ハンダ作業について語るスレ No10 [無断転載禁止]©2ch.net
■ このスレッドは過去ログ倉庫に格納されています
ハンダごてとハンダをメインに、ハンダ作業にまつわる話題を扱うスレ
コテ:安価だけど扱いに慣れを要する通常型コテと
相対的に高価だけど扱いやすい温調コテがあります。
予算が許すなら温調コテで高くない物をオススメ。
予算が潤沢ならN2システムなど業務用の作業環境だってアリだよ
でも、上を見たらキリがないのでどこかで妥協する必要あり。
Metcalとデンオンというのは禁止用語です
ハンダ:RoHS対応の無鉛ハンダで作業性の悪さや銅食われに悩むのも良し
従来型の有鉛ハンダで作業性を優先するのも良し
HAKKO 白光株式会社 ttp://www.hakko.com/japan/products/soldering_iron/station_type/
goot 太洋電機産業株式会社 ttp://www.goot.jp/product/
HOZAN ホーザン株式会社 ttp://www.hozan.co.jp/catalog/Soldering_Tools/Soldering_Station.htm
ENGINEER 株式会社エンジニア ttp://www.engineer.jp/products/solder
Weller Electronics ttp://www.weller-toolsus.com
前スレ:【温調】はんだごてについて語るスレ【ガス】 NoX
No9 https://rio2016.2ch.net/test/read.cgi/denki/1447622935/
No8 http://wc2014.2ch.net/test/read.cgi/denki/1429015128/
No7 http://wc2014.2ch.net/test/read.cgi/denki/1400506041/ >>576
共晶ハンダ使えば何でも調子良いよ
温調要らないくらい >>576
温度高くないですか?
自分はもっと低い温度にしているのであとで試してみよう。 設定温度とハンダ付け時の温度は一致するわけでもないので、単純に数字だけで高い低いはわからない。
せめて、コテとコテ先、それと日常の作業対象は条件を揃えないと。 温度高過ぎだとフラックスがあっというまに焼けちゃうからね! 設定が320だとちょっと低いんだよなぁ 何本か触って皆そういう感じ。
しかし370だとこて先のはんだがすぐ酸化しちゃうのでクリーニングの頻度が上がってしまう。
中間が欲しいよ。 >>578
>温度高くないですか?
上手な人は、高めで「ササッ」と済ますんです。 高倉体制終わらせるためにも負けてW杯逸がいいだろ。
これでW杯とか恥さらすだけ 最近仕事で精密基盤への半田付けをやっているのですが、溶けた半田がこての方にどんどん集まって困ってます。
物の本には熱した母材とランドに糸半田を触れさせて溶かすと書いてあるのですが、どうしてもそこまで温度が上がりそうに無く
こてに直接当てて溶かしている状態です。どうすればよいのでしょうか?鉛フリーで温度は370度ぐらいでやっています。 >>584
そんなもんだよ。
こまめにコテ先をクリーニングしながらやるしかない。 >>584
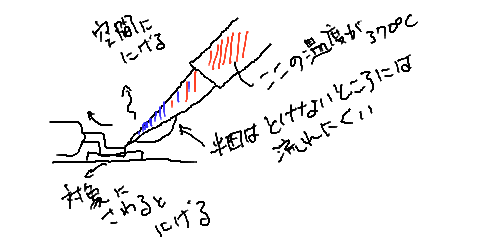
こんな絵のようなことにはなってないだろか。
温調コテはたいていがセンサーの温度を一定に保つしかない。
コテ先温度計で370℃になっていても、それは、対象に熱が逃げていないときの温度。
電気抵抗と一緒で、細いコテ先(細い電線)で、熱量の移動が大きいと(電流が多いと)、
温度の(電圧の)低下が大きくなる。
温調を活かすなら、太目短めでD、Cのように接触面積の大きいコテ先の方が良いですよ。
といっても、いったんブリッジしたら修正が効きにくい部品なら、ピンピンのコテ先で
1ピンずつ仕上げるしかないわけですが。
 とんがってるコテ先でも短い奴がよいぞ
とんがってるコテ先でも短い奴がよいぞ
先っちょ見難い奴もあるけど 一番重要なのは熱抵抗なんだけどこてメーカーは熱効率の良いコテ、
なんて訳のわからないこと言うくせに重要なことの説明を怠っている
熱抵抗が小手先と作業対象の間で非常に大きくなることがトラブルの原因で有ることが多い コテ先の芯をダイヤモンドかカーボンナノチューブで作ればいいのか 熱伝導率の問題ではなく、小手先と作業対象の間に異物(ハンダカスの類)が
挟まることが原因だからそれじゃぁダメだな
異物が付き難くなる方法を考える必要がある 小手先と作業対象の間なら素材じゃなくて形状が重要
形状は各社色々と取り揃えてるよね ヒーターとこて先の間の熱伝導が劣化により悪くなる。
無負荷時温度も落ちるが負荷をかけると更に落ちる。
つまり温調こてでもこて先の温度が落ちてくる。
ヒーター一体型のものは良いと思うが、どれくらい良いかは使ったことがないのでわからない。 どれか一つが重要って考える必要はない。
自分が体験した最も重要なものが、みんなにとっても最も重要なものだと思うのかもしれないけど、
もっと多面的に考えて、自分がイチオシのこと以外のものを重要だと言ってる人の体験に思いを馳せる方がきっと役立つ。 ハンダがコテ先から手元の方に回ってしまうのが原因のひとつだから
先っちょしかハンダで濡れないようにすれば改善するのではないかな。
C型かBC型の斜めにカットした部分だけハンダメッキしてあるやつとか
B型の先だけ残してわざと酸化させるとか。 >>599
>どれか一つが重要って考える必要はない
熱抵抗が重要って言ったのはトラブルの原因のこと
システムとしてそれだけが重要と言っているのではなく、
>>581のようなトラブルは熱抵抗が原因のことが多いと言う意味 >>601
>>581のようなトラブルとは?
>設定が320だとちょっと低いんだよなぁ
Pbフリーなら、320ならちょっと低めに感じても自然かと。
>しかし370だとこて先のはんだがすぐ酸化しちゃう
熱抵抗が原因で酸化するってことはないですよね…
こういう悩みって、もしかしてどこぞのIHコテ先なのかな? 外人のDIY系の動画をyoutubeで見てると
お前よくこんな真っ黒になった銅こて先ではんだ付けできるな、と感動するぐらいひどいこて先結構多いよね >>604
そういうの、日本メーカーのアフターサービス部門の年配の人でも多いよ。 >>606
何故そう思う?
某メーカーの年配サービスエンジニアは、酷いのが多いぞ。
共晶も鉛フリーも、一切気にせず同じハンダごて使って、共晶ですらマトモにハンダ付け出来ていない。 日本人は写真や動画を公開しようとすれば、こて先に限らず徹底的にきれいにするし
それができなきゃ動画自体作ることをやめてしまう
外人はそんな些細なことよりもDIY自体を見てもらいたいから公開するんだろう
感性とか国民性の違いだよ ま、小汚い道具で出来るって事はだ、綺麗な道具ならもっと楽にできる筈なのだが…
意外と出来ない訳よ
つまり、小汚い道具使ってる彼らの方が経験も技術も上って(ry 弘法筆を択ばずが理想。
実際は、ハンダ付けは実務経験の長短だけではない。出来ない奴は、いくらやってもダメw そうだね、半田付けの善し悪しは、道具が半分だよね。 >>607
半田こて他は会社の支給品で、サービスの人の私物ではないはず。
どんなものを支給するかはその会社の姿勢である。
半田づけの訓練も同じ。 サービスなんか街の電気屋への委託だよ
現場なんか治りゃいいだけだから
鉛フリー?なにそれ? な世界 t12の中華はんだごて欲しいんだけど
種類が多すぎて決められない
おすすめ教えてください >>613
種類(融点)の違うハンダを混ぜて使うと後々問題があるんだけど、理解していない人は多い。 そうは言っても、サービス向けには社外秘とか言い出して
使ってる半田の情報とか出さないのが現実っすよ? >>616
製造時に使っている半田の種類などどうでもいい。
問題は補修に使う半田。 >>616
メーカーによるけど、ハンダや工具類等の消耗品は、サービスパーツと同様に番号があって、パーツセンターに注文すれば入手出来るよ。 鉛フリーの奴って、割れやすいとかそんな事は無いですか?
最近ようやく使い始めましたが、ちょっと固い感じがするです。
まぁ、新しいものですしその辺当然考えられてると思いますが、素人目にちょっと気になったのねんのねん 「鉛フリーの奴」がことごとく割れやすいとしたら大問題だよね。
なぜそんな事ここに書く前に、wikiなりメーカーのhp見るとか自分で調べないんだろうね。 >>621
軟らかい鉛が入っていないのでその傾向はある。
とはいえ実用されていることでわかるように実用にならないものではない。
錫−銀3%−銅0.5%のものがJEITA推奨の鉛フリーはんだだが、いろいろな組成のものがある。 >>615 >>620
まざってしまうことより、融点が低いハンダで表面処理された基板や部品に
融点が高いハンダを使うと問題が出てくる。というこではなかったっけ。 詳しいことはわからんが、組成の大きく違う半田が混ざるとぐずぐずになってどうにもならなくなる
盛って吸い取って置き換えるしかない 詳しいことをわかってから言って欲しい。
せめて、組成が大きく違う、とはどの程度のことなのか、そのハンダを混ぜたときにどんなぐずぐずになるのか
ぐらいは説明が必要なのでは?
共晶ハンダと、錫銅の無鉛はんだがはんだ層で混ざってしまっていて知らないまま相当数の製品を出していた、
という問題があちこちであったけれど、それ自体、たとえば強度で問題になったとか、その後経時変化で壊れた、
というようなことではなくて、「鉛が入ってしまっている」ということそのものが重大な問題として挙げられたよ。
ビスマス入りなどの低融点ハンダとのことなら俺は知らないからどうとも言えない。 確か前にこのスレで有鉛使った鏝先使い回したら
RoHSだかISOの警察が検査してて騒ぎだす、って話あったような >>629
「混ぜる」が意味する範囲はとても広いけれど、>>624でも書いた表面処理の部分でのトラブルですね。 >>630
これ、一度吸ってからやりなおしてるけど
継ぎ足してこねくると継ぎ目がたくさんできてボロボロになるんじゃねぇの >継ぎ足してこねくると継ぎ目がたくさんできてボロボロになるんじゃねぇの
共晶ハンダとPbフリーの境界部分が生じることが問題なんで、混ざってしまえば冷却にともなって
外れてしまうリスクは減っていきます。
完ぺきには混ざらないだろう、という意見もあるでしょうけど、
全く混ざらずに境界が存在するものと、ミクロの単位で境界が存在するものとではリスクも変わってきます。
合金の冷却において、組成による融点の違いがあればボロボロになる、ということだとハンダ付けできるのは
ハンダで作られた部品だけって極論にいきついてしまいます。
リスクは有る・無いではなくて、現実的にどのあたりなら大丈夫なのかという話をしないと意味がありません。 pbフリー糸はんだ0.6mm程度のオススメあったら教えて欲しい
用途は手はんだでRoHS対応仕様の基板の製作です 趣味じゃないのなら製品納めるところに指定の対応品ヒアリングしてみたら? >>635
Sn/3AG/0.5Cu あたりで使う量に応じて入手しやすいもので選べば。
いっときは日本スペリアのものが良い、ってことで使ってましたが、
今は小分けのが入手しやすいHOZANのを使ってます。
ハンダの乗りもあまりかわらんし。 >>633
腕と製品をどんな設計・仕様にしたいかに依る。
付けきる腕があるなら日本スペリアのSN100Cが良いなぁ。
ヒートサイクルで脆化しても構わないならJEITA推奨の銀3%のやつ。
耐熱性が必要な箇所なら高温はんだを使わないといけない。 636.637さん
ありがとうございます
早速発注します >>633
ウチでは、千住のESC21を使っている。 最近細かい作業をすると手が震えることが多くなってきました
これは
・鉛中毒
・アル中
・痛風
どれなんでしょう? >>640
54歳ですが、疲れてくると震えますね
そういうときは30分ほど休みます 先輩方教えて下さい
HAKKO FX-600 と こて先D型 http://ec.hakko.com/goodsdetail.php?goodsid=031110 を使用しています
この先の予定で「100Wクラスのはんだごてが無難でしょう」 と書かれた基板にパーツを半田付けする事となりました
僕のセットでは温度調整が出来ますが100Wクラスの仕事は出来るでしょうか?
100Wの鏝はそれ一回きりで後に使う事もなさそうなので出来れば購入せずに済ませたいと思っていますが
やっぱり僕のセットでは無理でしょうか?
アドバイスお願いいたします! 
>>646
こて先の外側に巻き線ヒーターを配する構造の(いわゆる)ニクロムヒーター型と比較すると,FX-600を含むこて先の内側にヒーターを配するセラミックヒーター型は
直接空気中へと逃げる熱が少ないためはるかに高効率であり,よって100Wクラスというのがどちらのタイプを前提としているのかにもよって大きく異なります.
FX-601コンバージョンキットと高蓄熱量のT19系こて先を使えばいけるかも知れませんが,どのようなワークか分からないと何とも言えません.
http://ec.hakko.com/goodsdetail.php?goodsid=030996 >>647
レス下さいましてありがとう御座います
https://imgur.com/a/katsVDh
オーディオ機器の基板の部品交換作業なのですが通常の基板に比べ銅の厚さが大変厚く
通常電子工作で使用する40W程のはんだこてでは歯が立たないそうです。
そこで ハッコージュニアI型 100W 343の購入も考えましたが手持ちで代用できるならいいなと思い質問させて頂きました
お教えいただいた内容によりますと僕の鏝は効率が良いのですね
こて先を変えるアダプターもあるとの事で勉強になりました
僕のは540度まで温度調整が出来るのでこて先を変えると100Wこての仕事もできるかもしれませんね
(100Wこては先が太いので細かい作業がやりにくそうですし)
そちらの方向で考えていこうと思います >>649
100Wが必要というのはヒーターやコテ先の熱容量が大きいものが必要という事だろう。
コテ先温度だけの問題じゃない。そのやりにくい太いコテ先と強力なヒーターがポイント。
小さなコテではいくら高温にしても熱が銅箔や対象物に熱がどんどん逃げて肝腎のハンダが溶けない。
だから40Wでは無理なんだろう。
素直に100Wのコテを用意しておいたほうがいいと思うよ。 >>650
熱容量とこて先の温度とは、また違う物で用途に合ったものが必要なのですね。
こて先の温度が銅に取られても、ガンガン温めるエンジン部が必要ってことですね。
一番の最悪はパーツを壊したりすることなのでリスクを取らず100W購入する事にします
度々のアドバイスありがとう御座います! >>651
20〜30Wのコテで数十秒〜数分当ててもなかなかハンダが溶けないような場合、基板に温度が伝わって
最悪は箔が剥がれたり部品が損傷する事もある。
そういう時に大容量のコテを使うと数秒でハンダが溶けて目的を達する。
加熱時間が短いから部品や基板への影響が殆ど無い。 >>651
温調こてといっても温度を見ているのはFX600の場合ヒーター部分なので、そこからこて先の銅を伝わって熱がくる。
ヒーターからこて先先端までは短い方が熱抵抗が小さいが、あまり短いと実際には使いにくい。
こて先先端は削られて細くなっているとそこでも熱の抵抗がある。
100Wのこてはヒーターも100Wなのだろうがこて先も太い。 >>652
温度高い方がパーツへのダメージが多そうですが逆なんですね
鏝あててグダグダしてちゃダメですね 手短な作業を心がけます
ヒートクリップの買っていきます
>>653
あの太さがポイントなんですね
使いにくそうだけどまずはどこかで練習してから本番に臨みます
鏝の物色でヤフオクにぞいてたらこんなの見つけました
https://page.auctions.yahoo.co.jp/jp/auction/v553466757
使いにくそ~ 半田付けする時に何を敷けばいいの?
カッティングマットって熱に弱いよね。
半田ゴテでも溶けないやつあるかな? >>656
熱に強くて、カッターでも切れない素材がいいのだが。 そういえば、机なりなんなりの面に金属を置いた状態でそれに半田付けすることがあまりないな。
基板に部品を半田付け、部品の端子に半田付け。机の面からは浮いている。
>>655
どんなときに、その敷物に半田の熱がダイレクトに伝わるのだろう。
以前に、(ほかのスレかもしれないけど)こんなのが話題になったことがある。
https://www.amazon.co.jp/dp/B07B4YSVXK/
惹かれたけど、まだ俺は買ってない。 ああ。カッターでも切れない、か。
ベークライトの板はどうだろう。 >>658
>どんなときに、その敷物に半田の熱がダイレクトに伝わるのだろう。
溶けた高熱のハンダの玉をうっかり落とした時 >>660
それぐらいだったら、カッティングマットが溶けて穴があくみたいなことはないのでは?
その玉ってせいぜい3mmぐらいだよね? >>654
理屈ではハンダが溶ける温度で同じだよ。
コテ先を対象物に当てた時に熱伝導で熱が逃げても、コテ側の熱容量が大きいから温度が下りにくいだけ。
小さいコテを当てた場合は大きく温度が下がるからハンダが溶けにくい。 何で手に入れたかわからんでっかいガラエポ板の上で作業してる ガラエポの板は熱には強いけど、
>カッターでも切れない素材がいいのだが。
↑これがちょっと問題。
カッティングマットとしても使いたいのだとしたら、マットがガラエポだと
すぐにカッターが切れなくなるんだ。 おお。
今はMDFは100均でも入手できる身近かな素材ですね。
ポロっと落ちる程度の半田なら問題なさそう。 >>654
>>662 に補足すると、
温調コテは、ある程度の温度低下を防げるけど、100Wのコテを使うような状況で
も調整出来る能力は無い筈。 >>649
その基板ってスルーホール?
ノンスルーだったらドライヤーのプリヒート併用で行けると思う 「熱効率」というと、なぜか内燃機関でのこの言葉の定義をもってきて間違っているという人がいるが、
>>647が言ってるように、(ハッコージュニアも含めた)昔の外ヒーターのものと、今のセラミックヒーターのものだと
同じワット数でも能力が全然違う。
「100Wクラス」って言ってもコテの種類を決めないと話にはなりにくいだろね。
ところで、>>649の写真を見てびっくりした。これ、どれぐらいの厚みなんだろう。
70umの基板でも、ずいぶん感覚が違うけれど、これはそんなレベルではなさそうだ。 >>670
>「熱効率」というと、なぜか内燃機関でのこの言葉の定義をもってきて間違っているという人がいるが
そうじゃなくて、コテ屋は言葉の定義も決めずに勝手に使ってるからな
熱効率、100Wクラス、セラミックヒーター
セラミックヒーターといってもニクロムのものなら70Wは70Wだよ >>671
>70Wは70Wだよ
その70Wはたいていの場合、ヒーターに投入される電力のことだよね?
でもはんだ付けにかかわってくるのは、コテ先にどれだけの熱量を持ってこれるか、ですし。
コテ屋さんが定量的に検証可能な効率の定義をオープンにしていない、みたいな問題はあるにせよ、
はんだゴテを使って作業をしている人だったら、コテやコテ先の構造などで同じ公称ワット数でも
はんだ付けのための適切にワークに伝えられる熱量に違いが出てくることはわかっているはず。
コテ屋が言ってることは間違っているのではなくて、
・定量的というのには足りない
・でも割と多くの作業者は、コテ屋の情報を、自身の作業経験に照らして、十分でなくても役に立つレベルとして受け止めている。
というのが現状だと思う。 >>672
>検証可能な効率の定義をオープンにしていない、みたいな問題はあるにせよ
それが不明で「良い」といっても、魚屋の店頭で「ウチの魚は旨いよ」といってるのと同じ 要は、鏝先の温度が対象に接触したときにどのくらい温度変化するかだよ
これは鏝の熱容量、熱発生能力、熱伝導率の関数となる(他にパラメタあるかな?)
熱容量は熱発生部の制御量(熱発生量)でカバーできるという考え方もある
規定量銅のインゴットに接触させたときの小手先の温度変化を熱放射温度計とかで
測れば最終結果の鏝性能として定量化できるかな 同じW数でも白熱電球より蛍光灯の方が明るい、みたいな感じですか? 電気から熱に変える効率はどれもほぼ100%
熱に変えてからが違う
電灯だと、
発光量は同じだが指向性やレンズや反射鏡によって実際の明るさが違う感じ ■ このスレッドは過去ログ倉庫に格納されています



