ハンダ作業について語るスレ No15
■ このスレッドは過去ログ倉庫に格納されています
>>211 狭ピッチのLSIが混載するので、一度に全部の部品を正しく載せられるのかが不安です。
LSIを除いたステンシルを作る手もあるのでしょうが、それなら部分的にリフローしようかと。
>>212 一度には精々数枚ですから、試作以下のレベルかもしれません。
チップRとC手半田したらええやん
どうせ1608程度だし慣れたらアキシャルより早いで
>>215 2012チップはごく少量だけ使っています。これは手半田しています。
今後、1608のアレイ抵抗なども実装するようにしたいと考えるとリフローを使いたいと思います。
PCBAでfusionとかに基板ごと発注すれば?
CとRだけ実装してもらえば安い
>>210 ステンシルを使わず注射器でというのは、初めてリフローやる人はみんな考えるが
クリームはんだの質感と適正量は、想像しているのとぜんぜん違うぞ。
いちどやってみたらステンシルがなぜ必要なのか、なぜステンシルが0.1mm厚で
クリームはんだを塗るとき浮き上がったらだめなのか、よく判る。
>>217 そんな発注も出来るんですね。考えていなかった。選択肢の一つとして置いておきます。
>>218 ハンダの量を制御するのが難しいということですか。
やはりステンシルは必要か,,,
狭ピッチのICだってやればできるよ
100均で5.0の老眼鏡買ってきて、顔くっつけて頑張って載せる。
>>220 そのやり方がよく分からないのです。
一度置き損ねたら下のはんだが崩れてリフロー後にブリッジが多発する気がします。
一発で正しい位置に置くのは至難の業ではないかと思えます。
ひょっとすると1〜2回置きなおししたくらいでは、それ程ブリッジしないですか?
結局、リフロー後に多くの手直しが入るのではと危惧してしまいます。
>>221 ブリッジはしょうがないので、位置だけはきっちり合わせるようにする。
リフローの後リワークすればよい。
ドバっとブリッジさせてから吸い取り線で掃除すればOK
>>223 そうですか。
試しに一度トライしてみます。
>221
適切な量のクリームはんだなら、溶けたときにセルフアライメントが効いて
ピン間も表面張力で離れてくれる。それで注射器でやると量がばらつくので
ブリッジが多発する。
>>221 はんだごてで狭ピッチの部品をつける場合ブリッジはそれほど気にする必要はないが
リフローではブリッジするとセルフアライメントが効かない。
ビニール線とユニバーサル基板とか
ビニール線同士のハンダがうまく出来ないのですが、、、
出来たとしても切れるとか折れちゃうんですよね
ハッコープレストとロクヨン半田に電子基板用のフラックス使ってます。
どうすれば上手く行くでしょうか
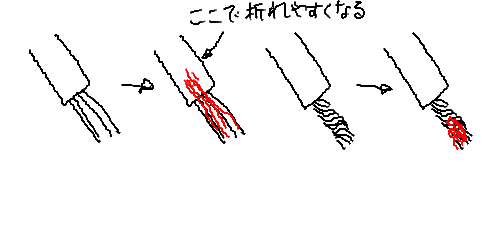
折れるというのは撚り線の固まったところを曲げれば必ず折れる。
だから線のはんだ付けしたところを曲げてはいけない。
もし線の固まっているところがものすごく長いならはんだ吸い上がりと呼ばれるもので、温度が上がりすぎて溶けたはんだが長く吸い上げられてしまった。
こてを当てる時間が長すぎてもその傾向になるが、温度が低ければ線の先まで温度が上がらず、そんなには吸い上がらない。
有難うございます。
吸い上がり現象になっていると思います。
しかし、温めないとハンダがなじまないしなじまないからフラックスも使ってます。
温め過ぎが原因でしょうか、フラックスは使っても良いのでしょうか
フラックスは使ってもいいが、電線を付けるときに単独のフラックスはあまり使わないな。
線が古いのでなければ糸はんだ内のフラックスだけで付くはず。
まず電線1本だけの先を予備はんだのようにはんだを付けるのはうまくできますか?
その第一段階で,のりが悪くて時間かけて温めてる感じです。
やってみないと分かりませんが20wじゃなくて
60w使って早く仕上げるほうが良いでしょうか?
ユニバーサル基板になんとか入るぐらいの線が多いです。
AWG20くらいかな、それなら20Wでもいけそうな気がするけども
長めに剥いてフラックスつけて軽く温めながらはんだを流し込む
被膜の下まで染み込まないようにはんだ送る量を調整
なるほどそうですか
下手なのが原因ですが
コテ先とかも尖ったやつじゃなくてC型とか面のあるやつ試してみたり
練習します。
ありがとうございます。
ブラジルかどっかで日本料理出してる店の板前が現地の人で、日本に行った事も誰かに習った事もなく、Youtubeの動画で包丁捌きを覚えたってテレビ番組でやってたな。
今の世の中動画で何とかなるんだなぁってオモタ。
https://youtu.be/LyEbRLpwRB8 これの中ほどを見ればわかるが、驚くほどあっけなくできていると思う。
こういう風にならないのなら何か問題がある。
http://www.hakko.com/japan/hint/maintenance_soldering_iron.html このあたりの動画にいろいろなはんだ付けのがある。
電線のはそんなにないようだが基本は同じ。
温度は低すぎてもダメだが高ければいいというものではなく、あまり高いとフラックスが分解して効かなくなってしまいうまくはんだ付けできなくなる。
尖ったツノ(角)ができるときは温度が高すぎることが多い。
>>238 こういう端子と電線をハンダ付けした時には、必ず収縮チューブをかぶせて
ハンダ付けした部分を固定している。絶縁にもなるしお勧め。
動画の端子は多少大きいので難しいが、二重にかぶせるとかすればできる。
剥いた電線を撚らずにハンダ付けすると毛細管現象でかなり中まで吸い上げてしまいます。
液体フラックスを付けると流動性が良くなりすぎて、吸い上げもひどくなるはず。
撚線にハンダ付けするときは撚っておくといい。過剰に吸い上げることもなるなるよ。
液体フラックスが必要になるのって、多ピンの面実装部品に流しハンダするときぐらいじゃないのかな。
基板から電線を引き出すときに、ハンダ付けすると折れやすいのはある程度は仕方がなくて、
それを避けるなら、圧着端子のコネクタを使うべし。
ユニバーサル基板の余った穴広げて電線通して団子に結んでから半田付けってやったけどまずい?
>>242 全然OK
本人がよかれと思ってやったことを他人がどうこう言う筋合いはない
>>243 おぉ、ありがとう・・・何かかっこいいなw
逆に付けても良い部品の向きを揃えてニヤニヤ、それもアマチュア
比較的高単価の製品の中でごく少量しか生産しないため大半を人手で行う製品では抵抗やコンデンサの
向きはイチイチ揃えることが多い。
ご指摘のように無意味ではあるが、目視のチェックでミスを見つけやすいことから、かなりうるさく指導される
所もある。
最近はチップ部品であまりいわれないが、1970年代でも抵抗などの部品の向きは揃えられていた。
あくまでも検査・保守のためなので、パターンがどう接続されていようと見た目の方向を合わせるだけで、また極性のある部品やトランジスタ・ICのように向きを揃えるのは難しいものもあるが。
フィルムコンデンサのように一見極性がないものでも極性があるものもある。
そういえば前にこのスレに貼られてたJISか何かのPDFで
抵抗は左から右、下から上に読めるように付ける、ってのがあった気がするけど見つからない
>>248 ていうかSMDだとメーカーによって向きのマーキングが逆の物すら存在するから
バラバラってことは確認すらしてないってことだからね
まぁ設計側が指定してなきゃ作る方はどう作ったって本来はいいけど
>>245 基準が1番厳しいのも緩いのもアマチュア。
RX-802 vs RX-951だとRX-802一択でFA?
RX-802の方が出力高くて安い。
RX-951はFX-951の間違いだよな。
個人的には、グットの製品に触れる機会が少ない。
自分もかつての勤め先も得意先もハッコーばかりだったし。
確かに値段は安いね。
グットとかホーザンのステーション系はどんな人使ってるんだろ?社員?
>>255 俺の勤めてる会社や取引先もほとんどハッコー、たまにWeller
あとMetcalも地味に見る
goodは、badだと昔勤めていた会社の社長が言っていた。
企業だとこてはハッコーのところが多いんじゃないかな。
ハッコーは何年か前までは単なるクソだったが、改心したのか最近の青や黄色の製品はなかなか良い。
グットはどちらかといえばアマチュア向きで、それなりに良い製品を出していたが、ハッコーが良くなったので影が薄くなった。
ホーザンはもともとはんだ付け関連専業ではないが、やる気がなくなったのか温調ごてはOEMばかりになってしまった。
gootは秋月で取り扱いを始めたくらいで、薄利多売メーカに舵を切ったのだろう。
モノは悪くないと思うが。
温調のヒーターこて先一体型が安くなるのはユーザーにとってはいいこと。
「なんかよくわからなくても上等」なハッコーと違う選択肢があっていい。
やはり温調こてのヒーターとこて先は一体でなくてはならない
自分が感じる一体型T12のメリット
(1)温調特性がいい(1割)
(2)こぶりなので取り回しが楽(2割)
(3)交換が容易(7割)
たぶん、スキルが高い人は(1)の比重が大きくなると思う。
安くて、セパレートでもこて先が工具なしに、スポンってできるものがあれば
魅力を感じると思う。

HAKKO T12とgoot RX-80HRT両方使っていますが,使用感で言えばHAKKOの方が良いですね
オプション構成はgootの方が柔軟ですが,工具として出来が良いと感じるのはやはりHAKKOです
>>24に書きましたが,室温スタートの立ち上がりはRX-802の方が良く,はんだ付け時の過渡的な特性はFX-951に分があります
ホビー用途なら中華t12コントローラーに純正コテ先で十分だと思うよ、安いし多機能だ。異論は認める。
コテ先を簡単に変えられるのは必須
そうしないとアホ社員がコテを駄目にしてしまう
RX-80HRTのほうがコテ先すぐに変えられるからメインの作業場に置いてる
ハンダはどれ選んだらいいのかな?
用途は基盤にチップなど付けるのと銅線繋ぐときに使いたいんだけど万能で使えるのはない?
FX-600ってコテ先とヒーターが別の温調だっけ?
すまん鉛の方
コテの方は以前買った物があるんで
ほとんど初心者かもしれない
コテ以外100均の鉛しかない
はんだごて以外何揃えたらいいんだろ?
ハンダは太洋電機産業の精密プリント基板用で問題ない?よく見ると金属成分量が違ったんで
太洋のフラックス、ハンダ吸い取り線くらいでいいのかな
台はあってスポンジは雑巾で代用しようかと
>>273 プリント基板や配線用で鉛入りでいいならスズ60%で精密プリント基板用など、100均のは怪しいのでNG。
面実装かなにか理由でもないとフラックスは糸ハンダに入ってるから使わない。
コテ台は雑巾ではなく安いのでいいのでスポンジに水を入れるタイプを買ったほうがいい。
余裕があるならバネ式のハンダ吸い取り器はほしい、吸い取ったあとで仕上げにハンダ吸い取り線を使うため。
>>273 どのコテ使ってるかわからないからあれだけど、
B型のコテ先しかないなら余裕があるならコテ先を何種類か買うといいかも
具体的にはC2、C3、C4形状から使いそうなもの
表面実装もやるなら2.4Dもあるといいかな
鉛フリーハンダも最近は随分良くなってると聞きますが、
作業性がよくて使いやすいのを紹介してもらえませんか?
ちなみに鉛フリーは10年以上前に秋月で買ったSN100Cをちょっと使った事がある程度です。
NASA公認の日本アルミット社製KR-19RMAが信頼・特性・作業性共にいいよ
>>276 普通に売ってるホーザンのSn/3Ag/0.5Cuで特に不自由を感じない。
0.3Agだと、いったんハンダ付けしたあとの修正で溶けにくさを感じることがある。
0.3Agは銀が高いのでコストダウンするための仕様
>>276 仕事で使うなら他の方も言っている通り千住金属のESC、ESC21のM705とかですかね
ミスミでもモノタロウでも買えますし
あと
>>279さんの言う通りAgの比率が少ない奴は性能が落ちるのもありますが、
信頼性もAg3.0%のに比べると劣ることが多いので注意したほうがいいかもですね
>>276 最も作業性が優れると思われる3Agタイプは光沢が現れないし銀がもったいないし
やっぱり銀未使用タイプであるSN100Cを使いこなせるようにした方が理想。
あとは半ハンダの性能はフラックスで決まると思うので、
> 引きはんだ付やブリッジの修正等の特殊な作業に適した高信頼性やに入りはんだです。
と書いてある
SN100C (551CT)を使いたい。
鉛フリーハンダの件で色々ありがとうございます。
SN100C意外と良いものだったのですね。3Agも試してみたい。
ありがとうございました。
ちなみに私はオーディオはやってませんが、SN100Cはいち早く秋月で売られていたからか
鉛より音が悪いみたいなボロクソな評が昔は多かったですが、
秋月の扱いが無くなった今ではひさしぶりに検索したら案の定音がいいという評になってて笑ったw
SN100Cは後ろのカッコの中身の方が重要な気がする。
白光の偽物は有名だけど、台湾行くとgootの紛いものが売ってる。
もう何年も前の奴だけど
最初、読み方解らんメーカーだな…ホンコン?…
とか思っていた
https://imgur.com/v7agTvA.jpg 後から「あぁ、Hakkoいんすぱいあ!」と気付いたw
六角形のマークじゃ解らんわww!!!
だが、aliで何か買った時にオマケで付いてきたコレ
gootのコピーな
gooiは愛嬌が足らないと思うww
https://imgur.com/HXumuBW.jpg こっ、これはgootじゃなくて900乙なんだから勘違いしないでよねっ!
gooiのピンセットは秋葉原で売ってたなあ
1本買ってみたが、思いっきり磁性帯びてた
このスレってDIPやSMT reflowの話題は出てないよね
千住は売ってくれないだろう
クリームハンダが欲しいなら松尾ハンダなら売ってくれる
500gで代引送料込みで¥7000
250gならおそらく¥5000くらい
他はDigiKeyかMouserでChipQuikのが買える
要冷蔵品が常温になって届くけど
松尾はんだはホビー界隈でちょくちょく名前聞くね、試してみようかな
Digikeyは申し訳程度の保温バッグと保冷剤(もちろん融けてる)の記憶があるわ
そんなのあったんだと思ったら随分と昔だな。
溶剤が揮発しちゃうんだよな。IPAで溶かして使っている。
確認出来るのは6月以降になってしまうかも、だが
今年2月頃に行った時は店頭に有ったよ あと4月号の八潮店広告には載ってるね
http://akizukidenshi.com/catalog/contents2/yashio.aspx チャリの部品割れにハンダでロウ付けみたいな事してたけど結局負荷かかってすぐ割れて駄目だったな
30Wくらいのゴミコテじゃ熱が足りずろくに溶けないからコテ先を卓上コンロで赤熱してむりやりやってた
しかし道具箱から60Wのコテ発掘して使ったら結構半田溶けてたっぷり盛れたわ
これでまた様子見だな
100均ターボライターなんてのも使ったが全く熱が足りず溶けなかったので300円も無駄にした
昔買ったガスボンベバーナーもどっかにあるはずなんだが…見当たらんし捨てたかも
まあ60Wコテが案外頑張ってくれるしまた修理できるかな
gootって別に嫌いじゃないけど、どこかイマイチな商品しか無いイメージ。
>>295 手塗りだったらクリームはんだを冷蔵庫で保存しなくても、
使うときにIPAかフラックスで溶いたら使える。
自動実装機ではまずいと思うが。
>>298 なぜか昔の電熱屋のイメージが残ってるな
ハッコーは電熱屋イメージから抜け出そうとしているみたいだけど、
熱効率なんて言っちゃうところがやっぱり電熱屋
50歩100歩だな
gootのニクロムで制御器のシャーシとショートして全てシャカったのは良い思い出
gootは利用者に配慮してる感が無い。
このあたりが2流感滲み出てる。
gootのはんだこて台ST-11を長く愛用してる
ただし付属の海綿は使わずメタルたわし(黄銅)
>>305 gootの年間休日カレンダー見ると、第二第四土曜しか休みじゃないのかって感じする。
半田付けする時に使うスポンジはどれくらい湿らせるべきなの?
水が滴るくらいベトベトにすると良いと聞いたのだが。
コテを冷やす目的があるならいっぱい入れるべきだね
そうでなければ少し濡れてる程度で大丈夫
>>309 ベトベトにはするが、上まで水に浸っているのは完全にやりすぎ。
真ん中に孔があいているスポンジがあるが、それだったら下の方に数mm水が溜まっているレベルがおすすめ。
■ このスレッドは過去ログ倉庫に格納されています


