µ‚ؤƒVƒ‡پ[ƒg‚ء‚ؤ‚ج‚ھ‚و‚‚ي‚©‚ç‚ب‚¢پiژ©•ھ‚ح‚ب‚ء‚½‚±‚ئ‚ھ‚ب‚¢پj
‘¼‚حپAT12ƒ`ƒbƒv‚جŒم‚ë‚ج2“_ٹش‚ھ 8پ`9ƒ¶ ’ِ“x‚ھگ³ڈي‚ج‚ح‚¸ >>476
‚»‚جژw“E‚ح‚»‚ج’ت‚è‚إ‚·‚ث
>>478
—L“‚²‚´‚¢‚ـ‚·
ERRژ©‘ج‚حگ³ڈي‚©پc
T12چھ–{‚ئژں‚ج2“_ٹش8ƒ¶
3‚آ–ع‚ج‚±‚ؤگو‚ح’ل‘¬ƒeƒXƒ^پ[‚إ‘ھ‚é‚ئ1Mƒ¶‚©‚çƒYƒ“ƒYƒ““o‚ء‚ؤ8Mƒ¶‚ـ‚إ—ˆ‚½‚ئ‚±‚ë‚إ’ْ‚ك‚ـ‚µ‚½
ƒRƒlƒNƒ^پ[گع‘±‚µ‚ؤ‘ھ’肵‚ؤ‚à“¯‚¶‚¾‚¯‚ا
ژں‚حƒRƒlƒNƒ^پ[’[ژq‚جˆت’u‚ھگ³‚µ‚¢‚©‚ئ‚ب‚è‚»‚¤‚إ‚·‚ھ
•ھ‚©‚ء‚½‚ئ‚±‚ë‚إƒRƒlƒNƒ^پ[‚حژ©—ح‰ًŒˆڈo—ˆ‚ب‚»‚¤ >>81‚ة‰ٌکHگ}‚ ‚邵‚¤‚è“ٌ‚آ‚إ‚ب‚‚ئ‚à‘ه‘ج“¯‚¶‚ح‚¸‚¾‚µ
‚ ‚é’ِ“x“dژqچHچى‚إ‚«‚éگl‚ب‚ç•s—ا‰سڈٹ‚ً‚©‚ب‚èچi‚èچ‚ك‚é‚ح‚¸
چھ–{“I‚ب‚ئ‚±‚ë‚إ“dŒ¹‚جڈo—ح‚âگف’è‚حگ³‚µ‚¢‚ٌ‚¾‚و‚ثپH
’èٹi‚ح24V‚إ70W(3A)‚¾‚µˆہ‚¢’†‰طCCCV“dŒ¹‚¾‚ئ‘«‚è‚ب‚³‚»‚¤ >>480
’†‰طDCDCˆہ’艻“dŒ¹چإ‘ه6A‚©‚ç23V‚إڈo‚µ‚ؤ‚邯‚ا
‚±‚ؤگوژو‚è•t‚¯‚½ڈuٹشDC“dŒ¹•غŒى‰ٌکH“‚——R‚ھ‚ي‚©‚ç‚ب‚¢
>>81
‚±‚جƒJƒCƒچگ}Œ©“¦‚µ‚ؤ‚½
—L“‚²‚´‚¢‚ـ‚·
گç‚ئگçگq‚جگ_‰B‚µŒ©ڈI‚ي‚é‚ـ‚إژژ‚µ‚ؤ‚«‚ـ‚· >>480
ژc”O‚ب‚ھ‚çپALEDƒ^ƒCƒv‚حƒRƒ“ƒgƒچپ[ƒ‰‚ھSTC‚إپA‚»‚جƒٹƒ“ƒNگو‚جSTM32‚¶‚ل‚ب‚¢‚ج‚إژQچl‚ة‚ب‚ç‚ب‚¢‚©‚à
>>479
ƒnƒ“ƒhƒ‹‘¤‚جƒRƒlƒNƒ^پiGX12-5پj‚ً‚خ‚点‚خŒ‹گü‘g‚فٹ·‚¦‚ح‰آ”\
T12 soldering stc ledپ@‚إŒںچُ‚©‚¯‚ؤ‚àپAhandskit‚ئ“¯ژي‚ج‚ف‚آ‚©‚é‚ج‚¾‚ھ
‚ا‚¤‚àhandskit‚ئ“¯‚¶ƒ^ƒCƒv‚ج‚حŒ©‚آ‚©‚ç‚ب‚©‚ء‚½پB ‚ض‚ٌ‚ب“ْ–{ŒêپEپEپEپ@handskkit‚ئ“¯‚¶‚و‚¤‚ب‚ج‚حŒ©‚آ‚©‚é‚ھپAٹî”آƒ^ƒCƒv‚ھ“¯‚¶‚à‚ج‚ھŒ©‚آ‚©‚ç‚ب‚©‚ء‚½ ƒRƒ“ƒgƒچپ[ƒ‰ٹî”آ‚جژتگ^‚ًŒ©‚é‚ئ5گüژ®‚ب‚ج‚©‚بپB‚¾‚ئ‚·‚é‚ئ‚ح‚ٌ‚¾ƒSƒe‘¤‚حSTM32‚ج5گü‚ج•¨‚ئ“¯‚¶‚©‚àپH
U5‚ھƒqپ[ƒ^پ[گ§Œن‚جMOSFETپHQ1‚ھU5‚جƒhƒ‰ƒCƒoپHU2‚ھ”M“d‘خ‚ج‰·“x‚ًŒ©‚éƒIƒyƒAƒ“ƒvپH
ƒoƒ‰‚µ‚½‚ج‚ب‚çMOSFET‚جŒ^”ش’²‚ׂؤ“dŒ¹‚جƒJƒŒƒ“ƒgƒٹƒ~ƒbƒ^‚ًMOSFET‚ج’èٹi“à‚ةژû‚ـ‚é‚و‚¤‚ة‚µ‚ؤ‚¨‚¢‚½•û‚ھ—ا‚³‚»‚¤
–{“–‚ة’Z—چ‚µ‚ؤ‚¢‚é‚ب‚çMOSFET‚ھ‰َ‚ê‚ؤ‚µ‚ـ‚¤‰آ”\گ«‚ھ‚ ‚é
‚ ‚ئƒRƒeگو‚ًƒzƒbƒgƒXƒڈƒbƒv‚µ‚ؤ‚¢‚é•—‚ة“ا‚ك‚é‚ٌ‚¾‚¯‚ا’†‰ط‚جƒRƒe‚ء‚إƒzƒbƒgƒXƒڈƒbƒv‚µ‚ؤ‘هڈن•v‚ب‚ٌ‚¾‚ء‚¯پH
>>482
‚إ‚àMOSFET‚إƒqپ[ƒ^‚ًژ•ھٹ„گ§Œن‚µ‚½‚èƒIƒyƒAƒ“ƒv‚إ”M“d‘خ‚ج‰·“x‚ً“ا‚ٌ‚¾‚è‚ئ‚©ٹî‘b“I‚ب•”•ھ‚ح“¯‚¶‚¾‚ئژv‚¤‚ٌ‚¾‚ھ https://i.imgur.com/UTW8kuV.jpg
‰E‰؛‚جƒ`ƒbƒv‚ھ‚ب‚ٌ‚©ڈؤ‚¯‚ؤ‚é‚و‚¤‚ةŒ©‚¦‚邯‚ا“à•””j‘¹پH
ƒVƒ‡پ[ƒg‚ح‚µ‚ؤ‚ب‚¢‚و‚¤‚إ‚µ‚½
‚ ‚ئ‚ح‚à‚¤‚و‚‚ي‚©‚çپ[‚ٌ >>485
‰و‘œ‚إ‚ح‚و‚‚ي‚©‚ç‚ٌ‚ھڈؤ‚¯‚ؤ‚é‚ٌ‚إ‚·‚©پH‚±‚ê
’P‚ةƒtƒ‰ƒbƒNƒX‚ھ•t‚¢‚ؤ‚¢‚邾‚¯‚ج‚و‚¤‚ب‹C‚à‚·‚é‚ھ ƒRƒ“ƒgƒچپ[ƒ‰پAƒRƒeپAƒRƒeگو‚ًŒq‚¢‚¾ڈَ‘ش‚إ‹‹“d‚¹‚¸‚ة’ïچR’l‚ًŒv‚é
STM32 T12ƒRƒ“ƒgƒچپ[ƒ‰‚ج‰ٌکHگ}‚ًŒ³‚ةگ„‘ھ‚·‚é‚ئ
DC24V‚جپ{‚ئپ|ٹشپ¨گ³ڈي‚ب‚çچ‚’ïچR‚ج‚ح‚¸
DC24V‚جپ|‚ئƒRƒ“ƒgƒچپ[ƒ‰‚ئƒRƒe‚ًŒq‚®ƒRƒlƒNƒ^‚ج5ƒsƒ“‘S•”پ¨2–{‚ح’Z—چ(T12-‚ئE)پA1–{‚حƒRƒe‚جŒü‚«‚إ•د‰»(SHAKE)پA1–{‚ح8ƒ¶’ِ“x(T12+)
DC24V‚جپ{‚ئƒRƒ“ƒgƒچپ[ƒ‰‚ئƒRƒe‚ًŒq‚®ƒRƒlƒNƒ^‚ج5ƒsƒ“‘S•”پ¨’ل’ïچR‚ج‰سڈٹ‚ح‚ب‚¢‚ح‚¸
DC24V‚جپ{‚ئMOSFET(U5)‚جƒhƒŒƒCƒ“(گ^‚ٌ’†‚جƒsƒ“‚à‚µ‚‚حƒqپ[ƒgƒVƒ“ƒN)پ¨گ³ڈي‚ب‚çچ‚’ïچR‚ج‚ح‚¸
‚ ‚ئƒRƒ“ƒgƒچپ[ƒ‰‚ئƒRƒe‚ًŒq‚®ƒRƒlƒNƒ^‚جŒ‹گü‚ھƒVƒ‹ƒN‚ج’ت‚è‚ب‚çƒAƒTƒCƒ“‚ھSTM32 T12ƒRƒ“ƒgƒچپ[ƒ‰‚ئˆل‚¤‚و‚¤‚ب
‚½‚¾‚µƒVƒ‹ƒN‚ج•\‹L‚ھگ³‚µ‚¢•غڈط‚ح‚ب‚¢‚©‚猻•¨‚جŒ‹گü‚ًٹm”F‚·‚é•K—v‚ھ‚ ‚è‚»‚¤ >>474
‰E‘¤‚جˆê”ش‰؛‚جژتگ^
—خ‚جƒPپ[ƒuƒ‹‚جƒnƒ“ƒ_‚ھ—ׂئƒVƒ‡پ[ƒg‚µ‚ؤ‚é—l‚ةŒ©‚¦‚邯‚ا‚±‚ê‚إ—ا‚¢‚ج
‚±‚ê‚إ—ا‚¢‚ئ‚·‚ê‚خŒ™‚بچ\‘¢‚¾‚ب >>485
‰E‰؛ŒـٹpŒ` PE :T- ƒVƒ‡پ[ƒg‚µ‚ؤ‚ث‚¥‚©پH >>485
‘S‘ج“I‚ةƒnƒ“ƒ_‚جڈو‚è‚ھ‚·‚²‚ˆ«‚¢‚بپA‚±‚¤Œ¾‚¤”¼“c•t‚¯‚µ‚؟‚لƒ_ƒپ‚¾‚¼‚ء‚ؤŒ¾‚¤Œ©–{‚ف‚½‚¢‚¾
‚±‚جƒRƒe‚إژèƒnƒ“ƒ_‚µ‚½‚ٌ‚¶‚ل‚ب‚¢‚©‚ب ‚¢‚âپA’†‰طگ»‘¢‚جٹî”آ‚ج’†‚إ‚ح‚ـ‚¾ƒ}ƒV‚ب•û‚ةŒ©‚¦‚é •ت‚ةˆ«‚¢Œ©–{‚ئ‚¢‚¤‚ظ‚ا‚إ‚ح‚ب‚¢‚µپA‚»‚à‚»‚àژèƒnƒ“ƒ_‚µ‚½‚و‚¤‚ة‚ح‘S‚Œ©‚¦‚ب‚¢‚ھپA‚ـ‚½‚¼‚ë’rڈہ‚ھ—O‚¢‚ؤ‚«‚½‚ج‚©پH >>487
ٹF‚³‚ٌ“xپX‚ ‚è‚ھ‚ئ‚¤‚²‚´‚¢‚ـ‚·‹A‚ء‚½‚çƒ`ƒFƒbƒN‚µ‚ـ‚·
>>488-490
چً–é
ƒeƒXƒ^پ[گو’[‚ً”P‚é‚و‚¤‚ة‰ں‚µ•t‚¯‰½“x‚àƒ`ƒFƒbƒN‚µ‚ـ‚µ‚½
‹ء‚‚ׂ«ژ–‚ة”ٌگعگG‚إ‚µ‚½
‚¾‚ھ‚±‚ج‚ـ‚ـ‚¾‚ئ“dگIگ¬’·‚إ‚à‚µ‚ؤ‰½ژƒXƒpپ[ƒN”ٍ‚ش‚©‚ي‚ئ•sˆہ‚إ‚à‚ ‚è‚ـ‚· PE ‚ئT- ‚حٹî”آ‘¤‚إŒq‚ھ‚ء‚ؤ‚锤‚إ‚ح? >>487
’†‰›‚ج24Vƒ}ƒCƒiƒX‚ئƒvƒ‰ƒX‚ح“±’ت‚ب‚µ
‚±‚ؤگو‚ـ‚إ‚آ‚ب‚°‚½ڈَ‘ش‚إ5ƒsƒ“ƒ`ƒFƒbƒN
T+‚ئT-‚ھ9ƒ¶ (‚±‚ؤگو‚جچھ–{2‰سڈٹ‚ح8.3ƒ¶‚¾‚©‚ç0.7ƒ¶‘‚¦‚ؤ‚éپB”zگüƒCƒ“ƒsپ[ƒ_ƒ“ƒXپH)
24Vƒ}ƒCƒiƒX‚ئ5pin
SW 18.8Kƒ¶’ِ“x
T+ 8.3Ħ
24Vƒvƒ‰ƒX‚ئ5pin
SW 12MĦ
‚sپ{ 12Mƒ¶
T- 12Mƒ¶‚©‚ç‚س‚ç‚س‚çگ”’l‰؛‚ھ‚é
24Vƒvƒ‰ƒX
78M05 INPUT 3.75KĦ
‰؛•ûMOSFET INPUT 4.71Kƒ¶پAOUTPUT 0ƒ¶
24Vƒ}ƒCƒiƒX
78M05 OUTPUT8.75Kƒ¶ ƒqپ[ƒgƒVƒ“ƒN 0ƒ¶
‰؛•ûMOSFET ƒZƒ“ƒ^پ[ 8.3ƒ¶ ƒqپ[ƒgƒVƒ“ƒN10ƒ¶ˆبڈم‚إ‚س‚ç‚س‚ç
‚±‚ٌ‚بٹ´‚¶‚إ’²‚ׂؤ‚ف‚ـ‚µ‚½
“ا‚ف‚ة‚‚‚ب‚¯‚ê‚خگŒ‚¢‚ج‚إ‚·‚ھ ‚µ‚©‚µ‚±‚¤‚µ‚ؤ‚ف‚é‚ئ‰؟ٹi‚ھ‘هچ·‚ ‚é‚ي‚¯‚إ‚ب‚‚ؤ‚àSTM32ژg‚ء‚½ƒRƒ“ƒgƒچپ[ƒ‰‚ج•û‚ھ—ا‚¢•”•iژg‚ء‚ؤ‚¢‚é‚ب‚ں
ˆê‰ژ©•ھ‚ح
ttps://github.com/dreamcat4/t12-t245-controllers-docs/blob/master/controllers/stm32-t12-oled/v3.0-and-v3.1/r0/KSGER%20STM32%20OLED-3_0%20schematic%20rev1_cosmin_floobydust.pdf
‚±‚ê‚ًژQچl‚ةŒ©‚ؤ‚é
>>496
پu24Vƒ}ƒCƒiƒX‚ئ5pinپv‚ئپu24Vƒvƒ‰ƒX‚ئ5pinپv‚إژc‚è‚جƒsƒ“‚ح–³Œہ‘هپH’Z—چپH
ƒRƒlƒNƒ^‚ج5pin‚ج“à–َ‚ح
T12پ{پ¨ƒqپ[ƒ^پ[پ•”M“d‘خ‚جپ{
T12پ|پ¨ƒqپ[ƒ^پ[پ•”M“d‘خ‚جپ|
SHAKEپ¨گU“®ƒZƒ“ƒT(‚½‚¾ƒRƒe‚ج•ھ‰ًژتگ^‚ًŒ©‚éŒہ‚è•t‚¢‚ؤ‚¢‚é‚©”»‚ç‚ب‚¢)
NTCپ¨—âگع“_•âڈ—p‚جƒTپ[ƒ~ƒXƒ^
Eپ¨ƒAپ[ƒXپBƒRƒeگو‚ةگع‘±
‚ج‚ح‚¸
MOSFET‚ح‘½•ھ‚±‚جƒVƒٹپ[ƒY‚¾‚ئژv‚¤
ttp://www.zrsc-ic.com/Data/zrsc-ic/upload/file/NCE-P/NCE60P10Kdatasheet-14233992055.pdf
>‰؛•ûMOSFET INPUT 4.71Kƒ¶پAOUTPUT 0ƒ¶
پھƒQپ[ƒg(G)پAƒ\پ[ƒX(S)پAƒhƒŒƒCƒ“(D)‚إڈ‘‚«’¼‚µ‚ؤ‚‚ê‚ب‚¢‚ئ‰½ڈˆ‚ج‚±‚ئ‚©”»‚ç‚ب‚¢
MOSFET‚جƒsƒ“‚ح‘½•ھ
24Vƒvƒ‰ƒXپ|ƒ\پ[ƒXپ¨’Z—چ
24Vƒvƒ‰ƒXپ|ƒhƒŒƒCƒ“پ¨چ‚’ïچRپH
24Vƒvƒ‰ƒXپ|ƒQپ[ƒgپ¨’ïچRŒo—R‚إƒvƒ‹ƒAƒbƒv(گ”kپ`گ”ڈ\kƒ¶)
24Vƒ}ƒCƒiƒXپ|ƒ\پ[ƒXپ¨‹ةگ«‚ة‚و‚è•د‚ي‚é‚©‚à
24Vƒ}ƒCƒiƒXپ|ƒhƒŒƒCƒ“پ¨8ƒ¶’ِ“x
24Vƒ}ƒCƒiƒXپ|ƒQپ[ƒgپ¨چ‚’ïچRپH
ƒeƒXƒ^پ[‚جڈo‚·“dˆ³‚ة‚و‚ء‚ؤ‚حƒ_ƒCƒIپ[ƒh“™‚ھON‚·‚é‰آ”\گ«‚ھ‚ ‚ء‚ؤŒü‚«‚ة‚و‚ء‚ؤ’ïچR’l‚ھ•د‚ي‚é‰آ”\گ«‚à‚ ‚é ٹF‚³‚ٌ‚ ‚è‚ھ‚ئ‚¤‚²‚´‚¢‚ـ‚µ‚½
ˆہ’艻“dŒ¹‚ھƒ_ƒپ‚¾‚ء‚½‚و‚¤‚إ‚·
“K“–‚ب“dŒ¹‚ً—pˆس‚µ‚½‚ç–â‘è‰ًŒˆ
K“d‚إ250“x‘ھ’è‚·‚é‚ئ‚ظ‚عگ³ٹm
200‚©‚ç330“x‚ـ‚إ30“x‚أ‚آژژ‚·‚ئ”’‰Œ‚جڈم‚ھ‚è‹ïچ‡‚©‚瑽•ھگ³ڈي
’†‰طT12Œفٹ·‚ھ“–‚½‚è‘O‚ةژg‚¦‚ؤچ¢‚ء‚½
“K“–‚ةڈ¬‚³‚¢“dŒ¹—pˆس‚µ‚ب‚¢‚ئپcپc ‚¦‚¥پEپEپE
‚ـ‚ںژg‚¦‚½‚و‚¤‚إ‰½‚و‚肾‚ھ ‘ٹ’k‚ةڈو‚ء‚ؤ‚à‚炦‚ؤڈ•‚©‚è‚ـ‚µ‚½
aliƒVƒ‡ƒbƒv‚ة‚à“®‚¢‚½‚ئکA—چ“ü‚ê‚ـ‚µ‚½
T12Œفٹ·‚حŒفٹ·‚±‚ؤگو‚à•پ’ت‚ةژg‚¦‚邵‚ب‚ٌ‚¾‚©‚بپ[‚ئ‚س‚µ‚¬‚ب‹C•ھ‚إ‚· KSGER‹»–،ڈo‚ؤ‚«‚ؤŒ©‚ؤ‚¢‚½‚çVer3‚ئŒ¾‚¤‚ج‚ھ‚ ‚ء‚½
ƒvƒ‰ƒPپ[ƒX‚ة“ü‚ء‚ؤ‚é‚و‚¤‚إ‚·‚ھVerˆل‚¢‚ئ‚©‚ا‚ء‚©‚إ‚ـ‚ئ‚ك‚ؤڈ‘‚¢‚ؤ‚ب‚¢‚إ‚µ‚ه‚¤‚© >>505
eevblog forum‚ةƒXƒŒƒbƒh‚ھ‚ ‚é‚ج‚ئپA‚»‚±‚ج•ھ‰ً’²چ¸‚إ“¾‚ç‚ꂽ‰و‘œ‚â‰ٌکHگ}“™‚ھ>>81
‹à‘®â‘ج‚ج•û‚ھ•ْ”M‚ح—ا‚³‚»‚¤‚¾‚¯‚اژg‚¢ڈںژè‚ھ•د‚ي‚é‚ظ‚ا‚جچ·‚ح‚ب‚¢‚ٌ‚¶‚ل‚ب‚¢‚©‚ب
‚ق‚µ‚ë
پE“®چى‚ةڈ\•ھ‚ب“dŒ¹(24V/3A)‚ً—pˆس‚إ‚«‚é‚©
پEƒRƒe•”‚ج‘I’è(Œآگl“I‚ة‚حŒy‚‚ؤƒOƒٹƒbƒv‚ئƒRƒeگو‚ھ‹ك‚¢•û‚ھژg‚¢‚â‚·‚¢‚ئژv‚¤)
پEƒRƒeگو‚ج‘I’è
پE‚؟‚ل‚ٌ‚ئ‚µ‚½ƒRƒe‘ن‚ً—pˆس‚µ‚½‚©
پEƒRƒeگو‚ج‰·“x‚ً•]‰؟‚·‚é•û–@‚ح‚ ‚é‚©
‚ ‚½‚è‚ج•û‚ھژg‚¢ڈںژè‚ة‘ه‚«‚‰e‹؟‚µ‚»‚¤
”ٌŒِژ®ƒtƒ@پ[ƒ€ƒEƒFƒA‚ً—ک—p‚·‚é‚ب‚çٹî”آ‚جƒoپ[ƒWƒ‡ƒ“‚ةˆث‘¶‚·‚邾‚낤‚©‚ç‹C‚ة‚·‚é•K—v‚ھ‚ ‚é‚©‚بپH KSGER‚جƒvƒ‰ƒPپ[ƒX‚ج‚ح‚·‚®ٹ„‚ê‚ؤ‚ش‚ء‰َ‚ꂽ‚ب
ƒlƒWژü‚è‚ج‹“x‚ھ‘S‚‚ب‚¢ >>506-507
‚ ‚è‚ھ‚ئŒ©‚ؤ‚‚é
’†‰طژ÷ژ‰ƒPپ[ƒX‚â‚ء‚د•|‚¢‚و‚ب
100‰~ƒVƒ‡ƒbƒv•iژ؟‚¾‚ئ‚₾‚ث
‰ؤ‚جچى‹ئ•”‰®‚ح40“x’´‚¦‚邾‚ë
‚»‚¤‚µ‚½‚ç‹à‘®ƒPپ[ƒX‚¶‚ل‚ب‚¢‚ئ‰´‚ھ—n‚¯‚é ‚ـ‚ ‰َ‚ê‚ؤ‚à3dƒvƒٹƒ“ƒ^‚ ‚é‚ب‚çthingiverse’T‚¹‚خƒPپ[ƒX‚ھ‘ٍژRŒ©‚آ‚©‚é 3Dƒvƒٹƒ“ƒ^پ[کb‘肾‚¯‚ا
ژہ‚حژ‚ء‚ؤ‚ب‚¢گl‚ھ‘ه‘½گ”
‚¾‚ء‚ؤ•پ’ت‚ة”آ‹à‰ءچH‚·‚é•û‚ھˆہ‚‚ؤ’·ژ‚؟‚·‚é‚ٌ‚¾‚à‚ٌ >>497
”M“d‘خ‚ً‚±‚ٌ‚ب•—‚ةژg‚ء‚ؤ‚é‚ج‚©
‚ا‚¤‚¹‘ھ’èژ‚ة‰ء”Mژ~‚ك‚é‚ب‚çƒqپ[ƒ^پ[‚ًƒZƒ“ƒTپ[‚ة‚·‚ê‚خ—ا‚¢‚و‚¤‚ب‹C‚ھ‚·‚é
ƒZƒ“ƒTپ[‚ھƒjƒNƒچƒ€‚ء‚ؤ–َ‚¶‚ل‚ب‚¢‚¾‚낤‚µپA
”M“d‘خ‚à—âگع“_•âڈ‚à’لƒIƒtƒZƒbƒgƒAƒ“ƒv‚à‚¢‚ç‚ب‚‚ؤ—ا‚¢‚±‚ئگs‚‚ك ‚»‚ج•”•ھ‚حT12ƒIƒٹƒWƒiƒ‹‚¶‚ل‚ب‚¢‚©‚ب >>511
پuƒqپ[ƒ^پ[‚ًƒZƒ“ƒTپ[پv‚ء‚ؤ‚ا‚¤‚·‚é‚ج‚¾‚ء‚¯‚©پB
ƒqپ[ƒ^پ[‚ج‰·“x’ïچRŒWگ”‚حژg‚¢‚ة‚‚¢‚µپB ’P‚ة’ïچR’l‚إ‚ي‚©‚é‚ٌ‚¶‚ل‚ثپH >>513
>ƒqپ[ƒ^پ[‚ج‰·“x’ïچRŒWگ”‚حژg‚¢‚ة‚‚¢‚µپB
•پ’ت‚ح‹â‚©“؛Œnچ‡‹à‚¾‚©‚ç”’‹à‘ھ‰·’ïچR‘ج‚ئ‚»‚ٌ‚ب‚ةˆل‚ي‚ب‚¢‚و
3000پ`4200ppm/پژ ƒqپ[ƒ^پ[‚ج’ïچR‚ًŒv‚é‚ئ‚ب‚é‚ئ”M“d‘خˆبڈم‚ةگعگG’ïچR‚ھŒëچ·—vˆِ‚ة‚ب‚è‚»‚¤ >>511
‚¾‚¢‚ش‘O‚ة‚à‘S‚“¯‚¶‚±‚ئ‚ًŒ¾‚ء‚ؤ‚¢‚½‚و‚¤‚ب‹C‚ھ‚·‚é‚ھپA‘S‘Rگi•à‚µ‚ؤ‚ب‚¢‚ء‚ؤ‚±‚ئ‚¾‚ب T12‚ء‚ؤ‚ا‚ê‚®‚ç‚¢‚ج‰·“x’ïچRŒWگ”‚ج‚ًژg‚ء‚ؤ‚é‚ٌ‚¾‚낤‚بپB
‰·’²‹@‚¾‚ئ‰·“x’ïچRŒWگ”‚ھچ‚‚¢‚ئچ‚‰·ˆو‚إ‚ج—§‚؟ڈم‚ھ‚è‚ھˆ«‚‚ب‚é‚©‚çƒjƒNƒچƒ€‚ً
ژg‚ء‚ؤ‚é‚à‚ج‚à‚ ‚邵پB(ƒjƒNƒچƒ€‚¾‚ئ200ppm‚®‚ç‚¢)
‚½‚¾پA‚ا‚¤‚¢‚¤ژd‘g‚ف‚ة‚·‚é‚ج‚©‚ح‚ا‚±‚جƒپپ[ƒJپ[‚إ‚àژv‚¢•t‚«‚إگ»•iƒٹƒٹپ[ƒX‚ـ‚إ
چs‚‚±‚ئ‚ح–إ‘½‚ة‚ب‚¢‚ئژv‚¤پB
ژژچىپAژہŒ±‚ًڈd‚ث‚½‚èپA’mچà‚âƒRƒXƒg‚ئ‚ج—چ‚ف‚ئ‚©‚ًچl—¶‚µ‚½ڈم‚إگ»•i‚ة‚ب‚é‚ح‚¸پB
ٹO–ى‚ھٹب’P‚ةپu‚±‚¤‚·‚è‚ل—ا‚¢‚±‚ئگs‚‚كپv‚ء‚ؤŒ¾‚¦‚é‚و‚¤‚ب‚à‚ج‚ء‚ؤ‚»‚¤‚»‚¤‚ب‚¢پB
‚ي‚è‚ئ’·‚¢‚±‚ئƒپپ[ƒJپ[‚جژه—ح‚ً’£‚éگ»•i‚ج‚µ‚‚ف‚ًŒ©‚é‹@‰ï‚ھ‚ ‚é‚ئ‚«‚ةپA
‚±‚¤‚·‚é•û‚ھ‚¢‚¢‚ج‚ةپA‚ئژv‚¤‚ج‚à‚¢‚¢‚¯‚ê‚اپu‚ب‚؛‚±‚¤‚µ‚ب‚©‚ء‚½‚ج‚©پAچ،‚ج‘I‘ً‚ة
ژٹ‚ء‚½ƒپƒٹƒbƒg‚ھ•K‚¸‚ ‚é‚ح‚¸پv‚ئچl‚¦‚é•û‚ھٹw‚ׂ邱‚ئ‚ھ‘½‚¢‚ئژv‚¤پB ‘ه‚µ‚ؤ“‚¢‰ٌکH‚إ‚ح‚ب‚¢‚ج‚¾‚©‚çژ©•ھ‚إچى‚ء‚ؤƒRƒeگو‰·’²ƒVƒXƒeƒ€‚ئ‚µ‚ؤگ¬—§‚µ‚¤‚é‚©’²‚ׂؤ‚ف‚ê‚خ‚¢‚¢‚ج‚ة‚ث ”ٌ‰·’²‚جƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[‚جƒRƒe‚جپAƒqپ[ƒ^پ[‚ج’ïچR‚إ‰·’²‚ً‚©‚¯‚éچHچى‚ھ
’è”شچHچى‚ج‚ذ‚ئ‚آ‚¾‚ء‚½‚±‚ئ‚à‚ ‚邵‚ثپB20”N‚®‚ç‚¢‘O
‚»‚ê‚ً’m‚ء‚½‚èپAژv‚¢ڈo‚µ‚½‚肵‚ؤپAƒVƒ“ƒvƒ‹‚إ‚¢‚¢‚ب‚ ‚ء‚ؤژv‚¤گl‚ھ‚¢‚ؤ‚à
•sژv‹c‚إ‚ح‚ب‚¢‚¯‚ا‚ثپB T12Œفٹ·—p‚ة‰¼•t‚¯‚µ‚½“dŒ¹ƒKƒVƒb‚ئژ‚ء‚½‚ç
ژwگوƒXƒlپ[ƒNƒoƒCƒg‚ةƒVƒ‡پ[ƒg‚µ‚ؤ’ة‚¢
2022”Nڈ‰’¼—¬10A“dŒ¹‚إ‚جٹ´“d‚±‚ي‚ء گV”N‘پپXƒIپ[ƒ€‚ج–@‘¥‚ً‚â‚è’¼‚µ‚ؤ‚ث >>519
520‚ھڈ‘‚¢‚ؤ‚é’ت‚è‚»‚ج‚à‚ج‚جگفŒvگ»چىژ©‘ج‚حˆص‚µ‚¢
‚؟‚ه‚ء‚ئچl‚¦‚ê‚خ•ھ‚©‚éژ–‚¾‚ھپAƒVƒXƒeƒ€‚ئ‚µ‚ؤگ¬—§‚·‚é‚©‚ا‚¤‚©‚ح–³’²گ®‚إژg‚¦‚é‚ظ‚ا
TCR‹y‚ر’ïچR’l‚ھ‘µ‚ء‚½ƒqپ[ƒ^پ[‚ًˆہ‚چى‚ê‚é‚©‚ا‚¤‚©‚ة‚©‚©‚ء‚ؤ‚é
‚±‚ê‚حŒآگl‚إ’²‚ׂé‚ج‚ح–³—
‹°‚ç‚TCR‚ح—ا‚¢‚à‚ج‚ھچى‚ê‚邾‚낤‚ھ’ïچR’l‚ح’²گ®‚ھ—v‚è‚»‚¤ ’²گ®‚·‚ê‚خ—ا‚©‚낤پB
—تژY‚·‚é‚آ‚à‚è‚©پH >>524
“ا‚ٌ‚إ‚àˆس–،‚ھ‚ي‚©‚ç‚ٌ‚©پH >>524
>>523‚ج“à—e‚حپu—تژY•i‚ھTCR‚إ‚à‚¢‚¢‚ج‚ةپv‚ئ‚¢‚¤کb‘è‚ةڈو‚ء‚©‚ء‚½‚à‚ج‚إ‚ح?
‚»‚ê‚ن‚¦‚ةپuTCR‹y‚ر’ïچR’l‚ھ‘µ‚ء‚½ƒqپ[ƒ^پ[‚ًˆہ‚چى‚ê‚é‚©‚ا‚¤‚©پv‚ھکb‚ئ‚µ‚ؤڈo‚ؤ‚‚é‚ي‚¯‚إپB
‚à‚µپA>523‚ھژ©چى‚ًˆسگ}‚µ‚ؤ‚¢‚é‚ب‚çپA‚»‚¤‚حڈ‘‚©‚ب‚¢‚ئ“ا‚فژو‚ê‚é‚ح‚¸پB ‚ پA>>525‚ئ‚©‚ش‚ء‚½پB
goot‚جŒإ’艷“x‰·’²‚إ‚àƒZƒ“ƒTپ[•t‚«ƒqپ[ƒ^پ[‚ًژg‚ء‚ؤ‚é‚©‚ç‚ب‚ پB
”ٌ‰·’²‚جƒRƒe+TCRژ©چى‰·’²‚حپA‚½‚µ‚©‚ةژ©چىƒlƒ^‚ئ‚µ‚ؤ‚ح‚ ‚ء‚½‚¯‚ê‚اپA
“–‚½‚è‘O‚¾‚¯‚اپu‰·’²‹@‚ح‰ٌ•œ‚ھ‘پ‚¢پv‚ئ‚¢‚¤ƒپƒٹƒbƒg‚ح‚ب‚©‚ء‚½پB
’P‚ة‰ك”M‚ً—}گ§‚·‚邽‚ك‚ج‚à‚ج‚¾‚ء‚½‚µ‚ثپB
‰ٌ•œ‚ھ‘پ‚¢‰·’²‚ًژہŒ»‚·‚é‚ج‚ة‚حپATCR‚ج’ل‚¢ƒqپ[ƒ^پ[‚ھژg‚ي‚ê‚ؤ‚¢‚é‚ح‚¸پB
—تژY•i‚إTCR‰·’²‚ء‚ؤپAگج‚جژ©چى‚جƒeپ[ƒ}‚ئ‚µ‚ؤ‚جTCR‰·’²‚و‚è‚àپA‚¢‚ë‚¢‚ë–ت“|‚¾‚ئژv‚¤پB
پu‚ـ‚µ‚ؤ(‚±‚ꂾ‚¯‚ھ–â‘肶‚ل‚ب‚¢‚و”O‚ج‚½‚ك)پvƒqپ[ƒ^پ[‚ًŒًٹ·‚·‚éƒRƒ“ƒ|ƒWƒbƒg‚¾‚ئپA
گعگG’ïچR‚ج–â‘è‚à‚ ‚éپB‚»‚ê‚ً”ً‚¯‚é‚ج‚ة4گع“_‚ھ•K—v‚ة‚ب‚é‚ئ‚µ‚½‚çپA
‚»‚ê‚àƒRƒXƒgƒAƒbƒv‚ة‚آ‚ب‚ھ‚è‚»‚¤پB >>527
>“–‚½‚è‘O‚¾‚¯‚اپu‰·’²‹@‚ح‰ٌ•œ‚ھ‘پ‚¢پv‚ئ‚¢‚¤ƒپƒٹƒbƒg‚ح‚ب‚©‚ء‚½پB
‚»‚¤‚¾‚¯‚اپuƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[‚ح—§‚؟ڈم‚ھ‚è‚ھ‘پ‚¢پv‚ئ‚¢‚¤ƒپƒٹƒbƒg‚ح‚ ‚é‚و‚ث
‰·’²‹@‚ج‘هƒpƒڈپ[‚ج—§‚؟ڈم‚ھ‚è‚ة‚ح“G‚ي‚ب‚¢‚¯‚ا‚ث
ƒRƒeٹضŒW‚جژ©چى‚ة‚ح–ت”’‚¢ƒeپ[ƒ}‚¾ >پuƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[‚ح—§‚؟ڈم‚ھ‚è‚ھ‘پ‚¢پv‚ئ‚¢‚¤ƒپƒٹƒbƒg‚ح‚ ‚é‚و‚ثپB
”ٌ‰·’²‚جƒjƒNƒچƒ€‚ة”ن‚ׂê‚خپA‚¾‚µ‚ثپB
‰·’²ƒRƒe‚ًژg‚¤ƒپƒٹƒbƒg‚ج”¼•ھˆبڈم‚ح‰ٌ•œ(—§‚؟ڈم‚ھ‚è)‚ج‘پ‚³پB
‰·’²ƒRƒe‚ھˆہ‚‚ب‚ء‚½چ،‚إ‚حپA”ٌ‰·’²‚جƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[ƒRƒe‚ًژèٹش‰ة‚©‚¯‚ؤ
TCR‚إ‰·’²‚·‚é‚ج‚حƒپƒٹƒbƒg‚à”–‚¢پB
گج‚جگl‚ھ‚»‚ê‚إٹy‚µ‚ٌ‚¾پA‚ئ‚¢‚¤‚±‚ئ‚ًƒgƒŒپ[ƒX‚·‚é‚ج‚حˆس–،‚ھ‚ ‚é‚©‚à‚µ‚ê‚ب‚¢‚¯‚ê‚اپB
”¼“c‚²‚ؤ‚ج‰·’²‚ًƒeپ[ƒ}‚ة‚µ‚ؤژ©چى‚·‚é‚ج‚ب‚çپAT12‚ًژg‚¤•û‚ھƒeپ[ƒ}‚ئ‚µ‚ؤ‚ح‘OŒü‚«‚¾‚ئژv‚¤پB ژ©چى‰·’²ƒlƒ^‚إAC100V‚ًگ®—¬•½ٹٹ‚µ‚ؤDC141V‚ة‚µ‚ؤƒpƒڈپ[‚ًڈم‚°‚ؤ‚é‹Lژ–‚ًŒ©‚½‹L‰¯‚ھ‚ ‚éپB
‚±‚ê‚ب‚ç—§‚؟ڈم‚ھ‚è‚ح‘پ‚¢‚ثپB >>530
‚¨‚¨‚¨‚¨پB‚ب‚é‚ظ‚اپI(‚¢‚¢‚ج‚©‚»‚êپj •½ٹٹƒRƒ“‚ج—e—تژں‘و‚إ‚ح100Vپ`141V‚جٹش‚إ”÷’²گ®‚إ‚«‚»‚¤پB •K—v‚ب‚ج‚حDC‚¾‚©‚ç
AC‚ج’iٹK‚إکM‚é‚ج‚حƒlƒ^‚ئ‚µ‚ؤ‚ح–ت”’‚¢‚©‚ث‚¥ گ®—¬ƒ_ƒCƒIپ[ƒh‚ج•ھ‚¾‚¯‘¹ژ¸‚¶‚ل‚ب‚¢‚ج‚»‚êپH >>534
ٹm‚©‚ة‘¹ژ¸‚¾‚¯‚اپA‚»‚ê‚ح‚ا‚¤‚¢‚¤–â‘è‚ً‚à‚½‚炵‚ؤپA‚ا‚ج’ِ“x”ً‚¯‚é‚ׂ«‚±‚ئ‚ب‚ٌ‚إ‚·‚©?
گâ‘خƒ_ƒپ‚ب‘¹ژ¸پ`’†ٹشپ`‚ׂآ‚ة‚ا‚¤‚ء‚ؤ‚±‚ئ‚ج‚ب‚¢‘¹ژ¸پB‚ا‚ج‚ ‚½‚è? 530‚إگ®—¬‚µ‚½‚çƒpƒڈپ[ƒAƒbƒv‚ء‚ؤڈ‘‚¢‚ؤ‚ٌ‚¶‚ل‚ٌ ‚ـ‚ں‚ظ‚ç
—L–¼‚بƒgƒ‰‹Z‚جƒAƒŒ(1995/10,p319,‚ح‚ٌ‚¾‚²‚ؤ‚ئƒZƒ“ƒTƒŒƒX‰·“xƒRƒ“ƒgƒچپ[ƒ‰‚جڈ¬Œ¤‹†)‚ة‚à
‘ز‚؟ژٹش‚ھ’Z‚‚ب‚éپc‚ئ‚©ڈ‘‚¢‚ؤ‚ ‚ء‚½ٹَƒKƒX
#ACگ®—¬•½ٹٹ‚µ‚ؤ’¼—¬‚إگ§Œن‚·‚é•ûژ® >>536
>530‚إگ®—¬‚µ‚½‚çƒpƒڈپ[ƒAƒbƒv‚ء‚ؤڈ‘‚¢‚ؤ‚ٌ‚¶‚ل‚ٌ
پuگ®—¬‚µ‚½‚çƒpƒڈپ[ƒAƒbƒv‚·‚éپv‚±‚ئ‚ئپuگ®—¬ƒ_ƒCƒIپ[ƒh‚ج•ھ‚¾‚¯‘¹ژ¸پv‚ھ–µڈ‚‚·‚é‚ئ‚إ‚àژv‚¤‚ج?
‚ا‚ê‚®‚ç‚¢ƒpƒڈپ[ƒAƒbƒv‚·‚é‚ئ‚©پA‚ا‚ê‚®‚ç‚¢‘¹ژ¸‚ھ‚ ‚é‚©پA‘S‘ج‚إ‚ا‚¤‚ب‚é‚©پA‚ًچl‚¦‚ؤپB >>538
پEڈ¤—p“dŒ¹‚ًˆµ‚¤‰ٌکH‚ب‚ج‚ةƒqƒ…پ[ƒY“™‚ج•غŒى‚ھ‚ب‚¢
پEƒPپ[ƒX‚ھ‰آ”R•¨
گ^ژ—‚µ‚½‚ç‰خژ–‚ة‚ب‚è‚©‚ث‚ب‚¢چى—ل‚¶‚ل
’†‰ط‚جT12ƒXƒeپ[ƒVƒ‡ƒ“‚ج•û‚ھگ«”\‚àˆہ‘Sگ«‚à—D‚ê‚ؤ‚»‚¤ •½ٹٹƒRƒ“ƒfƒ“ƒT‚ھ–³‚¯‚ê‚خگ®—¬‘¹ژ¸‚ًگ¶‚ق‚¾‚¯پB >>536
> 530‚إگ®—¬‚µ‚½‚çƒpƒڈپ[ƒAƒbƒv‚ء‚ؤڈ‘‚¢‚ؤ‚ٌ‚¶‚ل‚ٌ
>>530‚ة‚حگ®—¬•½ٹٹ‚ئڈ‘‚¢‚ؤ‚ ‚éپB
‚آ‚ث“ْچ ‚©‚瑧‚ً‚·‚é‚و‚¤‚ة‰R‚ً‚آ‚پAک_“_‚¸‚炵‚·‚é‚ئŒ¾‚ي‚ê‚ؤ‚邾‚ë
–{“–‚ةگlٹش‚جƒNƒY ’Z•¶ƒŒƒX‚جگl‚ء‚ؤپA“ا‚فچ‚ٌ‚¾ڈî•ٌ‚à’Z•¶‰»‚µ‚½‚èپAژvچl‚ـ‚إ’Z•¶‚جگl‚ھ‚¢‚é‚ثپB
‚»‚ج’†‚إڈî•ٌ‚ھ‚ع‚ë‚ع‚댇—ژ‚·‚éپB
‚ ‚½‚ـ‚ج—ا‚¢’Z•¶‚جگl‚حپA“ا‚فچ‚ٌ‚¾ڈî•ٌ‚ً“ھ‚ج’†‚إ–L‚©‚ةچL‚°‚ؤپA
•،ژG‚إ–L‚©‚بژvچl‚ًپA‘O’ٌ‚جˆظ‚ب‚éگl‚ة‚à“`‚ي‚é‚و‚¤‚ةکR‚ê‚ب‚چإڈ¬Œہ‚ج’Z•¶‚ة‚·‚éپB
‰´‚حگ^ژ—‚إ‚«‚ب‚¢‚¯‚ا‚بپB
‚à‚µ>>536 = >>541 ‚¾‚ء‚½‚çپA‚¾‚¯‚اپA‚»‚ٌ‚ب‚س‚¤‚ةچl‚¦‚½پB >>538
ƒqƒFپ[پAFET‚إ‚â‚ء‚ؤ‚é‚ئژv‚ء‚½‚çڈƒƒAƒiƒچƒO‹Zڈp‚إ‚â‚ء‚ؤ‚é‚ٌ‚¾
ƒgƒ‰ƒCƒAƒbƒN‚إگ§Œن‚·‚ê‚خ‚إ‚ء‚©‚¢ƒRƒ“ƒfƒ“ƒTپ[—v‚ç‚ب‚¢‚µپA
ƒqپ[ƒ^پ[‰ء”M‚ًژ~‚ك‚ؤ’ïچR’l‘ھ‚é‚ب‚ç‘ه‚«‚ب’ïچR‚à—v‚ç‚ب‚¢
ƒ}ƒCƒRƒ“گ§Œن‚ة‚·‚ê‚خ‰·“x‚جگف’è‚â•\ژ¦‚à‚إ‚«‚邵ƒRƒ“ƒgƒچپ[ƒ‹‰ٌکH‚àٹب’P‚ة‚ب‚邯‚اپA
ƒzƒrپ[‚إچى‚é‚ة‚ح–ت“|‚·‚¬‚é‚ٌ‚¾‚낤‚ب >>543
>“ا‚فچ‚ٌ‚¾ڈî•ٌ‚à’Z•¶‰»‚µ‚½‚èپAژvچl‚ـ‚إ’Z•¶‚جگl‚ھ‚¢‚é‚ث
‚ـ‚³‚ة‚»‚ج’ت‚肾‚ئژv‚¤
‚±‚جƒXƒŒ‚إ‚ح‚¢‚آ‚àٹ¨ˆل‚¢‚ة‚و‚é‚ج‚©ک_“_‚جˆل‚¤”½ک_‚ً‚µ‚ؤ‚³‚ç‚ةŒë‰ً‚ًگ¶‚قپA
‚ئ‚¢‚¤ژ–‚ًŒJ‚è•ش‚µ‚ؤ‚邱‚ئ‚ھ‘½‚¢‚ھ—‰ً‚·‚é“à—e‚ھگَ‚·‚¬‚邱‚ئ‚ھŒ´ˆِ‚¾‚ث
ڈ‘‚«•û‚à‘O’ٌڈًŒڈ‚ًڈ‘‚©‚ب‚¢‚ئ“`‚ي‚ç‚ب‚¢‚±‚ئ‚ھ‘½‚¢
>>530‚ح‚«‚؟‚ٌ‚ئ“`‚ي‚ء‚ؤ‚邯‚ا‚ث >>546
‚»‚ê‚ھچإˆ«‚جڈ‘‚«چ‚ف‚جŒ©–{‚¾‚ث
‚¨‚©‚µ‚¢‚ئژv‚¤ڈٹ‚ھ‚ ‚ê‚خ‚»‚ê‚ًژw“E‚·‚ê‚خ—ا‚¢‚µپA
ڈ‘‚¢‚ؤ‚ ‚邱‚ئ‚ھ—‰ً‚إ‚«‚ب‚¢‚ج‚ب‚ç—‰ً‚إ‚«‚ب‚¢‚ئ‚±‚ë‚ًڈ‘‚‚©–ظ‚ء‚ؤ‚¢‚é >>543
’·•¶‚إ‘¼ژز‚ًوب‚ك‚邾‚©‚ç‚إ’†گg–³‚³‚·‚¬
ژ©‚¨‘O‚حژ©•ھژ©گg‚ًƒoƒJ‚ئڈ‘‚¢‚ؤ‚é‚ج‚ي‚©‚ء‚ؤ‚ب‚¢‚ٌ‚©‚بپH >>544
>ƒ}ƒCƒRƒ“گ§Œن‚ة‚·‚ê‚خ‰·“x‚جگف’è‚â•\ژ¦‚à‚إ‚«‚邵ƒRƒ“ƒgƒچپ[ƒ‹‰ٌکH‚àٹب’P‚ة‚ب‚邯‚اپA
>ƒzƒrپ[‚إچى‚é‚ة‚ح–ت“|‚·‚¬‚é‚ٌ‚¾‚낤‚ب
“–گl‚ج”\—ح‚ھ•s‘«‚µ‚ؤ‚¢‚邾‚¯‚إ‚µ‚ه
’†‰طT12ƒRƒ“ƒgƒچپ[ƒ‰‚جMODƒtƒ@پ[ƒ€ƒEƒFƒA‚àچى‚ç‚ê‚ؤ‚¢‚邵‰ٌکH‚à‘ه‚µ‚½‚±‚ئ‚ب‚¢‚µƒzƒrپ[‚إچى‚ê‚ب‚¢——R‚ح‚ب‚¢ ‚ع‚‚حٹ÷ڈم‚ج‹َک_‚ح‚ق‚µ‚ë‘هچD•¨‚إ‚·‚ج‚إپAڈ‡•ûŒü“dˆ³‚O‚إ‘¹ژ¸‚ج–³‚¢—‘zƒ_ƒCƒIپ[ƒh‚ئ‚©
–³Œہ‘ه“d—¬‚ً—¬‚µچ‚ك‚ؤ“d—ح‚ً—p‚¢‚ؤ‚à“dˆ³چ·‚ھ–w‚اگ¶‚¶‚ب‚¢—‘zƒLƒƒƒpƒVƒ^پA
‚»‚¤‚¢‚¤‚ج‚ھ‚¾‚¢‚¾‚¢‚¾‚¢‚·‚±‚إ‚·‚ٌپB
‚؛‚ذ‚»‚ê‚ç‚ً‹ىژg‚µ‚ؤپA•½ٹٹ‰»‚·‚éژ–‚إژو‚èڈo‚¹‚é“d—ح‚ً‘½‚‚µ‚½‚¢‚à‚ج‚إ‚·(^p^) >>549
ƒAƒiƒچƒO‚إƒtƒBپ[ƒhƒoƒbƒNگ§Œن‰ٌکH‚ً‚؟‚ل‚ء‚؟‚ل‚ئچى‚ء‚؟‚ل‚¤گl‚ئƒ}ƒCƒRƒ“‚ئƒTƒ“ƒvƒ‹ƒRپ[ƒh‚ب‚¢‚ئ‰½‚à‚إ‚«‚ب‚¢گl‚جچ·‚¾‚ب ”M“d‘خ‚ج“\‚è•t‚¯‚حƒAƒŒ‚¾‚©‚ç
T12—p‚جƒRƒeگو‚ئƒzƒ‹ƒ_پ[‚ًƒnƒbƒRپ[‚³‚ٌ‚©‚甃‚ء‚ؤپA
ژg‚¦‚é‚و‚¤‚ة‚·‚é‚ة‚ح‚ا‚¤‚·‚ê‚خ‚¢‚¢‚إ‚·‚©پH
–l‚½‚؟ڈ¬ٹwگ¶‚ة‚à”»‚é‚و‚¤‚ة‚¨‚ـ‚¢‚çڈع‚µ‚‹³‚¦‚â‚ھ‚ء‚ؤ‚‚¾‚³‚¢پIپI ƒRƒ“ƒfƒ“ƒT‚ھڈ¬‚³‚‚إ‚«‚é——R‚ھ‚ي‚©‚ç‚ٌ ‚¤پ[‚ٌپEپEپEپ@ڈ¬‚³‚‚إ‚«‚éڈo—ˆ‚ب‚¢ˆب‘O‚ةپA
(ƒnƒ“ƒ_ƒSƒe‚ج“d—ح‚حAC‚P‚WVŒn“‚ب‚ج‚¾‚낤‚©‚ئگ„‘ھ‚·‚é‚ئ)
گ§Œن‘¤‚ج“dŒ¹•½ٹٹƒRƒ“ƒfƒ“ƒT‚ة820ƒتF‚à‚ش‚ç‰؛‚°‚é•K—v‚ھ
‚¢‚ء‚½‚¢‚ا‚±‚إگ¶‚¶‚ؤ‚¢‚é‚ج‚©‚·‚çپA–l‚ة‚ح‚ي‚©‚ç‚ٌپG ‚ پ[پ@پi‚P‚WV‚حFET‚جƒQپ[ƒg“dˆ³گ¶گ¬—p‚إپj
گوڈq‚ج‚P‚S‚PV’¼—¬‚إ‚جگ§Œن‰]پX‚ج‰ٌکH‚¾‚ء‚½‚ٌ‚إ‚·‚ثپEپEپE
‹°—³“ü—ح‚ھڈ[“d“dˆ³‚ً’´‚¦‚½‚²‚‹ح‚©‚بڈuٹش‚ة
‚ا‚ꂾ‚¯‚ج“d—¬‚ً—¬‚·‚آ‚à‚è‚©”»‚ç‚ٌ‚¯‚اپ@‘هڈن•v‚ب‚ج‚©‚µ‚çپEپEپE >>549>>551
–³ˆسژ¯‚ب‚‚ç‚¢‚ةگ§Œن‰ٌکH‚âƒ\ƒtƒgƒEƒFƒAƒRپ[ƒh‚ًگفŒv‚µ‚ؤچى‚ê‚؟‚ل‚¤‚ج‚ح•د‘ش‚¾‚ئ”Fژ¯‚µ‚½•û‚ھ‚¢‚¢‚©‚à‚إ‚·پB
‚ـ‚ ‚إ‚àچ،‚جگ¢‘م‚©‚ç‚·‚ê‚خڈƒƒAƒiƒچƒO‚à•د‘ش‹Zڈp‚©‚— >>556
141V‚ةکf‚ي‚³‚ê‚·‚¬
‚½‚¾‚ج•½ٹٹ‰ٌکH >>553
‚¨‘O‚½‚؟ڈ¬ٹwگ¶‚ح100‰~ƒVƒ‡ƒbƒv‚ج‚ح‚ٌ‚¾‚±‚ؤ‚إ
ƒ_ƒ}‚خ‚©‚èڈo—ˆ‚ؤ‚ـ‚ئ‚à‚ةژg‚¦‚ب‚¢‚ئƒڈƒCƒڈƒC‚µ‚ؤ‚ê‚خ‚¢‚¢‚ٌ‚و >>558
چ،‚حˆêژü‰ٌ‚ء‚ؤƒAƒiƒچƒO‰ٌکHڈo—ˆ‚ب‚«‚لگفŒv‚إ‚«‚ب‚¢‚ة‚ب‚ء‚ؤ‚é‚©‚ç
ƒfƒJ‚¢‰ïژذ‚إ•”ڈگ–ˆ‚ةگفŒvڈ¬•ھ‚¯‚µ‚ؤ‚é‚ئ‚±‚ëˆبٹO‚حƒAƒiƒچƒOڈo—ˆ‚ؤ‚é‚ح‚¸‚و ‚؟‚ء‚‚µ‚هپ[پIپ@ƒ_ƒ}‚خ‚©‚èڈo—ˆ‚ؤ‚ـ‚ئ‚à‚ةژg‚¦‚ب‚¢پIپIپ@(^p^) >>558
’†‰ط‚ج—ëچׂةڈo—ˆ‚éژ–‚ھ•د‘شƒŒƒxƒ‹پH“ْ–{‚à—ژ‚؟‚ش‚ꂽ‚à‚ج‚¾‚ب –خ–ط‘هڈ«‚جکb‚ً“¥‚ـ‚¦‚é‚ةپA‚¨‚»‚ç‚گ[圳‚ح’n‹…‚جژ©“]‚ھ‘پ‚¢پB
ˆê“ْ‚ھ8ژٹش‚®‚ç‚¢‚炵‚¢‚©‚çپA‚ع‚‚ç‚ھ‹£‘ˆ‚·‚é‚ج‚ح‚ ‚ـ‚è‚ة•s—ک‚¾‚¼(^p^) چ،‚ج“ْ–{‚جƒ}ƒCƒRƒ“چHچىٹEŒG‚ج•Wڈ€‚ء‚ؤ>>551‚ئ‚©>>558‚ف‚½‚¢‚بƒŒƒxƒ‹‚ب‚جپH
20”N‘O‚و‚èŒم‘ق‚µ‚ؤ‚¢‚邾‚ëپB‚©‚آ‚ؤ‚ح‰ٌکH‚àƒvƒچƒOƒ‰ƒ€‚à‘S•”ژ©•ھ‚إچى‚é‚ج‚ھ“–‚½‚è‘O‚¾‚ء‚½‚µ
‚ؤ‚©ƒAƒiƒچƒO‹Zڈpژ©‘ج‚حگ¶‚«‚ؤ‚¢‚ؤ‚àچ،‚جƒtƒBپ[ƒhƒoƒbƒNگ§Œن‚جژه—¬‚حƒfƒWƒ^ƒ‹ڈˆ—‚¶‚ل‚ث
چ‚گ«”\‚بSMPS‚حƒfƒWƒ^ƒ‹گ§Œن‚¾‚µپBƒAƒiƒچƒO‚¾‚ئ—لٹOڈˆ—‚جژہ‘•ƒRƒXƒg‚ھچ‚‚¢ > >551‚ئ‚©>558‚ف‚½‚¢‚بƒŒƒxƒ‹‚ب‚جپH
‚¢‚‚آ‚جƒTƒ“ƒvƒ‹‚ًŒںڈط‚µ‚½ڈم‚إپuچ،‚ج“ْ–{‚جƒ}ƒCƒRƒ“چHچىٹEŒG‚ج•Wڈ€پv‚ئŒ¾‚ء‚ؤ‚é‚ٌ‚¾‚낤پB
ژ©•ھ‚ج’¼ٹ´‚âژv‚¢‚ة‚»‚ء‚½100Œڈ‚ة‚à–‚½‚ب‚¢‚و‚¤‚بƒTƒ“ƒvƒ‹‚إپu‚ي‚ھˆس‚ً“¾‚½‚èپv‚ف‚½‚¢‚ة
ژv‚¢چ‚ٌ‚إ‚µ‚ـ‚ء‚ؤ‚¢‚é‚ٌ‚¶‚ل‚ب‚¢‚©‚ب?
Œ‹ک_‚ً‹}‚®گl‚حژ©‚ç‚جƒoƒCƒAƒX‚ة‚ح‚ـ‚éپB‹C‚ً•t‚¯‚ؤپB >>556
>گوڈq‚ج‚P‚S‚PV’¼—¬‚إ‚جگ§Œن‰]پX‚ج‰ٌکH‚¾‚ء‚½‚ٌ‚إ‚·‚ثپEپEپE
>Œً—¬“ü—ح‚ھڈ[“d“dˆ³‚ً’´‚¦‚½‚²‚‹ح‚©‚بڈuٹش‚ة
>‚ا‚ꂾ‚¯‚ج“d—¬‚ً—¬‚·‚آ‚à‚è‚©”»‚ç‚ٌ‚¯‚اپ@‘هڈن•v‚ب‚ج‚©‚µ‚çپEپEپE
‚à‚؟‚ë‚ٌ‚»‚±‚ةƒsپ[ƒN“d—¬‚ھ—¬‚ê‚é‚ي‚¯‚¾‚¯‚اپA—ح—¦‰ü‘P‰ٌکH‚ج‚ب‚¢•ہ‚جƒXƒCƒbƒ`ƒ“ƒO“dŒ¹‚ح
100V‚ً‚¢‚«‚ب‚èگ®—¬‚µ‚ؤ•½ٹٹ‚µ‚ؤ‚ـ‚·‚و‚ثپBچ،‚³‚ç‚»‚±‚ًپu‘هڈن•v‚ب‚ج‚©‚µ‚çپv‚ء‚ؤگS”z‚·‚é
—v‘f‚ء‚ؤ‚ ‚é‚ج‚©‚ب? >>565
’m‚ç‚ب‚¢‚â‚آ‚ھ’m‚ء‚½‚©‚·‚é‚ب
‚¨‘O‚ج—l‚ب‚ج‚ھ•¨’m‚èٹç‚إ‰R”گM‚·‚é‚©‚çچ¬—گ‚·‚é پ@پ@پ@ پQپQپQپQپQپQ
پ@پ@ پ^ک¸ک¸ک¸؟ک¸آ؟؟پ_
پ@پ@/ƒ~پSپSپS ةةƒmœcپب
پ@ پbƒ~ةپPپPقققپPپP|ذپb
پ@ پbذپb پRپR ةک¦پ@|ذپb
پ@ پbذ/<پكپ_)(پ^پك>‚uپb
پ@ پبپbپ…¥پR||ƒm¥پ†پbپب
ک¸تک¸پbپ@پPذ||ذپPپ@پb)|
Œû—ک(پbپR گl()گlپ@ةپbƒm
‚ً‚¢(پب | rھھھھ پb/پb
‚«‚½( پب پbپـپـپb / پب_
‚‚س(پ@|پ_پ_ھھھ¸پ^ //پb
‚ب‚¤(پ@پRپب پP ةپ@// پb
پb‚ب(پ@پRپ_پPپP پ^/پ@/
‚vv‚v پ@ پ_پ_ پ^پ^پ@/ ƒAƒiƒچƒO‰ٌکH‚جƒtƒBپ[ƒhƒoƒbƒNگ§Œن‚حƒRƒXƒg‚âچؤŒ»گ«پA‹@”\گ«‚إƒfƒWƒ^ƒ‹گ§Œن‚ة“G‚ي‚ب‚¢
ژہگرڈdژ‹‚إ•غژç“I‚بƒچƒPƒbƒg‚جژpگ¨گ§Œن‚ئ‚©‚إ‚·‚çƒfƒWƒ^ƒ‹گ§Œن‚ةژو‚ء‚ؤ‘م‚ي‚ç‚ê‚ؤ‚¢‚邵
Œ‹‹اƒfƒپƒٹƒbƒg‚ً‘إ‚؟ڈء‚¹‚éƒپƒٹƒbƒg‚ً’ٌژ¦‚إ‚«‚ب‚¢Œہ‚èژ©Œب–‘«‚إ‚µ‚©‚ب‚¢
“dŒ¹Œn‚ج•غŒى‰ٌکH‚ب‚ا‚ح‚±‚جڈًŒڈ‚ةچ‡’v‚·‚é‚©‚à‚ث >>572
‚ب‚ٌ‚إ“dژش‚ج’†‚إ“ئ‚茾‚آ‚ش‚â‚¢‚ؤ‚é‚جپH چإگو’[‘•’u‚حƒAƒiƒچƒOڈˆ—‚ً”²‚«‚ةŒê‚ê‚ب‚¢‚ج‚ة
‚ب‚؛‚©ƒfƒWƒ^ƒ‹•”•ھ‚¾‚¯‚µ‚©Œ©‚ؤ‚ب‚¢ƒAƒz‚ھ‹ڈ‚é ƒAƒiƒچƒO‚ج‚ف‚إڈ\•ھ‚ئژv‚ء‚ؤ‚¢‚éƒAƒz‚ھ‚¢‚é FX-600‚حƒAƒiƒچƒOگ§Œن‚ب‹C‚ھ‚·‚邯‚ا‚ا‚¤‚ب‚ٌ‚¾‚낤‚ث >>538 ‚جƒyپ[ƒW‚ج‚ھ2014”N3Œژ‚إپAFX-600‚ج””„‚¢‚آ‚¾‚ء‚½‚©’T‚µ‚ؤ‚ف‚½‚¯‚اŒِژ®ƒٹƒٹپ[ƒXŒ©‚آ‚©‚ç‚ب‚¢
ƒAƒ}ƒ]ƒ“‚إ‚جژو‚舵‚¢‚ھ2011”N––‚¾‚©‚ç‚»‚ê‚و‚è‘OپH‚à‚¤ڈ\”NŒo‚ء‚ؤ‚é‚جپIپH
‚»‚¤‚ب‚é‚ئ‰ن‚ھگآڈt‚جگçگخWeller‚ح‚à‚ء‚ئگج‚ء‚ؤژ–‚ة((((پGپLك„Dك))) >چإگو’[‘•’u‚حƒAƒiƒچƒOڈˆ—‚ً”²‚«‚ةŒê‚ê‚ب‚¢‚ج‚ة
>‚ب‚؛‚©ƒfƒWƒ^ƒ‹•”•ھ‚¾‚¯‚µ‚©Œ©‚ؤ‚ب‚¢ƒAƒz‚ھ‹ڈ‚é
‚ً“ا‚ٌ‚إ>>576‚ھڈo‚ؤ‚‚é‚ئ‚µ‚½‚çپA‚؟‚ه‚ء‚ئ‚ـ‚¸‚¢‚ج‚إ‚حپB چإگو’[‚ء‚ؤ‰½پHپ@ƒRƒeگو‚جژ–‚©پH
“ْ–{‚جˆ«‚¢•”•ھ‚ھڈغ’¥“I‚ةڈo‚ؤ‚éکb‚¾‚ب‚— >>579
2011.12/19
ƒXƒeپ[ƒVƒ‡ƒ“ƒ^ƒCƒv‚جگ«”\‚ً1–{‚جƒOƒٹƒbƒv‚ة‹أڈkپI
IC/LEDپEƒvƒٹƒ“ƒgٹî”آ‚ج‚ح‚ٌ‚¾•t‚¯‚ةچإ“Kپ@HAKKO FX-600
2011.12/19
ƒXƒeپ[ƒVƒ‡ƒ“ƒ^ƒCƒv‚جگ«”\‚ً1–{‚جƒOƒٹƒbƒv‚ة‹أڈkپI
ƒVƒƒپ[ƒVپA‘هŒ^ƒRƒlƒNƒ^پAƒgƒ‰ƒ“ƒX‚ب‚اچ‚”M—e—ت‚ج‚ح‚ٌ‚¾•t‚¯‚ةچإ“Kپ@HAKKO FX-601 >چإگو’[‚ء‚ؤ‰½پH
پuچإگو’[پv‚ح‚ب‚ة‚ًˆسگ}‚µ‚ؤ‚é‚©‚بپB‚إ‚«‚邾‚¯ƒAƒiƒچƒOڈˆ—‚ً‚ب‚‚·•ûŒü‚ةگi‚ٌ‚إ‚¢‚é‚ج‚ھŒXŒü‚¾‚ئ‚حژv‚¤‚¯‚ا‚ثپB
>“ْ–{‚جˆ«‚¢•”•ھ‚ھڈغ’¥“I‚ةڈo‚ؤ‚éکb‚¾‚ب‚—
>>575‚ج•\Œ»‚ج–â‘è‚ًپAچ‘‚جکb‚ةŒ‹‚ر‚آ‚¯‚é‚ج‚ح‚ ‚ب‚½‚جˆ«‚¢•”•ھ‚إ‚حپB ‚ح‚ٌ‚¾‚²‚ؤ‚ج‰·“xگ§Œن‚ة‚آ‚¢‚ؤ‚¢‚¦‚خپAƒAƒiƒچƒO‹Zڈp‚ً‚ب‚‚·•ûŒü‚ةچs‚ء‚ؤ‚é‚©‚ئ‚¢‚¤‚ئ•K‚¸‚µ‚à‚»‚¤‚إ‚ح‚ب‚¢‚و‚ثپB
‚»‚ê‚ا‚±‚ë‚©پA‰ٌکH‚âƒ\ƒtƒgƒEƒFƒA‚إ‚·‚ç‚ب‚‹à‘®‚ج•¨گ«‚ً—ک—p‚·‚é•û–@‚à•¹—p‚³‚ê‚ؤ‚é‚®‚ç‚¢‚¾‚µپB
‚³‚µ‚ ‚½‚ء‚ؤ‚ح
پu—p“r‚âƒRƒXƒg‚ة‚و‚ء‚ؤپA‚¢‚ë‚¢‚ë‚ب•û–@‚ج—ا‚¢‚ئ‚±‚ë‚ً‘g‚ف‚ ‚ي‚¹‚ؤ‚¢‚éپB
Œ‹‰ت‚ئ‚µ‚ؤپA•¨‚ة‚و‚ء‚ؤ‚حپA‚ظ‚ع‚ا‚؟‚ç‚©‚¾‚¯‚ة‚ب‚邱‚ئ‚ح‚ ‚é‚ئ‚µ‚ؤ‚àپv
‚ء‚ؤ‚¢‚¤“–‚½‚肳‚ي‚è‚ج‚ب‚¢”Fژ¯‚إ—ا‚¢‚ٌ‚¶‚ل‚ب‚¢‚ج‚©‚بپB >>583
ƒfƒWƒ^ƒ‹گMچ†‚ھ‚ظ‚ئ‚ٌ‚اƒAƒiƒچƒO”gŒ`‚ة‚ب‚ء‚ؤ‚ؤƒpƒ^پ[ƒ“‚حچ‚ژü”gƒAƒiƒچƒO‹Zڈp‚ھ–³‚¢‚ئˆّ‚¯‚ب‚¢‚µ
ڈب“d—ح‚©‚ç’ل“dˆ³‘ه“d—¬‚ئ‚©چإگو’[‘fژq‚ئƒAƒiƒچƒO‰ٌکH‚جگ¢ٹE‚¾‚µ
ƒAƒiƒچƒOICچى‚ء‚ؤ‚éƒپپ[ƒJپ[‚ھ‘هڈں—ک‚جژ‘م‚¾‚وچ،‚ح
ƒ}ƒCƒRƒ“‚إ‚±‚؟‚ه‚±‚؟‚ه‚ب‚ٌ‚©“®‚©‚µ‚ـ‚·‚ب‚ٌ‚ؤ“ْ—jƒvƒچƒOƒ‰ƒ}‚جVB‚إƒvƒچƒOƒ‰ƒ€ڈo—ˆ‚ـ‚·ƒŒƒxƒ‹‚ة‚ب‚ء‚ؤ‚µ‚ـ‚ء‚½‚ٌ‚¾‚و—ا‚¢ˆس–،‚إ‚àˆ«‚¢ˆس–،‚إ‚à ‚ب‚؛‚©ƒIƒXƒXƒپ“®‰و‚ةAIXUN T3A‚ء‚ؤ‚ج‚ھڈo‚ؤ‚«‚½‚¯‚ا
ƒOƒO‚ء‚ؤ‚à“ْ–{Œêڈî•ٌ‚ھ‚ب‚¢‚©‚猩‚ة—ˆ‚ê‚خٹجگS‚جڈî•ٌ‚ح‚ب‚
چإگو’[‚جکb‚ھپAپAپA‚إ‚à‚±‚جگ»•i(ƒpƒ`ƒ‚ƒ“پH)‚ج•û‚ھ
چإگو’[‚ب‚ٌ‚¶‚لپHپAپAپAپAپH
‚ـ‚ ٹî‘b‹ZڈpپA—v‘f‹Zڈp‚à‘هگط‚¾‚¯‚ا‚بپA‚»‚±‚خ‚ء‚©‚肱‚¾‚ي‚ء‚ؤ‚ؤ
‚à‚¤گ»•i‚إ‚حٹ®‘S‚ة•‰‚¯‚ؤ‚éپA‚»‚ê‚ھچ،‚ج“ْ–{‚¶‚ل‚ٌ ƒRƒeگو‚ج‰·“x‚ً’²گ®‚·‚é‘•’u‚ھچإگو’[‚ء‚ؤ‚¢‚آ‚جکb‚¾پH ‚ب‚ٌ‚©چإگV”إ‚و‚è‹Kگ§‘OچإڈI”إ‚ئ‚©ƒtƒ‹ƒpƒڈپ[چإڈI”إ‚ئ‚©‚ج•û‚ھƒgƒLƒپƒN‚و‚ث ƒAƒiƒچƒO‰‰ژZ‰ٌکH‚ئƒAƒiƒچƒO‰ٌکH‚ج‹و•ت‚ھ•t‚¢‚ؤ‚¢‚ب‚¢گl‚ھ‚¢‚é‚ث
‚ي‚´‚ئ‚â‚ء‚ؤ‚¢‚é‚ج‚©‚à‚µ‚ê‚ب‚¢‚ھ
‘Oژز‚جڈo”ش‚حŒ¸‚éˆê•û‚¾‚ëپBƒAƒiƒچƒO‚جگ¹ˆو‚¾‚ء‚½چ‚ژü”g‚إ‚·‚ç
ƒAƒiƒچƒO‚إڈˆ—‚·‚é‚ج‚حژü”gگ”•دٹ·‚ـ‚إ‚¾‚µ >>590
‹و•ت‚آ‚¢‚ؤ‚ب‚¢‚ج‚ح‚¨‘O‚¶‚ل‚ثپH
ژü”gگ”•دٹ·‚ب‚ٌ‚ؤ‚ـ‚³‚ةƒAƒiƒچƒO‰‰ژZ‚¾‚¼ ƒAƒiƒچƒO‚ئ‚¢‚¤Œ¾—t‚إ•ھ‚©‚ç‚ب‚‚ب‚ء‚ؤ‚éڈ‰گSژز‚ھ
ƒAƒiƒچƒOپ`(ڈخ)‚ئ”½‰‚µ‚ؤ‚邾‚¯‚ب‚ٌ‚¶‚ل‚ب‚¢‚ج‚©‚ب
چ‚ژü”gƒmƒCƒY‚ئ’[“I‚ب•\Œ»‚ة•د‚¦‚é‚ئ‘½•ھ‚ي‚©‚é
ƒfƒWƒ^ƒ‹‚ة‚µ‚ؤ‚àƒmƒCƒYڈˆ—‚حگâ‘خ•K—v‚ة‚ب‚邵
‚±‚ê‚ًڈˆ—‚·‚é‚ة‚حƒAƒiƒچƒO‹Zڈp•s‰آŒ‡
‘½•ھ‚±‚جگوگl—ق‚ھچ،‚ج‰„’·‚ج‰ٌکHژg‚¢‘±‚¯‚éŒہ‚è–³‚‚ب‚ç‚ب‚¢ ‚»‚à‚»‚à‚جکb‚إ
ƒAƒiƒچƒOƒoƒJ‚ة‚µ‚ؤ‚é“z‚ء‚ؤ‰_‚ً‚آ‚©‚ق‚و‚¤‚ب–َ‚ج•ھ‚©‚ç‚ٌکb‚µ‚©‚µ‚ؤ‚ب‚¢‚ج‚ھ‚¢‚¯‚ب‚¢‚ث
‰½‚©ŒN‚ھگفŒv‚µ‚½ٹî”آŒ©‚¹‚ؤ‚و
‚»‚ê‚إƒAƒiƒچƒO”غ’肵‚ؤ‚ف‚ؤ >>545
>‚±‚جƒXƒŒ‚إ‚ح‚¢‚آ‚àٹ¨ˆل‚¢‚ة‚و‚é‚ج‚©ک_“_‚جˆل‚¤”½ک_‚ً‚µ‚ؤ‚³‚ç‚ةŒë‰ً‚ًگ¶‚قپA
>‚ئ‚¢‚¤ژ–‚ًŒJ‚è•ش‚µ‚ؤ‚邱‚ئ‚ھ‘½‚¢‚ھ—‰ً‚·‚é“à—e‚ھگَ‚·‚¬‚邱‚ئ‚ھŒ´ˆِ‚¾‚ث
>ڈ‘‚«•û‚à‘O’ٌڈًŒڈ‚ًڈ‘‚©‚ب‚¢‚ئ“`‚ي‚ç‚ب‚¢‚±‚ئ‚ھ‘½‚¢
‚¾‚ث‚¥پAˆسگ}“I‚ة‚â‚ء‚ؤ‚éڈêچ‡‚à‘½‚¢‚ئژv‚¤‚ھ چإگو’[‚إ‚حپ[پAƒAƒiƒچƒO‹ZڈpƒKپ[‚ء‚ؤپA‚kƒ`ƒJ‚ة–ر‚جگ¶‚¦‚½کb‘肵‚©–³‚¢‚±‚ج”آ‚إƒ}ƒEƒ“ƒgژو‚ء‚ؤ‚ا‚¤‚µ‚½‚¢‚جپH ‚¨‚¨پA‚آ‚¢‚ة–ر‚ھگ¶‚¦‚½‚©پEپEپEپ@Lƒ`ƒJپپڑM“û—قگà(^p^) ƒAƒiƒچƒO”غ’èپAƒAƒiƒچƒO”غ’茾‚ء‚ؤ‚¢‚éگl‚ھ‚¢‚é‚ھ’N‚à‚»‚ٌ‚بژ–Œ¾‚ء‚ؤ‚¢‚ب‚¢
”’[‚ج>>538,544‚حƒAƒiƒچƒO‰‰ژZ‚ة‚و‚éƒtƒBپ[ƒhƒoƒbƒNگ§Œن‚¾‚©‚ç‚ث
کb‚ً‚·‚è‘ض‚¦‚و‚¤‚ئ‚µ‚ؤ‚¢‚é‚و‚¤‚ة‚µ‚©Œ©‚¦‚ب‚¢ ‚إ‚ء‚©‚¢ƒRƒ“ƒfƒ“ƒTپ[—v‚ç‚ب‚¢——R‘پ‚‹³‚¦‚ؤ‚ث ‚à‚µچ،ŒمپA‚±‚ؤƒnƒ“ƒhƒ‹‚ة“à‘ ‚³‚ꂽ‰ء‘¬“xƒZƒ“ƒT‚©‚ç
‰ء”M‚ً—v‚·‚éƒpƒ^پ[ƒ“‚ًٹwڈK‚µپAAI‚ھ—\‘ھ‚µ‚½ڈء”ï•ھ‚ً
—\‚ك‰ء”M‚·‚邱‚ئ‚ة‚و‚è‰ء”Mڈٹ—vژٹش‚ًˆ³“|“I‚ةچيŒ¸پI‚ئ‚©‚ً
‚µ‚ؤ‚‚ê‚é‚و‚¤‚بژ‘م‚ة‚ب‚ê‚خپA—¬گخ‚ةƒfƒWƒ^ƒ‹‚ج•û‚ھ—L—ک‚¶‚ل‚ب‚¢‚©‚بپA‚ئ‚حژv‚¢ƒ}ƒbƒXƒ‹(^p^پG) >>598
–l‚حŒ¾‚¢ڈo‚µ‚ء‚ط‚إ‚ح‚ب‚¢‚ج‚إ”ق‚ج—‹ü‚ح’m‚ç‚ب‚¢‚ھپA‰¯‘ھ‚·‚é‚ة
‚à‚µپA‚ ‚جƒRƒ“ƒfƒ“ƒT‚ًڈ¬‚³‚¢—e—ت‚ج•¨‚ة’u‚«ٹ·‚¦‚½‚ç
””M‚ة—v‚·‚éژٹش‚ھ‚ا‚ê‚ظ‚اگL‚ر‚é‚ج‚إ‚µ‚ه‚¤‚©پH
‚à‚µ‚à—Lˆس‚جچ·‚ھگ¶‚¶‚ب‚¢‚ج‚إ‚ ‚ê‚خپA
‚إ‚ء‚©‚¢ƒRƒ“ƒfƒ“ƒTپ[‚ح•K‚¸‚µ‚à—v‚ç‚ب‚¢‚ج‚إ‚ح‚ب‚¢‚إ‚µ‚ه‚¤‚©پEپEپE
‚ئ‚¢‚¤——R‚ًژv‚¢‚آ‚¢‚½پB >>600
ƒgƒ‰ƒCƒAƒbƒN‚إگ§Œن‚·‚éژ–‚ئ‚ح–³ٹضŒW‚ب‚ج‚إˆل‚¤‚¾‚낤‚ث >>598
’N‚ةŒ¾‚ء‚ؤ‚é‚©’m‚ç‚ب‚¢‚¯‚اپA544‚ةŒ¾‚ء‚ؤ‚é‚ئ‚·‚ê‚خƒgƒ‰ƒCƒAƒbƒN‚جژg‚¢•û‚‚ç‚¢’²‚ׂ½•û‚ھ—ا‚¢‚و
‚إ‚ء‚©‚¢‚ا‚±‚ë‚©ƒRƒ“ƒfƒ“ƒTپ[‚ھ‚¢‚ç‚ب‚¢‚ء‚ؤکb‚¾‚©‚ç ‚»‚à‚»‚à’¼—¬‰»‚µ‚و‚¤‚ء‚ؤکb‚ب‚ج‚ةƒgƒ‰ƒCƒAƒbƒN‚إگ§Œن‚ئ‚©“ع’؟ٹ؟‚ب‚±‚ئŒ¾‚¢ژn‚ك‚½‚ج‚ھˆ«‚¢ >>602
ƒRƒ“ƒfƒ“ƒT‚حDC141Vپi‚ة‚ح‚ب‚ç‚ب‚¢‚¯‚اپj‚ة‚·‚邱‚ئ‚إ“d—حƒuپ[ƒXƒg‚³‚¹‚邽‚ك‚ة•K—v‚ب‚ج‚إ‚ ‚ء‚ؤFET‚¾‚©‚ç•K—v‚ب‚ي‚¯‚إ‚ح‚ب‚¢‚و
“d—حƒuپ[ƒXƒg‚ھ‚¢‚ç‚ب‚¢‚ب‚çFET‚إ‚à‚إ‚ء‚©‚¢ƒRƒ“ƒfƒ“ƒT‚ح•s—v
ƒ_ƒCƒIپ[ƒh‚حٹO‚¹‚ب‚¢‚¯‚ا >>542
پ„>>530‚ة‚حگ®—¬•½ٹٹ‚ئڈ‘‚¢‚ؤ‚ ‚éپB
پ„‚آ‚ث“ْچ ‚©‚瑧‚ً‚·‚é‚و‚¤‚ة‰R‚ً‚آ‚پAک_“_‚¸‚炵‚·‚é‚ئŒ¾‚ي‚ê‚ؤ‚邾‚ë
پ„–{“–‚ةگlٹش‚جƒNƒY
‚ح‚ںپHپ@گ®—¬•½ٹٹ‚إ“d”M•‰‰×‚جڈo—ح‚ھ‘‚¦‚éƒڈƒP‚ثپ[‚¶‚ل‚ٌ
ƒGƒlƒ‹ƒMپ[•غ‘¶‚ج–@‘¥‚à’m‚ç‚ثپ[‚ج‚©‚±‚جƒWƒWƒC‚حw >کb‚ً‚·‚è‘ض‚¦‚و‚¤‚ئ‚µ‚ؤ‚¢‚é‚و‚¤‚ة‚µ‚©Œ©‚¦‚ب‚¢ ‚ا‚¤Œ©‚¦‚é‚©‚ح‘¼ژز‚حگS‚ج‹¾پAژ©Œب‚ج“ٹ‰e‚إ‚ ‚錜”O‚à”غ‚ك‚ب‚¢پB
‚؟‚ب‚ف‚ة‰´‚³‚ـ‚ج–ع‚ة‚ح‚¨‚ـ‚¢‚ç‚ھ”üڈڈ—’†ٹwگ¶‚ةŒ©‚¦‚ؤ‚¢‚é‚ج‚إ
ƒXƒŒ‚ھ“ِ‚ي‚ء‚ؤ‚¢‚ؤپ@”üڈڈ—‚ھ‚¢‚ء‚د‚¢‚¢‚ؤ‚¤‚ꂵ‚¢پB
‚µ‚ك‚µ‚كپA‚¨‚ـ‚ٌ‚±‚ھ‚¢‚ء‚د‚¢‚¾‚ںپEپEپE(^p^) ‚؟‚ب‚ف‚ة‚اپ[‚إ‚à—ا‚¢ژ–‚¾‚ھ
>>537‚ج‹Lژ–‚إ‚حƒfƒWƒ^ƒ‹ƒ^ƒCƒv‚ًگفŒv‚µ‚½(‚»‚جژتگ^‚ھ‹Lژ–‚ة‚ ‚é)‚¯‚ا
ƒgƒ‰‹Z‹Lژ–—p‚ئ‚µ‚ؤƒAƒiƒچƒOƒoپ[ƒWƒ‡ƒ“‚ً—pˆس‚µ‚ؤ‚¢‚é
گ³’¼پA‚ا‚ء‚؟‚¾‚ء‚ؤژg‚¦‚è‚ل‚¦پ[‚ج‚¾‚يw >>603
>’¼—¬‰»‚µ‚و‚¤‚ء‚ؤکb
کb‚¸‚炵‚جگê–ه‰ئ‚©پH
ƒZƒ“ƒTپ[‚ةƒqپ[ƒ^پ[‚ً—¬—p‚·‚é‚ء‚ؤکb‚¾‚ë >>605
>‚ح‚ںپHپ@گ®—¬•½ٹٹ‚إ“d”M•‰‰×‚جڈo—ح‚ھ‘‚¦‚é
‘‚¦‚é‚ةŒˆ‚ـ‚ء‚ؤ‚邾‚ëپAگ®—¬‰ٌکH‚جٹî‘b‚à’m‚ç‚ب‚¢‚©
ƒGƒlƒ‹ƒMپ[•غ‘¶‚ج–@‘¥‚ھ‚ا‚¤‚¢‚¤ٹضŒW‚ة‚ ‚é‚ٌ‚¾ ˆَ‰ء“dˆ³‚ھگشگü‚ف‚½‚¢‚ة‚ب‚é•ھپA“ٹ“ü‚إ‚«‚éƒGƒlƒ‹ƒMپ[‚جچ·‚ح‘‘ه‚ح‚·‚éپB
‚µ‚©‚µ“d‰ً‚ج‚ة‚ح‚ ‚ٌ‚ـ‚µ‘ه‚«‚بƒٹƒvƒ‹“d—¬—¬‚µ‚؟‚ل‚ ‚©‚ٌ‚ج‚إ
‚»‚ê‚ح‚»‚ê‚إ‘هڈن•v‚©پH‚ئ‚¢‚¤–â‘è‚ھ‚ ‚é‚ج‚إ‚ح‚ب‚¢‚©‚ثپH
‚»‚±‚ج‚ئ‚±‚ë‚ا‚¤‚ب‚ج‚¾‚낤‚©پA”üڈڈ—’†ٹwگ¶‚جڈ”ŒNپI(^p^)
 >>611
>>611
>‘ه‚«‚بƒٹƒvƒ‹“d—¬—¬‚µ‚؟‚ل‚ ‚©‚ٌ‚ج‚إ
>‚»‚ê‚ح‚»‚ê‚إ‘هڈن•v‚©پH
ƒfپ[ƒ^ƒVپ[ƒgŒ©‚ê‚خ‹X‚µ‚¢
Œ´—“I‚بکb‚ة‚ب‚ء‚ؤ‚é‚ج‚ة‚»‚ٌ‚بک_“_‚¸‚炵‚ً‚·‚é•K—v‚ح–³‚¢ پu‚ع‚‚جگفŒv‚µ‚½ƒAƒiƒچƒOƒRƒ“ƒgƒچپ[ƒ‰‚ھچإچ‚‚ب‚ٌ‚¾پI’†‰ط‚جƒfƒWƒ^ƒ‹ƒRƒ“ƒgƒچپ[ƒ‰‚ة•‰‚¯‚é‚ب‚ا‚ ‚ء‚ؤ‚ح‚ب‚ç‚ب‚¢‚±‚ئ‚ب‚ٌ‚¾پIپv‚ء‚ؤژ–‚©‚ب >>612
1گlک_“_‚¸‚ê‚ؤ‚é‚ج‚ح‚¨‘O‚¶‚ل‚ثپH >>612
‚حپ[‚¢پ@‚¹‚ٌ‚¹پ[پIپ@ƒfپ[ƒ^ƒVپ[ƒg‚ف‚ؤ‚«‚ـ‚µ‚½
ژتگ^‚ً”qŒ©‚·‚é‚ةƒjƒ`ƒPƒ~‚جKMH‚ج—l‚إ
https://www.chemi-con.co.jp/products/detail-condenser.php?part_number=EKMH251LGB821MA80U
‚ ‚جƒLƒƒƒpƒVƒ^‚جڈêچ‡‚حگ§Œہ‚ھپ@1600mArmsپ@‚炵‚¢‚إ‚·‚ٌپB
‚’‚چ‚“‚ء‚ؤroot mean square‚إ‚·‚©‚ثپBگ³Œ·”g‚ب‚ç1پ^پم‚Q‚إژہŒّ’l‚ة‚ب‚è‚ـ‚µ‚ه‚¤‚ھگ³Œ·”g‚¶‚ل‚ب‚¢‚µژZڈo“‚»پ[‚إ‚¤پ„پƒپG
گو‚ج‰ٌکH‚جڈêچ‡ڈ[“d“d—¬‚ء‚ؤ‚ا‚ê‚‚ç‚¢—¬‚ê‚é‚ٌ‚إ‚·‚©پHپI‚ا‚¤‚â‚ء‚ؤŒvژZ‚·‚ê‚خ‚¢‚¢‚ج‚إ‚µ‚ه‚¤پEپEپE گ¢‚ج’†‚ة‚½‚‚³‚ٌ‚جƒuƒٹƒbƒWگ®—¬پ{ƒRƒ“ƒfƒ“ƒT•½ٹٹ‚ھ‚ ‚é‚ج‚ةپA‚»‚ê‚ًچ،‚³‚çگS”z‚·‚é‚جپH >>615
60Hz 141VŒً—¬
گ®—¬•½ٹٹ‚ج‚ ‚ئ400ƒ¶•‰‰×
•½ٹٹ‚ح820uF
LTspice‚إ‚â‚ء‚ؤ‚ف‚½‚çپAƒRƒ“ƒfƒ“ƒT‚ج“d—¬‚جrms‚ح1.34A‚®‚ç‚¢‚¾‚ء‚½پB >>617
400ƒ¶‚ة141Vˆَ‰ء‚إ–ٌ0.35A
”{‚ج0.7A‚àŒ©‚ؤ‚¨‚¯‚خ—]—T‚¾‚ئژv‚ء‚½‚¯‚ا‚»‚ٌ‚ب‚ة—¬‚ê‚éپH
‚؟‚ه‚ء‚ئŒvژZ‚µ‚ؤ‚ف‚و‚¤‚©‚ب گ®—¬Œم‚ج–¬—¬ƒTƒCƒNƒ‹–ˆ‚ج•½ٹٹƒRƒ“•ْ“dڈIژ~“dˆ³‚ً100V‚ة‚µ‚½ڈêچ‡پA
ژں‚ج–¬—¬‚إڈ[“d‚ھٹJژn‚³‚ê‚é‚ج‚ح100V‚ـ‚إڈم‚ھ‚ء‚½ƒ^ƒCƒ~ƒ“ƒOپB
‚±‚±‚©‚ç’Z‚¢ٹْٹش‚إ•½ٹٹƒRƒ“‚جESR‚ة‰‚¶‚ؤˆê‹C‚ةڈ[“d‚³‚ê‚é‚ٌ‚¾‚©‚ç‚بپB
‚»‚ê‚ة•‰‰×“d—¬‚à’ا‰ء‚³‚ê‚éپB PFC‰ٌکH‚ًژg‚¦‚خ‹}ڈs‚بڈ[“d“d—¬‚à–hژ~‚إ‚«‚邵پAƒmƒCƒY‚â—ح—¦‚جˆ«‰»‚à–hژ~‚إ‚«‚é‚بپB
ٹCٹO‚جAC220Vژd—l‚جƒRƒeƒqپ[ƒ^پ[‚ًژg‚¢پAPFCڈo—ح‚إDC180Vپ`250V‰آ•دگ§Œن‚µ‚ؤ‚â‚é‚ئ‚¢‚¢‚©‚àپB >>617
33.3usٹشٹu‚إگ”’lŒvژZ‚µ‚½‚ç1.5Aˆت
‚ـ‚¾ŒںژZڈo—ˆ‚ؤ‚ب‚¢‚¯‚ا‚؟‚ه‚ء‚ئ‘e‚¢‚©‚çچ·‚ھڈo‚ؤ‚é‚ٌ‚¾‚ئژv‚¤
”{‚ف‚ئ‚«‚ل—]—T‚حٹشˆل‚¢‚إ‚µ‚½
ٹm”F‚µ‚ب‚¢‚ئƒ_ƒپ‚¾‚ث ‚¨پ[پ@LTSpice‚¾‚ئژہŒّ’l•\ژ¦‚à‚µ‚ؤ‚‚ê‚é‚ج‚إ‚·‚©
ƒٹƒjƒAƒeƒNƒmƒچƒWپ[‚³‚ـ‚³‚ـ‚إ‚·‚ب‚ںپEپEپE‚ ‚è‚ھ‚ؤ‚¥ ‚ ‚è‚ھ‚ؤ‚¥(^p^)
گج‚جSPICE‚ة”ن‚ׂؤƒOƒ‰ƒtƒBƒJƒ‹‚¾‚µƒچƒn‚إژg‚¦‚é‚ب‚ٌ‚ؤ‚¢‚¢ژ‘م‚إ‚·‚ٌ
ƒlƒ^Œ³‚جپA‰ٌکHگ}‚ًŒِٹJ‚³‚ê‚ؤ‚¢‚ç‚ء‚µ‚ل‚éگو”y‚حپA
80W‚جƒRƒe‚آ‚ب‚¢‚إ‚ç‚ء‚µ‚ل‚é‚و‚¤‚إ‚·‚ٌپEپEپE
400ƒ¶‚إƒMƒٹƒMƒٹ‚ب‚çپA‚؟‚ئƒ„ƒo‚»‚¤‚ب—\ٹ´‚إ‚·‚بپG
‚µ‚©‚µ‚ـ‚ں‚ ‚ê‚إ‚·‚©پAڈيژƒtƒ‹“d—¬—¬‚ê‚é–َ‚إ‚à‚ب‚¢‚إ‚µ‚ه‚¤‚µ
‚½‚ئ‚¦ژُ–½‚؟‚ہ‚ك‚½‚ئ‚µ‚ؤ‚àپ@‚²ژ©•ھ‚إŒًٹ·‚à‚إ‚«‚é‚ج‚إ
ڈء–ص•i‚ئ‚µ‚ؤژg‚¢’ׂ¹‚خ‚¢‚¢‚â‚ئ‚¢‚¤ٹ„‚èگط‚è‚ب‚ج‚©‚à‚µ‚ê‚ـ‚¹‚ت‚إ‚·‚ب
ŒہٹE‚ً‘½ڈ’´‚¦‚éگ«”\‚ًˆّ‚«ڈo‚µ‚ؤ‚µ‚ـ‚¤‚ئ‚¢‚¤‚ج‚à‚ ‚éˆس–،ƒJƒbƒR‚¢‚¢ژpگ¨‚إ‚·‚ب‚ںپEپEپE‚س‚ذ‚ذپIپI ’P‚ةƒpƒڈپ[ƒAƒbƒv‚ھ–ع“I‚ب‚ç”{“dˆ³گ®—¬‚µ‚½•û‚ھƒRƒ“ƒfƒ“ƒTپ[ڈ¬‚³‚‚ؤچد‚ف‚»‚¤
”¼ڑ±”{“dˆ³‚ب‚çƒRƒ“ƒfƒ“ƒTپ[ˆêŒآ‚إ—ا‚¢‚©‚à
‚ا‚؟‚ç‚ة‚µ‚ؤ‚àƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[‚ح“d—¬‚ھ‘ه‚«‚‚ؤگh‚¢‚ب ƒٹƒbƒvƒ‹“d—¬‚حگ®—¬ٹي‚âƒRƒ“ƒfƒ“ƒT‚ج’ïچR•ھ‚ة‚و‚ء‚ؤ‘S‚•د‚ي‚ء‚ؤ‚µ‚ـ‚¤‚ج‚إپALTSpice‚إ‚â‚ء‚½‚ç‚»‚¤‚ب‚ء‚½‚©‚ç‚ئ‚¢‚ء‚ؤژہ•¨‚ھ‚»‚ج’ت‚è‚ة‚ب‚é‚ئ‚حŒہ‚ç‚ب‚¢پB
‹t‚ةƒٹƒbƒvƒ‹“d—¬‚ھ‘ه‚«‚·‚¬‚éڈêچ‡پA’ل’ïچR‚ً‘}“ü‚·‚邾‚¯‚إƒٹƒbƒvƒ‹“d—¬‚ً‘ه‚«‚‰؛‚°‚邱‚ئ‚ھ‚إ‚«‚éپB ƒ‚ƒfƒ‹‚ج–â‘è‚ئŒ¾‚¤‚©ESR‚جmin’l‚ح‹Lچع‚ھ–³‚¢‚©‚çچ¢‚ء‚؟‚ل‚¤
—e—تˆل‚¢‚ج‘م•\“ءگ«‚ھŒ©‚آ‚©‚éˆت‚¶‚ل‚ب‚¢پH ڈ[•ْ“d“d—¬‚جگ§Œہ’ïچRپi‚إپ@”M‚ة‚©‚¦‚é) ‚¾‚ب‚ٌ‚ؤ–ـ‘ج‚ب‚¢پI
‚»‚¤‚¢‚¤‚ئ‚«‚ة‚±‚»ƒCƒ“ƒ_ƒNƒ^ƒ“ƒX‚ح‚¢‚©‚ھ‚إ‚µ‚ه‚¤‚©پIپI(^p^)‚±‚¢‚邾‚¢‚·‚± ‰½ڈ\W‚©‚ً”M‚ة•د‚¦‚ؤژج‚ؤ‚ؤ‚¢‚é‚ج‚ةپA‚»‚ٌ‚ب‚à‚ج‚ً‹C‚ة‚·‚é‚ج‚ھ“ھ‚ج‚¨‚©‚µ‚¢گl‚ج“ء’¥‚إ‚ ‚éپB
گ®—¬‰ٌکH‚ةƒ`ƒ‡پ[ƒNƒRƒCƒ‹‚ھژg‚ي‚ê‚ب‚‚ب‚ء‚½‚ج‚à——R‚ھ‚ ‚ء‚ؤ‚»‚¤‚ب‚ء‚½‚±‚ئ‚إ‚ ‚éپB پu‚µ‚ه‚¤‚ھ‚ث‚¥پA‚µ‚ه‚¤‚ھ‚ث‚¥پvپu‘ه•د‚¾پA‘ه•د‚¾پvپu‚ح‚¢‚ح‚¢‚ح‚¢‚ح‚¢پv >>628
‚¢‚â‚¢‚âپ@‚ ‚ê‚ظ‚ا‹گ‘ه‚بƒLƒƒƒpƒVƒ^‚ً‚ش‚ç‰؛‚°‚é‚ج‚ح
‚ح‚ٌ‚¾•t‚¯چى‹ئ‚إ‚ج•K—v‚ة‰‚¶‚ؤپ@‚و‚èگv‘¬‚ة(‚ب‚é‚ׂ‘پ‚)
ƒRƒe‚ج‰·“x‚ً‰ٌ•œ‚³‚¹‚邽‚ك‚إ‚ ‚é‚ح‚¸‚إ‚·پB
پ@“d—¬‚ًگ§Œہ‚·‚é‚ة‚µ‚ؤ‚àپA’ïچR‚إگ§Œہ‚·‚é‚ئ
‹–—e’l‚ً’´‚¦‚½‰كڈè“d—ح‚ً”M‚ة•s‰آ‹t‚ة•دٹ·‚·‚邱‚ئ‚ة‚ب‚è‚ـ‚¹‚¤پB
‘¼•ûپAƒCƒ“ƒ_ƒNƒ^‚إ—]ڈè“d—ح‚ًژ¥ٹE‚ة•دٹ·‚µ‚½ڈêچ‡پA
“d—¬’l‚ھŒ¸ڈ‚·‚é‰ك’ِ‚إ‚حژ¥ٹE‚ھ“d—ح‚ةٹزŒ³‚³‚êƒsپ[ƒN“dˆ³‚ً‰ز‚®‚±‚ئ‚ھڈo—ˆ‚é‚ج‚إ‚ح‚ب‚¢‚إ‚µ‚ه‚¤‚©پIپI
ƒCƒ“ƒ_ƒNƒ^‚ھ–³‚¢ڈêچ‡پA‹·‚چ‚‚¢ڈ[“d“d—¬پAچL‚گَ‚¢•ْ“d“d—¬پA
ƒCƒ“ƒ_ƒNƒ^‚ة‚و‚èڈ[“d“d—¬‚ھ—}‚¦‚ç‚êپA‚»‚جچ·•ھ‚ح•ْ“d“d—¬‚ھ‘‹‚³‚ê‚éپA
‚ئ‚¢‚¤Œّ‰ت‚ًٹْ‘ز‚إ‚«‚ب‚¢‚©‚ب‚ںپA‚ئپB >>630
ƒ`ƒ‡پ[ƒNƒCƒ“ƒvƒbƒg‚ء‚ؤ’m‚ç‚ب‚¢‚جپH ‚¨‚¨پAƒ`ƒ‡پ[ƒNƒCƒ“ƒvƒbƒg‚ئ‚¢‚¤–¼‘O‚ھ‚ ‚ء‚½‚ٌ‚إ‚·‚ثپB
‚ا‚¤‚â‚çپ@‚ـ‚½ژش—ض‚ًچؤ”–¾‚µ‚ؤ‚µ‚ـ‚ء‚½‚و‚¤‚¾‚بپEپEپEژ©•ھ‚جچث”\‚ھ•|‚¢پI(^p^) ƒRƒ“ƒfƒ“ƒTƒCƒ“ƒvƒbƒgŒ^‚ج“dŒ¹‚حپAƒXƒCƒbƒ`‚ً“ü‚ꂽ‚ئ‚«پA“d‰ًƒRƒ“ƒfƒ“ƒT‚ة“ث“ü“d—¬‚ھ‚ب‚ھ‚ê‚é‚ج‚إپA
چإ’ل‚إ‚àNTCپiƒpƒڈپ[ƒTپ[ƒ~ƒXƒ^پj‚ب‚ا“ü‚ê‚ؤ“ث“ü“d—¬‘خچô‚ً‚·‚ׂ«پB
820uF‚حˆê”ت“I‚ةگ”•SƒڈƒbƒgƒNƒ‰ƒX‚ج“dŒ¹‚ةژg‚ي‚ê‚é—e—ت‚ب‚ج‚إ
‚à‚ء‚ئڈ¬‚³‚¢ƒRƒ“ƒfƒ“ƒT‚إ‚¢‚¢‚و‚¤‚ب‹C‚ھ‚·‚éپB
2A‚جƒXƒCƒbƒ`‚¶‚لژ‚½‚ب‚‚ؤ6A‚جƒXƒCƒbƒ`‚ًژg‚¦‚ئŒ¾‚ء‚ؤ‚é‚ج‚à–³’ƒ‹ê’ƒ‚¾‚ئژv‚¤پB
6A‚جƒXƒCƒbƒ`‚à‚½‚ـ‚½‚ـژ‚ء‚ؤ‚邾‚¯‚إپA‹Kٹiˆبڈم‚ج“d—¬‚ھ—¬‚ê‚ؤ‚é‚ئژv‚¤پB
ƒuƒٹƒbƒ`ƒ_ƒCƒIپ[ƒh‚àڈuٹش“I‚ة‚ح‚©‚ب‚è‘ه“d—¬‚ة‘د‚¦‚邯‚اپA‚±‚جڈêچ‡“dŒ¹“ü‚ê‚邽‚ر‚ةژُ–½‚ھڈk‚ٌ‚ؤ‚é‚ئژv‚¤پB
ƒqƒ…پ[ƒY‚ھ“ü‚ء‚ؤ‚ب‚¢‚ج‚àپAˆؤٹO“dŒ¹“ü‚ê‚邽‚ر‚ة“ث“ü“d—¬‚إƒqƒ…پ[ƒY‚ھ”ٍ‚ٌ‚إ‚µ‚ـ‚¤‚©‚ç‚©‚àپB ƒuƒٹƒbƒW‚ح”ٌŒJ‚è•ش‚µƒTپ[ƒW“d—¬‚ج‹K’è‚âƒپپ[ƒJپ[‚ة‚و‚ء‚ؤ‚ح‹–—e—e—ت‚ج‹K’è‚ھ‚ ‚é
ƒqƒ…پ[ƒY‚حƒXƒچپ[ƒuƒچƒE‚ج‹K’è‚ھ‚ ‚é T12Œفٹ·‚ج‘ٹ’k‘±‚«‚ب‚ٌ‚إ‚·‚ھ
2.1mmپA2.5mm‚إ‚حƒZƒ“ƒ^پ[‚جƒvƒ‰ƒX‹ة‚ھ‘¾‚·‚¬‚ؤ“ü‚ç‚ب‚¢‚ج‚إ‚·
‚ئ‚è‚ ‚¦‚¸ژèژ‚؟‚إ“ü‚é‚ج‚ًژg‚ء‚ؤ‚é‚ٌ‚¾‚¯‚ا
‚±‚ê‚جƒvƒ‰ƒO‚ح‚ب‚ٌ‚ؤ‚¢‚¤–¼‘O‚إ’T‚¹‚خ‚¢‚¢‚ٌ‚إ‚µ‚هپH
https://i.imgur.com/3WGfcKM.jpg ‚ ‚è‚ھ‚ئ
ژ©—حŒںچُ‚¾‚ئ‚ي‚©‚ç‚ٌ‚©‚ء‚½
EIAJ4Œ©‚½‚¢‚إ‚· >>636
JEITA‚ة•د‚ي‚ء‚ؤ‰½”NŒo‚آ‚ٌ‚¾‚و ’†‰ط•i‚ةJEITA‚جDCƒWƒƒƒbƒN‚ء‚ؤ‚؟‚ه‚ء‚ئˆلکaٹ´ EIAJ#4‚ئ‚µ‚½‚ç24V/3A‚à—¬‚¹‚½‚ء‚¯‚©پHپ@‚¢‚«‚ب‚è”R‚¦‚邱‚ئ‚ح‚ب‚¢‚¾‚낤‚¯‚اپA‘هڈن•v‚©‚ب >>635 “–گl‚إ‚·
ˆب‘O“\‚ء‚½ƒPپ[ƒX“à•”ژتگ^
https://i.imgur.com/UTW8kuV.jpg
‚±‚ٌ‚ب”zگü‚¾‚©‚ç‘ه“d—¬—¬‚µ‚½‚ç”zگü‚ھگط‚ê‚é‚ئژv‚¤
ٹO‚ح‘¾‚¢”zگü
’†‚حژ…”zگü
ƒXƒsپ[ƒJپ[‚ف‚½‚¢‚¾‚ب‚ںپEپEپE ƒ³0.5‚‚ç‚¢‚ح—L‚è‚»‚¤‚¾‚©‚ç‘هڈن•v‚¶‚ل‚ب‚¢‚©‚ب ƒ³‚ئSQ‚إگH‚¢ˆل‚ء‚ؤ‚ب‚¢پH
ƒIپ[ƒvƒ“ƒoƒŒƒ‹‚جƒRƒlƒNƒ^‚إ•t‚¯‚éڈٹƒPƒ`‚ء‚½‚©“üژè‚إ‚«‚ب‚©‚ء‚½‚©‚إژ蔼“c‚µ‚½‚ئ‚©‚ح >>641
ƒ`ƒƒƒٹ3ژٹش
ƒZƒ“ƒ^پ[1.75mm‚إ’ڑ“x‚¾‚¯‚اپAƒ{ƒfƒBپ[ٹOگ،چ‡‚¤‚ج‚ھ–³‚¢‚ئƒVƒ‡ƒbƒvƒ`پ[ƒt‚à”Y‚ق•sژv‹cƒRƒlƒNƒ^پ[‚إ‚µ‚½
–َ‚ج•ھ‚©‚ç‚ٌƒRƒlƒNƒ^پ[‚حŒم‚ة–â‘è‚ب‚邾‚낤‚©‚ç‚ئDC2.5mm‚ةŒًٹ·
https://i.imgur.com/I7IeoZU.jpg
•ہ‚ׂؤچ¶‚ھŒ³پA‰E‚ھ2.5mm
Œ©‚½–ع‚»‚ء‚‚肾‚©‚çگ»‘¢Œ³“¯‚¶پH
https://i.imgur.com/nc6yXDV.jpg awg28پ@0.32mm‚ء‚غ‚¢پ@چھ‹’‚حTO252‚جƒٹپ[ƒh‘¾‚³پ@#27‚©‚àپH
“K“–‚بƒTƒCƒg‚إ’²‚ׂé‚ئawg28‚ج‘د“d—¬‚ح1.4A
3A‚إ”zگü‚ھگط‚ê‚é‚ـ‚إ‚حچs‚©‚ب‚¢‚ئژv‚¤
ƒWƒƒƒbƒN‚²‚ئŒًٹ·‚·‚ê‚خپH‚ئژv‚ء‚½‚ç‚»‚ê‚ء‚غ‚¢‚جŒ©‚آ‚¯‚½
https://www.digikey.jp/ja/products/detail/tensility-international-corp/54-00063/6206244
‘ٹژ葤‚حژ©•ھ‚إ’T‚µ‚ؤ‚ئژv‚ء‚ؤ‚½‚ç‰ًŒˆچد‚ف‚¾‚ء‚½ >>646
‚و‚ظ‚ا‚ج‚±‚ئ‚ھ‚ب‚¢‚ئ‰ك“d—¬‚إ”zگü‚ب‚ٌ‚©گط‚ê‚ب‚¢‚إ‚µ‚ه
•پ’ت‚ح”ي•¢‚ھ—n‚¯‚ؤگSگü‚ھ‚ق‚«ڈo‚µ‚ة‚ب‚é‚©”R‚¦‚邾‚¯ >>646
”ؤ—p“I‚ةژg‚¦‚éDC 2.5mm‚ةŒًٹ·‚µ‚½‚و
1–‡–ع‚إ‚حŒًٹ·ƒYƒ~
2–‡–ع‚إŒًٹ·‘OƒWƒƒƒbƒN‚ئŒًٹ·—pƒWƒƒƒbƒNڈو‚¹‚ؤ‚ـ‚·
ƒRƒlƒNƒ^پ[‚ئڈ‘‚¢‚ؤٹشˆل‚¦‚ؤ‚ـ‚µ‚½ >>648
‚د‚ء‚ئŒ©پAŒ³•t‚¢‚ؤ‚½‚ج‚ةژ—‚ؤ‚½‚©‚çپA‘ٹژ葤‚جƒvƒ‰ƒO‚àŒ©‚آ‚©‚é‚©‚ب‚ء‚ؤژv‚ء‚½‚ٌ‚¾‚¯‚ا‰ًŒˆچد‚ف‚إ‚µ‚½
‚؟‚ب‚ف‚ة’èٹi6.5A‚¾‚ء‚ؤ DC 2.5mm‚¾‚ئگFپX‚ئژg‚ي‚ê‚ؤ‚é‚ج‚إ•ض—ک‚إ‚·
’ڑ“x‹·ƒsƒbƒ`ڈC—ٹî”آ‚ ‚ء‚½‚ج‚إT12’†‰طژg‚ء‚ؤ‚ف‚ـ‚µ‚½
‚ح‚ٌ‚¾—n‚¯‹ïچ‡‚©‚牷“x‚حگ³‚µ‚‚ ‚ء‚ؤ‚é‚ھ
—L‰”‚ح‚ٌ‚¾‚ب‚ج‚ةT12’†‰ط‚ً330“x‚ـ‚إڈم‚°‚ؤ‚â‚ء‚ئ
ٹî”آ‚ةƒnƒ“ƒ_ڈو‚è‚ـ‚µ‚½
گFپXژg‚ء‚ؤژژ‚³‚ب‚¢‚ئ‚ي‚©‚ç‚ٌ‚ب‚±‚è‚ل >>645
30”N‚‚ç‚¢‘O‚حژ²‘¾‚¢‚ج‚ئچׂ¢‚ج‚ًٹشˆل‚¦‚ب‚¢—l‚ة‚ب‚ٌ‚ؤ‚ ‚ء‚½‚¯‚ا‚¢‚آ‚ج‚ـ‚ة‚©Œ©‚ب‚‚ب‚ء‚½‚ب >>650
•vگFپX‚ئ”²‚¯‚ؤ‚é
T12’†‰ط‚ئ‚ج”نٹr‘خڈغ‚حFX600‚ح‚ٌ‚¾‚±‚ؤ‚إ‚·
270“xژw’è‚إ—L‰”ƒnƒ“ƒ_‚و‚—n‚¯‚ؤ‚ؤٹî”آ‚ة‚à‚و‚ڈو‚ء‚ؤ‚ـ‚µ‚½
T12’†‰ط‚ح‚±‚ؤگو”G‚ê‹ïچ‡‚ح‚خ‚ء‚؟‚è‚ب‚ج‚ة‚ب‚؛‚©330“x‚ـ‚إڈم‚°‚ؤ‚½
ژg‚¢•û‚و‚‚ي‚©‚ء‚ؤ‚ب‚¢‚ٌ‚¾‚낤‚ب T12‚جCŒ^‚إ’¼Œa2mm‚ھ—~‚µ‚¢‚ٌ‚¾‚ھپA–³‚¢‚و‚ثپH T12‚ح’ل”M—e—ت‚جƒRƒeگو‚ًچ‚ڈo—ح‚جƒqپ[ƒ^پ[‚إ‰·“xˆغژ‚·‚éƒVƒXƒeƒ€‚ب‚ج‚إڈ]—ˆ‚ج‚ح‚ٌ‚¾ƒSƒe‚ئ”ن‚ׂé‚ئŒ‹چ\“ءگ«‚ھˆل‚¤
‚»‚جŒ´—ڈمƒqپ[ƒ^پ[‚جڈo—ح‚ھ•s‘«‚·‚ê‚خ‰·“x‚ج‰ٌ•œ‚ح‘ه•‚ة’x‚ê‚éپB“dŒ¹‚ھ•ت‚ج’†‰طƒRƒ“ƒgƒچپ[ƒ‰‚ح“dŒ¹‚جڈo—ح‚ھژg—pٹ´‚ة’¼Œ‹‚·‚é
ƒRƒeگو‚ھ’†‰ط•i‚جڈêچ‡ƒRƒeگو‚ئƒqپ[ƒ^پ[ٹش‚ج”M’ïچR‚à•sˆہ—vˆِپB”M’ïچR‚ھ‘ه‚«‚¢‚ئ‰·“x‚ج‰ٌ•œ‚ھ’x‚ê‚é ‚·‚ف‚ـ‚¹‚ٌپAگو“ْDualshock4‚جƒTƒCƒRƒچٹî”صŒًٹ·‚إ‘ٹ’k‚³‚¹‚ؤ‚¢‚½‚¾‚¢‚½
ژز‚إپA‚»‚جŒمƒtƒ‰ƒbƒNƒX‚ئپA’ل—Z“_ƒnƒ“ƒ_‚ًچw“ü‚µ‚ؤچؤ’§گي‚µ‚ـ‚µ‚½پB
http://get.secret
.jp/pt/file/1642266232.jpg
ƒ_ƒپ‚إ‚µ‚½پB’ل—Z“_ƒnƒ“ƒ_‚ئŒ³‚جƒnƒ“ƒ_‚ھچ¬‚´‚ç‚ب‚¢‚و‚¤‚إ‚·پB
ƒAƒhƒoƒCƒX‚¢‚½‚¾‚¯‚ـ‚¹‚ٌ‚إ‚µ‚ه‚¤‚©پB >>655
>>12پ@‚ج1‚ً“ا‚ق
‚±‚ؤگوŒًٹ·‚حƒ}ƒXƒg
>>1-2پ@‚à‚آ‚¢‚إ‚ة“ا‚ق
‚±‚ؤگو‚¶‚ل‚ب‚‚ؤ‚±‚ؤ‚²‚ئ•د‚¦‚é‚ج‚à‚ ‚è >>656
‚²‚ك‚ٌ‰؛‚ح>>2-3‚جٹشˆل‚¢ ’ل—Z“_‚ح‚ٌ‚¾‚ھچ¬‚´‚ç‚ب‚¢‚ئŒ¾‚¤‚ج‚ھ‚ا‚¤‚¢‚¤ڈَ‹µ‚©‚³‚ء‚د‚è‚ي‚©‚ç‚ب‚¢
ƒ~ƒLƒTپ[‚إچ¬‚؛‚و‚¤‚ئ‚µ‚ؤ‚é‚ج‚©
ڑ®ڑؤ‚ة“ü‚ê‚و‚¤‚ئ‚µ‚ؤ‚é‚ج‚©
ڈَ‹µگà–¾‚ھ–³‚¢‚©‚ç‚ي‚ء‚©‚ٌ‚ثپ[ ‚¢‚âپA655‚جژتگ^Œ©‚è‚ل”»‚é‚ء‚µ‚ه
‚±‚ؤگو‚ھژ_‰»‚µ‰ك‚¬‚ؤ”M“`‚ي‚ء‚ؤ‚ب‚¢‚ثپiƒRƒe‚ج‘I‘ً‚©‚çƒ_ƒپ‚إ‚ح‚ ‚é‚ھپj ƒRƒe‚»‚ج‚à‚ج‚ھگج‚جƒjƒNƒچƒ€گü‚جƒRƒe‚ف‚½‚¢‚¾‚ثپA‚±‚جچغƒRƒe‚ًگV’²‚·‚é‚ظ‚¤‚ھ—ا‚¢‚©‚ئ >>655
ˆب‘O‰½“x‚àڈ¬ژèگو‚ةƒnƒ“ƒ_‚ھڈو‚ء‚ؤ‚¢‚ب‚¢‚ئŒ¾‚ي‚ꂽ•û‚إ‚µ‚ه‚¤‚©پH
‘ٹ•د‚ي‚炸‘S‘Rƒnƒ“ƒ_‚ھڈو‚ء‚ؤ‚¢‚ـ‚¹‚ٌ‚ھ‚±‚ê‚إ‚ح‚إ‚«‚é–َ‚ب‚¢‚إ‚·‚ث
‚ـ‚¸ڈ¬ژèگو‚ةƒnƒ“ƒ_‚ًڈو‚¹‚é‚ج‚ھ‰غ‘è
ƒLƒŒƒC‚ةƒnƒ“ƒ_‚ھڈو‚ê‚خ‚»‚ꂾ‚¯‚إ‰ًŒˆ‚¾‚ئ‚حژv‚¢‚ـ‚·‚ھپA
ڈ‰گSژز‚ح‚±‚±‚إ‚آ‚ـ‚أ‚‚±‚ئ‚ھ‘½‚¢‚إ‚·
ƒRƒe‚ھ‚ا‚¤‚ج‚±‚¤‚ج‚و‚èڈ¬ژèگو‚ةƒnƒ“ƒ_‚ًڈو‚¹‚³‚¦‚·‚ê‚خ”M‚ھ“`‚ي‚é‚ج‚إپA
‘O‚ةژw“E‚³‚ꂽ“_‚ً‚و‚“ا‚ف’¼‚µڈ¬ژèگو‚ةƒnƒ“ƒ_‚ًڈو‚¹‚邱‚ئ‚ة’§گي‚µ‚ؤ‚‚¾‚³‚¢
‚»‚ꂳ‚¦‚إ‚«‚ê‚خ‰½‚à”ƒ‚¢‘«‚³‚ب‚‚ؤ‚à‚إ‚«‚ـ‚·‚ھپA
‚»‚ê‚ھڈo—ˆ‚ب‚¢‚ئ‰·’²ƒRƒe‚ب‚اˆêژ®”ƒ‚¢چ‚ق‚µ‚©‚ب‚¢‚ئژv‚¢‚ـ‚·
‰؛‹L‚ج3–‡–ع‚جژتگ^‚ھƒnƒ“ƒ_‚ھڈو‚ء‚½ڈَ‘ش‚إ‚·
https://living-diy.blog.jp/archives/32075031.html >>655‚جƒRƒeگو‚جڈَ‘ش‚¾‚ئ‰½‚ً‚â‚ء‚ؤ‚à‚¤‚ـ‚‚¢‚©‚ب‚¢‚ئژv‚¤پB
چإڈ‰‚ة‚»‚±‚ً‚ ‚炽‚ك‚ؤ‚©‚ç‚إ‚ب‚¢‚ئپAگو‚ةگi‚ـ‚ب‚¢‚وپB
‚±‚±‚ًŒ©‚ة‚‚éگl‚إپA”¼“c•t‚¯‚ھ“‚¢پA‚ء‚ؤژv‚ء‚ؤ‚¢‚éگl‚ج‚¢‚‚ç‚©‚ح
“¯‚¶‚و‚¤‚ةپAƒJƒXƒJƒX‚جƒRƒeگو‚ة‚µ‚ؤ‚µ‚ـ‚ء‚ؤ‚¢‚é‚ئژv‚¤پB
‚»‚è‚ل‚»‚¤‚ب‚ء‚ؤ‚µ‚ـ‚ء‚ؤ‚¢‚½‚çپA”¼“c•t‚¯‚ح“‚¢پB >>654
‚»‚ج”M’ïچR‚ً‹qٹد“I‚ة”نٹr‚·‚é‚ة‚ح‚ا‚¤‚µ‚½‚ç‚¢‚¢‚©‚ب
ƒVƒ“ƒvƒ‹‚ةƒRپ[ƒ‹ƒhƒXƒ^پ[ƒg‚©‚ç320“x‚ـ‚إ‚إ‘ه‘ج7پ`8•bپAڈƒگ³‚à’†‰ط‚àچ·ˆظ‚ح‚ب‚¢
>>652
ژ©•ھ‚à‹¤ڈ»ƒnƒ“ƒ_‚ح320“x“–‚½‚è‚ھˆê”شژg‚¢‚â‚·‚¢‚ج‚إپA‚»‚ٌ‚ب‚à‚ج‚¾‚ئژv‚¤
”نٹrŒ³‚جfx600‚ھ–عگ·‚è‚و‚艷“xچ‚‚¢‚و‚¤‚ب‹C‚ھ‚µ‚ـ‚· >>655
‚ح‚ٌ‚¾‚±‚ؤژ_‰»‚µ‚·‚¬
‚ح‚ٌ‚¾‚ھƒ_ƒ}‚ة‚ب‚ء‚ؤ•\–تڈو‚è‚·‚¬
ƒpƒ^پ[ƒ“‚ئ•”•i‘S•”ƒ_ƒپ‚ة‚ب‚ء‚ؤ‚ب‚¢پH ‘¼‚جƒpƒ^پ[ƒ“‚جڈم‚ً‚ـ‚½‚¢‚إƒ_ƒ}‚ح‚ٌ‚¾ڈو‚¹‚ؤ‚é‚ج‚إ
‚±‚¤‚¢‚¤‚ج‚ً“\‚ء‚ؤ‚éژ“_‚إچr‚炵‚©‚ب‚ء‚ؤ‚¨‚à‚¤ >‚»‚ج”M’ïچR‚ً‹qٹد“I‚ة”نٹr‚·‚é‚ة‚ح‚ا‚¤‚µ‚½‚ç‚¢‚¢‚©‚ب
‰½‚ة‚à“–‚ؤ‚¸‚ة‰·“xڈمڈ¸‚ًŒ©‚ؤ‚àپAƒpƒڈپ[‚جˆع“®‚ھ‚ب‚¢‚ج‚إ’ïچR‚ج‰e‹؟‚ھ•\‚ê‚ة‚‚¢پB
“d—¬‚ھ—¬‚ê‚ب‚¯‚ê‚خپA“d’r‚ج“à•”’ïچR‚ةچ·‚ھ‚ ‚ء‚ؤ‚à“dˆ³‚ةچ·‚ھ•\‚ê‚ة‚‚¢‚ج‚ئ“¯‚¶پB
‰·“xگ§Œن‚ً‚©‚¯‚½‚çپAژہچغ‚جگ§Œن‰·“x‚جŒëچ·‚ھٹـ‚ـ‚ê‚ؤ‚µ‚ـ‚¤پB
‹َ‹C‚ة‚à“¦‚°‚邾‚낤‚¯‚ê‚اپA‘ه”¼‚ھƒRƒeگو‚ة“`‚ي‚éپA‚ئ‚¢‚¤‘O’ٌ‚إپA
ƒqپ[ƒ^پ[‚©‚çƒڈپ[ƒN‚ـ‚إ‚ج”M’ïچR‚ً‘ھ‚é‚ج‚ب‚çپA
ƒRƒeگو‚ً‰·“xگ§Œن‚¹‚¸‚ةپA“¯ˆê“d—ح‚ة‚ب‚é‚و‚¤‚ة’è“dˆ³‚إ‹ى“®‚µ‚ؤ
گو’[‚ً‘ه‚«–ع‚ج“؛•ذ‚ة‚ ‚ؤ‚ؤپA‚»‚ج“؛•ذ‚ج‰·“x‚إ”نٹr‚·‚é‚ئ‚©‚ح?
“؛•ذ‚ئƒRƒeگو‚جگعگG•”•ھ‚ح”¼“c‚ھ—n‚¯‚é‚®‚ç‚¢‚ج‰·“x‚إ‚ب‚¢‚ئپA”M‚ج“`‚ي‚è‚ھ
ˆ«‚‚ؤپA‚ا‚±‚ج”M’ïچR‚ً‘ھ‚ء‚ؤ‚¢‚é‚ج‚©‚ي‚©‚ç‚ب‚‚ب‚é‚ئژv‚¤‚¯‚اپB >>666
‰½‚ھŒ¾‚¢‚½‚¢‚ج‚©‘S‚‚ي‚©‚ç‚ٌ
•¶ژڑƒIƒiƒjپ[‚ح’ِپX‚ة >>655
”’Œُ(HAKKO) ‚±‚ؤگوƒ|ƒٹƒbƒVƒƒپ[ ƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg FS100-01
‚ً”ƒ‚ء‚ؤ”M‚µ‚½ƒRƒeگو‚ً“ث‚ءچ‚كپB >>668
‚½‚¾‚ج“¹‹ï‚ة‚»‚±‚ـ‚إ‹à‚©‚¯‚ؤ‚à‰“‰ٌ‚èژUچàژٹش‚ج–³‘ت‚·‚邾‚¯‚¾‚낤‚ة
‚ب‚ٌ‚ؤƒqƒh‚¢ڈ•Œ¾‚¾‚و
‚ي‚µ‚لپ[‹ƒ‚¢‚؟‚ل‚¤‚¼‚¢ ‚ئ‚¢‚¤‚©‚ا‚¤‚·‚ê‚خƒRƒeگو‚ھ‚±‚ٌ‚ب‚ة‚ب‚é‚ٌ‚¾پH
–³‰”ƒnƒ“ƒ_•t‚¯‚½‚ـ‚ـ’·ژٹش•ْ’u‚µ‚ؤگZگH‚³‚ꂽپH
Œ´ˆِ‚ج‹†–¾‚ئ‘خچô‚ً‚µ‚ب‚¢‚ـ‚ـگV‚µ‚¢ƒRƒeگو‚ً”ƒ‚ء‚ؤ‚à‰ًŒˆ‚µ‚ب‚¢‚ج‚إ‚ح
گج‚ح—L‰”ƒnƒ“ƒ_‚إ‰·’²‚ج‚ب‚¢ƒRƒe‚ًژg‚ء‚ؤ‚¢‚½‚¯‚اپAژ…ƒnƒ“ƒ_‚ج
ƒtƒ‰ƒbƒNƒX‚إژ•‚ھ—§‚½‚ب‚¢‚ظ‚ا‚ة‚ب‚ء‚½‚±‚ئ‚ح‚ب‚¢‚ب
‰·’²‚و‚èƒRƒeگو‚ً’ة‚ك‚â‚·‚¢‚ج‚حٹm‚©‚¾‚ئژv‚¤‚¯‚ا ’ل—Z“_ƒnƒ“ƒ_‚جژو‚èٹO‚µƒLƒbƒg‚ح
—L‰”ƒnƒ“ƒ_—p‚ج‚ئ
–³‰”ƒnƒ“ƒ_—p‚ج‚ئ‚ھ‚ ‚邯‚ا
‚؟‚ل‚ٌ‚ئ–³‰”—p‚ج”ƒ‚ء‚½پH >>671
‘fگl‚جچ ‚حƒrƒjپ[ƒ‹‚ة‰ں‚µ•t‚¯‚½‚è‚â‚ء‚ؤ‚½
‘½•ھژ—‚½‚و‚¤‚بژ–‚µ‚½‚ٌ‚¶‚ل‚ب‚¢‚©
‚ ‚ئ
ƒRƒe‚ھژg‚¢•¨‚ة‚ب‚ç‚ٌ
”ƒ‚¢‘ض‚¦کH‚ë‚ئŒ¾‚¤‚¾‚¯‚µ‚©‚ب‚¢ >>667
>‰½‚ھŒ¾‚¢‚½‚¢‚ج‚©‘S‚‚ي‚©‚ç‚ٌ
”M’ïچR‚ج”نٹr‚ج•û–@‚¾‚وپB
ژ©•ھ‚ة•ھ‚©‚é‚و‚¤‚ة‚¢‚ء‚ؤ‚‚ê‚ب‚¯‚ê‚خƒIƒiƒjپ[‚ء‚ؤŒ¾‚¤‚ٌ‚¾‚ثپB >>673
ٹm‚©‚ةژ÷ژ‰‚ً—n‚©‚·‚ج‚ةژg‚ء‚½‚è‚·‚é‚ئƒnƒ“ƒ_‚ھڈو‚è‚ة‚‚‚ب‚é‚ب
‚»‚¤‚إ‚ ‚é‚ب‚ç‚ـ‚¸ƒRƒeگو‚ً•د‚¦‚é‚ب‚èƒRƒe‚ً•د‚¦‚é‚ب‚肵‚ؤ
‚»‚ج‚و‚¤‚بژg‚¢•û‚ًچT‚¦‚é‚ج‚ھگوŒˆ‚¾
‚ ‚ئ‘OƒXƒŒ‚إ‚àڈ‚ب‚©‚炸–â‘è“_‚ًژw“E‚³‚ê‚ؤ‚¢‚½‚ھ
‚»‚ê‚ç‚ة‘خڈˆ‚µ‚½Œ`گص‚ھŒ©‚ؤژو‚ê‚ب‚¢
ڈذ‰î‚³‚ꂽHAKKO“™‚ج‹³چق‚إ•×‹‚µ‚½•—‚ة‚àŒ©‚¦‚ب‚¢
ژg—p‚µ‚ؤ‚¢‚éƒnƒ“ƒ_‚ج‘gگ¬‚·‚çڈ‘‚¢‚ؤ‚ب‚¢‚و‚¤‚ب
‚±‚ê‚إ‚ح>>665‚ھŒ¾‚¤‚و‚¤‚ةچr‚炵(’ق‚è)‚ئژv‚ي‚ê‚ؤ‚à‚â‚ق‚ً“¾‚ب‚¢ >>674
ƒIƒiƒjپ[‚ـ‚¾‚â‚ء‚ؤ‚ٌ‚إ‚·‚©‚¢
‚»‚ë‚»‚ë‚â‚ك‚ب‚³‚¢ >>666
ƒRƒeگو‚ئƒqپ[ƒ^پ[ٹش‚ج”M’ïچR‚جکb‚ھ‚ب‚ٌ‚إƒڈپ[ƒN‚ـ‚إ‚جکb‚ةپH
‚ ‚ئ‰·“xگ§Œن‚³‚¹‚¸‚ة‘ھ’è‚ء‚ؤ‚ج‚à–ت“|‚·‚¬پA‚·‚ـ‚ٌ‚ھ‚»‚±‚ـ‚إ‚â‚é‹C‚ة‚ب‚ê‚ب‚¢ ‚½‚µ‚©‚ةپAŒ³ƒlƒ^‚حƒRƒeگو‚ئƒqپ[ƒ^پ[‚جٹش‚جکb‚ب‚ٌ‚¾‚¯‚اپAƒRƒeگو‚جژg‚¢‚â‚·‚³‚ح
‘خڈغ•¨‚ـ‚إ‚ج”M‚ج“`‚ي‚è‚â‚·‚³‚¾‚µ‚ثپB“؛ƒRƒA‚ج‘¾‚³‚â“SƒپƒbƒL‚جŒْ‚³‚ة‚àˆث‘¶‚·‚邵
‚±‚ê‚حƒRƒeگو‚ة‚و‚ء‚ؤˆل‚ء‚ؤ‚‚éپB
ƒRƒeگو‚ئƒqپ[ƒ^پ[‚جٹش‚ج”M’ïچR‚ج”نٹr‚ةŒہ‚ء‚ؤ”نٹr‚·‚é‚ب‚çپAƒRƒeگو‚جگو’[•”•ھ‚ً
“¯‚¶‚و‚¤‚ةچي‚è—ژ‚ئ‚µ‚½ڈم‚إپA>>666‚ج‚و‚¤‚ة‚»‚جچي‚è—ژ‚ئ‚µ‚½گو’[‚ً‘ه‚«‚ك‚ج“؛•ذ‚ة“–‚ؤ‚ؤ
‰·“x‚ًŒv‘ھ‚·‚é‚ئ—ا‚¢‚ئژv‚¤پB
>‚ ‚ئ‰·“xگ§Œن‚³‚¹‚¸‚ة‘ھ’è‚ء‚ؤ‚ج‚à–ت“|‚·‚¬
‰·“xگ§Œن‚³‚¹‚½ڈَ‘ش‚إƒqپ[ƒ^پ[‚ة“ٹ“ü‚·‚éƒpƒڈپ[‚ً‘ھ‚é‚ظ‚¤‚ھ–ت“|‚¶‚ل‚ب‚¢‚ج‚©‚ب?
‘ٹ‘خ”نٹr‚ب‚ç
پE‚²‚چׂ¢”M“d‘خˆبٹO‚ة‰½‚ة‚àگعگG‚³‚¹‚ب‚¢ڈَ‘ش‚إ‰·“xگ§Œن‚ً‚³‚¹‚ؤ‰·“xچZگ³‚ًچs‚¤پB
پEچي‚è—ژ‚ئ‚µ‚½گو’[‚ًگعگG‚³‚¹‚½‘خڈغ•¨‚ج‰·“x‚ھ“¯‚¶‚ة‚ب‚é‚و‚¤‚ةپAƒRƒ“ƒgƒچپ[ƒ‰‚ج‰·“xگف’è‚ً•د‚¦‚éپB
‰·“xگف’è‚ھ’ل‚چد‚ق•û‚ھ”M’ïچR‚ھڈ¬‚³‚¢‚à‚جپB
‚²‚چׂ¢”M“d‘خˆبٹO‚ة‰½‚ة‚àگعگG‚³‚¹‚ب‚¢ڈَ‘ش‚إ‚ج—§‚؟ڈم‚ھ‚èژٹش‚¾‚¯‚¾‚ئپA”M’ïچR‚ج”نٹr‚ة‚ح‚ب‚ç‚ب‚¢پB
ڈ‚ب‚‚ئ‚àپAƒRƒeگو“؛ƒRƒA•”•ھ‚جڈd‚³‚ح‚ي‚©‚ç‚ب‚¢‚ئ‚¢‚¯‚ب‚¢‚ح‚¸پB(‚إ‚ب‚¢‚ئپA“؛ƒRƒA•”•ھ‚ًڈ¬‚³‚‚µ‚ؤ
‚ ‚ê‚خپA”M’ïچR‚ھچ‚‚‚ؤ‚à—§‚؟ڈم‚ھ‚è‚ح‘پ‚‚ب‚é) >>669
>‚½‚¾‚ج“¹‹ï‚ة‚»‚±‚ـ‚إ‹à‚©‚¯‚ؤ
‚ؤŒ¾‚ء‚ؤ‚à400‰~‚‚ç‚¢‚¾‚¼پB
‚±‚ؤگوƒ|ƒٹƒbƒVƒƒپ[ ‚ح”¼“c•t‚¯‚ة‚ح•Kگ{‚¾‚©‚ç
ˆê‚آ”ƒ‚ء‚ؤ‚¨‚‚ׂ«‚¾‚ëپB •Kگ{‚إ‚·‚©پHپ@‘S‘Rژg‚ء‚ؤ‚¢‚ـ‚¹‚ت‚ھپEپEپEپG ƒSƒپƒ“ƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg‚جژ–‚©‚ئژv‚ء‚½‚ç•ت‚ج–¼‘O‚¾‚ء‚½پEپEپE
ƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg‚حژ€‘ ‚µ‚ؤ‚邯‚اپAƒ|ƒٹƒbƒVƒƒپ[‚ح‚»‚à‚»‚àپ@‚à‚ء‚ؤ‚ب‚¢‚â ‚ئ‚è‚ ‚¦‚¸ڈ¬ژèگو‚ةƒnƒ“ƒ_‚ًڈو‚¹‚邾‚¯‚ب‚çپAƒTƒ“ƒhƒyپ[ƒpپ[‚ًژ‚ء‚ؤ‚ê‚خˆê”ش—ا‚¢‚ھپA
ƒJƒbƒ^پ[‚إچي‚é‚ئ‚©پAƒRƒ“ƒNƒٹپ[ƒg‚إچي‚é‚ئ‚©گFپX•û–@‚ح‚ ‚é
چ»ڈء‚µ‚âƒپƒ‰ƒ~ƒ“ƒXƒ|ƒ“ƒW‚إ‚à‚إ‚«‚é‚©‚à‚µ‚ê‚ب‚¢
ڈ¬ژèگو‚ھƒ_ƒپ‚ة‚ب‚ء‚ؤ‚àŒ³پX‚¾‚©‚ç‚ب‚ٌ‚إ‚àژژ‚µ‚ؤ‚ف‚ê‚خ—ا‚¢ >>682
‚ئ‚ؤ‚àچ‡—“IپB‚ا‚¤‚¹ژج‚ؤ‚é‚ج‚¾‚ء‚½‚ç‚â‚ء‚ؤ‚µ‚ـ‚¦‚خپA‚إ‚·‚ثپB
>>679
ƒAƒ}ƒ]ƒ“‚ظ‚©‚¢‚‚آ‚©‚ج’ت”ج“X‚ھƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg FS100-01‚ة
پu‚±‚ؤگوƒ|ƒٹƒbƒVƒƒپ[ ƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg FS100-01پv‚ء‚ؤƒ^ƒCƒgƒ‹‚ً•t‚¯‚ؤ‚¢‚é
‚¯‚ê‚اپA(dp/B002MRR1QA)
”’Œُ‚حپA‚»‚¤‚حŒ¾‚ء‚ؤ‚ب‚¢‚و‚¤‚ةŒ©‚¦‚éپB
https://www.hakko.com/japan/products/hakko_fs100.html
400‰~‚ء‚ؤŒ¾‚ء‚ؤ‚é‚ي‚¯‚¾‚©‚çپAFS100‚ج‚±‚ئ‚¾‚و‚ث?
Polisher ‚حپu–پ‚‚à‚جپv‚¾‚©‚çFS100‚حˆل‚¤‚ئژv‚¤پB
”’Œُ‚ھƒ|ƒٹƒbƒVƒƒپ[‚ئŒؤ‚ٌ‚إ‚¢‚é‚ج‚حپ«
https://www.hakko.com/japan/products/hakko_ft700.html ƒRƒeگو‚ة”¼“c‚ھڈو‚è‚ة‚‚¢ژ‚ج‘خڈˆ•û–@‚à‚ـ‚ئ‚ك‚ؤ‚‚ê‚ؤ‚½‚ٌ‚â‚بپEپEپE
https://www.hakko.com/japan/support/maintenance/detail.php?seq=82 >>684
‚»‚è‚لƒeƒ“ƒvƒŒˆؤŒڈ‚¾‚낤‚µ‚ب goot ƒ`ƒbƒvƒٹƒtƒŒƒbƒTپ[‚à‚ظ‚ع“¯‚¶ HAKKO‚âgoot‚جƒ`ƒbƒvƒٹƒtƒŒƒbƒTپ[‚ج‰Œ‚ً‹z‚¤‚ئ‘ج‚ةˆ«‚»‚¤‚¾‚و‚ب >>687
‚ ‚جژhŒƒڈL‚¾‚¯‚حچD‚«‚ة‚ب‚ê‚ب‚¢‚ب–ع‚à‚ب‚ٌ‚©ںژ‚ف‚邵 >>679
•Kگ{‚ب‚ٌ‚ؤ•·‚¢‚½‚±‚ئ‚ب‚¢‚ٌ‚¾‚ھ
ƒGƒrƒfƒ“ƒX‚ ‚é‚ب‚狳‚¦‚ؤ‚و >>682
‚»‚ê‚ھڈo—ˆ‚é‚ج‚ح“؛گو‚¾‚ë
چ،‚ا‚«‚جگ¸–§ƒpپ[ƒc—p‚ة‚»‚ٌ‚ب‚±‚ؤگو‚جژè’i‚ھ’ت‚¶‚é‚ج‚¾‚낤‚©پH >>690
“SƒپƒbƒL•i‚إڈ\•ھ‚إ‚«‚é
ƒ`ƒbƒvƒٹƒtƒŒƒbƒTپ[‚ب‚اƒPƒ~ƒJƒ‹‚إ‘خڈˆ‚إ‚«‚ب‚¢ڈêچ‡‚إ‚àƒTƒ“ƒhƒyپ[ƒpپ[‚ب‚çٹyڈں
•ت‚ةژ؟–âژز‚حگ¸–§ƒpپ[ƒc‚ب‚ٌ‚ؤŒ¾‚ء‚ؤ‚ب‚¢‚µ‚ث
‚±‚جڈêچ‡پAچي‚è‰ك‚¬‚ؤ“؛‚ھڈo‚½‚ئ‚µ‚ؤ‚à“ء‚ة–â‘è‚ح‚ب‚¢‚µ‚ث >>690
“SƒپƒbƒL‚ـ‚إچي‚ç‚ب‚¢‚و‚¤‚ةŒy‚‚â‚é’ِ“x‚ب‚ç–â‘è‚ب‚¢
ژ_‰»–Œ‚ھ”–‚‚ب‚èˆê•”‚إ‚àƒnƒ“ƒ_‚ھڈو‚é‚و‚¤‚ة‚ب‚ء‚½‚çپA‚ ‚ئ‚حƒtƒ‰ƒbƒNƒX‚آ‚¯‚ؤگ@‚¤‚ج‚ًŒJ‚è•ش‚¹‚خ—ژ‚ئ‚¹‚é
ƒgƒŒپ[‚ة“ü‚ء‚½ƒtƒ‰ƒbƒNƒXƒyپ[ƒXƒg‚ة‚±‚ؤگو“ث‚ءچ‚ٌ‚¾‚肵‚ؤ‚é >>691
‚ب‚é‚ظ‚ا
•پ’ت‚ج‚±‚ؤگو‚ح•،گ”‹à‘®–Œ‚إچى‚ç‚ê‚ؤ‚é‚©‚çچي‚é‚ب‚ٌ‚ؤ”ٌڈيژè’i‚ئ‚µ‚©ژv‚ء‚ؤ‚ب‚©‚ء‚½ >>692
ˆّ—p“¦‚µ‚ؤ‚½
“¯‚¶‚‚ ‚è‚ھ‚ئ•×‹‚ة‚ب‚è‚ـ‚· ƒvƒŒƒXƒe‘ٹ’kژه‚حچr‚炵‚إ—ا‚¢
‚ ‚ٌ‚ب–³’ƒ‹ê’ƒ‚بƒ_ƒ}‹ط‚ح‚ٌ‚¾ژتگ^Œ©‚¹‚ç‚ê‚ؤ‚à‰½‚ة‚à‚إ‚«‚ٌ
ˆب‘O‚ج‘ٹ’kژ‚ة‚ح‚ٌ‚¾‚±‚ؤ”ƒ‚¢ٹ·‚¦‚ë‚ئŒ¾‚ي‚ê‚ؤ‚¢‚½‚¾‚ë
‰½‚à‚¹‚¸ƒRƒmƒUƒ}پ[ ‘OƒXƒŒ‚إ‚ح‚ٌ‚¾ƒSƒe‚»‚ء‚؟‚ج‚¯‚إ’ل—Z“_ƒnƒ“ƒ_‚ًƒvƒbƒVƒ…‚µ‚ؤ‚¢‚½“z‚حگس”Cژو‚ê‚و‚ب‚— ’ل—Z“_ƒnƒ“ƒ_ƒLƒbƒg‚حƒtƒ‰ƒbƒNƒX‚ج•û‚ھٹج‚ب‚ج‚إ‚حپc(^p^;) ‰½‚ن‚¤‚ؤ‚ٌ‚ث‚ٌ
‚؟‚ل‚¤‚يƒ{ƒP
‚ظ‚ٌ‚ـٹ¬”E‚ب ‚â‚ء‚د‚艷’²ƒRƒe‚إ‚â‚锼“c•t‚¯‚حٹب’P‚إ‚¢‚¢‚و‚ثپB
‚±‚ٌ‚ب‚±‚ئ‚ب‚ç‚à‚ء‚ئ‘پ‚‰·’²ƒRƒe‚ً”ƒ‚¤‚ׂ«‚¾‚ء‚½پB پôپc‘ه’n‚ً–J‚ك‚وپ@ڈج‚¦‚و“y‚ًپ@‰·’²‚ج–L‚©‚بپ`(^p^) >>700
FX600‚ًژ]‚¦‚وƒGپ[پ[ƒCƒپƒ“پI
‚µ‚©‚µ””„‚©‚ç10”N‚ظ‚اŒo‚ء‚ؤ‚é‚ٌ‚¾‚ب
–¢‚¾‚ةŒ©—ٍ‚肵‚ب‚¢—ا‚¢گ»•i‚¾ ‘¼‚جƒپپ[ƒJپ[‚ھ‚¾‚炵‚ب‚·‚¬ چ،‚ب‚çpx-201‚ج•û‚ھپiamazon‚إپjˆہ‚¢ڈم‚ةƒnƒCƒpƒڈپ[
px-280‚à—ا‚³‚»‚¤‚¾‚و
ژg—pٹ´‚ح’m‚ç‚ٌ >>704
‚±‚ؤگو”نٹrBlog‚©‰½‚©‚إŒ©‚½‚ئژv‚¤‚ٌ‚¾‚¯‚ا
‘½•ھ2”N‚ظ‚ا‘O‚©‚ب
PXŒn‚ح‰·“x‚ھƒYƒŒ‚·‚¬‚ئ‚¢‚¤•]‰؟ژَ‚¯‚ؤ‚½‹C‚ھ‚·‚é
چ،‚ج‚ح‘هڈن•v‚ب‚جپH
FX600ژg‚ء‚ؤ‚鉴‚¾‚¯‚اƒ„ƒj‚ج”ٍ‚ر‹ïچ‡‚إ”»’f‚µ‚ؤ‚é‚©‚ç
30“x‚‚ç‚¢ˆل‚ء‚ؤ‚à‚ ‚ٌ‚ـ‚è‹C‚ة‚µ‚ب‚¢‚¯‚ا‚³ ‚»‚جŒëچ·‚ھ–ˆ‰ٌ“¯‚¶چ·•ھ‚ب‚ç
ƒ_ƒCƒ„ƒ‹‚ب‚ç–عگ·‚è‚ً•`‚«’¼‚¹‚خƒˆƒVپI
ƒfƒWƒ^ƒ‹‚ب‚çˆأژZ‚©پHپ@ŒWگ”‚ب‚ج‚©ƒIƒtƒZƒbƒg’l‚ب‚ج‚©‚إ‚؟‚ئ–ت“|‚¾‚بپBپBپB
‚µ‚©‚µƒYƒŒ‚é•ûŒü‚ھ–ˆ‰ٌ—x‚é‚ب‚çژg‚¦‚تژ肾‚ھپBپBپBپ@‚ا‚¤ƒYƒŒ‚é‚ج‚¾‚낤پH ƒqپ[ƒ^پ[‰·“x‚ھ—x‚é‚ئ‚حچl‚¦‚ة‚‚¢‚ج‚إپA‚±‚ؤگو‚²‚ئ‚ج‚¸‚ꂶ‚ل‚ب‚¢‚©‚ب
•،گ”‘نژg‚¤‚ب‚ç•\ژ¦‰·“x‚جˆل‚¢‚ح‹C‚ة‚ب‚邯‚اپAˆê‘ن‚µ‚©ژg‚ي‚ب‚¢‚©‚çڈپX‚جƒYƒŒ‚ب‚ç‹C‚ة‚ب‚ç‚ب‚¢پiƒIƒtƒZƒbƒg‚إ‚àŒWگ”‚إ‚àپj
hakko‚ف‚½‚¢‚ة‚±‚ؤگو‰·“xƒOƒ‰ƒtڈo‚µ‚ؤ‚‚ê‚é‚ئ‚¢‚¢‚ث
“¯ڈًŒڈ‚ئ“¾ˆسڈًŒڈˆت‚إ ”¼“c‚²‚ؤˆê–{‚¾‚¯‚¾‚ئپA”¼“cچى‹ئ’†‚ةƒRƒeگو‚ًچׂ¢‚â‚آپE‘¾‚¢‚â‚آ‚ةŒًٹ·‚·‚é‚ج‚ھ–ت“|‚¾‚ئژv‚¤‚ٌ‚¾‚ھپA
ٹF‚³‚ٌƒRƒe‚ح‰½–{ژg‚¢‚ـ‚·‚©پH ‘o“ھژ®‚جƒRƒeگو‚ًٹJ”‚·‚ê‚خپEپEپE ‰ٌ‚·‚ئ‘¾‚³‚ھ•د‚ي‚éڈ¬ژèگو‚ ‚ê‚خ‚¢‚¢‚بپB goot‚ء‚ؤژ÷ژ‰•”•ھˆبٹO‚حˆہ‚ء‚غ‚¢ƒCƒپپ[ƒW‚ھ‚ ‚é‚ج‚حژذ“à‚جƒfƒUƒCƒiپ[‚جڈٹˆ×‚ب‚ٌ‚¾‚낤‚بپB ‰´‚à2–{•ہ‚ׂؤ‚é
چׂ¢‚±‚ؤگو‚جFX600 ‚ئ‘¾‚¢‚±‚ؤگو‚إ‰آ•دƒpƒڈپ[‚جƒvƒŒƒXƒg >>708
FX600چD‚«‚ج‰´‚¾‚¯‚ا
T12’†‰ط”ƒ‚ء‚½‚©‚çچ¢‚éژ–‚ح‚ب‚¢‚و
‚»‚à‚»‚àچׂ¢ƒpƒ^پ[ƒ“‚àƒtƒ‰ƒbƒNƒX“h‚ء‚ؤ‚â‚ê‚خ‘¾‚¢‚±‚ؤگو‚إ‚à‘S‚–â‘è‚ب‚©‚ء‚½ >>708
•پ’i‚ح1–{پi1‘ن)‚¾‚¯‚اپAچى‹ئ’†‚ةƒRƒeگو‚ً‚و‚Œًٹ·‚·‚é
T12Œn‚ب‚ج‚إƒڈƒ“ƒ^ƒbƒ`Œًٹ·‚إ‚·‚®—§‚؟ڈم‚ھ‚ء‚ؤ20•b‚à‚ ‚ê‚خژں‚جچى‹ئ‚ة“ü‚ê‚é
ڈ@‹³ڈم‚ج——R‚ئ‚©’†‰طŒ™‚¢‚إ‚ب‚¯‚ê‚خپAKSGER‚¨‚·‚·‚ك
goot‚جPX-280‚و‚è‚حˆہ‚¢‚— چH‹ï‚ب‚µ‚إƒRƒeگو‚ً”²‚«چ·‚µ‚إ‚«‚鉷’²‹@‚ھ‚ ‚ê‚خپA2–{ژg‚¢‚ج•K—vگ«‚ح’ل‚‚ب‚é‚ثپB
‚ئ‚ح‚¢‚ء‚ؤ‚àپAFX-600‚إ‚àD‚ج1.6‚ھ‚ ‚ê‚خپA1608‚âƒsƒbƒ`0.4‚جQFP‚®‚ç‚¢‚©‚çپAƒXƒCƒbƒ`پAƒ{ƒٹƒ…پ[ƒ€
‚ف‚ج‚ق‚µƒNƒٹƒbƒv‚®‚ç‚¢‚حƒJƒoپ[‚إ‚«‚邵پB 1–{‚إƒ}ƒ‹ƒ`‚ةژg‚¤‚ئ‚¢‚¤کb‚¾‚ئپAKŒ^‚ھ“_پ^گüپ^–ت‚ھژg‚¦‚é‚ج‚إˆسٹO‚ئ–œ”\‚¾‚ء‚½‚è‚·‚é چ،‚ج‚ئ‚±‚ëD24ˆê–{
ٹpژg‚¦‚خƒtƒ@ƒCƒ“ƒsƒbƒ`‚à‚¢‚¯‚é Œ‹‹اCF2‚µ‚©ژg‚ء‚ؤ‚ب‚¢
‚ح‚ٌ‚¾ڈم‚°‚ئ‚©‘ٹژè‚ج”M—e—ت‚ھ‘ه‚«‚¢‚à‚ج‚¾‚ئڈ¬ژèگو•د‚¦‚é‚©‚ب
1‘ن‚إ‚àژ‚ؤ—]‚µ‚ؤ‚é Œ^”ش‚و‚è
¶Œ`‚ئ‚©‰~–ت‚ئ‚©Œ¾‚ء‚ؤ‚ظ‚µ‚¢
‚ ‚ئƒyƒ“Œ^‚ء‚ؤ’N‚àژg‚ي‚ب‚¢‚جپH ƒ`ƒbƒv•”•i‚ھ–§ڈW‚µ‚ؤ‚¢‚é‚ئ‚±‚낾‚ئƒyƒ“Œ^‚¶‚ل‚ب‚¢‚ئ“–‚ؤ‚ç‚ê‚ب‚¢‚±‚ئ‚ح‚ ‚é‚ٌ‚²پB
‚ ‚ئ‚ح‚ ‚ꂾپApen-pineapple-apple-pen‚ًچى‚éژ‚حƒyƒ“Œ^‚ج“ئ،ڈê(^p^) >>721
‚©‚½‚؟‚ً•\Œ»‚·‚錾—t‚حپAƒپپ[ƒJپ[‚ھ‚آ‚©‚ء‚ؤ‚é‚ي‚¯‚إ‚à‚ب‚¢‚µپA
Œ¾—t‚©‚ç‚ ‚ب‚½‚ھƒCƒپپ[ƒW‚·‚éژہ•¨‚ئپA‚ظ‚©‚جگl‚ھƒCƒپپ[ƒW‚·‚éژہ•¨‚ھˆê’v‚µ‚ب‚¢‹°‚ê‚ھپA
Œ^ژ®‚إ‚ج•\Œ»‚و‚èچ‚‚‚ب‚éپB
‚à‚µپuژ©•ھ‚ج‚ـ‚ي‚è‚ج‚ف‚ٌ‚ب‚ح‚±‚جŒ¾—t‚إ’ت—p‚·‚éپv‚ج‚¾‚ئ‚µ‚ؤ‚àپA‚ـ‚ي‚è‚ج‚ف‚ٌ‚ب‚إ‚ب‚¢گl‚ة‚ح
’ت—p‚·‚é‚©‚ا‚¤‚©‚ي‚©‚ç‚ب‚¢پB
پuƒRƒeگو D24پvپuƒRƒeگو CF2پv
پuƒRƒeگو ¶Œ`پvپuƒRƒeگو ƒyƒ“Œ^پv
‚إGoogleŒںچُ‚µ‚ؤ‚ف‚ê‚خپAŒ^”ش‚إ•\Œ»‚·‚é•û‚ھ‚و‚è“Iٹm‚ب‚±‚ئ‚ھ‚ي‚©‚é‚ح‚¸پB
ƒپپ[ƒJپ[‚âƒVƒٹپ[ƒY‚ة‚و‚ء‚ؤژg‚¢ڈںژè‚ح•د‚ي‚é‚©‚çپAŒ^ژ®ƒtƒ‹ƒlپ[ƒ€‚ھ‚ش‚ê‚ھ‚ب‚‚ؤ‚¢‚¢پB
‚ئ‚±‚ë‚إƒyƒ“Œ^‚ء‚ؤT18-B‚ف‚½‚¢‚بƒRƒeگو‚ج‚±‚ئ‚ًŒ¾‚ء‚ؤ‚é‚ج? B/C/D‚ئ‚©ˆê•¶ژڑ‚¾‚ئ‚ظ‚عƒپپ[ƒJپ[–â‚ي‚¸‹¤’ت‚ف‚½‚¢‚¾‚¯‚اپA‚ا‚±‚ھŒ¾‚¢ڈo‚µ‚½‚ج‚¾‚낤 CF2‚ء‚ؤگو’[‚ج–ت‚ج‚ف”¼“cƒپƒbƒL‚ء‚ؤ‚â‚آ‚إ‚µ‚هپB
‚±‚êژg‚¢ˆص‚¢‚و‚ثپB B/C/D‚حJIS‹Kٹi‚ةچع‚ء‚ؤ‚é•ھ•ت‚¾‚ء‚½‚ئژv‚¤‚ھپA”ڈث‚ھ‚ا‚±‚©‚ح‚ي‚©‚ç‚ٌ‚ب
‚µ‚©‚µAŒ^‚±‚ؤگو‚ح‚ظ‚ئ‚ٌ‚اڈo‚ؤ‚±‚ب‚¢‚ب >>705
پ„‚±‚ؤگو”نٹrBlog‚©‰½‚©‚إŒ©‚½‚ئژv‚¤‚ٌ‚¾‚¯‚ا
پ„‘½•ھ2”N‚ظ‚ا‘O‚©‚ب
پ„PXŒn‚ح‰·“x‚ھƒYƒŒ‚·‚¬‚ئ‚¢‚¤•]‰؟ژَ‚¯‚ؤ‚½‹C‚ھ‚·‚é
‚±‚ٌ‚ب‚ج‚ ‚ء‚½‚ٌ‚¾
’m‚ç‚ٌ‚©‚ء‚½ >>723
Œ¾‚¢‚½‚¢ژ–‚ح•ھ‚©‚é‚ھ’m‚ء‚ؤ‚¢‚ؤ“–‘R‚ئ‚©’²‚ׂؤ“–‘R‚ئ
‚ـ‚½‚ا‘fگl‚©‚ئ”غ’è“I‚ة‚ب‚ء‚ؤ‚ب‚¢پH >>728
BŒ^‚ئ‚©CŒ^‚ئ‚©‚ح‚ٌ‚¾‚²‚ؤ‚جƒJƒ^ƒچƒO‚ة‚à•پ’ت‚ةڈ‘‚©‚ê‚ؤ‚¢‚éپB
‚ئ‚¢‚¤‚±‚ئ‚حƒJƒ^ƒچƒO‚àŒ©‚½‚±‚ئ‚ھ‚ب‚¢‚ئ‚¢‚¤‚±‚ئپB ‚«‚لپ[‚«‚àپ[‚¢
ƒJƒ^ƒچƒO“¶’ه‚ھژح‚³‚ê‚é‚ج‚ح
ڈ¬ٹwگ¶‚ـ‚إ‚¾‚و‚ثپ[ƒLƒƒƒnƒnپiAA—ھ گ¸گ_“I–¢ڈn‚ب‚à‚ج‚ھ”‹¶‚·‚éƒlƒ^ڈo‚µ‚ؤ‚·‚ـ‚ٌ‚ث
‚و‚ژg‚¤HAKKO‚¾‚ئ‚ا‚¤‚¾‚낤‚ئ’²‚ׂé‚ئ‚±‚ٌ‚ب‚جڈo‚½
BC‰~گچپADƒ}ƒCƒiƒXƒhƒ‰ƒCƒoپ[پH‰´‚حƒNƒTƒrŒ`Œ¾‚ء‚ؤ‚é‚ٌ‚¾‚ھ
‚±‚ج2‚آ‚ًژه‚ةژg‚ء‚ؤ‚é
https://www.hakko.com/japan/support/maintenance/detail.php?seq=71 ƒJƒ^ƒچƒO‚ًŒ©‚ê‚خ‚ي‚©‚é‚ئ“ث‚ء‚د‚ث‚é‚ج‚àچ“‚ب‚¨گl‚¾‚و‚بپB 731‚³‚ٌ‚ھ‚و‚ژg‚¤‚à‚ج‚ھHAKKO
گ¸گ_“I–¢ڈn‚ب(^p^)‚ھHAKKYO
چa•t‚ھ‚½‚ئ‚¢‚¤‚ج‚ھ–ت”’‚»‚¤‚إˆê“xژg‚ء‚ؤ‚ف‚½‚¢‚ٌ‚¶‚ل‚ں‚ں‚ں‚ں‚ں‚ں‚ں‚ں‚ں(‚²—v–]‚ة‚¨‰‚¦‚µ‚ؤ”‹¶‚µ‚ؤ‚ف‚ـ‚·‚½) DŒ^‚ء‚ؤƒ}ƒCƒiƒXƒhƒ‰ƒCƒoپ[Œ^‚¾‚¯‚ا‰´‚ة‚حژg‚¢گh‚¢پB
DŒ^‚ح—¼–ت‚ھژg‚¦‚é‚ھ‚ا‚¤Œ¾‚¤ژg‚¢•û‚·‚é‚جپH
‰´‚حCŒ^‚إگو’[‚ھژخ‚كƒJƒbƒg‚µ‚ؤ‚ ‚é‚â‚آ‚ھچD‚«‚ب‚ج‚¾‚ھپB ƒJƒ^ƒچƒO“ا‚ك‚ب‚¢Œںچُ‚إ‚«‚ب‚¢‚ئ‚©‚¨‚¶‚¢‚؟‚ل‚ٌ‚إ‚آ‚©پH
ژ„‚ح–¢ڈn‚ب‚ن‚ئ‚èچإڈIگ¢‘م‚إ‚·‚ھ
ژ©•ھ‚إ’²‚ׂ邱‚ئ‚‚ç‚¢‚ح‚إ‚«‚ـ‚·‚وپB >>735
“½–¼‚¶‚ل‚ب‚«‚لڈo—ˆ‚ب‚¢‚ٌ‚إ‚µ‚هپH
گe‚ھƒNƒY‚ب‚ٌ‚¾‚낤‚ب ‰½‚إ‚à‚©‚ٌ‚إ‚àٹO‚ج‚à‚ج‚ًŒ©‚½‚è“ا‚ٌ‚¾‚è‚·‚ê‚خ‚¢‚¢‚ئ“ث‚ء‚د‚ث‚é‚ج‚ب‚çپA
‚±‚±‚ة—ˆ‚ؤ‰½‚àŒê‚é•K—v‚ب‚¢‚و‚بپB Œِژ®‚جژ‘—؟‚ً”غ’肵‚ؤ‚¢‚é‚ج‚ح—کٹQٹضŒW‚ج‚ ‚éƒAƒtƒBƒ`ƒ…پ[ƒoپ[‚ف‚½‚¢‚بگl‚¾‚ë‚— >‰½‚إ‚à‚©‚ٌ‚إ‚àٹO‚ج‚à‚ج‚ًŒ©‚½‚è“ا‚ٌ‚¾‚è‚·‚ê‚خ‚¢‚¢‚ئ“ث‚ء‚د‚ث‚é‚ج‚ب‚çپA
‚»‚¤‚¾‚ثپB‚ب‚ٌ‚إ‚à‚©‚ٌ‚إ‚à’²‚ׂê‚خچد‚قپA‚ء‚ؤ“ث‚ء‚د‚ث‚é‚ج‚ح—ا‚¢‚±‚ئ‚¶‚ل‚ب‚¢‚ثپB
‚إ‚àپA‚±‚ج”’[‚ة‚ب‚ء‚½‚ج‚حپA
پu"DŒ^‚جƒRƒeگو"‚ئŒؤ‚خ‚¸‚ة"¶Œ`‚جƒRƒeگو"‚ج•û‚ھ‚ي‚©‚è‚â‚·‚¢‚©‚ç‚»‚¤Œ¾‚ء‚ؤ‚ظ‚µ‚¢پv
‚ف‚½‚¢‚بکb‚¾‚وپB
“½–¼Œfژ¦”آ‚¾‚µپA‹¤’ت‚ج‘O’ٌ‚ھڈ‚ب‚¢‚©‚à‚µ‚ê‚ب‚¢گl“¯ژm‚جƒRƒ~ƒ…ƒjƒPپ[ƒVƒ‡ƒ“‚ة‚ب‚éپB
‚±‚±‚ة—ˆ‚ؤŒê‚é‚ب‚çپA‚إ‚«‚邾‚¯چL‚ژg‚ي‚ê‚ؤ‚¢‚ؤپA‚©‚آپAGoogle‚ب‚ا‚إŒںچُ‚µ‚ؤ‚à
ˆس–،‚ً“ء’肵‚â‚·‚¢Œ¾—t‚ًژg‚¤•û‚ھ‚¢‚¢‚وپB >>739
ƒNƒTƒrŒ^‚ج‚„Œ^‚إ—ا‚¢‚¶‚ل‚ٌ
‰½‚ھ–â‘è‚ب‚جپH >>740
پuƒNƒTƒrŒ^‚ج‚„Œ^پv‚ئ‚¢‚¤•\Œ»‚ھ–â‘肾‚ئ‚حŒ¾‚ء‚ؤ‚ب‚¢‚¼پB ƒeƒ“ƒvƒŒ“ا‚ٌ‚إ‚ب‚¢‚ٌ‚¾‚낤‚بپ[‚ء‚ؤژv‚¤‚ي
’·‚¢‚±‚ئˆبٹO‚ح—ا‚¢ƒeƒ“ƒvƒŒ‚¾‚ئژv‚¤‚ج‚ةŒ‹چ\“ا‚ـ‚ب‚¢گl‘½‚¢‚و‚ث >>742
‚ ‚جƒNƒ\’·‚¢ƒeƒ“ƒvƒŒ“ا‚ق“z‚ھ‚¢‚é‚ئ‚حژv‚¦‚ب‚¢ Œ^”ش“ا‚ف‚إ’ت‚¶‚é‚©‚ç‚»‚¤‚µ‚ؤ‚é‚ج‚إ‚ ‚ء‚ؤ
”z—¶‚ھ—~‚µ‚¢‚ئ‚»‚¤‚¢‚¤‘ش“xژو‚é‚ٌ‚ب‚ç
ڈ‰گSژزƒXƒŒ‚إ‚à—§‚ؤ‚ؤ‚»‚ء‚؟‚إ‚â‚ٌ‚ب‚ئ‚µ‚© ‚»‚¤‚¾‚»‚¤‚¾پI‚ؤ‚ٌ‚ص‚ê‚ً‚و‚ق‚ׂ«‚¾پI
‚ـپA‚¨‚ꂳ‚ـ‚à“ٌچs–عˆبچ~‚ح“ا‚ٌ‚إ‚ب‚¢‚ھ‚ب(^p^) ‘هڈن•v‚¾‚و
ڈ‘‚¢‚½–{گlˆبٹO‚إ2چs–عˆبچ~‚ً“ا‚ٌ‚¾گl‚ح‚¢‚ب‚¢‚©‚ç ‚«‚لپ[‚«‚àپ[‚¢
ƒeƒ“ƒvƒŒ“¶’ه‚ھژح‚³‚ê‚é‚ج‚ح
ڈ¬ٹwگ¶‚ـ‚إ‚¾‚و‚ثپ[ƒLƒƒƒnƒnپiٹ¾ ڈ¤—p“dŒ¹‚ھƒRƒe‚ة’¼گع“ü‚éƒ^ƒCƒv‚ج‚ح‚ٌ‚¾ƒSƒe‚جڈêچ‡پAƒPپ[ƒuƒ‹‚ھŒإ‚¢ژ–‚ھ‘½‚
ƒRƒe‚جژو‚è‰ٌ‚µ‚ھ—ا‚‚ب‚¢‚ج‚إŒü‚«‚ً‹C‚ة‚µ‚ب‚‚ؤ—ا‚¢BŒ^‚جˆس–،‚ح‚ ‚é‚©‚à‚ث
ƒXƒeپ[ƒVƒ‡ƒ“Œ^“™‚ج’ل“dˆ³“®چى‚جƒRƒe‚حƒPپ[ƒuƒ‹‚ھڈ_‚ç‚©‚ژو‚è‰ٌ‚µ‚ھ‚¢‚¢‚ج‚إ
BCŒ^پADŒ^پAKŒ^“™‚ً‰^—p‚µ‚â‚·‚¢‚ئژv‚¤ KŒ^‚ء‚ؤژہ‚ح‚ـ‚¾ژg‚ء‚½‚±‚ئ‚ھ‚ب‚¢
“ء’è‚ج‚à‚ج‚ة‚حٹm‚©‚ة—ا‚³‚»‚¤‚¾‚ھ”ؤ—p“I‚ة‚ح‚ا‚¤‚ب‚ج‚¾‚낤
QFP‚ئ‚©‚ة‚ح—ا‚¢‚ج‚¾‚낤‚ھ ƒWƒƒپ[ƒ}ƒ“‚©ƒCƒ^ƒٹپ[‚©ƒtƒŒƒ“ƒ`‚جگع“ھژŒ‚© ’†چ‘‚ب‚ç‚ئ‚à‚©‚‹à•¨‚ح–³—‚إ‚µ‚ه KŒ^‚ح–{—ˆپiپHپj‚جƒzƒbƒgƒiƒCƒt‚ئ‚µ‚ؤƒvƒ‰گ»•i‚جگط’f‚ة‚µ‚©ژg‚ء‚ؤ‚ب‚¢w
ƒnƒ“ƒ_•t‚¯‚حگê‚çDŒ^پA’تڈي2.4DپA–§ڈW‚µ‚½SMD‚ھ‘½‚¢‚ئ‚«‚ح1.2D ƒ‚ƒ“ƒnƒ“‚ج•گٹي‚ئ“¯‚¶‚إ‚ا‚êژg‚ء‚ؤ‚à‚ب‚ٌ‚ئ‚©‚ب‚é‚ئژv‚ء‚ؤ‚éپB >>757
‚إ‚àپ[‚£پ[پ[
چׂ¢ƒyƒ“ƒVƒ‹Œ^‚¾‚¯‚ح’تڈي—p“r‚ةŒü‚©‚ب‚¢‚و >>750
‚¶‚ل‚ KŒ^‚ء‚ؤپu‚ھ‚½پv‚ء‚ؤŒ¾‚¤‚ٌ‚¾ ƒKƒ^ƒKƒ^Œ¾‚ء‚ؤ‚ٌ‚¶‚لƒiƒCƒˆپI(^p^) >>758
ƒ‚ƒ“ƒnƒ“‚ج•گٹي‚à‘ٹژè‚ة‚و‚ء‚ؤŒü‚«•sŒü‚«‚ح‚ ‚éپB
‚¾‚©‚çچ،‚ج•گٹي‚إ‚ب‚ٌ‚ئ‚©‚ب‚éڈَ‹µ‚إ‚à•،گ”ژيژg‚¦‚éگl‚حژ‚؟•د‚¦‚éپB
ƒRƒeگو‚à‚ب‚ٌ‚ئ‚©‚ب‚éƒRƒeگو‚و‚è‘ٹژè‚ةچ‡‚ي‚¹‚é‚ج‚ھ1”شˆہ‘S‚إŒّ—¦‚ھ‚¢‚¢پB ƒ‚ƒ“ƒnƒ“‚ج•گٹي‚ئ‚ح‚ٌ‚¾‚²‚ؤ‚جƒRƒeگو‚ج‹¤’ت“_‚ح1ژي—ق‚ةˆظ—l‚ة‚±‚¾‚ي‚é“z‚ھ‚¢‚邱‚ئپB ‚ـ‚ ”M‚‚ب‚é‚©‚ç•پ’ت‚حژو‘ض‚¦‚ھ–ت“|‚¾‚µپA‰½‚ة‚إ‚àژg‚¦‚é‚à‚ج‚ھ—~‚µ‚‚ب‚é‚ج‚ح“–‘R‚¾‚ي‚ب ”¼“cƒSƒe‚ء‚ؤپA’ت“d‚µ‚ء‚د‚ب‚µ‚¾‚ئ—ٍ‰»‚·‚é‚à‚ج‚ب‚جپH
”¼“c•t‚¯چى‹ئ‚ًگTڈd‚ة’ڑ”J‚ة‚â‚é‚ئپAƒRƒe‘ن‚ةچع‚¹‚½‚ـ‚ـ‚جٹْٹش‚ھ’·‚¢‚ج‚إپB
ٹF‚³‚ٌ‚ا‚¤‚µ‚ؤ‚¢‚ـ‚·پH ’©“dŒ¹“ü‚ê‚ؤڈI‹ئ‚إ“dŒ¹گط‚ء‚ؤ‚ء‚ؤŒ¾‚¤‚ج‚ًڈT5“ْ‚إ‚â‚ء‚ؤ‚ؤ‚à‚·‚®‚ة‚ح—ٍ‰»‚µ‚ب‚¢
‰½ڈ\•ھ‚à‚ظ‚ء‚½‚ç‚©‚µ‚ة‚µ‚½‚è‚·‚é‚ئ‚±‚ؤگو‚ھ’ة‚ق‚ئژv‚¤‚¯‚ا ”ٌ‰·’²‚إ’ت“d‚µ‚ء‚د‚ب‚µ‚حپA‚©‚ب‚è‚جچ‚‰·‚ة‚ب‚é‚ج‚إ’ة‚ف‚ھ‘پ‚¢‚ئ‚¨‚à‚¤
>>765
‚»‚ꉷ’²‚¾‚و‚ثپH ’†‰طT12Œفٹ·‚حƒXƒٹپ[ƒv“‚¢‚ؤ200“x‚ـ‚إ—ژ‚؟‚邯‚ا
‰·’²‚ ‚ء‚ؤ‚àƒXƒٹپ[ƒv–³‚µ‚±‚ؤ’·ژٹش‚ح‚â‚ء‚½‚±‚ئ‚ب‚¢‚ب
‘هڈن•v‚ب‚ٌ‚إ‚·‚©پH >>766
گج‚ح”ٌ‰·’²‚إ‚à‚â‚ء‚ؤ‚½‚و
ژg‚ء‚ؤ‚éٹش‚حƒRƒeگو‚ھڈؤ‚¯‚é‚ظ‚ا”M‚‚ب‚éژ–‚ح‚ب‚¢ >>767
ƒnƒ“ƒ_‚ئ‰·“x‚ة‚و‚é
•½“ْˆê“ْ8ژٹشپA–³‰”380پژ‚ئ‚©‚¾‚ئˆêƒ–Œژ‚‚ç‚¢‚إŒٹ‚ھٹJ‚ –³‰”‚ح‚±‚ؤگوƒLƒ‰پ[‚¾‚¯‚ا8ژٹشƒXƒٹپ[ƒv–³‚µ’ت“d‚µ‚ء‚د‚ب‚µ‚·‚²‚¢
‰´ژ©چى‚µ‚½‚ج”ج”„‚µ‚½‚肵‚ؤ‚邯‚ا
‚»‚ê‚إ‚à’ت“dچإ‘ه1ژٹش‚‚ç‚¢‚إ‚·‚ي >>764
ƒRƒeگو‚ةƒnƒ“ƒ_‚ًگ·‚ء‚ؤ‚¨‚¯‚خ”ٌ‰·’²‚إ‚à‘هڈن•v‚¾‚و >>770
Œ‹چ\‘O‚ةچHڈê‚إژdژ–‚µ‚ؤ‚¢‚½ژ‚جکb‚ثپB‚·‚®Œٹ‚ھٹJ‚¢‚ؤƒoƒ“ƒoƒ“Œًٹ·‚µ‚ؤ‚¢‚½
—¬گخ‚ةŒآگl‚إ‚»‚ٌ‚بژg‚¢•û‚ح‚µ‚ب‚¢ >>772
‚و‚©‚ء‚½
ƒnƒ“ƒ_‚â‚葱‚¯‚ؤ‚à‚¤‰´‚ج”x‚ح•ذ•û‚µ‚ٌ‚¶‚ـ‚ء‚½‚؛‚ئ‚©Œ¾‚ي‚ꂽ‚ç‚ا‚¤‚µ‚و‚¤‚©‚ئژv‚ء‚½ ‰´‚àچHڈê‚إ–³‰”‚ح‚ٌ‚¾ژg‚ء‚ؤ‚¢‚½‚ھپA‚±‚ؤگو‚ةŒٹ‚ب‚ٌ‚©ٹJ‚©‚ب‚©‚ء‚½‚¯‚ا‚ب‚ پB
‰´‚ھ‚â‚ء‚ؤ‚¢‚½‚ج‚حڈC—‚¾‚©‚çˆê“ْ’†“dŒ¹‚ً“ü‚ê‚ؤ‚¢‚½‚è‚ح‚µ‚ب‚©‚ء‚½‚ھپA–ˆ“ْ‰·“x‚ً‘ھ‚ء‚ؤ‚¢‚ؤپi‘ھ‚ê‚ئŒ¾‚ي‚ê‚ؤ‚¢‚½پjپA‰·“x‚ھ‰؛‚ھ‚ء‚ؤ‚«‚½‚炱‚ؤگو‚ًژو‚èٹ·‚¦‚ؤ‚¢‚½پB
ٹOٹد‚حپu‚¦پA‚±‚ê‚إ‚à‚¤ژو‚èٹ·‚¦‚é‚جپHپv‚ئ‚¢‚¤ٹ´‚¶‚¾‚ء‚½پB >>766
”ٌ‰·’²‚إ‚àƒZƒ‰ƒ~ƒbƒN‚¾‚ئ‚¾‚¢‚شƒ}ƒV
ƒZƒ‰ƒ~ƒbƒN‚ج‹â‚â“؛ƒqپ[ƒ^پ[‚ح‚»‚êژ©‘ج‚ة‘½ڈ‚جژ©Œب‰·’²‹@”\‚ھ‚ ‚é‚ج‚إ‰ك”M‚ج’ِ“xپi“’B‰·“xپj‚ھ’ل‚¢ ‚»‚à‚»‚à>>764‚ح‚ا‚ٌ‚بƒRƒe‚ب‚ٌ‚¾‚낤‚©پH ‚»‚جŒoŒ±‚à‚ ‚ء‚ؤ
پE–³‰”ƒnƒ“ƒ_‚إƒRƒeگو‰·“x380پژ‚حچ‚‚·‚¬
پE”ٌ‰·’²‚جƒRƒe‚إ–³‰”ƒnƒ“ƒ_‚ًژg—p‚·‚é‚ئƒRƒeگو‚ھ‹}‘¬‚ةگZگH‚³‚ê‚é
پEچ‚‰·ڈَ‘ش‚إچى‹ئ‚µ‚½‚è”ٌ‰·’²‚جƒRƒe‚ًژg‚¤ڈêچ‡‚ح’ل“؛گH‚ي‚ê‚جƒnƒ“ƒ_‚ًژg—p‚·‚é
‚ئژv‚ء‚ؤ‚¢‚é
>>773
‚»‚جچHڈê‚ح‹z‰Œٹي‚ ‚ء‚½‚µ‚ـ‚ئ‚à‚ب•û‚©‚ب ‰·’²‚ب‚çژg‚¢ڈI‚ي‚ء‚ؤ‚ç‚·‚®‚ة200پژ‚‚ç‚¢‚ـ‚إ‰؛‚°‚ؤ‚¨‚¯‚خƒRƒeگو‚جŒ¸‚è‚ح‹C‚ة‚ب‚ç‚ب‚¢‚ثپB
ژdژ–‚إ–ˆ“ْژg‚ء‚ؤ‚à1”N‚ئ‚©ژ‚آ چ،‚ا‚«”ٌ‰·’²‚إƒZƒ‰ƒ~ƒbƒNƒqپ[ƒ^پ[‚إ‚ب‚¢‚ح‚ٌ‚¾‚²‚ؤ‚ح”آ‹à—p‚ئ‚©ˆبٹO‚إ‚حژg‚ء‚ؤ‚ح‚¢‚¯‚ب‚¢ƒŒƒxƒ‹ ڈ¬ƒlƒ^پBƒAƒٹƒGƒN‚إQFP‚جƒ\ƒPƒbƒg‚ً”ƒ‚ء‚ؤ‚ف‚½
ttps://www.aliexpress.com:443/item/32997042475.htmlپ@پ~3
ttps://uploader.purinka.work/src/20257.jpg
ƒnƒ“ƒ_•t‚¯‚ً–Y‚ê‚ؤ‚¢‚ـ‚·‚و
ttps://www.aliexpress.com:443/item/32998511730.htmlپ@پ~3
ttps://uploader.purinka.work/src/20258.jpgپ@(‚‚ء‚آ‚¢‚ؤ‚¢‚é•û‚ح‚ـ‚¾ƒVپ[ƒ‹‚ً“P‹ژ‚µ‚ؤ‚¢‚ب‚¢)
‚¦‚ءپHƒsƒbƒLƒ“ƒOژ‚ةVƒJƒbƒg‚ًٹ„‚é‚جپH
QFP‚جƒRƒ“ƒ^ƒNƒgƒsƒ“‚ح•\–تڈَ‘ش‚ھƒCƒ}ƒCƒ`پB‚ـ‚ں’l’i‚à’l’i‚¾‚µ‚±‚ٌ‚ب‚à‚ٌ‚إ‚µ‚ه‚¤ >>777
FM-206‚إ‚·پB
–œ”nŒ”“–‚½‚ء‚½‚ج‚إ”ƒ‚¢‚ـ‚µ‚½پB >>782
گ¸–§‚بچى‹ئ‚·‚é‚ج‚ب‚çچإچ‚‹‰—L‚é‚ئ—ا‚¢‚¾‚낤‚ث
‚µ‚©‚µ‚½‚¯‚¥پEپEپEپE >>782
‚¤‚؟‚àژg‚ء‚ؤ‚邯‚اƒVƒ“ƒOƒ‹ƒzƒbƒgƒGƒAپ[‚جƒmƒYƒ‹‚جŒم‚ë‚ج•”•iژو‚ê‚ؤFM-2029‚ج’†‚ةژc‚ء‚½‚ـ‚ـ‚ة‚ب‚ء‚ؤ‚é
‚ظ‚©‚ج3ژي—ق‚à‚»‚ج•”•iژو‚ç‚ب‚¢‚ئچ·چ‚ك‚ب‚¢‚©‚çژd•û‚ب‚µ‚ةٹO‚µ‚ؤژg‚ء‚ؤ‚é Quecoo T12-P9 5P‚حFM2028-01‚ئ”ن‚ׂé‚ئƒPپ[ƒuƒ‹‚ھ‘¾‚‚ؤŒإ‚ك
ژو‚è‰ٌ‚µ‚ًڈdژ‹‚·‚é‚ب‚çچׂ¢ƒPپ[ƒuƒ‹‚ةŒًٹ·‚µ‚½•û‚ھ—ا‚¢‚©‚à
ƒRƒeگوˆّ‚ء’£‚é‚ئ‘S‚ˆّ‚ء‚©‚©‚炸‚ةپA‚·‚é‚ء‚ئ”²‚¯‚ؤ‚µ‚ـ‚¤‚ج‚إ
ژg—p’†‚ة”²‚¯‚ؤƒGƒ‰پ[‚ة‚ب‚é‰آ”\گ«‚ھ‚ ‚é‚©‚à
FM2028-01‚جƒRƒeگو‚ھ”²‚¯‚é‚ج‚حŒ©‚½‚±‚ئ‚ب‚¢‚¯‚اپA‘Oگg‚ج912-02‚إ‚ح‚½‚ـ‚ة‚ ‚ء‚½
‚ ‚ئگ…‹âƒXƒCƒbƒ`‚ھژg‚ي‚ê‚ؤ‚¢‚é‚©‚ç”pٹüژ‚ح’چˆس
—eˆص‚ة•ھ‰ً‚إ‚«‚é‚ج‚إƒپƒ“ƒeƒiƒ“ƒX‚â‰ü‘¢‚حٹy‚»‚¤ ٹùڈo‚©‚à‚µ‚ê‚ب‚¢‚¯‚اپA‚ي‚©‚è‚â‚·‚¢‚ح‚ٌ‚¾•t‚¯‚جگà–¾پA“\‚ء‚ئ‚‚ث
https://www.ipros.jp/technote/basic-soldering/ >>784
‰´‚ھ”ƒ‚ء‚½ژ‚ح3”N•غڈط‚¾‚ء‚½‚¯‚ا
ŒN‚ج‚â‚آ‚ح3”NˆبڈمŒo‚ء‚ؤ‚¢‚é‚جپH ’†‰ط‚جFG-100‚à‚ا‚«‚ً2Œآ’چ•¶‚µ‚ؤ”M“d‘خ‚حŒv10Œآ‚¾‚ء‚½‚¯‚ا‘S‚ؤ‚ج‘g‚فچ‡‚ي‚¹‚إ‰·“x‚ج•ھژU‚ح‘ه‘ج5پژˆب“à
ƒRƒe‚ج‰·’²گ§Œن‚جƒhƒٹƒtƒgپH‚ج•û‚ھ–ع—§‚آ‚‚ç‚¢پBT12Œفٹ·ƒRƒeگو‚ج‰ِ‚µ‚³‚ًچl‚¦‚½‚ç‹ء‚«‚ج’ل•ھژUپBڈƒگ³‚ج”M“d‘خ‚àژژ‚µ‚ؤ‚ف‚é‚©
‚±‚جƒRƒeگو‰·“xŒv‚ًژg‚ء‚ؤژèژ‚؟‚ج‹@چق‚ج‰·“x‚ًŒv‚ء‚ؤ‚ف‚½پBNB T12 CONT‚ح>>160‚جƒRƒ“ƒgƒچپ[ƒ‰
ttps://uploader.purinka.work/src/20259.png
ڈƒگ³‚ح“–‘Rچ‡‚ء‚ؤ‚»‚¤پBژلٹ±’ل‚¢Œ´ˆِ‚حƒRƒeگو‰·“xŒv‚à‚µ‚‚حژg‚¢چ‚ـ‚ê‚ؤ‚¢‚éƒRƒeگو‚ج‚ا‚؟‚ç‚©‚©‚ب
NB T12 CONT 1‚à‚ـ‚¸‚ـ‚¸‚إچZگ³‰آ”\Œ—“à
NB T12 CONT 2‚حƒIƒtƒZƒbƒg‚ھ•دپHگ§Œنژ©‘ج‚ح–â‘è‚ب‚³‚»‚¤‚ب‚ج‚إگط‚è‚ج—ا‚¢گ”ژڑ‚ة‚ب‚é‚و‚¤‚ةچZگ³‚µ‚ؤ‚¨’ƒ‚ً‘÷‚·پH
T12Œفٹ·ƒRƒeگو‚حٹùڈo‚ج’ت‚è‚ا‚؟‚ç‚à‰ِ‚µ‚¢
NB T12-KR‚ح‚و‚Œ©‚é‚ئƒRƒeگو‚جŒ`ڈَ‚ھKR‚¶‚ل‚ب‚¢پBHAKKO T12-KF‚جƒJƒbƒgٹp“x‚ھ‹}‚ب•¨(ڈƒگ³‚ة‚حٹY“––³‚µپH)‚ةŒ©‚¦‚é
‚ئ‚¢‚¤‚©‚±‚جT12Œفٹ·ƒRƒ“ƒgƒچپ[ƒ‰‚ة—âگع“_•âڈ—p‚ج‰·“xƒZƒ“ƒT‚ح•t‚¢‚ؤ‚¢‚é‚ج‚©‚بپEپEپE
•t‚¢‚ؤ‚¢‚é‚ب‚çNTC‚©‚ب‚ئƒeƒXƒ^پ[‚إٹî”آڈم‚ج•”•i‚ً’T‚µ‰ٌ‚ء‚ؤ‚ف‚½‚¯‚اŒ‹‹ا”»‚ç‚ب‚©‚ء‚½ >>788
>—âگع“_•âڈ—p‚ج‰·“xƒZƒ“ƒT
ƒRƒ“ƒgƒچپ[ƒ‰پ[‚ة‚آ‚¯‚é‚ج‚حچ¢“ï‚ب‚ج‚إ•پ’ت‚حƒRƒe“à‚ةژو‚è•t‚¯‚é‚ٌ‚إ‚ب‚¢‚جپH
ƒRƒe“à‚ة“dژq‰ٌکH‚ً’u‚¯‚ب‚¢‚ج‚ب‚ç•âڈ“±گü‚إژ‚ء‚ؤچs‚ء‚ؤ‚é‚©‚à’m‚ê‚ٌ‚ھ >>787
2012”N‚ة”ƒ‚ء‚½‚â‚آپA5”N‚®‚ç‚¢‚إٹO‚ꂽ
‚ـ‚ںژg‚¦‚é‚©‚ç‚»‚ج‚ـ‚ـژg‚ء‚ؤ‚é‚و FM-206ژg‚ء‚ؤ‚¢‚éگlپAˆسٹO‚ة‘½‚¢‚ٌ‚إ‚·‚ثپB ƒ}ƒW‚©پA‚ف‚ٌ‚ب‹àژ‚؟‚â‚بپc >>792
‚»‚¤ژv‚¤‚ٌ‚¾‚¯‚اƒRƒeگو‚ئ“dŒ¹Œq‚¢‚إƒ}ƒCƒRƒ“‚جADC“ü—ح‚ًƒIƒVƒچ‚إٹدژ@‚µ‚ؤ‚à
–{‘ج‚ج‰·“x‚ئ‘ٹٹض‚µ‚ؤ‚»‚¤‚بƒsƒ“‚ھŒ©‚ ‚½‚ç‚ب‚¢
ƒfƒWƒ^ƒ‹‰·“xƒZƒ“ƒTپH‚»‚ê‚ئ‚à20پژ‚ئ‚©‚إŒˆ‚ك‘إ‚؟پH >>795
Œˆ‚ك‘إ‚؟‚ح–³‚¢‚¾‚낤‚ب
ƒTپ[ƒ~ƒXƒ^‚ھˆê”ش‰آ”\گ«‚ھچ‚‚¢‚ئژv‚¤‚ي
ƒsƒ“‚و‚èƒfƒoƒCƒX‚إŒ©“–‚آ‚¯‚½‚ظ‚¤‚ھ‘پ‚¢‚©‚à >>796
ڈ‚ب‚‚ئ‚àˆê–ع‚إƒTپ[ƒ~ƒXƒ^‚ئ”»‚é‚و‚¤‚بƒfƒoƒCƒX‚حŒ©‚ ‚½‚ç‚ب‚¢ •âڈ‚حƒ}ƒCƒRƒ“‚ً‰î‚³‚¸پA”M“d‘خ‚جƒAƒ“ƒv‚ة’¼گع‚©‚©‚ء‚ؤ‚¢‚é‰آ”\گ«‚à‚ ‚éپB
ƒ`ƒbƒv‚¾‚ئپuچ•‚¢ƒZƒ‰ƒRƒ“پvپuƒtƒFƒ‰ƒCƒgƒrپ[ƒYپv‚ف‚½‚¢‚بژp‚©‚àپB
•âڈ‚ھ‚ب‚¯‚ê‚خپA‰ؤ‚ئ“~‚ئ‚إ20“x‚®‚ç‚¢‚جچ·‚ة‚ح‚ب‚é‚ج‚إ‘ٹ“–‚ة‹¶‚¤‚ح‚¸پB
ژہچغ‚ح‚ا‚¤‚ب‚ٌ‚إ‚µ‚ه‚¤‚ثپB ”M“d‘خ‚جƒZƒ“ƒXƒAƒ“ƒv‚حƒIƒyƒAƒ“ƒv‚ھ2’i‚ةŒ©‚¦‚é
‚»‚جژü•س‚إƒ`ƒbƒv’ïچRˆبٹO‚جƒfƒoƒCƒX‚ب‚ٌ‚ؤ‚¢‚‚آ‚à‚ب‚¢‚µپAƒeƒXƒ^پ[‚إ
“–‚½‚ء‚ؤ‚à‰·“x‚ج‰e‹؟‚ًژَ‚¯‚ؤ‚¢‚é‚ء‚غ‚¢ƒfƒoƒCƒX‚حŒ©‚ ‚½‚ç‚ب‚¢
ƒnƒ“ƒ_•t‚¯چى‹ئ‚ھ‰آ”\‚ب‰·“x‚حŒ»ژہ“I‚ة20پژپ}10پژ‚‚ç‚¢‚ج‚ح‚¸‚إ
20پژŒˆ‚ك‘إ‚؟‚جڈêچ‡پA350پژگف’è‚جڈêچ‡‚ةژو‚肤‚鉷“x‚ح340پ`360پژ
“ء•ت‚ةƒZƒ“ƒVƒeƒBƒu‚بƒfƒoƒCƒX‚ًˆµ‚¤‚ئ‚©‚إ‚ب‚¢Œہ‚èژہ—pڈم‘ه‚«‚ب–â‘è‚ح
‚ب‚¢‚©‚à‚µ‚ê‚ب‚¢ ƒAƒhƒoƒCƒX‚ ‚è‚ھ‚ئ‚¤‚²‚´‚¢‚ـ‚·پB
‚·‚ف‚ـ‚¹‚ٌپAƒtƒ‰ƒbƒNƒX‚ح”ƒ‚ء‚ؤ‚¢‚ـ‚·پB
http://get.secret
.jp/pt/file/1642957476.JPG
‚â‚·‚è‚إچي‚ء‚½‚ظ‚¤‚ھ—ا‚¢‚ئ‚ج‚±‚ئ‚إچs‚ء‚ؤ‚ف‚ـ‚µ‚½پB
ژتگ^‚جڈم”¼•ھ‚ة‚ب‚è‚ـ‚·پB‚±‚ê‚إ‚و‚©‚ء‚½‚إ‚µ‚ه‚¤‚©پB
‚»‚ê‚إƒnƒ“ƒ_‚ھڈو‚é‚©پA‚ة‚ب‚é‚ئژv‚¤‚ج‚إ‚·‚ھ
‰؛‚جگ^‚ٌ’†‚جژتگ^‚حڈو‚ء‚ؤ‚¢‚邱‚ئ‚ة‚ب‚é‚إ‚µ‚ه‚¤‚©
‰E‰؛‚ج‚و‚¤‚ة‚·‚®‚ب‚ء‚ؤ‚µ‚ـ‚¢‚ـ‚µ‚½پB
ƒ_ƒپ‚¾‚ئژv‚ء‚½‚ج‚إ
‚±‚ؤگوƒ|ƒٹƒbƒVƒƒپ[ ƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg FS100-01
‚ًAmazon‚إ’چ•¶‚¢‚½‚µ‚ـ‚µ‚½پB ‰؛‚جگ^‚ٌ’†‚جڈَ‘ش‚ھ‚ـ‚ ‚ـ‚ ‚©‚بپB
‚»‚جڈَ‘ش‚إگ…‚إژ¼‚点‚½‚ع‚ëگط‚ê‚ة‚²‚µ‚²‚µژC‚è‚آ‚¯‚ؤپA‚ـ‚½ƒnƒ“ƒ_‚ً•t‚¯‚ؤ
‚ئ‚¢‚¤‚ج‚ً‰½‰ٌ‚©ŒJ‚è•ش‚µ‚½‚ç—ا‚‚ب‚é‚©‚à’m‚ê‚ب‚¢پB
‚±‚ؤ‚جگF‚ئ‚©ƒRƒeگو‚جچھŒ³‚ة•t‚¢‚½ژ_‰»•¨‚ًŒ©‚é‚ئ‰·“x‚ھچ‚‚¢‚ج‚©‚ب‚ئ‚¢‚¤ٹ´‚¶‚ح‚·‚éپB >>801
’†‰؛‚جڈَ‘ش‚¾‚ء‚½‚à‚ج‚ھ‰E‰؛‚جڈَ‘ش‚ة‚ب‚é‚ج‚حپA‰·“x‚ھچ‚‚¢‚¹‚¢‚¾‚ئژv‚¤پB
‚»‚ج‚±‚ؤ‚ح’ت“d‚µ‚½‚ـ‚ـ‚¾‚ئ‚»‚¤‚ب‚ء‚ؤ‚µ‚ـ‚¤‚ج‚©‚àپB
—â‚â‚·‚ب‚èپAƒvƒ‰ƒO‚ً”²‚«چ·‚µ‚·‚é‚ب‚肵‚ؤپAچ‚‚¢‰·“x‚ة‚ب‚ç‚ب‚¢‚و‚¤‚ة’چˆس‚ً•¥‚¤
•K—v‚ھ‚ ‚è‚»‚¤پBƒpƒڈپ[ƒRƒ“ƒgƒچپ[ƒ‰‚ًژg‚¤‚ئ‚©پBگج‚ح‚±‚ؤ‚ج“dŒ¹گü‚ة’†ٹشƒXƒCƒbƒ`‚ً
‚آ‚¯‚ؤƒpƒ`ƒpƒ`“ü‚èگط‚肵‚ؤ‚ـ‚µ‚½پB
‚½‚¾پA’†‰؛‚جڈَ‘ش‚إ‚ح‚ٌ‚¾‚ھگ·‚ç‚ꂽڈَ‘ش‚ًˆغژ‚µ‚ؤ‚¢‚½‚çپAڈپXچ‚‰·‚ة‚ب‚ء‚ؤ‚à
‰E‰؛‚جڈَ‘ش‚ة‚ح‚ب‚ç‚ب‚¢‚ئژv‚¤پBƒRƒeگو‚ج‚ح‚ٌ‚¾‚ً ‚ت‚®‚ء‚½‚ ‚ئ‚ةپA‚·‚®‚ة‚ح‚ٌ‚¾‚ً
گ·‚ء‚ؤ‚é‚©‚ب?
‚â‚·‚è‚إژC‚ء‚ؤ“SƒپƒbƒL‚ةŒٹ‚ھ‚ ‚¢‚½‚çچإŒمپA‚ ‚ئ‚ح‚ف‚é‚ف‚éƒRƒeگو‚ھ—n‚¯‚ؤ‚¢‚‚©‚çپA
—\”ُ‚جƒRƒeگو‚©پA‚ح‚ٌ‚¾‚²‚ؤ‚ً”ƒ‚ء‚ؤژں‚ة”ُ‚¦‚ؤ‚‚¾‚³‚¢پB >>799
>ƒIƒyƒAƒ“ƒv‚ھ2’i‚ةŒ©‚¦‚é
1’i‚إ•ذ•t‚‚ح‚¸
2’iƒAƒ“ƒv‚ئŒ¾‚¤ژ–‚حƒ_ƒCƒIپ[ƒh‚ًƒZƒ“ƒT‚ة‚µ‚ؤ‚é‚ٌ‚إ‚ح–³‚¢‚©‚ب
ƒ\ƒtƒg‚إ•âگ³‚ًچs‚ء‚ؤ‚à–â‘è‚ح‚ب‚¢‚©‚çچZگ³‚·‚é‹C‚ب‚ç‚ا‚ٌ‚بƒ_ƒCƒIپ[ƒh‚إ‚àژg‚¦‚é
گجپA”M“d‘خ—p‚ج‰·“xƒZƒ“ƒTپ[“à‘ ‚جƒAƒ“ƒv‚ھ‚ ‚ء‚½‚و‚¤‚ب‹C‚ھ‚·‚é >>801
>‚â‚·‚è‚إچي‚ء‚½‚ظ‚¤‚ھ—ا‚¢‚ئ‚ج‚±‚ئ‚إچs‚ء‚ؤ‚ف‚ـ‚µ‚½پB
>ژتگ^‚جڈم”¼•ھ‚ة‚ب‚è‚ـ‚·پB‚±‚ê‚إ‚و‚©‚ء‚½‚إ‚µ‚ه‚¤‚©پB
‚â‚ء‚ئڈ‚µ‚¾‚¯ڈo—ˆ‚½
>‰؛‚جگ^‚ٌ’†‚جژتگ^‚حڈو‚ء‚ؤ‚¢‚邱‚ئ‚ة‚ب‚é‚إ‚µ‚ه‚¤‚©
ˆê‰ڈو‚ء‚ؤ‚éپA‚±‚جڈَ‘ش‚ب‚ç‚ب‚ٌ‚ئ‚©چى‹ئ‚إ‚«‚é‚©‚à‚µ‚ê‚ب‚¢
>‰E‰؛‚ج‚و‚¤‚ة‚·‚®‚ب‚ء‚ؤ‚µ‚ـ‚¢‚ـ‚µ‚½پB
‘¼‚جگl‚جژw“E‚ج‚و‚¤‚ج‰·“x‚ھچ‚‚·‚¬‚é‚ج‚إ—â‹p‚ھ•K—v
گ…ƒXƒ|ƒ“ƒW‚©‚ب‚¯‚ê‚خ”G‚êژG‹ذ
>ƒ_ƒپ‚¾‚ئژv‚ء‚½‚ج‚إ
>‚±‚ؤگوƒ|ƒٹƒbƒVƒƒپ[ ƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg FS100-01
‚ـ‚¾ƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg‚إ‚ح‚ب‚©‚ب‚©ژ•‚ھ—§‚½‚ب‚¢ڈَ‘ش
‚à‚¤ڈ‚µٹو’£‚ء‚ؤƒTƒ“ƒhƒyپ[ƒpپ[‚إچي‚é
چ•‚¢ٹ´‚¶‚ھژc‚ء‚ؤ‚¢‚ؤ‚حچي‚è‘«‚è‚ب‚¢
چي‚ء‚½‚ç“dŒ¹‚ً“ٹ“ü‚µ‚ؤ‚·‚®‚ةƒnƒ“ƒ_‚ج“h‚è‚آ‚¯‚ًژn‚ك‚邱‚ئ‚ھڈd—v
‰·“x‚ھچ‚‚‚ب‚é‚ج‚ً‘ز‚ء‚ؤ‚¢‚é‚ئ‚»‚جٹش‚ةƒRƒeگو‚ھژ_‰»‚µ‚ؤ‚µ‚ـ‚¤
‚â‚₱‚µ‚¢–ٍ•i‚â“ءژêƒnƒ“ƒ_”ƒ‚¤‚و‚èڈ¬ژèگو‚ً”ƒ‚ء‚½‚ظ‚¤‚ھ—ا‚¢ ‚ ‚ءپA‚ذ‚ئ‚آڈd—v‚ب‚±‚ئ‚ً–Y‚ê‚ؤ‚½
‹¤ڈ»ƒnƒ“ƒ_پi“dژq—p‰”ƒnƒ“ƒ_پjژg‚ء‚ؤ‚ـ‚·‚و‚ث
–³‰”ƒnƒ“ƒ_ژg‚ء‚ؤ‚é‚ئ—v‹پ‚³‚ê‚郌ƒxƒ‹‚ھ‚®‚ٌ‚ئڈم‚ھ‚è‚ـ‚· >>804
”M“d‘خƒZƒ“ƒX—p‚جƒIƒyƒAƒ“ƒv‚حچڈˆَ‚ھگ³‚µ‚¯‚ê‚خLM358
ˆê‰ƒZƒ“ƒXƒAƒ“ƒv‚ھ2’i‚ة‚ب‚ء‚ؤ‚¢‚é—ل‚ح‚ ‚é‚و‚¤‚إ
ttps://github.com/GioLangLe/Soldering-Station-T12
ttps://github.com/dreamcat4/t12-t245-controllers-docs/tree/master/controllers/stm32-t12-oled/v1.5-ptdreamer-orig
431‚ئچڈˆَ‚ج‚ ‚é3ƒsƒ“‚جƒfƒoƒCƒX‚ھٹm”F‚إ‚«‚éڈم‚ج‰ٌکH‚ھƒxپ[ƒX‚ة‚ب‚ء‚ؤ‚¢‚é‚ج‚©‚à‚µ‚ê‚ب‚¢ ‚ـ‚½‚±‚جژq‚â‚ء‚ؤ—ˆ‚½‚ج‚©
‘ٹژ肵‚ؤ‚é‚جٹـ‚ك‚ؤژ©‰‰‚¶‚ل‚ب‚¢‚©پH
‘O‰ٌ‚جƒRƒ“ƒgƒچپ[ƒ‰پ[‚جŒڈ‚ح‚ا‚¤‚ب‚ء‚½‚ٌ‚¾‚낤‚ث
گeگطگS‚©‚ç‘ٹژ肵‚ؤ‚éگl‚ح‚à‚¤‹ڈ‚ب‚¢‚ئژv‚¤‚ھ گeگطگS‚ئŒ¾‚¦‚خپA‚ ‚ꂾپBƒoƒtƒ@ƒٹƒ“‚ج•—p‚µ‰ك‚¬‚إ
‚₳‚µ‚³‚ج‰كڈèگغژو‚ھ’†“إڈاڈَ‚ًڈµ‚ٹ댯‚ة—¯ˆس‚µ‚½‚¢پB
‚ئ‚«‚ةپAƒnƒ“ƒ_ƒSƒe‚ً–{—ˆ‚ج—p“r‚إ‚µ‚©ژg‚ء‚ؤ‚ب‚¢گl‚ة‚ح
‚ب‚ٌ‚إ‚±‚ٌ‚ب‚ةچ•‚‚ب‚é‚ٌ‚¾پH‚ئ•sژv‹c‚بژ–‚¾‚낤پB
ƒqƒ“ƒgپF”üڈڈ—ƒtƒBƒMƒ…ƒA‚ةƒnƒ“ƒ_ƒSƒe‚إŒٹ‚ً‚ ‚¯‚éژï–،‚ھ‚ ‚é‚炵‚¢‚¼(^p^;) >>808
‰ئ’ë—pƒQپ[ƒ€‹@”آ‚جƒRƒ“ƒgƒچپ[ƒ‰پ[ƒXƒŒ‚إ‚àڈZگl’B‚ةچr‚炵”F’肳‚ꂽ”y‚¾‚©‚ç‚ث –³‰”‚ح‰·’²ƒRƒe‚ئٹî–{‚ة’‰ژہ‚ب‚ج‚ھ—v‹پ‚³‚ê‚éٹ´‚¶پB ‚à‚¤‚¾‚¢‚ش‚ـ‚ئ‚à‚ة‚ب‚ء‚½‚ٌ‚¶‚ل‚ب‚¢‚جپH
‚ـ‚ ’·‚¢‚±‚ئƒOƒ_ƒOƒ_‚â‚ء‚ؤ‚é‚ئ“؛”“‚ھڈء‚¦‚ؤ‚µ‚ـ‚¤‚ج‚ح‚ ‚¢‚©‚ي‚炸‚¾‚낤‚ھ ‚ـ‚¶‚©پEپEپE‰؛ژè‚ھچذ‚¢‚µ‚ؤ‰ء”M‚µ‰ك‚¬‚ؤƒ‰ƒ“ƒh‚ھ‚ح‚ھ‚ꂽ‚±‚ئ‚ح‰½“x‚©‚ ‚邯‚اپA
“؛”“‚ھڈء‚¦‚é‚ظ‚ا‹ٍ‚ي‚ꂽ‚±‚ئ‚ح‚ـ‚¾‚ب‚¢‚ب‚ںپEپEپE‰´‚ء‚ؤ‚à‚µ‚©‚µ‚ؤ‚»‚±‚»‚±ٹي—p‚ب‚ج‚©‚ب(^p^) >>808
>‘O‰ٌ‚جƒRƒ“ƒgƒچپ[ƒ‰پ[‚جŒڈ‚ح‚ا‚¤‚ب‚ء‚½‚ٌ‚¾‚낤‚ث
‚±‚ê‚ھ‚»‚ج‘±‚«پi‘S‚ڈo—ˆ‚ؤ‚¢‚ب‚¢پj‚¾‚ë ƒRƒ“ƒgƒچپ[ƒ‰پ[‚ح’ل‰·ƒnƒ“ƒ_‚ج‚¹‚ؤچ¬‚´‚ç‚ب‚¢ڈَ‘ش‚ج‚ـ‚ـ‚¶‚ل‚ب‚¢‚©پH ƒRƒ“ƒgƒچپ[ƒ‰‚ح‘ٹ•د‚ي‚炸‚إ‚ـ‚¾‰ًŒˆ‚µ‚ؤ‚¢‚ـ‚¹‚ٌپB
ƒnƒ“ƒ_‚جژي—ق‚إ‚·‚ھپA‚ح‚ٌ‚¾‚²‚ؤ‚ة‚آ‚¢‚ؤ‚¢‚½‚à‚ج‚ب‚ج‚إ
—L‰”‚©–³‰”‚©‚ي‚©‚ç‚ب‚¢‚إ‚·پB“dژq‹@ٹي—p‚ً•ذ•û‚ھ—ا‚¢‚إ‚µ‚ه‚¤‚©پB
’ل—Z“_ƒnƒ“ƒ_‚حپAƒپƒ‹ƒJƒٹ‚إپA
’ل—Z“_پ@’ل‰·پ@‚ح‚ٌ‚¾ƒٹƒ€پ[ƒoپ[
‚ئ‚¢‚¤‚ج‚ً”ƒ‚¢‚ـ‚µ‚½پB—n‰ً‰·“x97“x‘OŒم‚ئ‚ج‚±‚ئ‚إ‚·پB >>816
>“dژq‹@ٹي—p‚ً•ذ•û‚ھ—ا‚¢‚إ‚µ‚ه‚¤‚©پB
806‚ةڈ‘‚¢‚½’ت‚苤ڈ»ƒnƒ“ƒ_‚إ‚ب‚©‚ء‚½‚狤ڈ»‚ح‚ٌ‚¾‚ئڈ‘‚¢‚ؤ‚ ‚éپi“dژq‹@ٹي—p‰”‚ح‚ٌ‚¾‚ئ‚©پA
ƒXƒY63پ“‚ئ‚©ڈ‘‚¢‚ؤ‚ ‚邱‚ئ‚à‚ ‚éپj‚à‚ج‚ً”ƒ‚¤•K—v‚ھ‚ ‚é
ƒZƒbƒg‚ج‚à‚ج‚ح‚¨‚»‚炉”ƒnƒ“ƒ_
ڈ¬ژèگو‚ةژc‚ء‚½ƒnƒ“ƒ_‚ھƒRƒe‚ً—â‚ـ‚µ‚½ژ‚ةƒLƒŒƒC‚ةŒُ‚ء‚ؤ‚¢‚ê‚خ‰”‚ح‚ٌ‚¾‚ئژv‚ء‚ؤٹشˆل‚¢‚ب‚¢
–³‰”ƒnƒ“ƒ_‚إ”¼“c•t‚¯‚·‚é‚ج‚حڈ‰گSژز‚ة‚ح–³—‚ئŒ¾‚ء‚ؤ—ا‚¢‚ظ‚ا“‚¢
‚»‚ج‚ظ‚©‚ة”ƒ‚¤•K—v‚ھ‚ ‚é‚à‚ج‚ح–³‚¢
ڈ¬ژèگو‚ھچ•‚ء‚غ‚¢‚ج‚ح‹à‘®‚إ‚ح‚ب‚ژ_‰»–Œ‚¾‚©‚çƒnƒ“ƒ_‚ھڈو‚ç‚ب‚¢
‚¹‚ء‚¹‚ئƒTƒ“ƒhƒyپ[ƒpپ[‚إچي‚ء‚ؤ‹à‘®–ت‚ًڈo‚µƒnƒ“ƒ_‚ًڈو‚¹‚ê‚خ‚ ‚ئ‚حٹب’P >>816
ˆب‰؛‚ج‘S•””ƒ‚¦‚خ‘±‚«‚جکb‚µ‚ؤ‚¢‚¢
‚»‚ê‚ـ‚إ‚ح–ظ‚ء‚ؤ‚¨‚¢‚ؤ‚‚ê
‚ح‚ٌ‚¾‚±‚ؤ‚ح‚±‚ꔃ‚¦
FX600
https://www.am
azon.co.jp/dp/B006MQD7M4/
‚ح‚ٌ‚¾‚جگو‚ح‚±‚ꔃ‚¦
T18-C2
https://www.am
azon.co.jp/dp/B004OR7UBM
‚ح‚ٌ‚¾‚±‚ؤ‘ن‚حƒRƒŒ”ƒ‚¦
633-01
https://www.am
azon.co.jp/dp/B000TGNWCS/
‚ح‚ٌ‚¾‚ح‚±‚ꔃ‚¦
goot(ƒOƒbƒg) چ‚–§“xڈWگدٹî”آ—p ‰”“ü‚è‚ح‚ٌ‚¾ ƒ³0.6mm ƒXƒY60%/‰”40% ƒ„ƒj“ü‚è SD-60
https://www.am
azon.co.jp/dp/B0029LGAJI/
‚ح‚ٌ‚¾‹z‚¢ژو‚èگü‚ح‚±‚ꔃ‚¦
https://www.am
azon.co.jp/dp/B001PR1KPQ •ت‚ة”ƒ‚ي‚ب‚‚ؤ‚à—ا‚¢‚¼
‚±‚ؤگو‚ح”ƒ‚ء‚½•û‚ھ—ا‚¢‚¯‚ا ‚¢‚âپA‚ح‚ٌ‚¾•t‚¯ژ©‘ج‚ب‚é‚ׂ‚â‚ç‚ب‚¢•û‚ھ—ا‚¢‚و
‰Œ‚¾‚ء‚ؤ—LٹQ‚¾‚¯‚اˆê”ت‰ئ’ë‚ة”r‰Œ‘•’u‚ب‚ٌ‚ؤ–³‚¢‚إ‚·‚µ‚¨‚·‚µ >>820
‚»‚è‚ل‚»‚¤‚¾‚¯‚اپAƒ^ƒoƒR‚ج‰Œ‚ظ‚ا—LٹQ‚ب‚ي‚¯‚¶‚ل–³‚¢‚µ >>820
گ…‚àˆù‚ـ‚ب‚¢‚ظ‚¤‚ھ—ا‚¢
‹—َ‚بژ_‰»•¨ژ؟‚¾‚©‚ç‚ب
“ْڈي“I‚ةگ…‚ًˆù‚ف‘±‚¯‚ؤ‚¢‚é‚ئٹشˆل‚¢‚ب‚ژ€‚ت‚¼ >>822
ƒ^ƒoƒR‚ج‰Œ‚حگl‚ج‹zˆّ‚ً‘O’ٌ‚ة‚µ‚ؤ‚¢‚ؤپA
ƒtƒBƒ‹ƒ^پ[‚à’ت‚·•ھپA‚ـ‚¾ƒ}ƒCƒ‹ƒh‚¶‚ل‚ب‚¢‚©پH
ƒnƒ“ƒ_—p‚جƒtƒ‰ƒbƒNƒX‚ح–ع“I‚ھ‚ح‚ٌ‚¾‚جٹزŒ³‚â‚çٹˆگ«‰»‚â‚ç‚إ
گl‚ج‹zˆّ‚ح‘O’ٌ‚ة‚µ‚ؤ‚¢‚ب‚¢‚ي‚¯‚إپ@ƒ^ƒoƒR‚و‚è‚à‚و‚ء‚غ‚ا—LٹQ‚ب‚ج‚إ‚حپEپEپE(^p^;) ƒvƒŒƒXƒeƒRƒ“‚جگl‚ح
hakko‚ةƒfƒ‚‹@چق‚ج‘ف‚µڈo‚µƒTپ[ƒrƒX‚ھ‚ ‚é‚©‚ç
FX600‚ئ‹zژو‹@‚جFR301ژط‚è‚ê‚خ‚¢‚¢‚¾‚¯‚إ‚حپc
ٹب’P‚بƒAƒ“ƒPپ[ƒg‚ئ‰^’ہ‚¾‚¯‚إ‚¢‚¢‚ف‚½‚¢‚¾‚µ >>824
‹zˆّ‘O’ٌ‚¾‚ê
ˆل‚¤‚ب‚çگ…‹â‚ئ‚©ژ€‚تŒnژg‚¤‚¼ https://www.hakko.com/japan/support/service/demo_rental.php
پ„چw“ü‚ً‚²Œں“¢‚³‚ê‚ؤ‚¢‚邨‹q—l
پ„چw“ü‚ً‚²Œں“¢‚³‚ê‚ؤ‚¢‚邨‹q—l
پ„چw“ü‚ً‚²Œں“¢‚³‚ê‚ؤ‚¢‚邨‹q—l
–â‘è‚ھ–³‚¯‚ê‚خ”ƒ‚¤‚ب‚çپ@‚»‚ê‚àژè‚©‚à‚ثپB >>826
‚س‚ق‚£پA
https://www.eic.or.jp/qa/?act=view&;serial=41622
JIS‚جƒ„ƒj“ü‚è‚ح‚ٌ‚¾‚جژ‘—؟‚ة‚ ‚½‚ء‚ؤ‚ف‚é‚ׂ©‚بپEپEپE ƒtƒ‰ƒbƒNƒXنr‚ك‚é‚ئƒsƒٹƒsƒٹ‚·‚é‚و >>824
’¼گع‹z‚¤‚à‚ج‚ئٹِ”‚µ‚ؤ•‚—V‚µ‚ؤ‚é‚à‚ج‚ً‹z‚¤‚ج‚إ‚ح‹zˆّ—ت‚ھ‚¾‚¢‚شˆل‚¤‚ئژv‚¤‚¯‚ا >>823
“ْڈي“I‚ةگ…‚ًˆù‚ٌ‚إ‚àˆù‚ـ‚ب‚‚ؤ‚à‚¢‚¸‚êژ€‚ت‚وپB >>830
—LٹQ•¨ژ؟‚ج‰e‹؟“x‚حپA“إگ«x‹zˆّ—تx‹zژû—¦‚إŒˆ‚ـ‚éپB
‹zˆّ—ت‚¾‚¯‚إŒˆ‚ـ‚é‚ي‚¯‚¶‚ل‚ب‚¢پB
‚ـ‚ںپA‚»‚ê‚إ‚àƒnƒ“ƒ_‚ح‹zˆّ—ت‚ح‘½‚‚ب‚è‚ھ‚؟‚¾‚ئژv‚¤‚وپB
ƒ^ƒoƒR‚ح”Rڈؤژٹش‚ج”¼•ھ‚à‹z‚ء‚ؤ‚ب‚¢‚¾‚낤‚¯‚اپAƒnƒ“ƒ_‚ح‰؛ژè‚·‚é‚ئچى‹ئژٹش‚ج”¼•ھ‚ح‹z‚ء‚ؤ‚éپB >>832
’N‚à‹zˆّ—ت‚¾‚¯‚إŒˆ‚ـ‚é‚ب‚ٌ‚ؤŒ¾‚ء‚ؤ‚ب‚¢‚¯‚اپH
‚ ‚ئ”گ¶’n“_‚©‚ç‚ج‹——£‚ئ‚©ƒ^ƒoƒR‚ح‹z‚ء‚½‚ç‚ظ‚ع‘S—ت‚ھ‹zˆّ‚³‚ê‚é‚ء‚ؤŒ¾‚¤‚ج‚ح–³ژ‹‚إ‚·‚©پH ‚ئ‚¢‚¤‚©‹z‰Œٹي‚‚ç‚¢چى‚ê‚خ‚و‚‚ثپH ‚·‚ف‚ـ‚¹‚ٌپAƒRƒe‚ح“–ڈ‰‰·“x‚ھ‘«‚ç‚ب‚¢‚©‚瑼‚ج‚ً‚ئ‚¢‚ي‚ê‚ؤ‚¢‚ـ‚µ‚½‚ھ
چ،‚ح‰·“x‚ھچ‚‚·‚¬‚é‚ئ‚ب‚ء‚ؤ‚¢‚é‚ج‚إپA
•د‚¦‚é•K—v‚ح–³‚¢‚©‚ئژv‚ء‚ؤ‚¨‚è‚ـ‚·پB ‚»‚ٌ‚ب”»’f‚ھڈo—ˆ‚é’iٹK‚ة–³‚¢‚و
Œ»ڈَ‚¾‚ئ‰·’²‚±‚ؤ‚ً”ƒ‚ء‚½ڈٹ‚إ–³‘ت‚ةڈI‚ي‚é‰آ”\گ«‚ھچ‚‚¢
‚½‚¾گFپXچw“ü‚µ‚؟‚ل‚ء‚ؤ‚é‚ج‚إپA‚±‚ؤ‚à”ƒ‚ء‚؟‚ل‚¦‚خپH‚ئ‚àژv‚¤‚¯‚ا >>834
‚¾‚و‚بپB
‰´‚àƒAƒ‹ƒ~ƒtƒŒƒLƒzپ[ƒX‚ئٹ·‹Cگî‚إ”r‰Œ‘•’u‚ًژ©چى‚µ‚½‚وپB >>835
‚¨‘O‚حژ©—ح”»’f‚إ‚«‚éڈَ‹µ‚¶‚ل‚ب‚¢‚ٌ‚¾‚و
”»’f‚إ‚«‚é‚â‚آ‚ح‚³‚ء‚³‚ئ‚±‚ؤ‚ً”ƒ‚ء‚ؤ‚é >>823
>“ْڈي“I‚ةگ…‚ًˆù‚ف‘±‚¯‚ؤ‚¢‚é‚ئٹشˆل‚¢‚ب‚ژ€‚ت‚¼
‚»‚êژ_‰»‘و“ٌگ…‘f >>832
>ƒnƒ“ƒ_‚ح‰؛ژè‚·‚é‚ئچى‹ئژٹش‚ج”¼•ھ‚ح‹z‚ء‚ؤ‚é
ƒnƒ“ƒ_‹z‚¤‚â‚آ‚ح‹ڈ‚ب‚¢‚ئژv‚¤ >>835
چ،‚ح‚ذ‚½‚·‚çڈ¬ژèگوچي‚ê
‚ا‚¤‚µ‚ؤ‚à‚¤‚ـ‚چي‚ê‚ب‚¯‚ê‚خڈ¬ژèگوŒًٹ·
‚آ‚¢‚إ‚ة‚»‚جژ‹¤ڈ»ƒnƒ“ƒ_”ƒ‚ء‚ؤ‚«‚ؤ‚à—ا‚¢
ڈ¬ژèگو‚ةƒnƒ“ƒ_‚ھƒLƒŒƒC‚ةڈو‚é‚ـ‚إ‚ح‘¼‚ج‚±‚ئ‚ح‹C‚ة‚·‚é‚ب >>835
>ƒRƒe‚ح“–ڈ‰‰·“x‚ھ‘«‚ç‚ب‚¢‚©‚瑼‚ج‚ً‚ئ‚¢‚ي‚ê‚ؤ‚¢‚ـ‚µ‚½‚ھ
>چ،‚ح‰·“x‚ھچ‚‚·‚¬‚é‚ئ‚ب‚ء‚ؤ‚¢‚é‚ج‚إپA
(‚à‚ج‚ة“–‚ؤ‚ؤ‚¢‚é‚ئ‚«‚ج)‰·“x‚ھ‘«‚è‚ب‚¢
‚ئ
(•ْ’u‚µ‚ؤ‚¢‚é‚ئ‚«‚ج)‰·“x‚ھچ‚‚¢
‚ح–µڈ‚‚µ‚ؤ‚ب‚¢‚إ‚·‚وپB
ƒRƒeگو‚جگو’[‚ج”M—e—ت‚ھڈ¬‚³‚¢‚à‚ج‚¾‚ئپA‚à‚ج‚ة“–‚ؤ‚½‚ئ‚«‚ة‰·“x‚ھ’ک‚µ‚‰؛‚ھ‚è‚ـ‚·پB
‚±‚ê‚ة‰ء‚¦‚ؤپAƒRƒeگو‚ھژ_‰»‚âڈإ‚°•t‚«‚إ”G‚ê‚ؤ‚¢‚ب‚¢ڈَ‘ش‚¾‚ئپA—]Œv‚ة‚à‚ج‚ج‰·“x‚ھڈم‚ھ‚è‚ـ‚¹‚ٌپB
ٹî”آ‚ج‚ح‚ٌ‚¾‚ھ—n‚¯‚ب‚¢‚ج‚حپA–¾”’‚ة‰·“x‚ھ‘«‚è‚ب‚¢‚©‚ç‚إ‚·پB
‚آ‚ـ‚èپA‰·“x‚ھ‘«‚è‚ب‚¢‚ئ‚¢‚¤ژw“E‚حچ‡‚ء‚ؤ‚¢‚é‚ج‚إ‚·پB
ˆê•û‚إپAƒRƒe‘ن‚ة•ْ’u‚µ‚½‚ئ‚«‚حƒRƒeگو‚©‚ç”M‚ھ“¦‚°‚邱‚ئ‚ح‚ ‚è‚ـ‚¹‚ٌ‚ج‚إپAƒRƒeگو‚ج”M—e—ت‚ة
‚ظ‚عٹضŒW‚ب‚پA”ٌ‰·’²‚جڈêچ‡‚حپAƒqپ[ƒ^پ[‚جˆہ’艷“x‚إŒˆ‚ـ‚è‚ـ‚·پB
‚±‚ج‰·“x‚ھ‚½‚¢‚ؤ‚¢چ‚‚‚ؤپAƒRƒeگو‚ًٹب’P‚ةژ_‰»‚³‚¹‚½‚èپAڈإ‚°•t‚«‚ً”گ¶‚·‚錴ˆِ‚ة‚ب‚è‚ـ‚·پB
‚إ‚·‚ج‚إپA‰·“x‚ھچ‚‚¢‚ئ‚¢‚¤ژw“E‚حچ‡‚ء‚ؤ‚¢‚é‚ج‚إ‚·پB
‚ ‚ب‚½‚ھ‚·‚é‚ׂ«‚±‚ئ‚حپA•ْ’uژ‚ج‰·“x‚ھڈم‚ھ‚è‚·‚¬‚ب‚¢‚و‚¤‚ة‚·‚邱‚ئپA‚ح‚ٌ‚¾•t‚¯ژ‚ة‘خڈغ•¨‚ج
‰·“x‚ھچ،‚و‚èڈم‚ھ‚é‚و‚¤‚ة‚·‚邱‚ئ‚إ‚·پB
گو’[‚ج”M—e—ت‚جڈ¬‚³‚¢ƒRƒeگو‚ھ•t‚¢‚½”ٌ‰·’²‚جƒRƒe‚¾‚ئپA
•ْ’uژ‚ج‰·“x‚ھچ‚‚‚ب‚è‚·‚¬‚ؤپAژہچغ‚ج‚ح‚ٌ‚¾•t‚¯چى‹ئ‚ج‚ئ‚«‚ج‰·“x‚ھ‘«‚è‚ب‚¢ڈَ‹µ‚ھ”گ¶‚µ‚â‚·‚¢
‚ج‚إ‚·پB‰·’²‚ب‚çپA‰كڈè‚ة‰·“x‚ھڈم‚ھ‚è‚·‚¬‚邱‚ئ‚ح‚ ‚肹‚ٌ‚µپA–_ڈَ‚جBƒ^ƒCƒvƒRƒeگو‚و‚è‚àپA
—اچD‚ة”M‚ھ“`‚ي‚éƒRƒeگو‚ھ‘I‚ׂـ‚·پB
‚»‚ê‚ئپAژ†‚â‚·‚è‚إژC‚ء‚½ƒRƒeگو‚إ‚·‚ھپAٹب’P‚ة“؛‚ھکIڈo‚µ‚ؤ‚±‚ب‚¢‚ج‚¾‚ئ‚·‚é‚ئپAژُ–½‚ً‰„‚خ‚·‚½‚ك‚ة
“SƒپƒbƒL‚ھŒْ‚چى‚ç‚ê‚ؤ‚¢‚é‚ج‚©‚à‚µ‚ê‚ـ‚¹‚ٌپB
“SƒپƒbƒL‚ھŒْ‚¢ƒRƒeگو‚حپA‘½‘wٹî”آ‚ج‚ح‚ٌ‚¾•t‚¯‚ة‚ح‚µ‚ٌ‚ا‚¢‚ئژv‚¢‚ـ‚·پB
ƒnƒbƒRپ[‚جT12ƒ^ƒCƒv‚جƒRƒeگو‚ة‚àƒپƒbƒL‚جŒْ‚¢’·ژُ–½ƒ^ƒCƒv‚ھ‚ ‚é‚ج‚إ‚·‚ھپAژg‚¢ڈںژè‚ح‚و‚‚ ‚è‚ـ‚¹‚ٌپB >>840
ƒ\ƒ‹ƒ_ƒvƒ‹ƒbƒg‚³‚ٌ‚ح”¼“c‚àƒ`ƒ…ƒ‹ƒb‚ئ‹z‚¢‚ـ‚‚è‚ٌ‚®‚¾ƒ]پ™œc(^p^) >>842
ڈع‚µ‚‚ ‚è‚ھ‚ئ‚¤‚²‚´‚¢‚ـ‚·پB—‰ً‚µ‚ؤ‚«‚ـ‚µ‚½پB
پEٹî”ص‚جƒnƒ“ƒ_‚ة‚ح”M‚ھ“`‚ي‚ء‚ؤ‚ب‚¢
پE‘ز‹@ژ‚ة‚ح”M‚ھڈم‚ھ‚è‚·‚¬‚ؤ‚¢‚é
‚ئ‚¢‚¤‚±‚ئ‚إ‚·‚ثپB
>>‚ف‚ب‚³‚ٌ
پ@‚±‚ê‚ـ‚إ‚¢‚ë‚¢‚남‹à‚ًژg‚ء‚ؤ‚µ‚ـ‚ء‚½‚ج‚إ
پ@‚ـ‚¸‚حژو‚èٹO‚·‚±‚ئ‚ًچl‚¦پAژو‚èٹO‚¹‚½‚ç
پ@گV‚µ‚¢‚ح‚ٌ‚¾‚ً”ƒ‚¨‚¤‚ئژv‚¢‚ـ‚·پB
پ@چ،‰ٌپAƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg‚ھ“ح‚«‚ـ‚µ‚½‚ج‚إپAژ_‰»–Œ‚ج‰ü‘P‚ًچs‚¨‚¤‚ئ
پ@‚µپA‚»‚جŒمچؤ“xژو‚èٹO‚µ‚ة’§گي‚µ‚ـ‚µ‚½پB
پ@ڈ¬ژèگو‚ح‚â‚·‚è‚إژخ‚ك‚ةچي‚èپAچw“ü‚µ‚½‚ظ‚¤‚ھ—ا‚¢‚ئ‚¢‚ي‚ꂽ
پ@ڈ¬ژèگو‚جŒ`‚ة‹ك‚أ‚¯‚ؤ‚ف‚ـ‚µ‚½پi‡@پjپB
پ@پ@”ƒ‚ء‚½ƒyپ[ƒXƒg‚ح‡A‚إ‚·پB
پ@پ@‰·“x‚ھچ‚‚·‚¬‚é‚ئ‚ ‚ء‚½‚ج‚إپA‰ئ‚ةƒIƒ“ƒIƒt‚إ‚«‚éƒ^ƒbƒv‚ھ‚ ‚ء‚½‚ج‚إ
پ@‚»‚ê‚ًژg‚ء‚ؤ‚ف‚ـ‚µ‚½پi‡Bپj
پ@پ@ƒPƒ~ƒJƒ‹ƒyپ[ƒXƒg‚إگôڈٍŒمپA‚ح‚ٌ‚¾‚ً“h‚ء‚ؤ‚ف‚ـ‚µ‚½‚ھ‚ـ‚¾”÷–‚©‚à‚µ‚ê‚ـ‚¹‚ٌپi‡CپjپB
پ@پ@‡Dچؤ“x’§گي‚إ‚·‚ھپAˆب‘O‚و‚è—n‚¯‚½‚و‚¤‚إ‚·‚ھپA‹z‚¢ژو‚邱‚ئ‚ح‚إ‚«‚ـ‚¹‚ٌ‚إ‚µ‚½پB
http://get.secret.
jp/pt/file/1643188409.JPG ƒRƒeگو‚ب‚ٌ‚ؤڈء–ص•i‚¾‚©‚ç‚ثپAژٹش‚ھ‚à‚ء‚½‚¢‚ب‚¢ >>844
‚ا‚¤Œ©‚ؤ‚à
—]Œv‚ب‹à‚ً‚©‚¯‚·‚¬‚ؤ‘هژ¸”s‚ئ‚¢‚¤‰¤“¹ƒpƒ^پ[ƒ“‚ة‚µ‚©Œ©‚¦‚ب‚¢
FX600‚ح‚ٌ‚¾‚±‚ؤ”ƒ‚¦‚خڈI‚ي‚ء‚½کb‚ب‚ج‚ة
‚ح‚ٌ‚¾‚±‚ؤ‚ث‚½‚¾‚¯‚ة‚±‚ؤگو‹Zڈp‚خ‚©‚苳‚¦‚ؤپ•‚â‚点‚ؤ‚é“z‚ç‚ح‚ا‚؟‚ç‚àچإˆ«‚¾‚ب >>846
“ü–هژز‚ھچإˆہƒRƒe‚إڈo—ˆ‚ؤ‰÷‚µ‚»‚¤‚¾‚ب ƒRƒeگو‚ھ‰ك“x‚ةژ_‰»‚µ‚ؤ‚µ‚ـ‚¤—vˆِ‚ً•ْ’u‚µ‚½‚ـ‚ـƒRƒeگوچي‚ء‚ؤ‚à‚ـ‚½ژ_‰»‚·‚邾‚¯‚¾‚µ‚ب
–{گl‚à’²‚ׂé‹C‚ح‚ب‚¢‚ف‚½‚¢‚¾‚µ‚à‚à‚¤چD‚«‚ة‚µ‚ë‚ئ‚µ‚©
گج‚ح‰·’²‚ج‚ب‚¢ƒRƒe‚ًژg‚ء‚ؤ‚¢‚½‚¯‚اژ…ƒnƒ“ƒ_‚جƒtƒ‰ƒbƒNƒX‚إ‰ٌ•œ•s”\‚بڈَ‘ش‚ة‚ب‚ء‚½‚±‚ئ‚ح‚ب‚¢‚و
‰½‚©‚ًŒˆ’è“I‚ةٹشˆل‚ء‚ؤ‚¢‚é‚à‚µ‚‚حŒجˆس‚ة‚â‚ء‚ؤ‚¢‚é‰آ”\گ«‚ھچ‚‚¢ >>847
‰½‚ھŒ´ˆِ‚©‚ي‚©‚ç‚ٌ‚¯‚اڈo—ˆ‚ؤ‚é‚جپH
‚ ‚ئ‰÷‚µ‚»‚¤‚ء‚ؤ‰½‚ة‚©‚©‚ء‚ؤ‚é‚ج‚©‘S‚‚ي‚©‚ç‚ب‚¢‚ٌ‚إ‚·‚ھ
–د‘zپH پm„¢پM罒پL„، پn‚‚₵‚¢‚إ‚·‚ءپIپI >>850
32594‚‚₵‚¢‚إ‚·
‚ء‚ؤ‚ب‚ةپH
•¶ژڑ‰»‚¯“ü—ح‚·‚é‚ظ‚ا“®“]‚µ‚ؤ‚é‚ج‚ح‚ي‚©‚ء‚½
“ھ‚¨‚©‚µ‚¢‚â‚ë •¶ژڑ‰»‚¯‚µ‚ؤپ@پm„¢پMژMپL„،پn‚‚₵‚¢‚إ‚·پIپI >>852
‚â‚ê‚خ‚إ‚«‚éژqپI
(*پLپحپM) ‚ـ‚ ‰´‚حڈ‰گSژز‚إ‚àFX600‚ً”ƒ‚¤‚ج‚ھ‚¢‚؟‚خ‚ٌ‚¢‚¢‚ئژv‚¤‚ھپA‚»‚¤‚حژv‚ي‚ب‚¢گl‚à‚¢‚邾‚낤پB FX600‚حچإ‘هڈo—ح‚ھ‚T‚OW‚µ‚©‚ب‚¢‚©‚çپAچ،‰ٌ‚ج—p“r‚ب‚çPRESTO‚ج•û‚ھ‚¢‚¢‚ٌ‚¶‚ل‚ثپH(^p^;) FX600‚ئpresto—¼•û–ف‚ج‰´‚حڈں‚؟‘g FX600‚ئ’†‰طT12ژ‚؟‚ج‰´‚à‚ب
‚ح‚ٌ‚¾‹zˆّ‹@‚â‘ھ’èٹيˆêژ®‚ ‚é‚ي ƒvƒŒƒXƒg‚حڈ‰گSژز‚ة‚حگâ‘خ‚ة‘E‚ك‚ب‚¢ ‚à‚¤’N‚©ژج‚ؤƒAƒhژN‚µ‚ؤƒvƒŒƒXƒeƒRƒ“’¼‚µ‚ؤ‚â‚ê‚خپH
”M—e—ت‚ج’ل‚¢ƒjƒNƒچƒ€ƒqپ[ƒ^پ[‚جƒRƒe‚¶‚لƒxƒ^ƒOƒ‰ƒEƒ“ƒh‚ة‹ك‚¢‰سڈٹ‚ج
‰”ƒtƒٹپ[‚ح‚ٌ‚¾‚ًٹî”آ— ‚ـ‚إ—n‚©‚·‚±‚ئژ©‘ج–³—‚بکb
‰´‚©‚ç‘—‚ê‚éگ¸ˆê”t‚جƒAƒhƒoƒCƒX‚ھFX600”ƒ‚¤‚à‚µ‚‚ح
HAKKO‚جƒfƒ‚‹@‘ف‚µڈo‚µƒTپ[ƒrƒX‚إ>>825‚جƒZƒbƒg‚ًژط‚è‚邱‚ئˆبڈم >>857
‰´‚àFX600ژ‚؟‚ب‚ٌ‚¾‚¯‚اپAKSGER‚جT12‚ة‹»–،‚ھ‚ ‚ء‚ؤ
‚±‚±چإ‹ك‚حƒ|ƒ`‚낤‚©‚ا‚¤‚©‚ئژvˆؤ’†‚ب‚ج‚¾پB ƒRƒeگو‚ح‚¾‚¢‚شƒ}ƒV‚ة‚ح‚ب‚ء‚ؤ‚«‚½‚ج‚©‚ب
‚ ‚·‚©ڈC‘U“°‚ج“®‰وپ@https://www.youtube.com/watch?v=16pEnDesHqUپ@‚ھژQچl‚ة‚ب‚é‚ث
“®‰وپiFX600‚ء‚غ‚¢پj‚¾‚ئپAƒnƒ“ƒ_‚ھ‚؟‚ل‚ٌ‚ئ—n‚¯‚ؤ‚¢‚ê‚خ•”•i‚حژ©ڈd‚إ‰؛‚ة—ژ‚؟‚ؤ‚é‚©‚çپA‹z‚¢ژو‚èگü‚حچإŒم‚إ‚و‚¢‚©‚ب
ƒRƒeگو‚ھ‚ـ‚ئ‚à‚ة‚ب‚ء‚ؤ‚©‚炾‚¯‚اپAٹeƒsƒ“‚جƒXƒ‹پ[ƒzپ[ƒ‹•”•ھ‚ـ‚إƒnƒ“ƒ_‚ھ—n‚¯‚ؤ‚¢‚é‚©ٹm”F‚µ‚ؤپiƒRƒeگو‚إ‰ں‚µ‚ؤ“®‚¯‚خOKپjپA
‚ ‚ئ‚حگ·‚ء‚½ƒnƒ“ƒ_‚ھŒإ‚ـ‚ç‚ب‚¢‚و‚¤‚ةپA‚ـ‚ٌ‚ׂٌ‚ب‚‚ذ‚½‚·‚ç”M‚·‚ê‚خ‚و‚¢ >>859
‹t“]‚ج”‘z‚إ
‚ح‚ٌ‚¾ƒRƒe”ƒ‚¤‹àƒvƒ‰ƒXƒAƒ‹ƒtƒ@‚إƒvƒŒژج‚ؤƒRƒ“”ƒ‚¤ ƒRƒeگو‚ً‰”•Mچي‚è‚إچي‚é‚ئ‚¢‚¢‚و >>860
ژں‚جƒZپ[ƒ‹‚إƒ|ƒ`‚ء‚½‚ç‚¢‚¢‚ئژv‚¤‚ھ
“dŒ¹“à‘ ƒ‚ƒfƒ‹‚ھˆہ’èٹ´‚ ‚ء‚ؤ—ا‚¢‚إ‚·
ٹO•t‚¯‚حˆہ’肳‚·‚½‚ك‚ةڈd‚è’u‚¢‚½‚èٹO•t‚¯“dŒ¹‚ؤˆê‘ج‰»‚³‚¹‚ؤ“à‘ں‚ئ•د‚ي‚ç‚ب‚¢‘جگد‚ة‚ب‚é >>858
‘fگl‚ئ‚±‰؛ژè‚‚»‚ة‚حژg‚¢‚±‚ب‚¹‚ب‚¢‚©‚ç‚ب‚— >>861
Œم”¼‚جƒ{ƒ„ƒL‚ة•·‚«“ü‚ء‚ؤ‚µ‚ـ‚ء‚½‚— >>864
“dŒ¹“à‘ ‚¶‚ل‚ب‚¢‚ئƒPپ[ƒX‚ھŒy‚‚ؤ‰E‰چ¶‰‚µ‚»‚¤‚¾‚ث‚—
‚إ‚à“à‘ “dŒ¹‚جٹî”آƒŒƒCƒAƒEƒg‚ئژہ‘•‚ھ‰ˆ–تƒ‹پ[ƒ‹‚ًƒKƒ“–³ژ‹‚إƒ„ƒo‚¢‚و‚¤‚ب‚ج‚إپAچع‚¹‘ض‚¦‚é‚©‚àپB ‰·’²”ƒ‚¤‚ب‚çPX-201پA‚±‚ؤگو‚حPX-2RT-5Cˆت‚¶‚ل‚ب‚¢‚جپH
FX600‚ً‚±‚ج—p“r‚إگ„‚µ‘±‚¯‚é——R‚ھ‚ي‚©‚ç‚ٌ
ƒtƒŒپ[ƒ€‚حƒ‰ƒXƒ{ƒX‚ب‚ٌ‚إ‘¼‚ج’[ژq‚ھڈo—ˆ‚é—l‚ة‚ب‚ء‚ؤ‚©‚ç
Œآگl“I‚ة‚حŒ»ڈَ‚ج“¹‹ï‚إƒpƒ^پ[ƒ“”چ—£‚³‚¹‚½‚èپA•”•i—n‚©‚µ‚½‚èگFپXŒہٹE‚ـ‚إ‚â‚ء‚ؤ‚ف‚½•û‚ھ—ا‚¢‚ئژv‚¤‚¯‚ا‚ب >>868
PX-2RT-5C‚ء‚ؤ‘¾‰ك‚¬‚¶‚ل‚ب‚¢‚©پH “‚¢‚±‚ئچl‚¦‚ب‚‚ؤ‚à30پ`40W‚جƒRƒe‚ئCŒ^‚ج‚±‚ؤگو‚ئƒtƒ‰ƒbƒNƒX“ü‚è‚ج‹zژو‚èگü‚ھ‚ ‚ê‚خ‚ا‚¤‚ة‚©‚ب‚郌ƒxƒ‹‚¾‚ë
•sٹي—p‚بڈ‰گSژز‚ھ”M‚ج“ü‚è‚أ‚ç‚¢ƒyƒ“ƒVƒ‹Œ^‚ج‚±‚ؤگو‚إƒOƒٹƒOƒٹ‚â‚ء‚½‚ئ‚±‚ë‚إ–³‘ت‚بژٹشژg‚¤‚¾‚¯ ‚ح‚ٌ‚¾‚â‚èٹµ‚ê‚ؤ‚éگl‚ظ‚اƒyƒ“Œ^‚حگ^‚ءگو‚ةژو‚è‘ض‚¦‚邾‚ë
•\–تژہ‘•‚إ‚àƒyƒ“Œ^ژg‚ء‚½‚±‚ئ‚ب‚¢
”½–تƒh‘fگl‚جچ ‚حƒyƒ“Œ^‚إƒ_ƒ}—تژY‚µ‚ؤ‚½‚ث 20”N‚‚ç‚¢–ˆ“ْ‚ج‚و‚¤‚ة”¼“cƒSƒeژg‚ء‚ؤ‚éƒvƒچ‚¾‚¯‚اƒپƒCƒ“‚حƒyƒ“Œ^ژg‚ء‚ؤ‚é‚و
•پ’iژg‚¢‚حƒyƒ“Œ^‚ھژg‚¢‚â‚·‚¢ >>868
>‰·’²”ƒ‚¤‚ب‚çPX-201پA‚±‚ؤگو‚حPX-2RT-5Cˆت‚¶‚ل‚ب‚¢‚جپH
PX-280‚ھڈo‚½‚ج‚ةپA‹Œ”إ‚جPX-201‚ًٹ©‚ك‚é‚ج‚ح‚ا‚¤‚ب‚ٌ‚¾‚낤پB
ƒRƒeگو‚جŒفٹ·گ«‚à‚ب‚³‚»‚¤‚¾‚µپB
‚ئ‚±‚ë‚إپA>>130‚إPX-201‚جƒZƒ“ƒTپ[‚جˆت’u‚ة‚آ‚¢‚ؤڈ‘‚¢‚½‚¯‚اپA’ùگ³پB
‰ك‹ژƒXƒŒ‚إڈo‚ؤ‚¢‚½‚ج‚حƒ~ƒjƒXƒeپ[ƒVƒ‡ƒ“ƒ^ƒCƒv‚جƒZƒ“ƒTپ[‚ج‚±‚ئ‚¾‚ء‚½پB
https://rio2016.5ch.net/test/read.cgi/denki/1528616405/361 >>844
ƒIƒIƒbپA‚ب‚ٌ‚ئ‚©ƒnƒ“ƒ_‚ھڈو‚ء‚ؤ—n‚¯‚½‚ث
‚ئ‚è‚ ‚¦‚¸ƒIƒپ
‚±‚ê‚إ‚ا‚¤‚·‚ê‚خ—n‚¯‚é‚©‚ھ•ھ‚©‚ء‚½‚ئژv‚¤‚¯‚اپA‚ـ‚¾‘S•”—n‚©‚·‚ج‚ة‚ح”M—ت‚ھ‘«‚è‚ب‚³‚»‚¤‚¾‚ث
ƒRƒe‚©‚çڈuٹش“I‚ة‹ں‹‹‚إ‚«‚é”M—ت‚حƒRƒe‚ج‚»‚ج‰·“x‚إ‚جƒڈƒbƒeپ[ƒW‚و‚è‚àپA
ƒRƒe‚ج”M—e—ت‚ئپA•K—v‰·“x‚ئƒRƒe‚ج‰·“xچ·پi‰ك”M—تپj‚جگد‚ھ–â‘è
‚ـ‚½پAƒRƒeگو‚ج”M’ïچR‚ھ‘ه‚«‚¢‚ئڈuٹش“I‚ة”M‚ً‘خڈغ•¨‚ة—^‚¦“ï‚¢
ڈ¬ژèگو‚ج”M’ïچR‚حƒnƒ“ƒ_‚ھڈو‚ء‚½ƒRƒe‚ة‚و‚ء‚ؤ‘ه•‚ةڈ¬‚³‚‚ب‚ء‚½‚¯‚ê‚اپA
‚à‚¤ڈ‚µڈ¬‚³‚‚·‚ê‚خ‚±‚ج‚‚ç‚¢‚جƒnƒ“ƒ_‚ب‚ç‘S•”—n‚©‚¹‚é‚ئژv‚¤
ƒRƒeگوگو’[•”‚¾‚¯‚¶‚ل‚ب‚ڈ¬ژèگو‰؛•”‘S‘جپi‰”•M‚إŒ¾‚¤‚ئگc‚ج•”•ھ‚¾‚¯‚¶‚ل‚ب‚‚ؤچي‚ء‚½–ط‚ج•”•ھ‘S•”پj‚ةƒnƒ“ƒ_‚ًڈو‚¹پA
‘½ڈ‰ك”Mپi2پ`3•ھ•ْ’uپj‚³‚¹ƒRƒeگوگو’[‚¶‚ل‚ب‚ڈ¬ژèگو‰؛–ت‘S‘ج‚إƒnƒ“ƒ_‚ة“–‚ؤ‚ê‚خ—n‚¯‚é‚ئژv‚¤ >>871-872
‰~گچŒ`ڈم‚جƒRƒeگو‚حڈ¬‚³‚¢‚ظ‚اگو’[‚ضچs‚‚ة‚µ‚½‚ھ‚ء‚ؤ‚و‚è”M’ïچR‚ھ‘ه‚«‚‚ب‚é‚ج‚إپA
BŒ^‚جگو’[•”‚حپA“ء‚ة‘½‘wٹî”آ‚¾‚ئ‰·’²‹@‚جƒپƒٹƒbƒg‚ًٹˆ‚©‚µ‚ة‚‚¢‚ئژv‚¤پB
“¯‚¶‰·“x‚إ‚ح‚ٌ‚¾•t‚¯‚·‚邽‚ك‚ةپAگو’[‚ھچׂ‚ب‚è‚«‚ç‚ب‚¢DŒ^پACŒ^‚ج•û‚ھ‰·“xگف’è‚ً
’ل‚‚إ‚«‚éŒXŒü‚ھ‚ ‚éپB
‚ ‚ئTSSOP‚âQFPپAQFN‚ة—¬‚µƒnƒ“ƒ_‚ً‚·‚é‚ئ‚«‚حپA•،گ”‚جƒsƒ“‚ً“¯ژ‚ة—n‚©‚·‚±‚ئ‚إ
ƒnƒ“ƒ_‚ج—ت‚ھ‹دˆê‚ة‚ب‚邯‚ê‚اپA‚±‚ج‚ح‚½‚ç‚«‚àBŒ^‚و‚èپADپAC‚ج•û‚ھ—eˆص‚ةچى‚ê‚éپB Ali‚جKSGER‚ف‚½‚ç
‚±‚¤‚ب‚ء‚ؤ‚½
پ«
AliExpressŒo—R‚إ’†چ‘‚©‚ç“ْ–{‚ض•Wڈ€”z‘—
2009”N3Œژ‚ج”z’B—\’è ‚µ‚©‚µپAچ،ژg‚ء‚ؤ‚邱‚ؤ‚جƒڈƒbƒgگ”‚ح‚¢‚‚ç‚®‚ç‚¢‚ب‚ٌ‚â‚ë‚ثپG ƒvƒŒƒXƒe‚جƒRƒ“ƒgƒچپ[ƒ‰ŒN‚ج‚ح‚ب‚µ‚ب‚çپAHAKKO‚جƒjƒNƒچƒ€40W‚¾‚ء‚½‚©‚ئ
‚±‚ꂾ‚ء‚½‚çپAگç‰~’ِ“x‚جŒƒˆہپiƒGƒZپj‰·’²‚ج‚ظ‚¤‚ھƒ}ƒV‚©‚à‚ث >>879
‚¨‘O‚ة‚حٹضŒW‚ب‚¢‚©‚ç‹C‚ة‚·‚é‚ب >>869
چ،‰ٌ‚ج–ع“I‚ب‚瑾‚¢•û‚ھ—ا‚¢ƒXƒyپ[ƒX‚àڈ\•ھ‚ ‚邵
>>873
ˆہ‚¢‚©‚ç
‹Œ”إ‚ب‚جپH•ہ—ٌ”ج”„‚³‚ê‚é‚ئژv‚ء‚ؤ‚½‚¯‚ا PX201‚حˆêژژg‚ء‚ؤ‚¢‚½‚¯‚اپA’·ژٹش’ت“d‚µ‚ؤ‚é‚ئپAژ‚ؤ‚ب‚‚ب‚‚ب‚é’ِƒnƒ“ƒhƒ‹•”‚ھ”M‚‚ب‚é‚و
‚؟‚ه‚¤‚اˆ¬‚肽‚¢ƒeپ[ƒpپ[•”‚ھ50پژ’´‚¦‚ؤ‚ؤپA‚³‚ç‚ةŒم‚ë‚ًˆ¬‚éپiLED•”•ھپj‚±‚ئ‚ة‚ب‚é
‚·‚é‚ئپAƒRƒeگو‚ئژw‚جˆت’u‚ھ‚ا‚ٌ‚ا‚ٌ—£‚ê‚ؤژg‚¢‚ة‚‚پEپEپEŒآگl“I‚ة•³”F’è >>882
ƒXƒٹپ[ƒvƒ‚پ[ƒh•t‚¢‚ؤ‚ب‚¢‚ٌ‚¾
‚«‚آ‚¢‚ث ‚»‚ج“_پA‚گ‚ک‚Q‚W‚O‚ب‚çƒXƒٹپ[ƒvƒ‚پ[ƒh‚آ‚¢‚ؤ‚¢‚é‚ٌ‚â‚ثپB
‚µ‚©‚µپAƒپپ[ƒJپ[‚جHP‚ًŒ©‚é‚ئپAƒXƒeپ[ƒVƒ‡ƒ“Œ^‚à ‚ب‚ٌ‚¾‚©‚ب‚ںپBپBپB
ƒLƒƒƒ‰ƒNƒ^LCD‚إ‚¢‚¢‚©‚çپ@گف’艷“xپ@‚ئپ@Œ»ژ“_‚إ‚جژہ‰·“x
“¯ژ‚ة•\ژ¦‚µ‚ؤ—~‚µ‚¢‹C‚ھ‚·‚éپB
چ‚‹‰‹@ژي‚ب‚ç‰tڈ»‰و–ت‚ة‰·“x•د‰»ƒOƒ‰ƒt‚®‚ç‚¢•\ژ¦‚µ‚ؤ‚‚ê‚و‚ٌپI(^p^) ‚±‚¤‚¢‚¤ƒOƒ‰ƒt
گش:ژہ‰·“x
گ…گFپF“ٹ“ü“d—ح
—ل‚ج•ْ”Mگ¬•ھ‹‚·‚¬‚éٹî”آ‚إ‹êگي‚µ‚ؤ‚¢‚éژq‚حپ@‚±‚¤‚¢‚¤ƒOƒ‰ƒt‚إڈَ‹µ‚ً‰آژ‹‰»‚إ‚«‚ê‚خ‘خچô‚àچu‚¶‚â‚·‚‚ب‚é‚ئژv‚¤‚ٌ‚¾‚ي‚³پI(^p^)
 >>883,884
>>883,884
FM2028‚حƒXƒٹپ[ƒv‚¹‚¸‚ئ‚àƒOƒٹƒbƒv‚ھژ‚ؤ‚ب‚¢‚ظ‚ا”M‚‚ب‚邱‚ئ‚ح‚ب‚¢‚©‚ç
PX-210‚ح’f”Mڈˆ—‚ھƒVƒ‡ƒ{ƒC‚¢‚ٌ‚¶‚ل‚ب‚¢‚©‚ب >>880
ٹضŒW‚ب‚¢‚ج‚ح‚ؤ‚ك‚¦‚¾‚남‚½‚ٌ‚±‚ب‚· >>885
‚±‚ؤگو’[“à‘ ‚جƒZƒ“ƒT‚ً
ƒqپ[ƒ^پ[•”‚ةپu‚àپvگف‚¯‚éپB
ƒZƒ“ƒTٹش‚ج”M’ïچR‚جŒآ‘جچ·‚ح–³‚¢‚à‚ج‚ئˆê’U‘[’肵‚ؤ
‰·“xچ·‚ئ‰·“xŒù”z‚©‚ç”M—¬—ت‚ھ”»‚ء‚ؤ
ƒqپ[ƒ^“ٹ“ü“d—ح‚ئ‚ج”نٹr‚©‚ç”M’ïچR’l‚ًٹrگ³پB
ƒRƒeگوŒ`ڈَ‚©‚çگ„‘ھ‚³‚ê‚éƒRƒeگو‚ض‚ج”M’ïچR‚ًŒ³‚ة
‰·“xŒù”z‚جگو‚ًگ„‘ھ‚µ‚ؤƒRƒeگو‚جژہ‰·“x‚ًژZڈo‚·‚éپA
‚ئ‚¢‚¤‚ج‚ح‚ا‚â‚ں(^p^) >>886
‘½•ھ‚»‚¤‚¾‚낤‚ث
چ،”ج”„‚µ‚ؤ‚¢‚éPX201‚إ‚ح’f”M—p‚جƒXƒٹپ[ƒuپi?)‚ف‚½‚¢‚ج‚ھ‚آ‚‚و‚¤‚ة‚ب‚ء‚½‚ج‚ثپAŒ‹چ\ƒNƒŒپ[ƒ€‚«‚½‚ج‚©‚ب >>885
‚ي‚©‚é
KSGER‚ح‚±‚ؤ‰·“x‚ئژ؛‰·‚ھ•\ژ¦‚³‚ê‚ؤ— ژR
’†‰ط‚¾‚µژں‚حBT‚إƒXƒ}ƒz‚ة‰·“x•د‰»”ٍ‚خ‚µ‚ؤ‚‚é‚ئژv‚¤
’†‰ط‚ح‚ب‚ٌ‚إ‚àBT“‹چع‚·‚é‚©‚ç‚ب >>888پ@—\‘z‚·‚é‚ةپA‚±‚¤‚¢‚¤ٹ´‚¶‚بپBپBپB
ƒqپ[ƒ^پ[‰·“xپFگآ
گو’[‘¤ƒZƒ“ƒT‰·“xپF—خ
ƒRƒeگوگ„’艷“xپFگشگü(ƒIƒŒƒ“ƒW–ت)
‰ء”MژٹْپF‰©گF
گف’艷“xپFژ‡
 >>890
>>890
‚ ‚ ‚»‚¤‚©ƒXƒ}ƒz‚جژ‘Œ¹ژg‚¦‚خ•”چقƒRƒXƒg‚حچيŒ¸‚إ‚«‚é‚©پEپEپEƒNƒŒƒoپ[‚â‚ثپB
‚µ‚©‚µƒ`ƒi‚إ‚حگآژ•گl‹C‚ب‚ج‚©پEپEپEپ@ƒNƒŒƒoپ[‚â‚ثپB >>893
ƒKƒX‚ئ‚©“d’rژ®‚ج
ƒRپ[ƒhƒŒƒXƒnƒ“ƒ_ƒSƒe‚ة
‚ب‚؛‚µ‚ب‚©‚ء‚½‚ٌ‚²پEپEپE >>893
’·‚·‚¬‚ؤ–³—
T12ƒXƒ^ƒCƒٹƒbƒVƒ…Œn‚إ‚àڈd‚½‚‚ؤژg‚¢‚أ‚ç‚»‚¤‚ب‚ج‚ب >>882
goot‚ةٹْ‘ز‚·‚é‚ج‚ھٹشˆل‚¢پB >>896
”ƒ‚ء‚½“–ژ‚ح‚»‚ٌ‚ب‚ة•s–‚à‚ب‚‚³‚·‚ھ‰·’²پI‚ئژv‚ء‚ؤ‚½‚وw
‚»‚جŒم‚ةگçگخweller‚ًژè‚ة“ü‚ê‚é‚ـ‚إ‚ح‚ث >>897
>گçگخweller‚ًژè‚ة“ü‚ê‚é‚ـ‚إ‚ح‚ث
‚ ‚ê‚حC/P‚إŒ¾‚ء‚½‚çژjڈمچإچ‚‚¾‚ث
“ٌ“x‚ئ‚±‚êˆبڈم‚ج‚à‚ج‚حڈo—ˆ‚ب‚¢ƒŒƒxƒ‹ ‚¢‚‚ç”jٹi‚إ‚à1980‰~ƒRƒXƒg‚ھ‚©‚©‚ء‚ؤ‚é‚ب‚ç
’mگl‚©‚çƒ^ƒ_‚إ‚à‚ç‚ء‚½ƒnƒ“ƒ_ƒSƒe‚ج•û‚ھƒRƒXƒp‚حƒfƒJ‚¢‚ج‚إ‚حپH ˆê’èگ””ج”„‚³‚ê‚ؤ‚½ƒ‚ƒm‚ئ–ل‚¢ƒ‚ƒm‚ئ”نٹr‚·‚é‚ء‚ؤ‚ب‚ٌ‚¾‚©‚بپc ‚µ‚ه‚¹‚ٌپAƒpƒ\ƒRƒ“‰®‚³‚ٌ‚جپu–¢ژg—pƒ^ƒuƒŒƒbƒgŒƒˆہŒہ’è300‘ن(‹Œژ®)پv‚ف‚½‚¢‚ب‚ج‚ئ“¯‚¶‚¾‚µ‚ثپB goot‚ھPX-280‚ء‚ؤ‚¢‚¤گVڈ¤•i‚ج‰·’²ƒnƒ“ƒ_‚±‚ؤڈo‚µ‚ؤ‚½‚ٌ‚¾‚ب
ƒXƒeپ[ƒVƒ‡ƒ“ƒ^ƒCƒv‚ف‚½‚¢‚بƒvƒچژd—l‚جچ‚‹‰کHگü‚جگ»•i‚ح‰´‚جچà—ح‚¶‚ل”ƒ‚¦‚ب‚¢‚¯‚ا‚±‚ê‚حFX-600‚‚ç‚¢‚جˆê”تŒü‚¯‰؟ٹi‘ر‚¾‚©‚甃‚¢‚â‚·‚¢
‚±‚ê‘پ‘¬”ƒ‚ء‚½گl’N‚©‚¢‚éپH
ژg—pٹ´‚ئ‚©‹C‚ة‚ب‚é‚ي >>902
‚ي‚¢‚à‹C‚ة‚ب‚ء‚ؤ‚é‚ھپA
Œًٹ·ڈ¬ژèگو‚ھ‚ـ‚¾ڈ[ژہ‚µ‚ؤ‚ب‚¢‚ج‚إپA—lژqŒ©
—~‚µ‚¢ƒTƒCƒY‚ھ‚ـ‚¾–³‚¢‚ث‚ٌ PX-280‚ح T18‚ح‚آ‚©‚¦‚ب‚¢‚ج‚©‚ب? ‚»‚ë‚»‚딃‚¨‚¤‚©‚ب‚ء‚ؤژv‚ء‚ؤ‚é
”ƒ‚ء‚½‚烌ƒrƒ…پ[‚·‚é‚ي PX-280‚حƒXƒٹپ[ƒv‚آ‚¢‚ؤ‚é‚©‚ç—ا‚¢‚ب ‚»‚¤‚¢‚âJBCƒRƒ“ƒgƒچپ[ƒ‰پ[‚جƒ|پ[ƒ^ƒuƒ‹ƒoپ[ƒWƒ‡ƒ“‚à‚¢‚آ‚ج‚ـ‚ة‚©ڈo‚ؤ‚½‚ٌ‚¾‚ث
‚؟‚ه‚ء‚ئ—~‚µ‚¢‚¯‚ا‚±‚ؤگو‚ھ‚ب‚
https://www.aliexpress.com:443/item/1005003269049376.html >>907
ڈ‰‚ك‚ؤ‚ف‚½پEپEپETS80‚جJBC210”إ‚ب‚ج‚©پAچإ‘ه‚إ30W‚ج‚و‚¤‚¾‚©‚çپA‚à‚¤‚؟‚ه‚ء‚ئƒpƒڈپ[—~‚µ‚¢‚©‚ب‚ں
TS100Œفٹ·‚إUSB-PD‚ة‚à‘خ‰‚µ‚½Pinecil‚ھˆہ‚‚ؤ‹C‚ة‚ب‚ء‚ؤ‚é‚ھپA•p”ة‚ةچفŒةگط‚ê‚إ”ƒ‚¤ƒ^ƒCƒ~ƒ“ƒO‚ھ‚ب‚¢ Pinecil‚à‚¦‚¦‚ب
‚à‚¤‚»‚ء‚؟‚ة‚µ‚و‚¤‚©‚ب Risc-V ‚ب‚ٌ‚¾پEپEپE‚ا‚ج’ِ“x‚جگ«”\‚ب‚ٌ‚¾‚낤پB چ،‚ـ‚إˆê”N‚‚ç‚¢30w‚ج‚ح‚ٌ‚¾‚²‚ؤ‚إٹو’£‚ء‚ؤ‚«‚ؤپA‚¢‚¢‰ءŒ¸”ƒ‚¢ٹ·‚¦‚و‚¤‚ئژv‚ء‚ؤ’²‚ׂؤ‚é‚ٌ‚¾‚¯‚ا‚و‚•ھ‚©‚ç‚ٌپB
”’Œُ‚جFX888D”ƒ‚¨‚¤‚ئژv‚ء‚½‚炱‚ؤگو‰·“xŒv‚ھ•K—v‚ئ‚©ƒŒƒrƒ…پ[‚ةڈ‘‚¢‚ؤ‚ ‚邵پAˆہ‚¢•û‚جFX600‚ة‚حڈ‘‚¢‚ؤ‚ب‚¢پB
‚µ‚©‚à‚±‚ؤگو‰·“xŒv‚ح2–œ‰~‚‚ç‚¢‚·‚é‚ئ‚©‚ا‚¤‚¢‚¤‚±‚ئپH‚ب‚ٌ‚ج‚½‚ك‚ةFX888D‚ھ‚ ‚é‚جپH >>911
‰½‚ة‚µ‚ؤ‚à‚±‚ؤگو‰·“xŒv‚ح•K—v‚إ‚·‚وپB
‚½‚¾‰·’²‚±‚ؤ‚إ‚ب‚¯‚ê‚خ‚±‚ؤگو‰·“x‚ً‘ھ‚ء‚½‚ئ‚±‚ë‚إ‚ا‚¤‚ة‚à‚ب‚ç‚ب‚¢‚ئ‚¢‚¤‚¾‚¯پB
FX-600‚إ‚àFX-888D‚إ‚àڈ‚µژg‚¢چ‚ٌ‚¾‚à‚ج‚ً‰·“xŒv‚إ‘ھ‚ê‚خ–عگ·‚ئˆل‚¤‚ج‚ة‹ء‚‚ئژv‚¤پB >>912
‚»‚¤‚ب‚ٌ‚إ‚·‚ثپB
‚ؤ‚ء‚«‚èFX888‚¾‚¯ƒRƒeگو‰·“xŒv‚ھ•K—v‚ب‚ج‚©‚ئژv‚¢‚ـ‚µ‚½پB
‚ ‚è‚ھ‚ئ‚¤‚²‚´‚¢‚ـ‚·پB ƒXƒeپ[ƒVƒ‡ƒ“Œ^‚جچ‚‹‰‹@‚حپAŒ¾‚ي‚ب‚‚ؤ‚à‰·“xŒv‚ح•Kگ{
—ُ‰؟”إ‚جFX888‚¾‚©‚ç‚ ‚¦‚ؤ•K—v‚ء‚ؤ‚©‚¢‚½‚ج‚©‚بپH چ‚‹‰‚¾‚낤‚ھ•Kگ{‚ب–َ‚ھ‚ب‚¢پAŒآگl‚ھ1‘نژg‚¤‚¾‚¯‚إ
‚ب‚؛•K—v‚ب‚ج‚©پHپ@‚ا‚¤ژg‚¤‚آ‚à‚肾‚و
‚»‚ê‚ب‚çچ‚‹‰‰·’²‚à•s—v‚¾‚ëپHپ@‚ـ‚ •s—v‚ب‚ٌ‚¾‚ھ >>911
>ƒŒƒrƒ…پ[‚ةڈ‘‚¢‚ؤ‚ ‚邵
‘fگl‚âƒXƒeƒ}‚جƒŒƒrƒ…پ[‚و‚è‚حƒپپ[ƒJپ[‚جƒJƒ^ƒچƒOPR‚ج•û‚ھ‚و‚ظ‚اƒ}ƒV ’Pڈƒ‚ة–عگ·‚ئژہچغ‚ج‚±‚ؤگو‰·“x‚ھ‚¸‚ê‚ؤ‚¢‚éپiŒoژ•د‰»‚إ‚³‚ç‚ة‚¸‚ê‚éپj‚ئ‚¢‚¤‚±‚ئپB
‚¾‚©‚ç’²گ®‹@”\‚ھ‚ ‚é‚ي‚¯‚¾‚ھپA‚±‚ؤگو‰·“xŒv‚ھ‚ب‚¯‚ê‚خ’²گ®‚إ‚«‚ب‚¢پB
‹C‚ة‚µ‚ب‚¢گl‚ح‚ـ‚ ‹C‚ة‚µ‚ب‚¢‚ج‚¾‚낤‚ھپA–عگ·‚ً370پژ‚ة‚µ‚ؤژہچغ‚ج‰·“x‚ھ350پژ‚إ‚à‹C‚ة‚ب‚ç‚ب‚¢‚ئ‚¢‚¤‚ج‚ح—‰ً‚إ‚«‚ب‚¢‚ھپAگ¢‚ج’†‚ة‚ح—‰ً‚إ‚«‚ب‚¢گl‚ح•پ’ت‚ة‚¢‚éپB >>917
گà–¾ڈ‘‚ة•K—v‚¾‚ئڈ‘‚¢‚ؤ‚ ‚é‚و‚¤‚إ‚· ڈd—v‚ب‚ج‚حژg—pژ‚ج‰·“x‚إ‚ ‚ء‚ؤ’èڈيژ‚ج‰·“x‚إ‚ح‚ب‚¢‚ئژv‚ء‚ؤ‚é‚ٌ‚إپA’èڈيژ10پژ‚â20پژƒYƒŒ‚ؤ‚½‚ء‚ؤچ\‚ي‚ب‚¢
ڈ¬ژèگو‚ئƒqپ[ƒ^پ[‚ج”MگعگG‚ب‚ٌ‚©‚ةˆظڈي‚ھ‚ ‚ء‚ؤپAڈ¬ژèگو‚ج‰·“x‚ھ–\‚ê‚é‚ج‚حچ¢‚é
ڈ¬ژèگو‰·“xŒv‚ھ‚ ‚ê‚خ‚»‚ê‚ً‘پ‚Œ©‚آ‚¯‚ç‚ê‚é‚ئ‚حژv‚¤ ƒRƒeگو‰·“xŒv‚ح•Kگ{‚إ‚ح‚ب‚¢‚ھ‚ ‚ء‚½•û‚ھ—ا‚¢‚ث
–³‚‚ؤ‚à•\ژ¦‚âƒپƒ‚ƒٹ‚ج’l‚حƒYƒŒ‚ؤ‚é‘O’ٌ‚إ‘جٹ´‚إ“K‰·‚ئژv‚¤‚ئ‚±‚ë‚إژg‚¦‚خ‚¢‚¢ ‚ـ‚ “ْ—jچHچى’ِ“x‚¾‚ء‚½‚ç‚¢‚ç‚ب‚¢‚ئژv‚¤‚¯‚ا‚ثپc FACT: ‚±‚ؤگو‰·“xŒv‚ح•s—v‚ئŒ¾‚ء‚ؤ‚¢‚éگl‚ج‘½‚‚حˆê“x‚à‰·“x‚ً‘ھ‚ء‚½‚±‚ئ‚ھ‚ب‚¢ >>921
ƒzƒrپ[‚ب‚ç‚»‚ê‚إ—ا‚¢‚ئژv‚¤‚¯‚ا‘جٹ´‚إ‰·“x‚ھ”»‚é‚ج‚حŒ‹چ\‚بڈn—ûژز‚¾‚ئژv‚¤
ڈ‰گSژز‚حگ”ژڑ‚إ”»’f‚µ‚½•û‚ھˆہ’è‚·‚é‚ج‚إ‚ح 2000‰~‚®‚ç‚¢‚ةˆہ‚¢’†‰طƒRƒe‚ئ‚©‚ب‚ç‚ئ‚à‚©‚FX-600‚ئ‚©FX-888‚ھ”ƒ‚ء‚½ژ‚©‚ç20“x30“x‚à‘ه•‚ةƒYƒŒ‚ؤ‚é‚ب‚ٌ‚ؤ‚±‚ئ‚ھ‚ ‚é‚ج‚©‚ث ‚±‚ê‚ح‚ا‚ٌ‚بٹ´‚¶‚إ‚µ‚ه‚¤پ@ژg‚¦‚»‚¤پH
ttps://www.askul.co.jp/p/X369368/ >>926
”ƒ‚ء‚ؤ‚·‚®‘ه‚«‚ƒYƒŒ‚ؤ‚¢‚邱‚ئ‚ح‚ظ‚ئ‚ٌ‚ا‚ب‚¢‚ئژv‚¤پB
‚½‚¾‚µ‰½‚©Œژ‚©ژg‚ء‚½ŒمپA‚ ‚é‚¢‚ح‚±‚ؤگو‚ًŒًٹ·‚µ‚½ڈêچ‡‚ح‚±‚جŒہ‚è‚إ‚ح‚ب‚¢پB >>927
ژg‚¦‚邾‚낤‚¯‚اپA‚±‚ٌ‚ب‚à‚ج”ƒ‚ي‚ب‚‚ؤ‚àƒZƒ“ƒTپ[ˆê–{”ƒ‚ء‚ؤƒeƒXƒ^پ[‚إ“dˆ³Œv‚ê‚خ—ا‚¢‚¾‚ë
—âگع“_•âڈ‚ح“ھ‚ج’†‚إŒvژZ‚·‚é
ژ؛‰·‚ـ‚إ‘ھ‚é•K—v‚ح‚ب‚¢ ‚إڈ¬ژèگو‰·“xŒv‚ح’èٹْ“I‚ةچZگ³‚ةڈo‚·‚ٌ‚¾‚و‚بپB“–‘R >>929
ƒeƒXƒ^پ[‚إ‘ھ‚ê‚éƒZƒ“ƒTپ[‚ء‚ؤ‰½‘z’èپHپ@K”M“d‘خ‚¾‚ئˆہ•¨ƒeƒXƒ^پ[‚¾‚ئŒµ‚µ‚¢‚و‚ث >>931
‚ب‚ٌ‚ج–â‘è‚à‚ب‚¢‚وپH
”M“d‘خ‚ء‚ؤŒƒˆہƒeƒXƒ^پ[‚إ‚à“–‚½‚è‘O‚ةگ³ٹm‚ب’lڈo‚· 2000ƒJƒEƒ“ƒg’ِ“x‚جƒeƒXƒ^پ[‚¾‚ئ•ھ‰ً”\“I‚ھ‘«‚è‚ب‚¢‚ئژv‚¤‚¯‚ا >>930
‰ïژذ‚إ‚حچZگ³‚ةڈo‚µ‚ؤ‚ـ‚µ‚½‚ثپB
ƒZƒ“ƒTپ[‚àڈط–¾ڈ‘•t‚«‚ج‚ًژg‚ء‚ؤ‚ـ‚µ‚½‚ھپA‚½‚ـ‚ة‚¨‚©‚µ‚ب‚ج‚à‚ ‚ء‚½پB fx888d”ƒ‚ء‚½‚ي
‚¢‚ë‚¢‚닳‚¦‚ؤ‚‚ê‚ؤ‚ ‚è‚ھ‚ئ‚¤‚â‚إپI >>933
‚»‚جژw“E‚ھ‚ا‚ê‚ة‘خ‚µ‚ؤ‚ب‚ج‚©•ھ‚©‚ç‚ٌ‚©‚牽‚ئ‚àŒ¾‚¦‚ب‚¢‚؛ >>933
200mVƒtƒ‹ƒXƒPپ[ƒ‹‚ج‚à‚ج‚ًژ‚ء‚ؤ‚ê‚خ–â‘è‚ب‚¢‚ھپA
ƒAƒLƒo‚إ500‰~‘OŒم‚إ”„‚ء‚ؤ‚é2Vƒtƒ‹ƒXƒPپ[ƒ‹‚ج‚à‚ج‚¾‚ئ–³—‚¾‚ب
‚¢‚؟‚¢‚؟’´گâˆہ‚à‚ٌ‚ًˆّ‚ء’£‚èڈo‚µ‚ؤ‚ـ‚إ•¶‹ه‚ًگ‚‚ê‚é‚ب >>929
>ژ؛‰·‚ـ‚إ‘ھ‚é•K—v‚ح–³‚¢
‚½‚ئ‚¦‚خ‚‹”M“d‘خ‚ج‹N“d—ح‚ھ
0.669‚چV(پà—âگع“_‚ئچ‚‰·‘¤گع“_‚ج
‰·“xچ·‚ھ‚R‚V‚Oپژ)‚¾‚ء‚½‚çپA
ژ؛‰·‘ھ‚ç‚ٌ‚إپ@‚ا‚¤”]“àٹ·ژZ‚·‚é‚ج‚ٌپH FX-888D‚ة•ت“r‰·“xŒv‚ھ•K—v‚©‚ا‚¤‚©پA‚ب‚ٌ‚¾‚¯‚اپB
FX-600‚ة•ت“r‰·“xŒv‚ھ•K—v‚إ‚à‚ب‚¢پA‚ئچl‚¦‚é‚ب‚ç•K—v‚إ‚ح‚ب‚¢‚إ‚µ‚ه‚¤پB
”ï—p‚ج“_‚إ‚¢‚½‚¸‚ç‚ةƒnپ[ƒhƒ‹‚ًڈم‚°‚é•K—v‚ح‚ب‚¢‚إ‚·پB
‚¤‚ء‚©‚èƒAƒWƒƒƒXƒg‚إ•د‚ب•âگ³‚ًگف’肵‚½‚ئ‚«‚ةپAچHڈêگف’è’l‚ة–ك‚·•û–@‚³‚¦
‚ي‚©‚ء‚ؤ‚ê‚خپAFX-600‚ً’´‚¦‚ؤ‚¨‚©‚µ‚¢‚±‚ئ‚ة‚ح‚ب‚ç‚ٌ‚µپB
http://kb.hakkousa.com/Knowledgebase/10599/How-do-I-reset-the-HAKKO-FX888D-back-to-factory-default-settings
‚ ‚ء‚½‚ظ‚¤‚ھ‚¢‚¢‚©‚بپA‚ئژv‚¤‚ب‚çپA”M“d‘خ‰·“xŒv•t‚«‚جˆہ‚¢ƒeƒXƒ^پ[(ڈHŒژ‚ة‚ ‚é‚و‚ث)‚إ‚à—ا‚¢‚ج‚إ‚حپB
ƒRƒeگو‚ج‰·“xٹا—‚ًŒµٹi‚ة‚â‚邱‚ئ‚إپAŒµٹi‚ة‚ح‚ٌ‚¾•t‚¯‰·“x‚ًٹا—‚إ‚«‚é‚ج‚حپAچHڈê‚ب‚ٌ‚©‚إ
“¯‚¶ƒRƒeگو‚إ“¯‚¶‚à‚ج‚ً“¯‚¶ژüˆح‰·“x‚ج‚à‚ئ‚إ‚ح‚ٌ‚¾•t‚¯‚µ‚ؤ‚éڈêچ‡پBƒ`ƒbƒv•”•i‚©‚çƒXƒCƒbƒ`‚â
ƒRƒlƒNƒ^‚ج“dگüژو‚è•t‚¯‚ـ‚إ‚ًژüˆح‰·“x‚ھ‚¢‚ë‚¢‚ë‚بڈêچ‡‚ة‚â‚é‚و‚¤‚بڈêچ‡‚¾‚ء‚½‚çپA
ƒRƒeگو‚ج‰·“xٹا—پ‚‚ح‚ٌ‚¾•t‚¯‰·“x‚جٹا—‚¾‚µ‚ثپB
‚ب‚ٌ‚©چ‚‚¢‚©‚بپA‚ء‚ؤژv‚ء‚½‚ç‚؟‚ه‚ء‚ئ‰؛‚°‚éپA‚ب‚ٌ‚©’ل‚¢‚©‚ب‚ئژv‚ء‚½‚ç‚؟‚ه‚ء‚ئڈم‚°‚éپA‚إ‚¢‚¢‚ج‚إ‚حپB >>939
30پژ‚ج‹N“d—ح‚ًˆّ‚‚¾‚¯ 30پژ‚©25پژ‚©20پژ‚©‚‚ç‚¢‚ح‘ھ‚ç‚ٌ‚إ‚à•ھ‚©‚邾‚ë >>927
’†‰ط‚جHAKKOƒRƒeگو‰·“xŒv‚à‚ا‚«‚ھ2گç‰~‘ن(ƒAƒٹƒGƒN‚ب‚ç1‰~‘ن)‚إ”ƒ‚¦‚é‚ج‚ة‚»‚ꔃ‚¤ƒپƒٹƒbƒg‚ ‚é‚©‚بپH
>>940
‚»‚جƒ^ƒCƒv‚حژg‚ء‚½‚±‚ئ–³‚¢‚©‚牽‚ئ‚àŒ¾‚¦‚ب‚¢‚¯‚اFX-951‚ف‚½‚¢‚ب‚ج‚ح‚ ‚ء‚½•û‚ھ—ا‚¢
چ\‘¢ڈمپAگعگG•s—ا‚إ‚ئ‚ٌ‚إ‚à‚ب‚¢‰·“x‚ة‚ب‚邱‚ئ‚ھ‚ ‚é
‚ ‚ئ>>928‚àڈ‘‚¢‚ؤ‚¢‚é‚و‚¤‚ةƒRƒeگو‚جڈء–ص‚ة‚و‚éƒhƒٹƒtƒg‚حڈ‚ب‚©‚炸‚ ‚é‚ئژv‚¤ ‚ ‚êپA‚¨‚©‚µ‚©‚ء‚½‚—
پ~پFƒAƒٹƒGƒN‚ب‚ç1‰~‘ن
پ›پFƒAƒٹƒGƒN‚ب‚çگç‰~‘ن >>943
ڈƒگ³T12‚إگعگG•s—ا‚إ‚ئ‚ٌ‚إ‚à‚ب‚¢‰·“x‚ة‚ب‚邱‚ئ‚ء‚ؤ‚ ‚é‚ج‚©‚بپB
ƒZƒ“ƒTپ[‚إگعگG•s—ا‚ھ”گ¶‚µ‚½‚çƒqپ[ƒ^پ[‚àگعگG•s—ا‚¾‚و‚بپB
‚ك‚ء‚«‚ھ”j‚ê‚ؤگو’[‚ھگH‚ي‚ê‚ؤپA”M“`“±‚ھ’ک‚µ‚’ل‰؛‚µ‚½‚à‚ج‚حŒ©‚½‚±‚ئ‚ھ‚ ‚邯‚اپB FX600‹³ژx•”’·‚ج‰´‚¾‚ھPX-280‚ة‹»–،’أپX‚¾‚؛
ƒXƒٹپ[ƒvƒ‚پ[ƒh‚©‚ç‚جƒVƒƒƒbƒgƒ_ƒEƒ“‚ـ‚إ‚آ‚¢‚ؤ‚é‚ج‚ظ‚ٌ‚ـ—~‚µ‚¢
“dŒ¹“ü‚ê‚ء‚د‚ب‚µ‚إٹOڈo‚µ‚ؤ‚à10•ھŒم‚ة‚ح””Mژ~‚ـ‚ء‚ؤ‚é‚ئˆہگS‚¾‚ي >>946
ˆب‘OچHڈê‚ة‚¢‚½‚ئ‚«‚ح‰½“x‚©Œ©‚½ژ–‚ ‚é
‰·“x‚ً‘ھ‚ء‚½‚炨‚©‚µ‚ب‰·“x‚ة‚ب‚ء‚ؤ‚¢‚ؤڈٹ‘®’·‚ة
•ٌچگ‚µ‚½‚çƒRƒeگو‚ًƒOƒٹƒOƒٹ‚µ‚ؤ’¼‚ء‚½
Œ»چs‚جFX-951‚ح‚µ‚ç‚ب‚¢‚¯‚ا“d‹C“I‚بگعگG‚ھ
•غڈط‚³‚ê‚ب‚¢ˆبڈم‹N‚±‚肤‚é‚ٌ‚¶‚ل‚ب‚¢‚©‚ئژv‚¤ >>947
> FX600‹³ژx•”’·‚ج‰´
“üگM‚µ‚½‚¢‚ج‚إ‚à‚ء‚ئˆہ‚‚µ‚ؤ‚‚¾‚³‚¢ >>947
>ƒXƒٹپ[ƒvƒ‚پ[ƒh‚©‚ç‚جƒVƒƒƒbƒgƒ_ƒEƒ“‚ـ‚إ‚آ‚¢‚ؤ‚é‚ج‚ظ‚ٌ‚ـ—~‚µ‚¢
KSGER‚¾‚ئپAPX280‚و‚èˆہ‚¢پAƒXƒٹپ[ƒvپ•ƒIپ[ƒgƒVƒƒƒbƒgƒ_ƒEƒ“‘خ‰پA—§‚؟ڈم‚ھ‚è10•b‚ئ‚©ژٹ‚ê‚èگs‚‚¹‚肾‚¯‚ا‚ب
ڈ@‹³ڈم‚ج——R‚إ’†‰طT12ƒRƒ“ƒgƒچپ[ƒ‰‚ئ‚©ƒXƒeپ[ƒVƒ‡ƒ“Œ^NG‚ب‚炵‚©‚½‚ب‚¢‚ھ Œآگl“I‚ة‚حپAŒآگlژg—p‚ب‚çƒXƒٹپ[ƒv‚ئ‚©‚¢‚ç‚ٌ‚¯‚ا‚بپB
‚¢‚©‚ة—§‚؟ڈم‚ھ‚è‚ھ‘¬‚¢‚ئŒ¾‚ء‚ؤ‚àڈںژè‚ة‰·“x‚ً‰؛‚°‚ç‚ê‚é‚ئ‚©‚¤‚´‚¢‚¾‚¯پB
“dŒ¹‚ًگط‚肽‚¢‚ئ‚«‚حژ©•ھ‚إگط‚éپB
گط‚è–Y‚ê‚ً–h‚®Œّ‰ت‚ح‚ ‚é‚ھپA‚»‚ٌ‚ب‚à‚ج‚ة—ٹ‚ء‚ؤ‚¢‚é‚ج‚ح—]Œvٹë‚ب‚¢‚ئژv‚¤پB ƒXƒٹپ[ƒv‚©‚ç‚ب‚ç2پ`3•b‚إ•œ‹AپAƒRƒeگوگ@‚ء‚ؤ‚¢‚éٹش‚ة–ك‚é‚©‚炤‚´‚¢‚ئژv‚¤‚ظ‚اٹش‚ح‚ ‚©‚ب‚¢‚¯‚ا‚ث
ٹµ‚ê‚é‚ئ–ك‚ê‚ب‚¢ ‹vپX‚ة‰·“x‚جƒIƒtƒZƒbƒg’²گ®‚إ‚à‚·‚ء‚©‚ب ƒlƒgƒEƒˆ“I‚ة‚حƒپƒCƒhƒCƒ“ƒWƒƒƒpƒ“‚بƒRƒe‚ًژg‚¢‚½‚¢‚ھپEپEپE
“ْ–{‚جƒپپ[ƒJپ[‚ج‚àگ»‘¢‚حٹCٹO‚¾‚ء‚½‚è‚·‚é‚ج‚©‚بپG >>954
‰´‚ھژ‚ء‚ؤ‚éFX-600‚جƒNƒٹƒAƒ^ƒCƒv‚حƒ}ƒŒپ[ƒVƒAگ» FX-600‚ئHakko Dash‚حƒ}ƒŒپ[ƒVƒAگ»
‘¼‚جHakkoگ»•i‚ئgootگ»•i‚ح“ْ–{گ»‚â‚ث ƒlƒgƒEƒˆ‚ب‚çPX-280‚ً”ƒ‚ء‚ؤ‚â‚ê
“ْ–{‚جگ»‘¢‹ئ‚ج‹َ“´‰»‚ھ‹©‚خ‚ê‚ؤ‹v‚µ‚¢2020”N‘م‚ة“ْ–{ƒپپ[ƒJپ[‚©‚ç‚ ‚ ‚¢‚¤‚ج‚ھڈo‚¹‚½‚ج‚ًŒض‚è‚ةژv‚¦ ‚ح‚ٌ‚¾‚²‚ؤ‚ب‚ٌ‚ؤگ¦‚¢‹Zڈp‚ھ•K—v‚ب•¨‚إ‚à‚ب‚¢‚µ‚ب‚ں
Œأ‚¢‚ج‚إ‚àڈ\•ھ‚¾‚µ‚ي‚´‚ي‚´”ƒ‚¤گl‚ا‚ê‚‚ç‚¢‚¢‚é‚ٌ‚¾‚ë PX-280‚ح‚ب‚ںپEپEپE‚ب‚ٌ‚إ‰·“xگف’è‚ھƒ{ƒ^ƒ“‚ب‚ج‚©‚ب‚ںپB
•\ژ¦ƒfƒWƒ^ƒ‹‚ج“ü—ح‰ٌ“]ƒ{ƒٹƒEƒ€‚ھˆê”ش‘پ‚ژg‚¢‚â‚·‚»‚¤‚¾‚ئژv‚¤‚ٌ‚â‚ھ‚ھ‚ھپB
‚ ‚ئپA–حŒ^‚جƒ|ƒٹƒXƒ`ƒŒƒ“‰ءچH—p‚ة‚ح‚؟‚ئ‰·“x‚ھچ‚‚·‚¬‚é‚ٌ‚و‚ب‚ںپEپEپE
”¼ٹz‚ج—m•¨‚¾‚ئ50“xˆبڈم‚إ”Cˆسگف’è‚إ‚«‚é‚ج‚ھ‚ ‚ء‚ؤ‰÷‚µ‚¢پB
goot‚³‚ٌ‚ئ‚±‚ج‚إ‚àڈمˆت‹@ژي‚جRX-802‚ئ‚©‚¾‚ئ
50“xˆبڈم‚إگف’è‚إ‚«‚é‚ف‚½‚¢‚إ‚·‚ھ’l’i‚ھ‚ھ‚ھپGپ@گ¢‚ج’†‚©‚ن‚¢‚ئ‚±‚ë‚ة‚ب‚©‚ب‚©ژè‚ھ“ح‚©‚ٌپ„پƒپG HAKKO‚ھوگ‚¤ƒpƒڈپ[ƒZپ[ƒu‹@”\‚جŒّ”\‚حƒRƒeگو‚جژُ–½‰„’·‚¾‚و‚ث
–³‰”ƒnƒ“ƒ_‚إ‚ج‰^—p‚ً‘z’肵‚½•¨‚إپA“dŒ¹‚ًگط‚ç‚ب‚‚ؤ—ا‚¢‚ئ‚©‚»‚¤Œ¾‚¤ˆسگ}‚ح‚ب‚¢‚¾‚ë ‚ح‚ؤ‚³‚ؤپA‚ا‚ê‚‚ç‚¢‚جˆل‚¢‚ھ‚ ‚é‚ج‚¾‚낤‚©
ƒ‰ƒ“ƒjƒ“ƒOƒRƒXƒg‚ً‚ا‚ê‚‚ç‚¢گك–ٌ‚إ‚«‚ؤپA“ٹژ‘”ï—p‚ً‰ٌژû‚·‚鑹‰v•ھٹٍ‚ج
‹«ٹE‚ئ‚ب‚é‰ز“ژٹش‚حپA‚ا‚ê‚‚ç‚¢‚جٹْٹش‚ة‚¨‚و‚ش‚ج‚¾‚낤‚©پBپBپB
ƒpƒڈپ[ƒZپ[ƒu‹@”\•t‚«‹@ٹي‚ج‘‰ءƒRƒXƒgپ@پFپ@“d‹C‘مپ{ƒRƒeگو‘چٹz –³‰”‚ج350“xˆبڈم‚ئ‚©‰·’²‚ئ‚ح‚¢‚¦پA‚ ‚ء‚ئ‚¢‚¤ٹش‚ةژ_‰»‚·‚邵پA‚¢‚؟‚¢‚؟—ژ‚ئ‚·‚ج–ت“|‰ك‚¬‚é‚ئژv‚¤
>>961
ƒRƒeگوƒپƒ“ƒe‚·‚éچى‹ئژٹش‚ء‚ؤچl‚¦‚ب‚‚ؤ‚و‚¢پH >>959
‰´‚حƒ{ƒٹƒEƒ€‚ح‚·‚®‚¢‚©‚ê‚é‚ٌ‚¶‚ل‚ب‚¢‚©‚ئژv‚¤‚¯‚ا‚ث
ƒچپ[ƒ^ƒٹپ[ƒGƒ“ƒRپ[ƒ_پ[‚إ‚à‚ ‚é‚ـ‚¢ ‚ح‚ٌ‚¾‚²‚ؤ‚جƒ{ƒٹƒ…پ[ƒ€‚ب‚ٌ‚ؤ‚µ‚ه‚ء‚؟‚م‚¤•دچX‚·‚邱‚ئ‚ب‚¢‚µ‘هڈن•v‚إ‚µ‚ه ”¼“cèW‚ج‚ھƒKƒٹƒIپ[ƒ€‰»‚µ‚½‚ç‚ا‚ٌ‚ب‹““®‚ة‚ب‚é‚ٌ‚¾‚낤 >>964
‚»‚ٌ‚ب‚ج‚حژg‚¤گl‚ة‚و‚é‚إ‚µ‚ه
‚»‚à‚»‚à‰½”Nژg‚ي‚ê‚é‚©‚à‚ي‚©‚ç‚ٌ‚µ >–³‰”‚ج350“xˆبڈم‚ئ‚©‰·’²‚ئ‚ح‚¢‚¦پA‚ ‚ء‚ئ‚¢‚¤ٹش‚ةژ_‰»‚·‚邵
‚±‚ؤگو‚ھژ_‰»‚µ‚ؤ”¼“c‚ھڈو‚ç‚ب‚‚ب‚é‚ج‚حپA‚±‚ؤگو‚ھ”¼“c‚إ”G‚ê‚ؤ‚¢‚ب‚¢‚ئ‚«پB
‚±‚ؤگو‚ھ”¼“c‚إ”G‚ê‚ؤ‚¢‚éڈَ‘ش‚إژ_‰»‚·‚é‚ج‚ح”¼“c‚ب‚ج‚إپAƒXƒ|ƒ“ƒW‚â‹à‘®ƒ^ƒڈƒV‚إگ@‚¦‚خ–â‘è‚ح‚ب‚¢پB
‚±‚ؤگو‚»‚ج‚à‚ج‚ھژ_‰»‚·‚é‚ج‚حپA”¼“c‚ھڈو‚ء‚ؤ‚¢‚ب‚¢ڈَ‘شپB
”¼“c‚ھڈو‚ء‚ؤ‚¢‚ب‚¢ڈَ‘ش‚إ‚جŒ»ڈغ‚إ‚ ‚ê‚خپA‰·“x‚ھ“¯‚¶‚ب‚ç–³‰”‚à—L‰”‚à—Lˆس‚بچ·‚ح‚ب‚¢‚ج‚إ‚حپB ƒnƒ“ƒ_‚ً‚ج‚¹‚ؤ‚¨‚¯‚خژ_‰»‚µ‚ة‚‚‚ح‚ب‚é‚ھ–³‰”ƒnƒ“ƒ_‚¾‚ئ“؛گH‚ي‚ê‚ھگiچs‚·‚é >”¼“cèW‚ج‚ھƒKƒٹƒIپ[ƒ€‰»‚µ‚½‚ç‚ا‚ٌ‚ب‹““®‚ة‚ب‚é‚ٌ‚¾‚낤
گعگG‚µ‚ؤ‚¢‚éڈَ‘ش‚جگ³ڈي‚ب‰·“xگف’è‚ئپAگعگG‚µ‚ؤ‚¢‚ب‚¢ڈَ‘ش‚جˆسگ}‚µ‚ب‚¢‰·“x‚ج‚ا‚؟‚ç‚©پB
ƒKƒٹ‚ء‚ؤ‚µ‚ـ‚¤‚ج‚ھپAƒ|ƒWƒVƒ‡ƒ“‚ج•دچX’†‚¾‚¯‚ب‚çگ[چڈ‚ب‚±‚ئ‚ة‚ح‚ب‚ç‚ب‚¢‚¾‚낤‚¯‚اپB
PX280‚جUI‚ھ’Pڈƒ‚بڈم‚°‰؛‚°ƒ{ƒ^ƒ“‚ب‚ç‚¢‚¢‚ب‚ ‚ء‚ؤژv‚¤پB
ƒnƒbƒRپ[‚جƒfƒWƒ^ƒ‹‹@‚حپAٹا—‚³‚ꂽچHڈê‚إ‚¤‚ء‚©‚è(‚ ‚é‚¢‚حڈںژè‚ة)ڈم‚°‰؛‚°‚µ‚ب‚¢‚±‚ئ‚ً
‚¨‚à‚ةˆسگ}‚µ‚ؤ‚¢‚é‚و‚¤‚ب‹C‚ھ‚·‚éپB‚؟‚ه‚ء‚ئ‚جڈم‚°‰؛‚°‚ھ‚µ‚ة‚‚¢ˆَڈغپB HAKKO‚ح‰·“x•د‚¦‚و‚¤‚ئ‚µ‚ؤ‚é‚ج‚ةƒIƒtƒZƒbƒg•د‚¦‚ؤ‚µ‚ـ‚¤‚±‚ئ‚ھ‚ ‚é
ٹµ‚ê‚ê‚خ‚ا‚¤‚ء‚ؤ‚±‚ئ–³‚¢‚¯‚اپA‰·“x•دچX‚ئƒIƒtƒZƒbƒg•دچX‚ھژ—‚½‚و‚¤‚ب‘€چى“ïˆص“x‚ب“_‚ھƒCƒ}ƒCƒ` ‚¨‚¢‰´چً“ْfx888d”ƒ‚ء‚½‚ٌ‚¾‚¼ƒlƒKƒeƒBƒu‚بƒŒƒrƒ…پ[‚ح‚â‚ك‚ؤ‚‚ê‚و •K—v‚¾‚©‚甃‚ء‚½‚ٌ‚إ‚µ‚هپH
ƒlƒKƒeƒBƒu‚ئ‚©‚¢‚ء‚ؤ‘¼گl‚جŒû‚ً‚س‚³‚®‚و‚¤‚بŒ™‚炵‚¢ژ–Œ¾‚¤‚ب‚و ‚ ‚ ‚·‚ـ‚ٌپc
ڈç’k‚إŒ¾‚ء‚½‚آ‚à‚肾‚و IYH‚¨‚ك
”’Œُ‚جƒTƒCƒg‚جƒXƒeپ[ƒVƒ‡ƒ“ƒ^ƒCƒvˆê——Œ©‚½‚ç
FX-888D‚ھƒXƒ^ƒ“ƒ_پ[ƒh‚إFX-950پEFX-951‚حƒRƒ“ƒpƒNƒg‚ب‚ج‚©
‰½‚ئ‚ب‚‹t‚جƒCƒپپ[ƒW‚¾‚ء‚½ 888D‚¢‚¢‚و‚ثپI
ƒRƒeگو‘¾‚¢‚ج‚àژg‚¦‚é‚ج‚إ‘ه‚©‚çڈ¬‚ـ‚إ‚¨kپI
5C‚ئ‚©—pˆس‚·‚ê‚خ“dŒ¹ƒ†ƒjƒbƒg‚جƒXƒiƒbƒvƒCƒ“‚بƒRƒ“ƒfƒ“ƒT‚à‘هڈن•v
‰·“x5ƒ|ƒCƒ“ƒg‚جƒvƒٹƒZƒbƒg‚ح‚ا‚¤‚ب‚ج‚©پH‚ئچإڈ‰‚حژv‚¤‚©‚à’m‚ê‚ب‚¢‚¯‚ا
‚و‚ژg‚¤‰·“x‚ئ‚»‚جڈم‰؛‰·“x‚ً“oک^‚µ‚ؤ‚¨‚¯‚خٹب’P‚ةگط‘ض‚¦‚ç‚ê‚é‚ج‚إ•ض—ک ƒcپ[ƒ‹—ق‚جگV’²‚حƒeƒ“ƒVƒ‡ƒ“ڈم‚ھ‚é‚و‚ب ƒRƒe‚ًگV’²‚µ‚½Œم‚حگجچى‚ء‚½چHچى•¨‚ج
ƒnƒ“ƒ_ڈCگ³‚µ‚½‚肵‚ؤ‰x‚ة“ü‚é‚و‚ثپc >>978
‚¤پ[پ[‚ٌپA‚»‚¤‚¢‚¤ژï–،‚جگl‚à‹ڈ‚é‚ج‚© چى‚é‚à‚ج‚ھ‚ب‚¯‚ê‚خپA‚»‚ء‚؟‚ة‚¢‚‚ج‚©‚àپB
ƒIƒVƒچ‚ً”ƒ‚ء‚ؤپAٹد‚é‚ׂ«‚à‚ج‚ھڈ¤—p“dŒ¹‚®‚ç‚¢‚µ‚©‚ب‚¢پA‚ء‚ؤگl‚à‚¢‚éپB
گ¢ٹE‚حچL‚¢پAگlٹش‚ح‘½—l‚¾پB
‚à‚µ‚©‚µ‚½‚çپA“d“®‚ج‹z‚¢ژو‚èٹي‚ً”ƒ‚ء‚ؤ‚àپAƒWƒƒƒ“ƒNٹî”آ‚ًکM‚ش‚±‚ئ‚ھ
‚ظ‚ئ‚ٌ‚اپA‚ف‚½‚¢‚بگl‚à‚¢‚é‚©‚àپc ‚»‚à‚»‚à‹z‚¢ژو‚è‹@‚ء‚ؤ•”•i‚ًٹO‚³‚ب‚¯‚ê‚خ•K—v‚ب‚¢‚à‚ج‚ب‚ٌ‚¾‚ھپcپc ‹z‚¢ژو‚è‹@‚ب‚ٌ‚ؤڈC—ˆبٹO‚ةژg‚¢“¹‚ ‚é‚ج‚©پH ƒRƒe‚جƒpƒڈپ[‚ھ‘«‚è‚ب‚¢‚ئ‚«“d“®‹z‚¢ژو‚èٹي‚إ‰ء”M‚·‚邱‚ئ‚ھ‚ ‚é‚و ڈC—پپŒجڈل‘خ‰
‰ü‘¢پپ‰آ“®•i‚ة‚àژè‚ً“ü‚ê‚é
‰ٌکH’èگ”•دچX‚ج‚½‚ك‚ج•”•iŒًٹ·پA‚ب‚اپB ‹z‚¢ژو‚è‹@‚حژ©•ھ‚حژژچى’†‚جڈCگ³‚إژg‚¤‚±‚ئ‚ھ‘½‚¢‚بپA‚½‚¾پAچإ‹ك‚حSMD‘½‚¢‚ج‚إڈo”ش‚حŒ¸‚ء‚½
گوŒژپAƒLپ[ƒ{پ[ƒh‚جƒXƒCƒbƒ`‘SŒًٹ·‚µ‚½‚ئ‚«‚حٹˆ–ô‚µ‚½پiژ‚ء‚ؤ‚½‚©‚ç‚â‚é‹C‚ة‚ب‚ء‚½‚ج‚¾‚¯‚اپj ƒEƒˆƒEƒˆ‚µ‚¢گl‚ھ‚±‚ٌ‚ب‚ج‚ًŒ©‚½‚甋¶‚µ‚؟‚ل‚¤‚ج‚©‚ب
ttps://uploader.purinka.work/src/20220.png ‚ب‚ٌ‚©ˆê•C‚¾‚¯ƒLƒ€ƒ`‚‚¹‚¥‚ج‚¢‚é‚ب Country of origin (گ¶ژYچ‘)‚¾‚µ‚ثپB ‚»‚¤‚¢‚≷“xƒZƒ“ƒT‚ئ•‰‰×گ§Œن–ع“I‚ج‚o‚v‚lگ§ŒنFET‚ئ‚©‚ً‚ش‚ç‰؛‚°‚½
Arduino‚ئ‚©ƒ‰ƒYƒpƒC‰ü‘¢‚µ‚ؤ‰·’²ƒRƒe‚ة‚·‚éƒLƒbƒg‚ئ‚©‚ ‚è‚»‚¤‚ب‚à‚ج‚¾‚ھ
’N‚©گS“–‚½‚è‚ح‚ ‚è‚ـ‚¹‚ت‚©‚ث(‘¼—ح–{ٹèژ›‚ب‚à‚ب‚à ƒpپ[ƒc‘م‚¾‚¯‚إˆہ‚¢‰·’²‚ھ”ƒ‚¦‚ؤ‚µ‚ـ‚¤پB چى‚éƒچƒ}ƒ“‚ح‚ ‚邯‚اپAچى‚邾‚¯‚ة‚ب‚éپB چى‚é‚©‚ç‚ة‚حٹùگ»•i‚ة‚ب‚¢•t‰ء‰؟’l‚ھ•K—v‚¾‚ب ƒzƒrپ[‚ب‚ٌ‚¾‚©‚çٹy‚µ‚¯‚ê‚خ‚»‚ê‚إڈ\•ھ
ƒپپ[ƒJپ[‚جژژچى‚إ‚ح–³‚¢ ‚»‚¤‚حŒ¾‚¤‚ؤ‚àƒyƒC‚µ‚ب‚¢‚ئڈ¤•i‚ة‚ح‚ب‚ç‚ٌ‚µ‚ثپB
WEB‚ة‚»‚¤‚¢‚¤ƒŒƒ|پ[ƒg‚ھڈo‚ؤ‚½‚ج‚إ‚حپAگ®—¬•½ٹٹ‚µ‚ؤƒpƒڈپ[‚ًڈم‚°‚éکb‚àڈo‚ؤ‚½‚µپB ‚±‚جƒXƒŒƒbƒh‚ح‚P‚O‚O‚O‚ً’´‚¦‚ـ‚µ‚½پB
گV‚µ‚¢ƒXƒŒƒbƒh‚ً—§‚ؤ‚ؤ‚‚¾‚³‚¢پB
life time: 46“ْ 17ژٹش 25•ھ 41•b 5‚؟‚ل‚ٌ‚ث‚é‚ج‰^‰c‚حƒvƒŒƒ~ƒAƒ€‰ïˆُ‚جٹF‚³‚ـ‚ةژx‚¦‚ç‚ê‚ؤ‚¢‚ـ‚·پB
‰^‰c‚ة‚²‹¦—ح‚¨ٹè‚¢‚¢‚½‚µ‚ـ‚·پB
„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں
پsƒvƒŒƒ~ƒAƒ€‰ïˆُ‚جژه‚ب“ء“Tپt
پڑ 5‚؟‚ل‚ٌ‚ث‚éگê—pƒuƒ‰ƒEƒU‚©‚ç‚جچLچگڈœ‹ژ
پڑ 5‚؟‚ل‚ٌ‚ث‚é‚ج‰ك‹ژƒچƒO‚ًژو“¾
پڑ ڈ‘‚«چ‚ف‹Kگ§‚جٹةکa
„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں„ں
‰ïˆُ“oک^‚ة‚حŒآگlڈî•ٌ‚حˆêگط•K—v‚ ‚è‚ـ‚¹‚ٌپB
Œژ300‰~‚©‚瓽–¼‚إ‚²چw“ü‚¢‚½‚¾‚¯‚ـ‚·پB
پ¥ ƒvƒŒƒ~ƒAƒ€‰ïˆُ“oک^‚ح‚±‚؟‚ç پ¥
https://premium.5ch.net/
پ¥ کQگlƒچƒOƒCƒ“‚ح‚±‚؟‚ç پ¥
https://login.5ch.net/login.php ƒŒƒXگ”‚ھ1000‚ً’´‚¦‚ؤ‚¢‚ـ‚·پB‚±‚êˆبڈمڈ‘‚«چ‚ف‚ح‚إ‚«‚ـ‚¹‚ٌپB









