�n���_��Ƃɂ��Č��� No15
���X����1000���Ă��܂��B����ȏ㏑�����݂͂ł��܂���B

�������I�ԁ� (���i�͎���)
1. �͂���
���قƂ�ǂ͂��Ă��g���\�肪�Ȃ��l�ɂ����߂̂͂���
�EFX-650 (\1,000~) �_�C�\�[��\500��(������)�j�N�����q�[�^�[�^�C�v�����͂������ (�M�������ǂ��̂ō�Ɛ��ɉ����C�g�܂�̑�����ď�̏����ɂ������o��)
�@�{�̂����������ɂ��Đ�� (�e\500~) ���n���ɂȂ�Ȃ��I���Ď��ŕW���������Đ悪���ꂼ��B�^�CI�^�C3C�^��3��ނ̃p�b�P�[�W�����C���i�b�v�����C���肻���łȂ������e�؎d�l�I
�@���Đ��T34�n�Ō��݊�{�I�Ȍ`��T�C�Y�őS7��ƕK�v�\�������C900M�ɋ߂��אg�Ȍ`��ŋ�����ƂɌ������ʁCT18�n�Ɣ�r����ƔM�`���ɗ��
�@�g���C�A�b�N������(\1,000���x)�ȂǂŃ��b�g���������鎖���o���邪�C���Đ扷�x�̃t�B�[�h�o�b�N������s�������͂��ĂƂ͑S���قȂ�̂ŁC���x���R���g���[�����������+\2,000��FX-600��
�g�p���Tips(�͂��Ă�����)
�E���t���x��450������(�J�^���O�l�ōō�480��)���ߋɗ͕��u�����C������⑽�߂Ɋ܂܂����X�|���W�ŋ��߂�(�I)���x�������Ȃ���g��
�@���ɏ��S�҂��e���Ȋ�������ꍇ�͉ߔM�ɂ��p�^�[����ɂ߈Ղ��̂ŗv����
�E�퉷����d��������90�b���x�ł͂t���ɗǂ����Đ扷�x(340��)�ɂȂ�̂ŁC���̎��̊��o (�̗͂n����/�t���b�N�X�̏��/�t���b�N�X�̓���/�X�|���W�Ő@�������Ȃ�) ��ۂ悤�ɉ��x��������
�@������Đ扷�x�v��f�W�^���}���`���[�^�̔M�d������Ȃ犈�p���ׂ��I
�����ꂩ��d�q�H����n�߂�l�ɂ����߂̂͂���
�EFX-600 (\3,000~) + C�^/D�^���̔M�e�ʥ�M�`���ɗD��C�ʂ��g���邱�Đ� (�e\600~800)
�@���\�������r���Ă�\10,000�ȉ��̐��i�ł͌������Ƃ���G�Ȃ��Ƃ����C���킸�ƒm�ꂽ�ŋ��͂���
�E���Đ��T18�n�Ń��C���i�b�v�͂ƂĂ����L���C�X�ɃR���o�[�W�����L�b�gB3720 (\300~) ���w������Α�M�e�ʂ�T19���Đ���g���� ���̑��݊����Ɋւ��Ă�
>>4 3. ���Đ� �̍��Q��
�@�I�v�V�����̑ϔM�\�t�g�J�o�[605M��ϔM�L���b�v(M19-03 �����ɂ͖������H)�Ŏ����^�тɂ�
�@�t�����W�̒��a���傫���C��₱�đ�̌����Ƃ̑��������� (�Ƃ͌����Ă�HAKKO�ސ��͂������goot ST-27/76/77���g�p��)
�@�J�����Ă��̂܂ܑ�����s�������C�����ƃL�����u���[�g����Ă���悤�ŁC���Đ扷�x�͂قڃh���s�V�������� (N=5)
�@���x���߃m�u�ɂ̓^�N�^�C��(�J�`�b�Ƃ������G)�����邪�C���ߎ��͖̂��i�K
�@�ڒn������2�s���v���O�̕����R�[�h���y��
�@100V�ł͒�i50W�̂͂��Ă����C�x�[�X��100~120V�n��220~240V�n��2��ނ��������̂ŁC���̓X�y�b�N��̏����120V����������74W�̂͂��ĂƂ��Ďg����
�EHOZAN HS-26��FX-600��OEM�łŃO���b�v��m�u����������Ɗ�C�q�[�^�[�C���Đ����S�ċ��ʕ��i�����C�������͔ۂ߂Ȃ�
�@�W�����Đ��T18-I����(HOZAN�ł�B�^���� J�^�Ɏ����ẮgB�^��Ȃ���h�c)�Ȃ̂Œ���
�@�l�I�ɂ̓O���b�v��HS-26�̕����D�݂�(FX-600��4�p�`�ɋ߂�HS-26��6�p�`��3�p�`�̊Ԃ��炢)
�@���ʃm�u�͏������������ɑΉ����鉷�x�͗����̃X�e�b�J�[�ɏ����Ă��邽�߉��x���߂͂��ʓ|�Ɋ�����
�EFX-601�͌��X�X�e���h�O���X�p�Ƃ��ĊJ�����ꂽ�Z��@�ŁCT18�n�������葾��T19�n���Đ悪�W�����������Ƌ��ɁCFX-600��200~500���ɑ�40������240~540���ɃL�����u���[�g����Ă���
�@���M�̍��ɂ���i�̃��b�g����FX-600��50W�ɑ�47W�Ə��Ȃ����C���Đ���ƃ������̃V�[���������Ɗ�C�q�[�^�[�Ȃǂ͑S��FX-600�Ƌ��ʕ��i
�@2�Ƀv���O�d�l�̓X�e���h�O���X�p�Ƃ��Ă����C���i�b�v����Ă��邽�߁C6.5C�^���W�����Đ� 2��+�ڒn�v���O�͓d�q�H���p������2B�^���W�����Đ�
�@��q�̃R���o�[�W�����L�b�g B3720(FX-600������FX-601����)/B3730(FX-601������FX-600����) �ƑΉ����Đ�ɂ�葊�݂ɕϊ��\
���d�q�H��p�ɍ��킹���L�����u���[�V������FX-600+�K�v�ɉ�����B3720��T19���Đ���w������̂�������
~-~----~~~-~-~-~-~-~--~~~~~~--~~-----~---~~~~~~----~~~~-~--~--~-~-~~~----~-~
~---~~~~-~~~~-~~-~~-~-~~~~~-~--~--~----~-~-~---~---~~--~----~~---~-~--~~-~~~
~~-~-~~-~~-~-~~--~------~-~~--~~--~~---~~~-~~~~--------~-~~--~-~~~~--~-~~-~~
~-~~~-------~~~~---~---~--~~~-~--~-~~-~~-~~~-~~~~---~--~~-~~~---~~~~---~-~--
~~~--~~-~-~-~-~~-~~--~~~~---~---~--~-~---~~~~-~~~~--~~--~~~~----~-~~----~---
---~-~~--~~~~--~---~-~-~~---~~-~~--~~-~-~~---~--~-~-~--~~~~-~--~~-~-~~---~~~
-~-~--~-~-~~-~----~~~-~~~~-~---~-~~--~~~---~-~--~--~---~~-~-~~-~-~~-~~-~-~-~
~----~~~-~~--~~-~~-~--~--~~---~~~~~-~~-~~-~~~-~~----~--~~~--~--~---~-~~~----
--~~---~-~--~-~~-~--~~~~-~~--~~~--~--~~~-~--~~-~--~~---~~~~~-~~~----~~---~--
-~--~~~-~-----~---~~-~-------~~~--~~~~~~-~--~-~~~-~~----~--~~~~~-~-~~~--~~-~
~-~--~~-~~---~-~-~--~~~~-~-~~-~-~-~~---~-~-~~--~--~~----~~-~--~-~~~-~-~~--~-
---~~~----~~~-~~--~--~---~-~~---~~--~~~~---~-~~~---~~-~-~~-~---~--~~~--~~~~~
--~~~--~-~~--~-~~~---~~~-~~~~~-~~--~--~-~-~-~~~--~--~~---~--~-~-~--~-~-~-~--
~~-~-~~-~-~~---~--~---~~-~~~-~~~~~~----~~-~-~~-------~~~---~----~~~-~--~~~~-
---~~--~~-~~-~---~-~~~~~-~--~~--~----~----~~-----~~~~-~--~~~~~-~-~-~--~-~~~~
~~~~-~~~~~~~-~--~~~-~---~--~------~---~~--~~~-~~~~-~----~-----~~~--~--~-~-~~
--~~--~--~~~~~-~--~--~-~~--~~~-----~~-~-~-~----~~~-~-~~------~~~--~~~~-~-~~~
-~-~-~~---~--~~~--~~-~~~---~--~~-~--~~~-~~~~~~----~-~~~---~~--~--~~-~~--~---
-~--~~~~~-~~-~--~~~----~~~~--~-~------~~~~~~-~~~~-~~~-~-~---------~~-~--~--~
~~-~~---~~~-~~---~~--~---~---~~-~~-~-~~~-------~-~-~-~~~~----~~~-~-~~-~-~~-~
~~~---~~~~~-~-~--~~~-~-~~-~--~----~~-~~--~-~-~---~---~-------~~~~--~~-~~-~~~
-~-~-~~~~-----~-~~-~-~~~~~~~~-----~~-~~~~---~~-~~-~-~~--~~-~~--------~--~-~-
~~-~--~~~-~~-~-~~-~---~--~--~~~~-~~-~---~-~-~-~~--~----~----~--~~~~-~~--~~~-
~~~~~-~--~-~-~-~--~---~~-~----~~~--~--~-~~-~~~~---~-~~~~---~-~---~~~--~~~---
---~~~~-~--~-~-~--~--~~~~--~-~~----~~~--~~----~-~~~~-------~--~~~~-~~~~--~~~
--~~~-~---~-~-~~~-~-~~-~~--~--~-~~~~-~--~~----~~-~~-~--~~~~---~-~~--~--~---~
--~~~-~~-~~---~~---~~-----~----~-~~~~-~-~--~~~--~--~-~-~--~~-~-~~--~~-~~~-~~
--~~~~-~---~-~~-~-~~-~--~~-~--~---~-~--~--~-~~----~-~-~~~~~~-~~------~~~-~~~
~~~--~--~-~~-~~-~-----~~--~~~~--~---~~-----~-~-~-~~-~~-~---~~~~~-~--~~---~~~
~-----~---~-~~---~-~~~~~-~~~~-~-~~--~~-----~~~~-~-~-~--------~~~~---~~~-~~~~
-~~--~---~~~-~----~~~---~-~-------~~~~-~~--~~~~~----~~-~-~-~--~~~-~--~~~~~-~
~~-~--~-------~~~~-----~---~~~~-~~~~~--~-~~--~~---~~~~~-~~-~-~-~~~-~---~~---
------~-~~~~~-~~--~~-~~-~-~~--~--~~~-~~~~~-~-~-~---~~~~~--~~------~--~---~~-
~~---~---~-~~---~--~-~-~--~-~~---~--~---~-~-~-~~~~~~---~~-~~---~~~~~-~~--~~~
-~--~~-~-~~~~--~~--~~~~-~-----~----~~~-~~----~~~~~----~~-~--~~-~-~~~~~--~---
~-~~~-~----~~~-~~~--~----~--~~-~----~-~~~~-~~~~~~-----~-~------~-~-~~~~~--~~
~~-~-~~--~~~-~--~-~~-----~----~-~-~--~-~~~-~~~~~-~-~-~~----~~~~~---~---~~--~
---~-~--~-~-~--~-~~~~~~~~~~-----~~~~~-~~-~---~----~-~~~~----~-~~~-~~---~-~--
~~--~--~~-~-~~~~-~~~---~~--~-~-----~-~--~~-~-~~~~--~--~~-~-~~~--~----~~---~~
-~---~~~-~~~~~-~-~-~~----~~~-~~-~------~--~--~-~-~-~~-~~-~-~~~---~~--~-~~~--
~--~--~-------~~~----~---~~~--~~~~~~~-~--~~~-~-~~-~~--~~---~~---~~~~~~~--~--
-----~~--~~~~~~~~~~-~--~--------~~~~~-~---~--~~~~-~~~-~---~~~---~-~---~~-~-~
~~~--~~--~--~-~~-~-~----~-~~-~~~~~~-~~-~-~-----~~~~~--~-~~-~----~--~-~---~~-
-~~----~-~--~--~~~-----~--~~--~-~--~~--~~~~~-~~~~----~--~~~----~~~~~~~--~~-~
--~---~-~~-~-----~-~--~-~--~~-~-~--~~~~-~-~~-~~---~~--~~-~-----~~~-~~~-~~~~~
-~-~~~~--~-~~--~--~--~-~-~------~-~-~-~~~--~-~-~~~--~-~~--~~~--~~~--~~-~~--~
~~~~~-~-------~---~-~---~--~~--~~-----~~-~-~--~-~~~~-~~-~~~-~-~-~---~~-~~~~~
-~~---~~-~-~~~-~---~~~~--~~--~--~-~-~-~-~-~~-~-~~~--~---~-~~-~--~---~-~--~~~
~---~---~~~~~~~-~~~~-~~~-~~~-~~~--~--~~~-------~~---~---~~~~-~-~---~~-~-----
~~-~~---~~~--~~~~-~~-~~-~~~~--~-~~-~--~----~~~------~---~-~-~~-~~--~-~~-~---
�X�e���V�����g���Ď��ƂŃN���[���͂���ɓh��t���铮���
Youtube�ŒT���ƊC�O���肾�B
���{�ł���Ă���l�͏��Ȃ��̂��ˁBT-962�����̂����B
�X�e���V�����g���قǗʎY���Ȃ�����Ȃ��B
4�����炢���ƁA���ˊ���g����
1��1���N���[���͂�u���Ă������ق��������B
>>5 ����Ȃ�����LED�_���X����l���̂ɂ���d�������������ʎY���邱�Ƃ�
�Ȃ��̂��ˁB
�d�q�H��ƃ_���X�̗�������̐l��������Youtube�ŃX�^�[�ɂȂꂻ�������B
���������Z�p�n�̎�������Ă�l�ƁAYoutube�ɓ�������J�������l����
����Ă�̂���?
���{�l�͋Z�p�����L���悤���Đl�����Ȃ��C������
>>8 ���ۂɂ����Ȃ̂��ǂ����͂킩��ǁA
���L���邱�Ƃɂ�郁���b�g���傫���Љ�Ȃ狤�L�̏K�������t�����낤���A
�f�����b�g���傫���Љ�Ȃ炻�̋t�ɂȂ�B
���{�Љ�͏��̎肪���ɂǂ�ȃ����b�g��ł��Ă�낤�ˁB
SMD���i���Ă����Ŕ�������V�Q����������c
SMD�Ή��ł��Ȃ��l�̓_�����Ƃ���������l�����邩��ȁB
�������t�͂����Ă��A��肫�����t�ɂȂ��Ă��܂��B
�ڂɂ͖ځA���ɂ͎��A���đ�Ȃ��Ƃ��Ǝv���B
��������Ȃ��āA�˂�ꂽ��Ԃ�̂����t�̐��E������ȁB
�N���[�����E�t���ŕۑ���������100�~�ŃA���Ŕ����ĂˁH���[��[��
�M���̓^�[�{���C�^�[�ŃC�P��̂��L�{���k
�X�e�[�܂ꂪ�܂��܂ꂽ�獡�x�͂���Ń`�������W������
>>12 �X�e���V���⒍�ˊ�Ń��t���[���邩�A�͂��ĂŎ�t�����邩�͂Ƃ�����
���܂̎���SMD�͌����Ƃ������Ă�����A������͈̂̔͂����������܂�B
>>14 >���܂̎���SMD�͌����Ƃ������Ă�����A������͈̂̔͂����������܂�B
����Ȃ��Ƃ͂ǂ��ł������B
SMD�Ή��ł��Ȃ��l�̓_�����Ƃ��������邱�Ƃ͂Ȃ�����A���Ă��ƁB
����Ȃ��ƂŃ_�����Ƃ������l�͑���ɂ��Ȃ���ςޘb�Ȃ��ǂˁB
�G���W�j�A�����O�ŎЉ�␢�ԑ̂��C�ɂ��Ȃ��Ă������̂ɂˁB
��悪��p�Ȑl�������łȂ��l���A���l�������邩��V�������z���o�Ă�����B
�܂���
�͂t�����낭�ɂł��Ȃ����炢�s��p�ł������w�҂Ƃ��đ听�������z�����邵��
���_�����w�҂͈�ʂɎ�悪�s��p�ŁA���̔\�͎͂������u���悭�قLj̑�ł���Ƃ�����B
�m�[�x�����܂̗��_�����w�҃��H���t�K���O�E�p�E���͔��ɂ悭�������u�����̂ŁA�p�E�����G�ꂽ��߂��ɂ��邾���Ŏ������u������Ƃ���A�p�E�����ʂƌĂꂽ�B
�Q�b�`���Q���̌������Ō����s���̔������̂��N���A�����Ƀp�E�����ʂ��^��ꂽ���A�p�E���͏o�����ŕs�݂������B
����������A�p�E���͗�Ԃɏ���Ĉړ����ŁA���傤�ǎ��̂��N�������ԁA�Q�b�`���Q���̉w�ɒ�Ԓ����������Ƃ����炩�ƂȂ����B
���銽�}��Ŏ�Î҂��p�E�����ʂ����������悤�ƁA�p�E���������ɓ��������ɃV�����f���A����������悤�Ȏd�|�������Ă������B
�������V�����f���A�������邱�Ƃ͂Ȃ������B
�p�E�����ʂɂ�肻�̎d�|�����̏Ⴕ�Ă��܂����̂ł���B
�������ł��邱�Ƃ𑼐l���ł��Ȃ��ƕ̂ނ��́A
�������ł��Ȃ����Ƃ𑼐l���ł��邱�Ƃ�T�����������b�g�����B
�ł��邱�Ƃ���������������h�ӂ��₷�����A�K�v�ȂƂ��ɗ���邵�B
�I���� ���L�X�e�[�V�����^��N2�Ή��Ȃǂ̊W�ŁC�ϑ��I�ȍ\�� (���ĕ������C�X�e�[�V�������̂݁C�R���o�[�W�����L�b�g�Cetc.) ������̂Œ��ӂ���I
�����Đ�̃��j���O�R�X�g��}�������l/��Ƃɂ����߂̂͂���
�EFX-888D (\12,000~) ������T18�n���Đ���g����C�t���̂��đ�܂߂ƂĂ��Y��ȃf�U�C���̃X�e�[�V�����^�͂��� �≏�g�����X�������d���쓮�̈��S�ȍ\���ŃR�[�h���y�����Ȃ₩
�@���ߑł��ł��܂�ׂ����Ȃ��͂t�����J��Ԃ��ɂ͍D�K�ŁC�d���Ŕ����̂̍ڂ�����������Ȃ炱�̃N���X���~����
�@�t�ɂ��Đ�̏��Ղ����Ȃ��A�}�`���A�ɂ͂�����Ɣ����ȗ����ʒu
�@�����₱�ĕ��̃T�C�Y�Ȃǂ̑����I�Ȏg�������1/4���x�̒l�i��FX-600�Ɣ�ׂČ��I�ɗǂ��Ƃ܂ł͌����Ȃ�����ŁC
�@+\3,000���x�ŃR���|�W�b�g�q�[�^�[�̗p��FX-950�Ƃ̍��͂ƂĂ��傫�� (���������Đ�̉��i���{���炢�ɂȂ�)
�@goot��PX-60RT�n���Đ��RX-701AS��RX-711AS���o���Ă��邪�C�e������ (�����Ċ����ő傫������c 701��\14,000�C711��\17,000�Ȃ�888D��950�����ł���H)
�@Engineer��SKZ-01��SKZ-03�͎���
�������[�N����y�A�C�ׂ����͂t���C�M�Ɏア�f�q�������l�ɂ����߂̂͂���
�EFX-100/FX-951/FX-950/RX-802AS �����ɗD���IH��R���|�W�b�g�q�[�^�[�̃X�e�[�V�����^�͂���
�@���Đ悪\1,000~�Ƃ���Ȃ�ɍ����Ȃ̂ŁC�F�X�����Ă�����FX-888D�Ƃ͍����J��
�@��{�I�ɂ��Đ�͕t�����Ȃ����C�d�C�X�̓X���Ŕ����ƃT�[�r�X�ŕt���Ă���鎖������
�EHAKKO FX-951��goot RX-802AS�͋������邪�CHAKKO�̕����s���͂����������肵���v�ŁCgoot�̕����I�v�V�����\���܂ߏ_��Ȑv
�@��������̗����オ���RX-802AS��������FX-951���K�v�\��
�@�ߓn�I�ȔM�̓���͓S���b�L�̔���T12(HAKKO)�̕����ǂ��C�ϋv���͓S���b�L�̌���RX-80HRT�̕����ǂ��X��������
�@�C���^�[�t�F�[�X�͈꒷��Z FX-951�͊����܂Ŏg���ɂ����CRX-802AS�͉��x�ݒ肪�Ђ����璷�����Ȃ̂��n���ɐh��
�@FX-951��200~450�������CRX-802AS��50���܂ŗ��Ƃ��� (����ɕ��荞�ނƕۉ��ɒ��x�ǂ� �c�킯�ˁ[����)
�EFX-950�Ɋւ��Ă� (\15,000~) ��FX-951 (\21,000~) ��芄���œ����Ɏg���Ղ����C�I�[�g�p���[�I�t�@�\�������C�X���[�v�@�\���I�v�V�����̂��đ�(951�t���Ɠ��� FH200-02 \3,000~)���K�v�ȓ_�ɒ���
�@���đ��lj��Ŕ������芄������������C�p�[�c�����ő����ăX���[�v��L����������́C�f����FX-951���������ǂ�
�E�z�b�g�c�C�[�U�[�Ή� HAKKO�FFM�n�X�e�[�V�����Ƃ��ĕ��C���Đ�C���đ�̌������K�v�������o��(140W total) goot�F���ĕ��Ƃ��Đ�Ƃ��đ�̌��������݂̂̕ύX�ōςނ���o��(72W total)
�E�}�C�N���\���_�����O�Ή� HAKKO�F���ĕ��C���Đ�C���đ�̌������K�v�������o��(48W) goot�F���Đ�Ƃ��đ�̌��������̕ύX�ł��g�p�\������o��(36W)
�EHAKKO T12�n���Đ�͈ꕔ���M�e�ʃ^�C�v�̐ݒ�L��
���ԊO��1 �R�[�h���X/�d�r��/�|�[�^�u��
�E�K�X�� (�R�e���C�U�[ ��) �p���[�͂��邪�T���đ傫�� �������g������Ă��Ȃ����������m��Ȃ����C���܂�g���Ղ��͖��� �@��ɂ���Ă̓m�Y�������Ńz�b�g�u���[�Ƃ��Ă��g����
�E�d�r�� (FX-901 MSD-20 ��) �p���[�͖������C��͂��Ǝv���Ă�ƈӊO�Ɏg���� ��{�I��Ni-MH(�j�b�P�����f)�~�d�r�O��̐v �l�b�N�͓����d��(�l�b�N������)���芴�Ɍ����鎖
�EUSB�ڑ� (TS80 ��) ���ɂ���Ă�Type-C�ڑ��̃n�C�p���[�ȉ����łƂĂ��ǂ����� (���͎����~���������\����)
���ԊO��2 �z�b�g�i�C�t�Ƃ��Ă��g�������l�ɂ����߂̂͂���
�EHAKKO RED 501(30W)/502(40W)�Cgoot KS-20R/30R/40R �Ȃ� ���a4mm�_�Đ�̂͂��� + �z�b�g�i�C�t���Đ�(HAKKO 515-T �Ⴕ���� goot HOT-30CU)
�EKOTELYZER�V���[�Y�ɂ��z�b�g�i�C�t���Đ�̃��C���i�b�v������
�@�͂t��������H��Ƃ��Ă͂��܂�ǂ��͖������C�z�b�g�i�C�t�Ƃ��Ă��g���Ȃ玝���Ă����đ��͖���
�@��Ƃɂ���Ă̓g���C�A�b�N(������)�Ȃǂł̒��߂��o����Ɨǂ�
�@�Ȃ��C�z�b�g�i�C�t�̐n�͌����\��HAKKO 515-T goot HOT-30CU����OLFA���f�U�C���i�C�t�p
�@HAKKO 515-T�͐n��̕��Ɋɂނ̂Őn�悩�猩�Ĕ����v���
�@goot HOT-30CU�͐n���̕��Ɋɂނ̂Őn�悩�猩�Ď��v���
�@����\
�@�W����OLFA XB10/XB10S�����C���芄��ɋ��ނ����Ȃ̂Ō��\���ł��g����
2. �͂�
�E�t���[�͂Ɖ�����͂����ʂ��Ă��邪�C���݂͑g����t���b�N�X�̉��ǂɂ��C���t���[+RMA�t���b�N�X�ł���ʗp�r�ł͏\���Ȃ͂t�����ƐM�����������Ă���
�@����FX-600���܂ލ����\�ȉ����͂��Ă̏ꍇ�́C�ݒ艷�x�ȊO�ɉ��t���[�ł��鎖�̃f�����b�g���ӎ��������鎖�͂��܂薳��
�E��ʂɎg���郄�j(�t���b�N�X)����͂ɂ́C�t���b�N�X�̎�ނ�ʁC�n���Q���̗ʂȂǂɂ��CMIL R�CRMA�CRA��JIS AA���AA���AB�� (���ꂼ��ア=�U�������Ⴂ��) ������
�@�ߔN�ł͉��t���[�͂�+RMA�t���b�N�X�ł��\���Ȃ͂t����������̂ŁC���H�̃��X�N�̏��Ȃ�RMA�̎g�p�����������
�E�p�r�ƍD�݂⊵�ꎟ��ł͂��邪�C�\�ʎ����������Ȃ��0.65mm�ȉ����ǂ��C�d�q���i�ɂ̓�0.6~0.8mm���x�̕����C��^�̃^�[�~�i���Ȃǂɂ̓�0.8~1.2mm���x�̕����ǂ�
�@�ׂ�������C�ɔM��D���Ȃ����ߗn�����ǂ����C�f�ʐ�(���a��2��)�ɔ���Ⴕ�Ă͂̑��肪�Z�����Ȃ�C�܂��O�����P�������Ȃ芄���ɂȂ�
�E�ŏ���1�����̓�0.6~0.8mm���x��100~150g������������ (\1000~2000) �傫�߂̒[�q�Ȃǂ������Ȃ��0.6mm�Ɗ����ȃ�1.0mm��2�����𑵂��Ă��ǂ�
�I������͂Ɖ��t���[�̗͂������g���ꍇ�͂��Đ����K�v������(�R���^�~�ɂ�鉔�t���[�͂ڍ����x�ቺ�̖h�~)�I
��������
�E������: ���{�A���~�b�g KR-19RMA�C��Z���� �X�p�[�N���n���_ �Ȃ�
�E���t���[: ���{�X�y���A SN100C�C��Z���� �X�p�[�N��ESC �Ȃ�
������͂̃f�����b�g
�E�@�B�I����(���������Ȃǂ��ア)
�E�d�C�I����(����R)
�E�Ő�/������(���Ƀy�b�g�������������Ă��)
�E���ݗ��ʂ��鐻�i�͊�{�I�ɉ��t���[�͂��g���Ă���C���������ۂ̓R���^�~������邽�ߌ��̂͂���菜���K�v������ (�ォ�炿�傢�t���͏o���Ȃ�)
�@Sn��̂̍����ɔ��ʂ̉�����������Ɖ������[�h����h�ɕΐ͂��C�ڍ����x���啝�ɒቺ����
�@�܂�������͂��ɂ����Ă�Pb���b�`�w���`������Ă���C���ꂪ������͂̐ڍ����x�������Ă���
���t���[�͂̃f�����b�g
�E���ቷ���ł̐M�����y�ыɓx�ȍ��M���������߂���q��F���R���Y�ƂȂǂł̐M�����C�ϏՌ���
�E���t���[�͂̉��i
�E�����Z�_�Ƒ��܂��āC���� (���t���[�͂̑g���̑啔�����߂���ɓS�⓺���n�o����) �ɂ�邱�Đ�Ȃǂ̃��j���O�R�X�g�̏㏸�C�e���Ȋ�̃p�^�[������
�E�����Z�_�ɂ��ߔM�̃��X�N���傫���C���w��Ȃǂ̃����[�N�����
�E�\�ʒ��͂������C�G��L����ɗ��
�@����ʂ̏��Ȃ��z�r�C�X�g�̏ꍇ�ɖ��ɂȂ�͎̂�ɉߔM�ƃ����[�N�ŁC���i��j���O�R�X�g�͂����܂Ŗ��ɂȂ�Ȃ�
3. ����
���ׂ��̌����`���I�Ԃ��ǂ��C�p�r�ɍ��킹�ĕς�����ǂ�
�E�ׂ������s�����Đ�̏o�Ԃ͏��S�҂��v�����������Ə��Ȃ�
�E�����Z���ڐG�ʐς��傫�����Đ�́C�ׂ������ڐG�ʐς����������Đ�����M�̓��肪�y���ɗǂ�
�EC�^(�~���߃J�b�g)/BC�^(�~���߃J�b�g)/D�^(�}�C�i�X�h���C�o��)�Ƃ������ʂ��g����`��́C�ڐG�ʐς����₷���M�̓��肪�ǂ�
�ECF�^/BCF�^�̓J�b�g�ʂ݂̂ɂ͂����(�S���b�L���I�o���Ă���)���߃u���b�W���N�����ɂ������ʁC�J�b�g�ʂƑ��ʂ̗������g���\�M�͂��
�I������͂Ɖ��t���[�̗͂������g���ꍇ�͂��Đ��N���[�i�[����K�v������(�R���^�~�ɂ�鉔�t���[�͂ڍ����x�ቺ�̖h�~)�I
�E�M�`���ƒ~�M�ɗD��铺�̃R�A�ɑϐI���b�L�Ƃ���200~500��m���x�̓S���b�L���{���C�X�ɂ͂����G���A�����肷�邽�ߐ�[�ȊO�ɃN�������b�L���{�����\��
�@�S���b�L�������ƔM�̓��肪�����C�S���b�L�������Ǝ������Z���Ȃ邪�C�z�r�C�X�g�Ȃ炠���Ē������^��I�Ȃ��Ă��C�Ǘ����ǂ������Ȃ�ɕۂ�
�@�@���b�L���̃R���g���[���������ƌ����ꏊ�͔M������ɂ����C�����ꏊ�̓z�b�g�X�|�b�g�ɂȂ�N�I�����
�@�@�����Ȓ��ؐ��R���p�`���Đ�ɂ̓R���g���[������������ɒ[�ɓS���b�L��������������悤�ŁC�����߂͂��Ȃ�
��HAKKO T18�n�Ƌ��^��900M�n�Cgoot PX-60RT�n�CHOZAN HS-131~145�͑��݂Ɍ݊���������CHOZAN HS-131~145��HAKKO T18������OEM�Ȃ̂ŁC�T���Ĉ�����T18���Ɨǂ�
�@900M/PX-60RT�n�̌`��͋߂��C�����ĂуT�C�Y�ł�T18�Ɣ�r���אg�ȌX�������邽�߁C������ƂɌ������ʔM�̓���͈����C���Đ扷�x����߂ɏo��
�@�܂��CHAKKO�Ɣ�r��goot�̂��Đ�͊T���ēS���b�L�������X��������C�������Ȕ��ʔM�̓���ɗ��
�@���̂��ߔM�̓�������ҏo���Ȃ��ׂ������s�����Đ�́C�\�Ȕ͈͂�T18����I�ԂƗǂ� 4. �t���b�N�X�ƃt���b�N�X�����[�o�[
�E�t���b�N�X�͎_�����Ȃǂ��������G�ꐫ�����߂� (�E�ʊ����܂̂悤�ȃC���[�W�����Ɨǂ�) �̂���Ȗ����ŁC�X�ɕs�����������c�Ԃ��\�ʂ����Ŏ��C������ی삷�����������
�@�����ɍU����������C�����ɂ���Ă͎c�Ԃ̐�K�v�ɂȂ邽�ߒ��ӂ���
�E�t���b�N�X�͒P�̂Ŏg�p���鑼�C��ʓI�ȃ��j����͂�E�B�b�N(�͂z������)�C�N���[�j���O���C���ɂ��g���Ă���
�E�t���b�N�X�ɂ͗L���ɍ�p���鉷�x�悪����C��x���M��������������͕s����������
�@�܂��C�ߔM����Ɛ������@�\�����C���j����͂̃t���b�N�X���}���ɔM����ƃt���b�N�X��͂{�[������U���邽�ߒ��ӂ���
�@(��U��h�����߂Ƀt���b�N�X�𑽐c��ɕ������}���`�R�A�͂C�g�p���O�ɂ͂ɐ荞�݂����鐻�i�Ȃǂ�����)
�E�����͂��s���ꍇ�̓��j����͂��̃t���b�N�X�̌��͂����ҏo���Ȃ����߁C�\�ߕʓr�t���b�N�X��h�z����
�E�����M�̂͂t���p�t���b�N�X�͍U�����̍����������邽�߁C�h�z�����ꍇ�͕K�v�ɉ����Đ������
��������
�E�t���b�N�X: HAKKO FS-200�Ȃ� (�Q����ȂNJ����ȕ����������Ƃ肠�����͍��ѓh��Łc)
�E�t���b�N�X�����[�o�[: HAKKO FS-150�Ȃ� (��ǂŔ����Ă�IPA:�C�\�v���s���A���R�[���ő�p�� �p�[�c�N���[�i�[�͕��ɂ���Ď����ւ̍U�������قȂ�̂ňꉞ������ �I�y�b�g�����̏ꍇ�͏\���Ȋ��C���s�����ƁI)
5. �����[�N�c�[��
�@�͂̏����ɂ́C�͂��ĂŒg�߂Ȃ���g���蓮�z�����@�C�蓮�z�����@�Ƀq�[�^�[��t�����q�[�^�[�t���蓮�z�����@ (�͂V���b���Y �T���n���g��)
�@������҂�Ńt���b�N�X����ݍ��܂����E�B�b�N(�͂z������ ���ɂ��m�[�t���b�N�X������)�C�z�b�g�u���[�C�q�[�^�[�ƃG�A�[��d���̃|���v���g�p�����d���z�����@��5��ނ��g����
�@���S�҂̓E�B�b�N�Ǝ蓮�z�����@���q�[�^�[�t���蓮�z�����@���Ă����Ɨǂ�
�E�E�B�b�N�͔M�`�����ǂ���C�ɔM��D���邽�߁C�g�p�ς݂̕������͂��Ɏc���Đ��Ă����Ɠ���݂��ǂ��g���Ղ�
�E�܂��C�E�B�b�N�̔M�e�ʂ������C�����ɖ��g�p�̕����̃t���b�N�X�p�Ɋ����������Ȃ����߂ɁC15~30mm���x�̒����ɐ��ăs���Z�b�g�œ��Ă�̂��ǂ�
��������
�E�E�B�b�N: HAKKO F87-4/87-3�Ȃ� (\300���x 87�͌��\�t���b�N�X�������Ă�̂ŏ��Ȃ߂��ǂ����HAKKO 120-03�Ȃ�)
�E�蓮�z�����@: HAKKO 18G��20G (\1000~1500)
�E�q�[�^�[�t���蓮�z�����@: �T���n���g �͂V���b���YNEO (\4,000~)
6. ���đ�
�E�����̑������ǂ��C�d�����萫�̍������đ��I�� �����͌����ȊO�ɉ摜�����ł�������
�E������x���M�̗ǂ�����I�ԂƗǂ�
�E�X�|���W��N���[�j���O���C�����t�����邪�C�ǂ��炩����Ȃ�X�|���W��������
�E�G��X�|���W�͂��Đ�ɕt�����͂�ǂ����Ƃ�(���Ƃ�������)�̂Œ��� ���͂��Ẳ��x�������邽�߂ɂ͔G��X�|���W���K�v
�E�N���[�j���O���C���͂��Đ�ɕt�����͂���ǂ��c�����߁C���Đ�̎_����}������
�E�����i�т̂͂��Ă͐�p�̂��đ䂪�t������
�I������͂Ɖ��t���[�̗͂������g���ꍇ�͂��Đ��N���[�i�[����K�v������(�R���^�~�ɂ�鉔�t���[�͂ڍ����x�ቺ�̖h�~)�I
��������
�E������Z���~�b�N�q�[�^�[�^�C�v�ɂ�goot ST-76/77��HAKKO 633����ԁCHAKKO FH300�͈����Ȃ�����萫���ǂ�
�@HAKKO RED�Ȃ�40W�ȉ��̂�����j�N�������q�[�^�[�^�C�v�ɂ��g���� (�Ȃ����Ή����X�g�ɂ͖������c)
�@HOZAN H-6�͌����Ƃ̑����Ő���肪����������[�����肷�����肷�邱�Ă����� (���А��͂��Ă��܂�w�c ���ł�orz)
�E�قƂ�ǂ̃Z���~�b�N�q�[�^�[�^�C�v�ɑΉ�����goot ST-27�͍����ȕ���肪�ƂĂ��ǂ��C�X�|���W�ƃN���[�j���O���C���̗��Ή�
7. ���ӍH�� �j�b�p�[�C�y���`�C���W�I�y���`�C�c�C�[�U�[(�s���Z�b�g) (�R�X�p�d���̃��C���i�b�v�ł�)
�E�����ȕ������邪�C�܂�������̂�HOZAN�C�t�W��CVICTOR(�ԉ�)�CENGINEER�ӂ�̐^�����ŃI�[�\�h�b�N�X�ȕ��� ���z��6,000~10,000���x HOZAN�͊T���Ă�⊄����
�@��ɍ����ȕ��𑵂��Ă��C����ŃI�[�\�h�b�N�X�ȍH��̏o�Ԃ͏��Ȃ��Ȃ�
�@��]��������ɂ͒���I�Ȓ������s���C�܂�������̓O���b�v���ɖ������Ȃ��悤���ӂ���
��������
�E�j�b�p�[ (���^) HOZAN N-31/N-34�C�t�W�� HP855-125�CVICTOR 101BS-100�CENGINEER NS-03/NS-04�Ȃ� ��1500~ ���̗ǂ��� ���n�^�C�v��t���b�V���͐ꖡ�ɗD��C�W���^�C�v��Z�~�t���b�V���͎������ǂ�
�E�y���` (���^) HOZAN P-35�C�t�W�� MP9A-110�CVICTOR 245BSF-115�CENGINEER PS-04�Ȃ� ��1000~ ���̗ǂ���
�E���W�I�y���` HOZAN P-14/P-15�C�t�W�� 350-125/350S-125�CVICTOR 280A-150�CENGINEER PR-36�Ȃ� ��1000~ �������̓L���b�v�Đ�̌������Ȃǂł��֗� �o�l�̗L���͂��D�݂� (�����̓o�l�����h)
�E�j�b�p�[ (�d�H) HOZAN N-12�C�t�W�� 60S-150�CVICTOR 360A-150�CENGINEER NK15/NK25�Ȃ� ��1500~ ������x�ؒf�\�͂̍�����
�E�c�C�[�U�[ HOZAN P-88#�n�CENGINEER PT�n�Ȃ� ��500~ �ێ��͂������C�s�������ׂ������������Ȃ����������� ��������SUS400�ԑ�͔����� �����ׂ��s���Z�b�g�̓p�[�c��e���₷���C�_�炩���ׂ��s���Z�b�g�͋Ȃ���₷��
8. ���̑�
�E�^�C�}�[�t���d��
�@�����Y����������Ƃ̂�����⒍�ӗ͂ɕs����������͐���I���q����ɂ͂��Ă��^���鎞�ɂ��I
�E�w���p�[
�@�L�̎���肽�����Ȃ��ɁI���낻�남�߂��������h���Ȃ��Ă������Ȃ��ɂ̓��[�y����C�g�t��������܂���I
�E�t���[���G�L�X�g���N�^�[ (�r�����u)
�@�͂t�����������C�����Ńy�b�g�������Ă�����͎g�p����Ɨǂ��@�����ȕ�������̂ŒT�����I
�E�J�v�g���e�[�v��}�X�L���O�e�[�v
�@�ׂ���������Ɖ��~�߂Ȃǂɕ֗�
���͂t�����s����
1. �͂t�����x�Ƃ��Đ扷�x
�ESn63~60�ł�315~330�����x�CSn-Ag-Cu�Ȃǂ̈�ʓI�ȉ��t���[��330~350�����x���x�[�X���C���ɁC���[�N�ɉ����č��킹��Ɨǂ�
�@�̗͂Z�_�͉����苤����183���C���t���[(Sn-Ag-Cu)��217���ŁC��ʂɐڍ����x�̍����g�U�w(��ނƂ͂̍����w)�̐����ɕK�v�ȏ����́C��ނ̉��x���̗͂Z�_+40~60����3�b�ԕۂƎ��Ƃ���Ă���
�@�@����l�̓t���b�N�X�̉ߔM���ɉ����C�g�U�w�̐�������������Ƌ��x����������C�����\�����e�剻�ɂ��Ƃ��Ȃ�Ƃ��������ۂ�����
�@�@���̂��ߖڈ��ƂȂ�͂t�����x�͉����苤����223~243���C���t���[��257~277���ŁC���Đ扷�x�͍X��+80�����x�ɂȂ�
�E�M�̓��肪��������G�ꂪ�������͂ނ�݂ɉ��x���グ���C�܂��͑����Z���M�̓���̗ǂ����Đ�(D�^��C�^)�ƍׂ߂̂͂C�t���b�N�X�̓h�z�C�\�ʂ̐��C�q�[�g�K����h���C���[�ɂ��y���\�M������
�E���j����͂̃t���b�N�X�������Ĕ�U�������u�ʼn��ɂȂ��Ĕ�Ԏ��C�܂��̓t���b�N�X���ł��L�����͉��x�����߂��C�܂��`�L�����Ă��悤�ȓ��������鎞�͈����Ă���ꏊ����������(����)
�����͂��Ă̏ꍇ
�ET18/PX-60RT�Ȃǂ̃L���b�v�Đ�: �����Z�����Đ�ƍׂ��������Đ�ł́C�����ݒ艷�x�ł�������+/-10�����x�̍����o��
�EFX-600/601���܂�HAKKO���͂��Ă͐V�i�Ȃ�W�����Đ�łقڐݒ艷�x�ʂ�̂��Đ扷�x���������Cgoot�̒ቿ�i�� (PX-601/501�Ȃ�) �͐V�i�ł��܂�œ��ĂɂȂ�Ȃ��̂ŗv����
�@�ɂ��h���t�g(����)������悤�Ȃ̂ŁC���Đ扷�x�v��e�X�^�[�ɕt������M�d�Ŕc�����Ă����Ɨǂ�
�ET12/RX-80HRT�Ȃǂ̃R���|�W�b�g�`�b�v: �����ނːݒ艷�x�ɋ߂��l���������C���������Ǝv�����瑪���
�@goot RX-802/812�͂��Đ�̔Ԏ�(1~4)�̓��͂�Y�ꂸ�ɍs��
���͂��Ă̏ꍇ
�E�Z���~�b�N�q�[�^�[+�L���b�v�Đ�̂͂��ẮC���������M�̑������q�[�^�[�����Đ�̒~�M�����o�Ă�����M����邽�ߌ������ǂ��C15W���x�ł����t���x��450������
�@�~�M���̔M�e�ʂ��傫�����߁C���߂̂��Đ�̏ꍇ�͔G��X�|���W�ł��Đ�S�̂̉��x���\���ɉ����Ȃ���͂t�����s���Ɨǂ�
�@�@���Đ�̎��ʂ�5~6g�C���̔�M��385J/(kg*K)�Ƃ���ƁC���Đ�S�̂̉��x��100K���Ƃ����߂ɂ�190~230J���x�̕��M���K�v�ɂȂ�
�@�@���̋C���M��2.26�~10^3J/g�ŁC���̉��x�㏸�₻�̊Ԃ̔��M(W=J/s)����������ƊT�Z��0.1g���x��Z���ԂɋC�������Ȃ���Ȃ�Ȃ�
�@�@����ăE�F���_���ɂ���ʂ̂���ł������W���[�W���[���܂��傤 2. �͂t���̗���
�@YouTube��HAKKO�����Ȃǂ��Q�l�ɃC���[�W�g���[�j���O
https://www.youtube.com/watch?v=6qMAS-Nbqp8 �@������J�V���Ȃǂ̌Œ�͎��O�ɍs���C���~�߂��K�v�ȑf�q�͗\�߃}�X�L���O�e�[�v��N�����`(���[�h�Ȃ�)�ŌŒ肷��
�@��̗\�M���s���ꍇ�͒��X�ɒg�߂Ă��� �ʓr�t���b�N�X���g�p����ꍇ�͓h�z���Ă���
�A���Đ��@���C�����ɏ��ʂ̂͂����Đ�ɑ��� (���͂��Ă̏ꍇ�͔G��X�|���W�ŏ\���ɉ��x��������)
�B�����h�ƃ��[�h�̗����ɔM������悤�ɂ��Đ�Ă�
�C�����h�ƃ��[�h�̊ԂɓK�ʂ̂͂𗬂��Ă͂𗣂�
�@���Đ�ɒ��ړ��Ăėn�������g�͂�t����h�̂ł͂Ȃ��C�t���b�N�X�̏�������эnj��ۂ̗͂Łg�͂𗬂��h�Ƃ����C���[�W�����Ɨǂ�
�@�t�B���b�g�͕x�m�R�ڈ� ���߂���ƃq�P(�M���k)���傫���Ȃ�q�P頂Ȃǂ̃��X�N��������
�D�����Ƃ��Đ�𗣂� (�͂��ł܂�܂ł͓������Ȃ� �����ł�3�b�C�啨�Ȃ�5�b���ڈ�)
�E���Ă�@�킸���̂܂܂��đ�ɒu�� (���Đ��@�����ꍇ�͒����ɐV���Ȃ͂ŔG�炷)
3. �`�b�v���i�̂͂t���̗���
�@�\�߃}�X�L���O�e�[�v��d�ɂւ̂͂t���ŁC�����������悤�ɉ����߂���
�@��̗\�M���s���ꍇ�͒��X�ɒg�߂Ă��� �ʓr�t���b�N�X���g�p����ꍇ�͓h�z���Ă���
�A���Đ��@���C�����ɏ��ʂ̂͂����Đ�ɑ���
�B�����h�Ɠd�ɂ̊ԂɓK�ʂ̂͂𗬂��Ă͂𗣂�
�@�`�b�vLED�Ȃǂ̔M�Ɏア�f�q����R�ȏ��^�f�q(���Α��̂͂ɔM������ĊO��₷��)�̓����h����g�߁C�`�b�v�Ƃ��Đ�(D�^��K�^)�̊Ԃɂ͂����ނ悤�ɂ���Ɨǂ�
�@���̏ꍇ�̗͂͂ʂ͂͂̒��a�ɍ��E����邽�߁C�`�b�v�T�C�Y�ɍ��킹���ׂ��͂��g��
�C�����Ƃ��Đ�𗣂�
�D�t���b�N�X�����[�o�[��IPA�ȂǂŎc�Ԃ���
4. SOP/QFP���̂͂t���̗���
�@�Ίp�̃��[�h(�E�����̏ꍇ�͍���ƉE��)�ւ̂͂t���ʼn����߂���
�@��̗\�M���s���ꍇ�͒��X�ɒg�߁C(�����߂������[�h���܂�)�t���b�N�X��h�z���Ă���
�A���Đ��@���C�����ɏ��ʂ̂͂����Đ�ɑ���(�s�b�`���ׂ����ꍇ�͂�菭�Ȃ�����)
�B�K�v�Ȃ͂͋͂��Ȃ��߁C�\�߂��Đ�ɑ������\���͂Ɠh�z�����t���b�N�X�����͂��s��
�@�t�B���b�g�̓g�[�����łȂ��T�C�h��q�[�������Y��ȕx�m�R�]�܂���
�C�\���̗͂ʂ������ƈ����I���ɂ͂����܂��ău���b�W���₷�����C�ēx�t���b�N�X��h�z���C���Đ�Ōy���@�����t�����Ɉ����Ɖ�������₷��
�D�t���b�N�X�����[�o�[��IPA�ȂǂŎc�Ԃ���
���d�オ��̃`�F�b�N�ƃg���u���V���[�e�B���O��
1. ���[�h����у����h�ւ̓����
�E�͂����[�h�ƃ����h�ɓ���݁C�����h�����S�ɕ����Ă��鎖
�@�e����Ċۂ������Ă���ꍇ�́C���[�h����h�̕\�ʂ̏�Ԃ������t���b�N�X���\���ɋ@�\���Ă��Ȃ����C�͂𗬂��O�̉��M(�\�M)���s�����Ă���
���lj��̃t���b�N�X�p����C�\���͂��s���C�\�M���Ԃ𑝂�
�E�X���[�z�[���̏ꍇ�͔��Α��܂ł͂�����Ă��鎖
������Ă��Ȃ��ꍇ�͗\�M�̕s�����^���邽�߁C�\�M���Ԃ𑝂�
�@�Ȃ��C���Α��̃q�P�͊�{�I�ɂ͖�薳��
2. �t�B���b�g
�E���i�̐����m�F�o������x�C�t�B���b�g�͕x�m�R��̉��Ȑ���`���Ă���Ɨǂ�
�@���M���s������Ƃ͂̕\�ʒ��͂������炸�G��◬�ꂪ�����Ȃ�C(���炩�ł͂��邪)�͂ߑ��Ɏ����ʋȐ���`���₷��
�����Đ扷�x���グ��C�͂𗬂��O�̉��M(�\�M)���Ԃ𑝂₷
�@�ɒ[�ȑ��ǂłȂ���̗͂ʎ��̂͒����ɕs�ǂƂ܂ł͌����Ȃ��Ǝv�����C�͂s���̏ꍇ�͐ڍ����x�ɉe�����C�ߑ��̏ꍇ�̓N���b�N�̃��X�N��s�ǂ��������ɂ����Ȃ邽�߁C�Y��ȃt�B���b�g��ڎw��
3. �\�ʑe��
�E������̏ꍇ�͏_�炩���P�����C���t���[�̏ꍇ�̓A���~�z�C���̗��ʂ������炩�ȋP�������ǂ�
�@�t�B���b�g������ŕ\�ʂ������̂悤�ɍr��Ă���ꍇ�͉ߔM�Ńt���b�N�X���@�\�����C�u���[������Ԃ��^����
�������͂��Ă͐ݒ艷�x�������� ���͂��Ă͒��O�ɔG��X�|���W�ŗ�p���C�܂��͂t�����Ԃ��Z�߂ɂ���
�@�͂ߑ��̏ꍇ�͋ÌŒ��Ƀq�P�čr���
���̗͂ʂ����炷
�@ᰂ�������悤�Ɍ�����ꍇ�͋ÌŒ��ɓ����Ă���\��������
�����Đ�𗣂����͐Â��ɁC�ÌŒ��͓������Ȃ�
4. �q�Q/�c����/�c�m
�E�ߔM�Ńt���b�N�X�����͂������͂̃L�����������Ă���C�t�ɉ��M�s���ŕ\�ʒ��͂��������Ă��Ȃ�
�������͂��Ă͐ݒ艷�x�Ƃ͂t�����Ԃ�������
�@���͂��Ă͂͂t���O�ɔG��X�|���W�ŏ\���ɗ�p���C�͂t�����Ԃ�������
5. �q�P�(��)�ƃ{�C�h(��)
�E�q�P頂͉ߔM�Ƃ͂ߑ����^����
�E�{�C�h�͗l�X�ȗv�����l�����邪�C�����ȕ��ł���Ζ��͖����Ƃ���Ă���
�@�K�X�N���̃{�C�h�́C����������܂�ł�����C�͂���C�ɗ��������Ńt���b�N�X���C�������Ȃ��ƋN���₷��
���\�M���\���ɍs���C���Đ�Ɣ��Α����烊�[�h�ƃ����h�̊ԂւƗ������ނ悤�ɂ͂�����Ɨǂ�(���_)
�@���̑��َ�������̌��q�̈ړ��������̃J�[�P���_���{�C�h�Ȃǂ����邪�ǂ����悤������ (�F���Y�Ƃ��ƃ��m���^���b�N�ɂ����肷��炵���ł����ǂ�)
6. �N���b�N
�E�N���b�N(�ŏ����炠�����)�́C�͂̋ÌŌ�ɑ傫�ȗ͂�������Ă���\��������
��������J�V���Ȃǂ̌Œ�͕K���͂t���O�ɍs���C���[�h�̑��̐ؒf�Ȃǂ��{���͂͂t���O�ɍs���̂��]�܂���
�E�܂��C�q�[�g�T�C�N���Ő����鉞�͂��C�Č����ɔ��������̑e�剻�ŐƂ��Ȃ�C�Č����œ������鉞�͂̌��E����ƃN���b�N�ɐi�W����
�@���t���[�͂͐Ɛ����������߁C�N���b�N�ւ̐i�W���N���₷��
7. �t���b�N�X�̏��
�E�͂̕\�ʂ��d���������F�ɋ߂������ȃt���b�N�X�������Ă����Ԃ��ǂ�
�@�ł�(�Y���͂������C���F~ꈍb��̐F�̔Z���������܂�)������ꍇ�͂��Đ扷�x������
8. �p�^�[��������N�I�ɂ�����
�E�p�^�[����������������Ă���ꍇ�́C����e���C�ߔM(���Đ扷�x�������C���M���Ԃ�����)�C�܂��͂����������ɂ�锍���Ȃǂ��^����
���e���Ȋ�͓��ɉߔM�ɒ��ӂ��C���Đ扷�x�Ƃ͂t�����Ԃ������� �p�^�[���������ɂ����C�����Z���M�̓��肪�ǂ����Đ���g��
�@���ɉ��t���[�͍͂����g���y�э����͂t�����x�̗��ʂœ��̐N�I���������߁C������͂ւ̕ύX���l������
�����������������̓p�^�[����ǂ������W�X�g�����C���j�o�[�T����̗v�̂�UEW�Ȃǂ��g���p�^�[������������ (�����g��H���͂��̌���Ŗ���)
9. �u���b�W
�E���x���Ⴉ������t���b�N�X���@�\���Ă��Ȃ��Ƃ͂̃L�����������C�u���b�W���N�����₷���Ȃ�
�������͂����Ă���ꍇ�́C���O�Ƀt���b�N�X�̓h�z���s��
�����M�ɂ��t���b�N�X���@�\���Ă��Ȃ��ꍇ�͉��x��������
�����M�s���ɂ��͂̕\�ʒ��͂������ꍇ�͔M�̓��肪�ǂ����Đ���g���C���Đ扷�x���グ��
�E�\�ʎ������i�̓t���b�N�X��h�肱�Đ�Ő@���Ă̗͂ʂ߂��� �����ꍇ�͋z�������Ȃǂ��g���C������
10. �������i�̏��
�E�\�ʎ������i�̃Y���C���[�h���i�̕����Ȃǂ�������
���͂t���O�ɁC���[�h���Ȃ��邩�}�X�L���O�e�[�v�Ȃǂŕ��i���Œ肷��
�@�\�ʎ����͑Ίp����(�E�����̏ꍇ�C����ƉE��)�̃��[�h�̂͂t���ʼn��~�߂��s���C�͂t���͉E�ォ��E���ւƐi�߂�Ɨǂ�
�E�R�l�N�^�Ȃǂ̎������i�ɗn����������
���M���s������ꍇ�͖��łɉ��x���グ����͂t�����Ԃ���炸�C�\�Ȕ͈͂ő����Z���M�̓��肪�ǂ����Đ���g���C�K�v�ɉ����q�[�g�K���Ȃǂł̊�̗\�M����������
�E�Ȃ��C��L�̑����C���ɂ͂̔G���d�オ��ɊW���錻�ۂ͂͂̑g����t���b�N�X�̏������ɂ��傫���e�������
�@��Z�����C�A���~�b�g�C���{�X�y���A�ȂǑ�胁�[�J�[�̐��i�͗ǎ��Ȃ̂ł�����
���N���[�j���O�ƃ����e�i���X��
1. �͂��ĂƂ��Đ�
�E���Đ�̃N���[�j���O�ɂ́C��ɔG��X�|���W�ƃN���[�j���O���C�����g����
�@�G��X�|���W�͂��Đ�ɕt�����͂�ǂ����Ƃ�(���Ƃ�������)�̂Œ��� ���͂��Ẳ��x�������邽�߂ɂ͔G��X�|���W���K�v
�@�N���[�j���O���C���͂��Đ�ɕt�����͂���ǂ��c�����߁C���Đ�̎_����}������
�E�@�����瑬�₩�ɐV���Ȃ͂𑗂�C��ɂ͂ŔG�ꂽ��Ԃ�ۂ̂��S��(�S���b�L������)
�@�͂t�������炻�̂܂܂��đ�ɒu���C�g���O�ɌÂ��͂�@���V�����͂��悹��Ɩ��ʂ����� (�͂t��������@���Ă��đ�ɒu���̂ł͂Ȃ��I)
�E�͂�@���ēS���b�L���I�o������Ԃŕ��u����Ƃ����ɓS�̎_�����i�݂͂����Ȃ��Ȃ�
���y�x�̎_���ł�����o�[�u�C�ׂ���(#600~)�̎��₷��C�^�J�u���V�C�\���_�����O�E�B�b�N(�͂z������)���ŎC������C�`�b�v���t���b�T�[���̃P�~�J���ʼn���
�E�Z���~�b�N�q�[�^�[�̑��������O����邽�߁C���Đ���J�c���Ƃ���Ă͂𗎂Ƃ��̂͊�{�I�ɂ�߂Ă����������ǂ� (�ŋ߂̃Z���~�b�N�X�͂ƂĂ���v�ł����C�v���ł�����Ă����������Ⴂ�܂����ǂˁc)
�E���Đ�̎��͂ɏł��t�����t���b�N�X�͔����ꗎ���č������Ȃ��悤��������
�E�����͂��Ă̐ݒ艷�x���K�Ȃ̂ɉ��M�̕s����ߔM��悷��ꍇ�́C���Đ扷�x�̎����C�̗͂Z�_�̃`�F�b�N�C�Ⴕ���͂��Đ���������Ă̗l�q�����s��
�@���ɃL���b�v�Đ�̏ꍇ�C�~�M�������̎_���ɂ��q�[�^�[/�Z���T�[/���Đ�Ԃ̉��x���z�������C���Đ扷�x���オ��Ȃ��Ȃ�ꍇ������
���ۂ߂����₷��(#240~320���x)�ȂǂŎK�𗎂Ƃ�������x���邪�C���������S
2. �����[�N�c�[��
�E�z����莮�̃����[�N�c�[���͗��܂����͂������̂āC�m�Y�����N���[�j���O����
�@�܂��o�l�̗͂ŋz�����^�C�v�́C�����[�X������ԂŎ��[����
�@�m�Y���͔����u�����Ă����Ɨǂ�
3. ���đ�
�E�X�|���W�͕t�������͂𗎂Ƃ��C����či���Ă����Ɨǂ�
�E�N���[�j���O���C���͔��������̒�R�����Ȃ��Ȃ��Ă����烏�C�����ĐV�����ʂ��o���C���������Ă�����D������
�@�X�|���W��C���͔����u�����Ă����Ɨǂ�
4. ���ӍH�� �j�b�p�[�C�y���`�C���W�I�y���`�C�c�C�[�U�[(�s���Z�b�g)
�E�j�b�p�[��y���`�Ȃlj�]��������̂���H��͒���I�ɒ������C�����O���b�v�ɉ��Ȃ��悤�@���グ�ĉ�����~�����ɕۊǂ���
�@�ؒf�\�͂��ӎ����C���J�Ȉ�����S�|����
�E�c�C�[�U�[�͕K���L���b�v�����ĕۊǂ��� �܂��t���b�N�X���t�����Ă���ƃ`�b�v���i���Z���t���̂ŁC�t���b�N�X�����[�o�[��IPA�C�p�[�c�N���[�i�[�ŗ��Ƃ�
�@��[��ɂ߂����͓u�Ō�������
> �e��
���[�C�e���v���������ɂ܂�����IP�Ă���܂��Ă���Ȏ��ɂȂ�܂����C�ς݂܂���
�ꉞ�e���v���͂͂t���̍�Ƃɂ��Ă��f�l�Ȃ�ɏ��������܂������C�����܂ő��Ăł��̂ŁC�c�_���Ďϋl�܂�Ηǂ��ȂƎv���܂�
(�ƌ�������Ȃ��璷�����c)
>>1 �e���v���͂��̕�
>>1,2,24,25,26,27,28,29,30,31,32
>>24-33 �r�炵���A������S�~�N�Y�I
>>34,35,36
�\�ł���C�ǂ����ǂ�ȗ��R�ŕs�v���Ƃ��C�ǂ����ǂ��Ԉ���Ă邩����߂�C�݂����Ȃ����������g�̂��郌�X�Ղł���Ƒ����܂�
�����\�͓I�ɓ���̂ł���C�߂������肢�����Ă��܂��đ�ϐ\����܂���
�u���O�ɂ��܂������ĉ�����
URL
3�s�ł����܂邶���
>>37 �݂�ȑ��� ������x�[�X�Ɋ����ȋc�_���W�J
����Ȃ̊��҂��Ă��낤����
������ ������
>>37 ���Ԃ�L�p�ȏ��Ȃ낤���A�f���ɏ������܂�Ă��A�Q�Ƃ��ɂ����A�����ɂ�����Ȃ��A���̈ꗗ���Ɍ������ŁA��۸ނł��B
�C�ɓ���Ȃ����ɑ��āA�C�ɓ���Ȃ��ƕ]�_�������Ȃ璇�ԓ��Řb�����Ă�����̂ɁB
�ȑO�ɂ������ȁA�Q�Ƃ��ɂ����Ƃ�S/N��������Ƃ��B
>�͂t�������炻�̂܂܂��đ�ɒu���C�g���O�ɌÂ��͂�@���V�����͂��悹��Ɩ��ʂ����� (�͂t��������@���Ă��đ�ɒu���̂ł͂Ȃ��I)
����͌����Ƃ��Ă͂����Ă��邯��ǁA���̃R�e�Ńp���[�R���g���[�����g���Ă��Ȃ��ꍇ�A���x���オ�肷���āA
���j�J�X���ł��t���Ă��܂����Ƃ�����B
���Ƃ����Đ@���ăR�e��ɒu���̂��R�e�悪���ތ����B���ǂ̂Ƃ���A�R�e��ɒu���Ƃ��ɂ͉��x���オ��߂��Ȃ�
�悤�ɂ��邵���Ȃ����B
�g�p��̃����e�i���X�͂����邱��
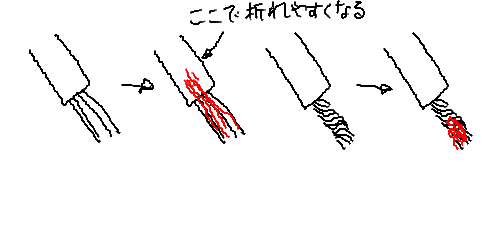
https://i.imgur.com/281NPBB.jpg ����͊�g�ݗ��čH��ɂ��邨�����ł��m���Ă鎖�����炱���m�炸����ĂȂ��͎̂���x���̈���o�ĂȂ�
�܂�������̃G���W�j�A�ł��m��Ȃ���͑吨����
>>32 >�E�N���[�j���O���C���͔��������̒�R�����Ȃ��Ȃ��Ă����烏�C�����ĐV�����ʂ��o���C���������Ă�����D������
�u�����v�ł��ˁc
>�E�Z���~�b�N�q�[�^�[�̑��������O����邽�߁C���Đ���J�c���Ƃ���Ă͂𗎂Ƃ��̂�
> ��{�I�ɂ�߂Ă����������ǂ� (�ŋ߂̃Z���~�b�N�X�͂ƂĂ���v�ł����C�v���ł�����Ă��
> ��������Ⴂ�܂����ǂˁc)
�K���e�[�v�̎��p�C�v�c�����傤�ǂ����Ƃ��B
�����^���V�^�C�v�̃N���[�i�[���Ȃ����ɁA�͂𗎂Ƃ��߂��Ȃ��e�N�j�b�N�Ƃ��āA�H��̎���
�S���ɂ������ɋ����Ă���������Ƃ�����B
>>42,44,45
> �ł��t��
�܂����Đ悪���ꂽ��_������̂ɔ�ׂ���C�Ƃ肠�����͂�����Ԃ͕ۂ���܂����ł��͗��Ƃ��܂�����˂�
> ����
orz
> ���p�C�v�c
�Ȃ�� (�x�e�����̂������͊ԈႢ�Ȃ��ł���)
�z�[���Z���^�[�ň����ĒP�@�\�Ȕ��c���Ă��w�������B���̌�A��Y����뜜���ăR���Z���g�^�C�}�[���w�������B
�R���Z���g�^�C�}�[�����c���Ă�3�{���炢�̒l�i�������B
���͍��@�\�Ȕ��c���Ă��~�����Ȃ��Ă�B
�ŏ�����fx600�����悩������
�X�e�[�V�����^�ł��R���Z���g�^�C�}�[�͂���������S���Ǝv���Ă�B
���̂��������B�ł��A�A�}�]���ŒT������1000�~�ȉ��ł����낢��I�ׂ����B
>>49�͂ǂ�ȃ^�C�}�[������? (�Ƃ������R�e���߂�������������肵��)
�^�C�}�[�Ɍ��Z���T�[�t���Ƃ����̂�����̂����ǁA�Â��Ȃ�����ON�Ȃ�ȁB
�R�e�̈��S�p�Ȃ炻�̋t�̕����L�p�Ȃ��ǂȁB
�R���Z���g�^�C�}�[���Ă��������ǂ�Ȏg���������Ă���H
�X�e�[�V�����^�̂͂��ĂȂ�܂��킩��Ȃ��ł��Ȃ����A�z���Z���Ŕ����Ă�悤�Ȃ͂��ĂɃR���Z���g�^�C�}�[�Ƃ��Ӗ����S���킩���B
>>51 �R�e�͂ނ���������B�^�C�}�[�̓p�i�̃R�[�h�t����3���ԃ^�C�v�B
�̂�1���ԃ^�C�v���������͂��Ȃ��A������Ȃ������B
�Ȃ���3���ԃ^�C�v�̕���12���ԃ^�C�v��荂���B
>>52 ���c���Ă̓d���̐�Y��h�~����ړI�B
���łɃR���Z���g�����������Ȃ��Ă��茳��On/Off�ł��ĕ֗��B
>>52 ��?
�^�C�}�[�̗L�p���ɂ��ăX�e�[�V�����^�ƃz���Z���Ŕ����Ă�悤�Ȃ͂��ĂƂňႢ�����邩��?
�ǂ��炩�Ƃ����A�ߔM���ɂ����āA�f�t�H���g�ł������肵�����đ䂪�t���Ă�X�e�[�V�����^�̕���
�K�v���͒Ⴂ���炢���ƁB
>>53 ���ꂩ���B
https://panasonic.jp/tap/p-db/WH3201WP.html �Ȃ�ق�3�{���炢�͂��肦��ȁB
�ł��A���Ƃ��ƁA�����R�e���Ă�����͎g����͂��B
�f�b�h�}���X�C�b�`������~�����B
�����[�����Ă��č�邩�ȁB
�����g���Ă�fx-951�̓R�e��ɒu���Ă��炭�����Ă����Ă���ƃq�[�^�[���I�t�ɂȂ�悤�ɂȂ��Ă����
�f�W�^���̏�ʋ@�͂��̋@�\�t���Ă�����̂�������Ȃ����H
��������T12�R���g���[���ł��I�[�g�X���[�v���p���[�I�t�Ƃ��͂����
�l�I�ɂ̓R�������ăS�[���ɂȂ���
>>58 �A�i���O��950�ɂ̓p���[�I�t�͂��ĂȂ��̂ł������c
�E���951�Ɋ�����Ȃ���950�ɂ����͉̂����ĂȂ����ǁB
���ɔ����Ƃ��́A���Ђ��̂�������l�����悤�B
60���̃^�C�}�[���R�e�ɂ��Ă�B
�O�͈�ӃR�e���������ςȂ��Ƃ������Ƃ����������ǁA
�^�C�}�[���g���悤�ɂȂ��āA���̐S�z���Ȃ��Ȃ����B
�N���ƖY����ۂ��Ȃ邩��A�]�ʐ悾�ȁB
�Ȃ�قǁA������������������
�����̏Z�l�Ȃ�C1���ԃ^�C�}�[�Ȃ�Ă����̎q�ō���ł��傤�B
>>55 �X�e�[�V�����^�łȂ��͂��Ă͎g���I�������R���Z���g���B
���������g���I�������͂������n���������n������̂ŁA���ĂɈ�Ӓ��d���������Ă������Ƃ͐l���ň�x���Ȃ��Ǝv���B
�X�e�[�V�����^�̏ꍇ�͓d���X�C�b�`��������̂������̂œd�����Ȃ��^�p���ł��邪�A���̕��X�C�b�`���Y���댯������B
�����Ă���n���_�h VS �n���_���Ă��瑫��h
>>65 �����ċt���܂ɂ�����|���|�������邩��Ȃ�
�^�C�}�[�͕֗������ǁA���ĂɃp�C���b�g�����v��t����ΐ�Y��͊m���Ɍ���
�ޗ����100�~�ȉ�
��������̃|�C���g�͌X�̔F���̂����݂ŕς���Ă��邵�A��͂��낢��ȕ��@������Ƃ����ˁB
>>65 �n���_���đ����čăn���_�h��
�����I�Ȃ��Ƃ�������܂����⎸�炵�܂��B
�}�C�R�����̋��s�b�`�̃n���_�t���Ɋւ��Ăł��B
�Ƃ����̒ʐM�pUSB�[�q��������Ă��܂��A�����ɕ\�ʎ����p�̃����h���ꏏ�ɔ����ꂽ�̂ŁA�ȉ��摜�ɂ���悤��
��������USB�I�X�[�q�̑����}�C�R���ɒ��ڃn���_�t�����悤���ƍl���Ă��܂��B
https://i.imgur.com/S0mnigM.jpg �����Č��ݎ莝���ɂ��镨�Ƃ��āA��m�d�@��HOT-30R(��R-48SB����)�ƃ�0.6mm�W�ϊ�p�n���_������܂��B
���̎莝���̕��Ńn���_�t������ɂ͂ǂ��������R�c��͂ނ��Ƃ��K�v�ł��傤���H
�ꉞ�����Ȃ�ɒ��ׂ���ł����A�t���b�N�X�h��œ���܂��邱�Ƃ��퓅��i�̂悤�Ńt���b�N�X�������Ɠ���ł��傤���H
>>70 �t���b�N�X�̓n���_��Ƃɕs���Ȃ̂ł��Б����܂��傤�B
�����W�����N�Ȋ��T���ė��K����Ƃ����ł���B
�n���_��Ƃ͌��ǎ����̘r�ł����̂Ȃ̂ŁA�g�̂��o����܂Ŏ��s���낵�ė��K���鎖�ł��B
0.2mm�̃|���E���^������IC�̑��ɒ��ڍڂ���s���������ˁB
��������������B
>>73 �o�����Ƃ��āA������C���z���H�ڂɂȂ邩���߂Ƃ��B
>>73 ����ł̗͂Z�_�������邩�炩�H
>>74����̌����ʂ�C���������₪��Ȃ����A����Ŋ����������邩��ʖڂ���
��Z�_�͂i�T���n���g�̕\�ʎ������i���O���L�b�g�݂����Ȃ́j�̂ق�����قǃ}�V
>>73 ���o�C�̏オ���Ă��ww��������������ǎg���Ă�t���b�N�X�����˃y�[�X�g��̔�����A���Ԃ�MECHANIC���Ǝv������
�������ǂ��Đ̎g�������Ƃ��邯��3�������C�z���Ă��狹�ꂵ���Ȃ邩��ˁA�{���Ƀ��o�C��A�Ń}�X�N���Ȃ���_���ȃ��x��
>>73 �V�c���Y�́u�K���X�Ɛ���v�ɁA����̏��C���z���Đ��⒆�łɂȂ鉷�x�v�̋Z�p��
���`����Ă���B����Ȃ��Ɛ�Ɏ~�߂������������B
�V�c���Y�̏�����ǂ�ŋZ�p�҂��u�����l�����̃X���ɑ������낤�B
����ɋ���n�����āA����ɂʂ�ʂ肵�āA���̂��Ɖ��M���Đ���������̂����Â̋����b�L�B
����ɂ��ƁA�啧�̌����������炵�����N��Q�����鋞��Z���ɂ����Ƃ��B
>>78 �A�}�]�����������A�t���J���������A���̐����̂��߂ɐ��������
����肪�N���Ă���ˁB
���Ƌ���̕��͂ł��g�����Ƃ�����B
�����ꕔ�����i�Ȃł͂܂����A�}���K���ɂ�郁�b�L���g���Ă����Ǝv���B
�ނ��r�C����ѐ�����C�̉���͌��d�ɂ���Ă�炵���E�E�E
http://ohmura-study.net/621.html �����̉�Ђ̓t���b�N�X�֎~�Ŋ���Ă邩��]�T����
�R�c�͎��n���_�̃t���b�N�X�𗘗p���邱�Ƃ�
���n���_�͐c�Ƀt���b�N�X���邩��
�̋C�����ˁB
➑̑g�ݗ��ĂƂ����C�������O����Ă����͍H�ꂪ������������B
�Ԃꂽ���ǁB
���͂��ׂ��̎g���Ă���t���b�N�X�Ȃ����Ȃ�
�����t���b�N�X�֎~�Ƃ��h����
�t���b�N�X�֎~�Ƃ́A�ł���Ђ��B
���ʂ͂����������Ƃ͂Ȃ��̂ŁA��{�I�ɂ͕K�v�ɉ�����(�lj���)�t���b�N�X��
�g���Ă͂t����������������Ǝv���B
�֎~�̍������ĉ��Ȃ낤�B
�E�t���b�N�X�Ƃ��������g���Ă͂����Ȃ��A�Ƃ������Ƃł͂Ȃ������B
���͂̐c�̃t���b�N�X��OK�Ȃ��B
�E���Ƃ�����ʓI�Ȃ��̂Ȃ낤���B
�E���������ƃt���b�N�X���g���t���[�͎͂g���ĂȂ��̂��낤���B
�E���́A�̂���̃y�[�X�g�Ɠ��ꎋ���Ă��邾���̈ӌŒn? �܂����ˁB
�������킩�炸�ɋZ�p�I���[���ɏl�X�Ə]���G���W�j�A������Ƃ����炿����ƌ����ȁB
�lj��t���b�N�X�֎~�ŁA���n���_�̒��̃t���b�N�X�����p����Z��g�ɕt����Ƃ�
�}�W�A�z���낗
����Ɍn�̃t���b�N�X�Ȃ���v�A���o�C�͉̂��w�����̂��
���ǂ������j�n�ȊO�̃t���b�N�X�g���Ă�Ƃ�����Ǝ҂���
>>84 ���w�����̐ӔC�҂��u���Ȃ����炾�����Ǝv��
�t���b�N�X���͓̂��艻�w�����łȂ��A�L���i�̍�Ǝ�C�҂͕K�v�Ȃ��Ǝv�����B
>>87 ���R�e�����g���ĂȂ��l���ȁHBGA�Ƃ��m��Ȃ����
>>85 �����c�����Ē�����t���b�N�X�����o��������ˁH
�ʎ���IC�Ȃǂ̃s���Ƀn���_�𗬂��Ƃ��Ƀt���b�N�X���g�����Ƃ͂悭���邯��ǁA
�`�b�v��R�A�`�b�v�R���f���T�Ȃ玅�n���_�̃t���b�N�X�ōςށB
�ςނ̂����ǁA
>>82�������Ă�悤�Ȃ��Ƃ͎v���Ă��B
��0.3�Ƃ��̎��n���_(HOZAN�̎���3��0.5)���ƁA���Đ悪�������悤�ɂȂ��Ă���B
�ł��A���Ẳ��x�ݒ��330�����炢�ɉ���������K�Ȃ��ƂɋC�Â�����B
�ׂ߂̃n���_�̃t���b�N�X�̌������ǂ��Ȃ��Ɗ����Ă�l�́A������Ɖ��x�������Ă݂āB
(�E��̃��[���ʼn��x�����܂��Ă�����d�����Ȃ�����)
>>92 �O�����h��d���Ȃǖʐς̑傫�ȂƂ���ɂȂ����Ă���Ƃ��̃s�����u���b�W���Ă��܂��̂ʼn��x�͊ȒP�ɂ͉������Ȃ��B
>>93 �P�[�X�o�C�P�[�X�B
�ʐς̑傫�ȂƂ���ɂȂ����Ă���Ƃ���ł͕K�v�ɉ����ĉ��x�������Ȃ��A�ŗǂ���Ȃ��ł����ˁB
�M�e�ʂ��傫���Ƃ���Ƀn���_�t������Ƃ����A�M�e�ʂ��������Ƃ���Ƀn���_�t������Ƃ����A
�n���_�t�����̂��Đ扷�x�͓����ł悭�āA
�Ⴂ�́A�������Đ�œ����n���_�t�����x�ɂ���Ȃ�A�O�҂̕����ݒ艷�x����������Ƃ������Ƃł����B
>>92 ������Ė{���Ɍ��ʓI�Ȃ�A�ǂ����̉�Ђ̍H��Ń}�j���A��������Ă��Ă��s�v�c��
�Ȃ����A�m����蕷�������Ƃ��Ȃ��B
>>95 >�ł��A���Ẳ��x�ݒ��330�����炢�ɉ���������K�Ȃ��ƂɋC�Â�����B
�ƋC�Â������������́A�m�荇���̎����Ǝ҂���Ƙb�����Ă���
�����̃R�e�̐ݒ艷�x���A���̏�p���x����߂��������Ƃ���B
�N�ł��A�m�����ł��������Ȃ����ˁB
>>96 ����͂��̃X���ŏ팩�̃e�[�}�ŁA �����͂�����Ȃ��Ǝ��₷��9���̐l��
�͂��Ă̐ݒ艷�x�����߂���B�v���̎����Ǝ҂���ɂƂ��ď펯�ł���B
�������̘͂b���Ă�́H
���ǂ������Ǝ҂������͂��g�����Ƃ͂Ȃ��Ǝv����
>>98 330�����ď����Ă��邩�狤���n���_���Ǝv���������B���t���[�Ȃ�����ƍ�������B
���t���[�ł�330�x�Ńn���_�t���o����ł���B
330���ŒႷ����Ƃ������Ă������ݒ�Ȃ�
�������
�H��͑f�l�݂����Ƀo�J�o�J�R�e��ׂ��Ă��ˁ[����
���Ȃ݂Ƀ��[�h���i��1�������Ƃ̃T�C�N���^�C���͂ǂ̂��炢�Ȃ�ł����H
>>99 >>92��
>HOZAN�̎���3��0.5
���ď����Ă���̂ɁB
>>101 FX-100�̍Œቷ�x��350���Ȃ�ȁB
>>104 ������goot��PX-201�̉��x�����͈͂�250�`450�����B
FX-100�Ȃ�ē���ȃR�e�̂��ƌ����Ă��D�D�D�i���x�����ł��Ȃ��^�C�v�j
>>106 ���x�������ł��邩�ǂ�����_�_�ɂ��Ă���킯����Ȃ���B
>>101�̗v�|��
�u330������悤�ȉ��x�͍����B���Đ悪���ށv
����ȁB
�ȉ��ɂ���
>>101�̈ӌ��������ȁB
���Ⴀ�A350���Ŏg�����ƂɂȂ�FX-100�́A
�s�K�ȍ������x�Ŏg���悤�ɂȂ��Ă��āu�o�J�o�J�R�e��ׂ��v�悤��
�v����Ă���̂���?
�����R�e�ɔ�ׂĖ������̉��x�͈�ʓI�ɂ�����������ˁB
450�x�Ƃ����ʂɂ������肵�ăr�r��B
>>108 ����͖������̉��x�ŁA�͂t������Ƃ����ɉ�����B
�I�L�j����u�������Ă��ꂽ��A�lj������Ŋ�Ղ��Ȃ���v����4��1����0:03���ɘA�������Ă����A�������Ė������H�������H�i�j
�i�C�g���[����21:46���ɂ������i�j
�ŋ߂̎�҂͂悭�킩���z���������A�I�L�j�̂�邱�Ƃ�����U���Ă�낤����Ȃ����i�j
�����̓G�C�v�����t�[�����ȁi�j
�Ƃ肠�����������i�j
>>108 ���Ȃ��̃��X�̖������Ƃ����̂́A�����@�\�̂Ȃ��͂��ĂƂ����Ӗ���
�����@�\�͂��邪���x�̐ݒ肪�ςłȂ��Ƃ����Ӗ����A�ǂ���Ȃ́B
450�x�Ƃ������Ƃ�FX-100�݂����Ȍ�҂Ȃ́B
�����̂��Ăł��A�\���b���炢�܂ł̎��ԂȂ�A���Đ�̒~�M��M�`���Ɉˑ�����
���x�����ɂȂ��Ă�B
���ɁA���x�����̂Ȃ��͂��ẮA���u���̈��艷�x��450�����Ƃ�����A
1�|�C���g�̂͂t���Ɍ���A�������Ă�450���ɐݒ肵�Ă���̂Ɠ����B
������
>>108�̊��o�͊Ԉ���Ă͂��Ȃ��B
�Ώۂ������Ȃ��̂ł��Ȃ��A��ԂƎ��Ԃ������č�Ƃ��ł���Ȃ�A�~�M�ʂ�
�傫�����Đ�ƁA�p���[�R���g���[���Ɖ��x�v�ʼn������ĂƂقړ�����Ƃ��ł���B
�����ł��Agoot�ɂ͌Œ艷���̂��̂������āAPX-342 �� 420���Œ�B
�������ɂ��̉��x�ƂȂ�ƁA�g����������ꂻ���B
�z�b�g�i�C�t�Ƃ����A�؍ރA�[�g�p�����ˁB
���Ă̐��\�ɑ��ă��[�N���ł����ꍇ�͏����グ�Ă��ǂ��Ǝv���܂����C������Sn60/Sn63��315-320��/Sn-Ag-Cu�Ƃ���330-340������{�ł�
�A�����J�̍q��F���Y�Ƃł�600�xF���Ă悭�����܂��ˁ[
450���̗p�r�͂Ȃ�Ȃ́B���Đ�͔z���p�̌`��Ɍ����邪�B
FX-100�ł��A450��������̂���ȁB
���w��̃X���[�z�[�����i�Ƃ����납�B
����Ă邱�Ƃ����ʍL���킯�ł��Ȃ��̂ŁA���܂�C���[�W���ł��Ȃ��B
�S�c���R�l�N�^�̃O�����h�Ƃ��K�b�c�̂Ȃ��R�e���Ⴍ�����Ȃ������
�d����Ƃ��͔M�e�ʂ��ł���
��͑��w���
>>118 �R�e�̉��x��450���Ƃ����߂���ƃt���b�N�X�������E�_�����ăn���_������Ȃ��B
�����R�l�N�^�Ƃ��̃n���_�t���ɂ́A���Đ��ڐG�ʐς̍L���`��ɕύX����B
TQ-95���ăR�e�̓{�^�������R�e��^���ԂɂȂ���A�����̃v���X�g��苭�͂�
>>123 ���������m�Ȃ��Ƃ��m�炸���e�̂Ȃ����X���J��Ԃ��d�q�ł̖����̐l�ˁB
�啨�ɐڐG�����Ƃ��ɉ����镪�����z���āA�~�M�ʂ̑傫�����Đ���������x��
���߂Ă����āA�n���_�t�����邱�Ƃ͂��邾��ȁB
���̏ꍇ�A�ڐG�����Ƃ��ɉ����镪����������A���̂Ԃ�����K�v����
�Ⴍ�Ȃ�킯�ŁA
>>121�̏����Ă��邱�Ƃ͑�̈�B
����ł��A�~�M�ʂ�������FX-100��450���̎g���ǂ��낪�C���[�W�ł��Ȃ��������ǁA
�Z�_��300���ȏ�̍����͂ł̃}�C�N���\���_�����O���Ɗ���̂����B
���ʂ̎��⓺ 220�����炢�̂͂�350�����炢�ɂ͐ݒ肷��̂����A
300�����̗Z�_�̂͂Ȃ�450���͂��肩�B������Ȃ�A�����ł����Đ��
�H�������Ȃ��낤�ˁB
�f�W�^���}�C�N���X�R�[�v�����̌��������Ƃǂ������͂t�����₷���낤��
�w�����͂��ꂼ�ꒆ�ؐ��i��
https://www.&;#97;mazon.co.jp/dp/B07BTCRTWS/
https://www.&;#97;mazon.co.jp/dp/B07VK52X9C/
>>125 ���[�J�̂͂��Ă̐������x�����ꂾ���B
https://www.hakko.com/japan/hint/topic_oxidized.html ������330���A���t���[��360���Ƃ̂��ƂŁA�ݒ艷�x450���Œ�̂͂��Ă�
�g����������Ȃ��B�d�C�z���ȊO�̍H�|�p�r�Ȃ̂��낤���B
>>128 >>125�ɃA���J�[�łȂ�ł����A
�����͂̑��݂�
>>128�̃����N��̓��e�����450�����A���肤�邱�ƂɂȂ�̂ł͂Ȃ��ł����ˁB
���ׂ���A���t���[�̍����͂ɗZ�_��330�����̂��̂�����B���Đ�̐H���͂ǂ��Ȃ낤�B
>>129 �\���N�O�ɂ͉��t���[�͂͑��푽�l�Ȃ��̂��g���Ă������A���܂ł͂���ق�
�����Ȃ��B�v���A�}��킸�d�C�n���[�U�[�Ɉ�ʂɎg����n���_�̎�ނ͂ق�
���܂��Ă���B
����p�r�Œ�Z�_�n���_���g���邱�Ƃ͂����Ă��A�d�C�n�ō��Z�_�n���_���g����
���Ƃ͏��Ȃ��Ǝv���B(�@�B�n��H�|�i�͕�)
���̔����̐����ł͓d�C�n�̂��ĉ��x�͍�����360���Ǝv���ĊԈႢ�Ȃ��̂ł́B
>>131 ���t���[�Ŏ��������@�\���W���[����������Ƃ��́A�����͂��g������B
�e��Ɏ��������Ƃ��ɁA�F�̉��x�ŁA�@�\���W���[���̂͂��n������
�M�����Ȃ������B
>�d�C�n�ō��Z�_�n���_���g���邱�Ƃ͏��Ȃ��Ǝv���B
�܂��ɂ��̒ʂ�Łu�����v�̂ł͂Ȃ��āu���Ȃ��v����ˁB
���Ƃ����Ȃ��Ă����v�������߂̏��i�����邱�Ƃ͗ǂ����ƁB
�NjL�c
>���t���[�Ŏ��������@�\���W���[����������Ƃ���
�����ꂾ�ƁA�u�@�\���W���[���̕��i�����t���[�Ŏ�������v�Ƃ��ǂ߂Ă��܂��B
�u�e��Ƀ��t���[�Ŏ��������A�ʎ����p�̋@�\���W���[����������Ƃ��́v
�ł����B
>>127 ���̌�������0.5X barlow�⏕�Ε������Y��lj��@��������
���i�Ƃ����B�e��������f�W�^���}�C�N���X�R�[�v�ɂȂ邯�ǂ�
���̌������͈�Ԏg������g���₷���悤�Ɏ����őg�ݍ��킹��̂���Ԃ�����
���Ȃ݂ɂ����́A�������̓r�N�Z����SL-60ZT�A�A�[���X�^���h��Microscope Double Arm�A
���C�g�̓z�[�U����L-703 LED���C�g���������ăA�[���X�^���h�Ɏ��t���Ă�
�߁XLED�����O���C�g��lj����悤�Ǝv���Ă܂�
�NjL�A�A�[���X�^���h��10kg���炢�̏d�ʂ��邯��ǃ}�U�[�{�[�h�Ȃ̊ώ@���A�[������t�ɐL������
�������̏d�݂ł��������܂��̂ŃX�^���h�̑���ɎY�Ɨp12V�o�b�e���[���悹�Ă����ƃE�G�C�g��LED�Ɩ��̓d���ƈ�ΓɂȂ�܂�
T-962�ŏ��߂ă��t���[����Ă݂����Ǖ֗����B
�N���[���͂����߂Ďg�������ǁA�h��̂̓X�e���V���ŊȒP����
�v�������S�x�������ăR�c������B
>> 138
��T-962�������ǂ����l���Ă��ŋ����Ă��[����
���c�͉��t���[�H
�X�L�[�W�͂ǂ�Ȃ̎g�����H
�t�@�[������ւ����H
���^���}�X�N�͘g����H
>>138 �y�[�X�g�n���_�͎g���O�ɂ悭�����ĉ��т��悭���Ă���g����B
�����Ă��d�����Ȃ�t���b�N�X��IPA����������Ă܂��悭�����ċ������B
�_�炩���������͐ꂪ�����Ȃ��ĐZ�ݏo�����n���_�{�[���ɂȂ邩�璍�ӁB
�Ȃ�Ńn���_�t���̂����Ƃ��āA��������������Ȃ́H
�j�����ʂ�����
�ʂɂ͂t���Ɍ��炸�A�H�i�ł��Ȃ�ł��ׂ����̂͏����H��������Ă�̂����������
���j�I�ɏ����̐E�Ƃ���������Ă����c�ł�
�͂��v�炸�A�ׂ�����ƂŁA�I�g�ٗp�O��Ȃ������ǂ��E�Ƃ��āA
���������������ˁB���H���j�Ƃ��B
>>143 �̂̔����̐����̖��c���Ǝv���B
����܂������Ƃ����ҋ��̂Ƃ�������Ƃ����������j�Ƃ��߂�ǂ������ł���
���ی��Ă�ፘ�|����p�[�g���䂦�ɕ���̏o�Ȃ������g���̂��[������
�}�����i����ɑ}�����ނ��琶�Y���Œj�͏��ɏ��ĂȂ���
�����Ԃ݂����ɃL�c�C�n�̑g�ݗ��Ă���Ȃ����̏��̕����g�ݗ��Đ��Y���͍���
�����H��ȂقƂ�Ǐ�
�R���i�̑O�ɓ��n�̍H���K�₵�����ǁA
�������ŋ߂͐l���W�܂�Ȃ��A�ق��Ă��������߂�A
�{���͏����̕����������ǁ��̗��R�Ŏd���Ȃ�����j���������ق��Ă�
�݂����Ȃ��Ƃ��H�꒷��o���������Ă�����
�j���Ƃ������l�̋Z�\��i�̖�肶��ˁH�Ǝv���Ă�������
�����܂Ō������炢���������ς�Ⴄ�낤��
�^����A�W�A�̒����n�̍H��ɍs�����������̖�ɏK�ߕ��̏ё����f���Ă����ăL��������
�����ŋ߂����č�Ƃ���̔��₷�����ǁA�n���_�t���̎d���͂����Ă̂ق����ȁH
�G�Z���E�t���ׂ̈�100�σ^�[�{���C�^�[��������R���̔������g������ɃK�X�łȂ��Ȃ�₪���
���˂�T�O�~�����g���Ăˁ[���I�I�I�I�I�I�I�I�I�I
���������Η͂��S���S�~�����ăn���_����n���Ăˁ[���c���[�K�X�{���x�p�̏������g�[�`�ł��|�`�邩�Ȃ�
����Hot Air Gun��2000�~���炢�Ŕ����Ă����甃���Ă݂�
�܂��͂��Ȃ�����Youtube�Ƃ������SMD�̎��O�������\�y�ɂł�����������y����
>>152 ������x�̓��K�l�ŃJ�o�[�ł���B
�J���̎d���ł͂t��������A�Ƃ������Ƃł������ł��ǂ��Ǝv���B
�ł��A�͂t���̎d���l��ڎw���Ȃ�A�g�̓I�ɕs�����Ȃ��̂�I�Ȃ����������̂ł́B
���������A�͂t���̎d���l�Ƃ��Ă̌ٗp���ǂꂮ�炢���邩�͕ʂ����ǁB
�����������K�l�t���ĂȂ��ꍇ�ی상�K�l���Ȃ��Ƌɂ߂Ċ댯�Ŏ����̋�������邩��f�W�^���������Ȃ蕁�ʂ̌������g������������
5mm�s�b�`�Ƃ��͓��Ⴖ��ǂ̓���������
�ŋ߃A�}�ŏ[�d���߂��˃��[�y�������A�͂t���ł܂��g���ĂȂ����Ǘǂ���������A�{�����������Y��5������1,680�~
�V�ዾ���Ȃ���g���邵�W�W�ڂ̗F���Ǝv����
Hakko��933�A��ꂽ��B�߂����Borz
�������������܂�g���ĂȂ������̂ɁB
�O��g�������A���x�������p�o���I�[�����ڐG�s�ǂ̂����ŗǂ��������ĂȂ������ƃz�b�g�����B
���A���S�ɐ����Ă��܂����݂����B�o�����Ă݂����������B
�ܑ̖������牽�Ƃ�����������B
>>157 5mm�s�b�`����Ō����Ȃ��Ȃ�Ă�����߂�����������
>>159 �q�[�^�[����Ă�Ƃ��ڑ��s�ǂƂ��Ȃ��H
�܂����i���ł��
����(+�ی�S�[�O��)�ł悭�����Ă�l�́A�������ɂ��������Z�b�g���Ă�l�ɔ�ׂ�Έ��|�I�ɍ�Ƃ������B
��Ǝ҂Ƃ��ẮA�g�̓I�ɓK�����l���D��Ă���̂́A�ǂ�ȕ���ł������邱�ƁB
��ɂ����������ǁA�d���ł͂t�������邱�Ƃ�����̂ƁA�͂t��������d���̂ǂ���Ȃ̂��Řb�͕ς��B
������܂��ɂ������X�����Ă��Ȃ��B
�g�̓I�ɓK�����C�ɓ���Ȃ���ƈ��ɉA���Ȍ����点���č�Ƃ̖W�Q�����ė]�v�Ȏd���𑝂₷���g�̖R�������Ⴂ�u�T�C�N�V�Q��i�j
���O�̎q���⑷�������炱��Ȃ̂��g���Ȃ�Č�������ċ������낤�i�j
����Ō����Ă��Ă�
�ǂ���ɂ��惋�[�y�ł̊m�F��Ƃ͕K�{���Ǝv�����c
�g�̓I�ɓK������ƈ��̍�ƌ����������邽�߂ɉ������˂����ė]�v�Ȏd���𑝂₷���g�̖R�������Ⴂ�u�T�C�N�V�Q
�R�~���j�P�[�V�����\�͂��Ⴂ�ǂ��납�v���ӊ댯�l���i�j
���[�y�ł̊m�F��Ƃ��v��Ȃ����ď����Ă�l���Ă��������B
���[�y�Ō��邾���Ɗg�債�Ă͂t������̂ł͏��v���Ԃ��S�R�Ⴄ
>>162 T-962���Đ��\���قNJ������Ă݂����ǁA�\�ʎ������͂��Ăł��C��
�܂������Ȃ��Ȃ����B���܂�ɕ֗��ő�����B
�����͂��Ă̓��[�h���i�����Ɏg���āA���Đ��C�^�������܂܂��Ǝv���B
>>168 �S�ʓI�ɂ̓��t���[�ɐ�ւ����Ă��Ȃ��B
IC����ڂ�����Ƃ��ɁA�ʒu���߂����܂������Ȃ��B
������Ƃ̂��ꂾ�ƃZ���t�A���C�����g���Ă���邯��ǁA�ŏ��ɒu�����Ƃ���
����ɂ���āc�����āc���Ă���Ă�ƁA�X�e���V���Œu�����͂�����
�I�[�u���̂��ƂɎ��Ƃ����Ȃ蔭�����Ă��܂��B
�ȂR�c�Ƃ��c�[���Ƃ�����̂��ȁB
�I�[�u���̒��O�ɁA200���炢�̕��i���ڂ�����𗎂Ƃ��ċ��������Ƃ�����B
���܂�ɉI舁B
>>169 �R�c����������̂͂��̒ʂ肾�Ǝv���B
�N���[���͂����߂ēh�������ɂ́A���������S�����Ȃ����ӊO�������B
�N���[���Ƃ������D�̂悤�ŁA�悹�����i���������悤�Ȃ��̂łȂ����B
>>169 �܂��R�c�����ǁA���i���悹���Ƒ�ƃ��t���[�F���Ⴄ�����ɒu���Ă�������
��Ƒ�ׂ̗Ƀ��t���[�F���ړ������B
>>170-171 �T���L��
�H�v�͂���ς肢���ȁB�I�Ƃ������ڂ�����������肵���B
�łȂ���10�p�p���炢�̊�ł����A�����t�߂̕��i���ڂ���Ƃ��Ƀv���v���Ɛk���Ă��܂��B
�ʒu���߂ɂ��ẮA���č�Ƃ̕����y�ȋC�����Ă�B
>��Ƒ�ׂ̗Ƀ��t���[�F���ړ������B
�킩��I �ł����̋ߐ�́A���������ɂ͂ł��Ȃ���Ȃ��B
����ł��������Ȃ̂���`���āA���Ăőg��ł��܂����Ƃ����Ȃ��炸�����B
>>168 �X�e���V������ăN���[�����c�h���ĕ��i��u������
���t���[����̂����܂�ɕ֗��ő������H
�O���̂ق����y����B���Ԃ����邯�ǁB
10��20���̎d���Ȃ̂ɊO���������蕪�����Ȃ�
�X�e���V����邾���ʼn�����������Ȃ��H
����H
>>161 ���肪�Ƃ��B�@
�Z���~�b�N�q�[�^�[�A��������O���Ă݂܂��B
�厖�ɂ��߂��Ă��܂����܂܂Ȃ�ŐڐG���Ȃ�
>>176 ��������~�ō��Ȃ����H
T-962��amazon��110V�����g�����X���K�v�Ȃǂƃ��r���[�����邪
�����Ŏg��������100V�d���Ŗ��Ȃ��g���Ă���B
�ŋߔ��������̂ʼn������ǂ���Ă���̂��ˁB
�������Đ�̍Z���������̂ł������Đ扷�x�v�͍����߂��Ĕ����܂���
���t���[�͂�n������217�x�ɍ��킹����Ăł������Ȃ�ł��傤���H
�������������܂��H
���x�v�w��������������Ȃ�Z���T�[���������ĔM�d�̒l���H�v���ēǂނƂ������@������B
���ˉ��x�v�͌덷���傫���̂ł���ł��悯��̘b
�R�e�扷�x�v�Ȃ�
soldering iron temperature tester
��ali���������2000�~�ȉ��ŐF�X�o����c
����Ȃ̂Ƃ�
https://m.ja.aliexpress.com/item/4000905452747.html ���̑O�A�q�[�g�K���ʼn��߂�ꂽ��̉��x����ׂ�
K�^�M�d�̉��x�v��
���Εt���̃t���L�V�u���A�[���ɕt���Ă�M�d�̂���ȓz�ő�������
https://m.ja.aliexpress.com/item/32854559410.html �������ɏ����Ȏ�����x����ꂸ
�e�[�v�Ŋ���t�����c
>>184 �덷2�x�ł����߂��H
�悭�݂����H
>>187 �Ώە��ɂ���Č덷���ς��Ƃ��S���l�������Ȃ���ł����H
�悭�r���ƌ����邾��
>>189 �R�e��ɍ��̃e�[�v�\��̂��H��
>>181 ���ؒʔ̂�HAKKO FG-100�̃p�`���m�������A�������Ȃ狤����HAN-ON�L�b�g�������Ċy
�ł����A�R�e�扷�x�v�̍Z���͂ǂ�����́H��
���������R�e�扷�x���Z���������̂͂Ȃ����낤�H
�}10���Y���ĂĂ����ۂ̂͂t����Ƃɑ傫���e�����Ȃ��ł���
�R�e�悠�ĂĂ鎞�Ԃ̉����łǂ��ɂł��Ȃ�Ǝv���Ă�
�Z���ؖ������K�v�Ȏd���������ˁ[�́H�S������̂��V�т��Ǝv��Ȃ��ق���������}�W
>>193 ���l�^��181�͂ǂ��l���Ă�����Ȏd������Ȃ��낤
�������牔�t���[�͂�n�����ĉ��Ƃ��Ȃ�Ȃ����Ƃ������Ă�̂�
����悪�����Ȃ��āA���t���b�T�[�t���Ă������̂����Ȃ���ł����A
���₷��ō��̂��ǂ��ł����H
>>196 ���̂̓_���Ȃ�ł��傤���H
>>191 ���ꂪ�}10�����炢����Ȃ�����ł���
�ނ��떳�������Đ扷�x���}10���ȓ��Ɏ��܂��Ă������߂ĊǗ��������Ƃ��猾����B
���Đ扷�x�v�C�l�Ŏg���Ȃ猃���e�X�^�[(�H����2,000�~��MS8221C�Ƃ�)�ɕt���Ă�z�ł��܂��ǂ��Ǝv����
�����ڐG�͈��肵�Ȃ��̂ŁCHAKKO�����̔M�d�Δ����Ĕ����3�{�B�ł��ł��ăo�l�ň����|����Ɨǂ�
>>195 ���x�ɂ���邯��ǁC600�Ԉȏ�(�ł����1000��)�̎��₷��Ōy���������āC���������ꂽ�璼���ɓd�������C
���t���b�T�[������Ȃ烊�t���b�T�[�ɓ˂�����ŁC���̌�͂�
�F�X���ӌ����肪�Ƃ��������܂���
�Z�����Č��t����ł�����
�����̐ݒ艷�x�����Đ�ˑ��Ŏ��ۂƑ傫���Ⴄ����ŏ��ɗv�ݒ�ƕ������������̂ł�
�Z�_�𗘗p����͓̂�����ł���
�ĊO�Œ�ݒ肩�珙�X�ɏグ�Ă����ċC�ɓ������ݒ�Ŏg�����Ă������x�ł����̂���
���������Y��ł݂܂�
�R�e�悪�����͎̂g�������������i���x�����A���u�������j
�e���v���ɂ�����������
>>195 ���t���b�T�[�t���Ă����Ȃ��Ƃ����Ȃ猋�\�d�ǂȂ̂�������Ȃ����A������x�܂ŏ��u�ł����̂Ȃ牔�t���[�͂��R����ɕt���ēd������ꂽ�܂ܕ��u���Ă��������Ō��\�Y��ɂȂ�B
����Ŗ����Ȃ炱�Đ����芷�������������B
�O�̂��߂ɕ������A�����Ȃ����Ƃ����̂͂͂��t���Ȃ������̕��̂��Ƃł͂Ȃ���ȁH
�A���~�n���_���g���ƈꌂ�ŏ���悪��������ȁB
�S���b�L�����������Ȃ��Ă��܂��B
��������Y��ɂȂ�܂����B
��������ĉ������B
����������ɖh���R�[�e�B���O�܂�h��ƁA���̌�Ŏ蒼���������ꍇ��
���c�̔G��͈����Ȃ�܂����H
���x�͂��肽�������R�e�̌^�Ԃ́H
���̃X���ɎQ���ł���悤�Ȏd�����ĉ��H
����������H
�S�R��W���Ȃ����
����Ȃ̂��O�̉�ЂŋΑ����\�N�Ƃ��A��肶��Ȃ���ЂȂ�O������Ђ̃C���[�W�������Ȃ邾������
�O�̉�Ђ̊��A�����j����
����܂莩�����Ȃ��ق���������
���ǑO�̉�Ђɋ����Ȃ��Ȃ������獡�̉�Ђɂ����H
�O������Ђ���肶��Ȃ��Ȃ�A�悭�l���Ă��玩�����Ȃ�
�O�̉�Ђɖ��f����
����C��R�����[�h���i����ʎ����Ɉڍs���悤�Ƃ��Ă��܂��B
���Y�������Ȃ��̂ŁA�X�e���V�����g��Ȃ��Œ��ˊ�Ńn���_��u���āA
���i����ڂ��A�z�b�g�G�A�[�K���Ń��t���[���l���Ă��܂��B
���̕��@�Ȃ�ꖇ�̊�����ƂɃ��t���[�ł���̂ŁA���s�͂��ɂ�������
�l���Ă��܂��B
���s�b�`��LSI�͕ʓr��n���_���邱�ƂɂȂ�Ǝv���܂��B
�ǂȂ����A���̂悤�Ȏ���������Ă�����͂��܂��H
�N������Ă��Ȃ��Ƃ���ƁA���ɂ����Ƃ������@������̂��ƍl���Ă��܂��܂����A
�v�����܂���B
�������Ƃ͌����@�X�e���V�������
>>211 �@���s�b�`��LSI�����ڂ���̂ŁA��x�ɑS���̕��i�𐳂����ڂ�����̂����s���ł��B
LSI���������X�e���V�������������̂ł��傤���A����Ȃ畔���I�Ƀ��t���[���悤���ƁB
>>212 ��x�ɂ͐��X�����ł�����A����ȉ��̃��x����������܂���B
�䂪���͎����I�I(�x�E�b
���ĂȂ邩���߂Ƃ�
�`�b�vR��C�蔼�c�����炦�����
�ǂ���1608���x�������ꂽ��A�L�V������葁����
>>215 2012�`�b�v�͂������ʂ����g���Ă��܂��B����͎蔼�c���Ă��܂��B
����A1608�̃A���C��R�Ȃǂ���������悤�ɂ������ƍl����ƃ��t���[���g�������Ǝv���܂��B
PCBA��fusion�Ƃ��Ɋ���Ɣ�������H
C�Ƃq�����������Ă��炦�Έ���
>>210 �X�e���V�����g�킸���ˊ�łƂ����̂́A���߂ă��t���[���l�݂͂�ȍl���邪
�N���[���͂̎����ƓK���ʂ́A�z�����Ă���̂Ƃ���Ⴄ���B
�����ǂ���Ă݂���X�e���V�����Ȃ��K�v�Ȃ̂��A�Ȃ��X�e���V����0.1mm����
�N���[���͂�h��Ƃ������オ�����炾�߂Ȃ̂��A�悭����B
>>217 ����Ȕ������o�����ł��ˁB�l���Ă��Ȃ������B�I�����̈�Ƃ��Ēu���Ă����܂��B
>>218 �n���_�̗ʂ𐧌䂷��̂�����Ƃ������Ƃł����B
��͂�X�e���V���͕K�v��,,,
���s�b�`��IC�����Ă��ł����
100�ς�5.0�̘V�ዾ�����Ă��āA�炭�����Ċ撣���čڂ���B
>>220 ���̂������悭������Ȃ��̂ł��B
��x�u�����˂��牺�̂͂�����ă��t���[��Ƀu���b�W����������C�����܂��B
�ꔭ�Ő������ʒu�ɒu���͎̂���̋Ƃł͂Ȃ����Ǝv���܂��B
�@�Ђ���Ƃ����1�`2��u���Ȃ����������炢�ł́A������u���b�W���Ȃ��ł����H
���ǁA���t���[��ɑ����̎蒼��������̂ł͂Ɗ뜜���Ă��܂��܂��B
>>221 �u���b�W�͂��傤���Ȃ��̂ŁA�ʒu�����͂������荇�킹��悤�ɂ���B
���t���[�̌ナ���[�N����悢�B
�h�o���ƃu���b�W�����Ă���z�������ő|�������OK
>>223 �@�����ł����B
�����Ɉ�x�g���C���Ă݂܂��B
>221
�K�ȗʂ̃N���[���͂Ȃ�A�n�����Ƃ��ɃZ���t�A���C�����g��������
�s���Ԃ��\�ʒ��͂ŗ���Ă����B����Œ��ˊ�ł��Ɨʂ�����̂�
�u���b�W����������B
>>221 �͂��Ăŋ��s�b�`�̕��i������ꍇ�u���b�W�͂���قNjC�ɂ���K�v�͂Ȃ���
���t���[�ł̓u���b�W����ƃZ���t�A���C�����g�������Ȃ��B
�r�j�[�����ƃ��j�o�[�T����Ƃ�
�r�j�[�������m�̃n���_�����܂��o���Ȃ��̂ł����A�A�A
�o�����Ƃ��Ă����Ƃ��܂ꂿ�Ⴄ��ł����
�n�b�R�[�v���X�g�ƃ��N�������c�ɓd�q��p�̃t���b�N�X�g���Ă܂��B
�ǂ�����Ώ�肭�s���ł��傤��
�܂��Ƃ����͔̂Q����̌ł܂����Ƃ�����Ȃ���ΕK���܂��B
��������̂͂t�������Ƃ�����Ȃ��Ă͂����Ȃ��B
�������̌ł܂��Ă���Ƃ��낪���̂����������Ȃ�͂z���オ��ƌĂ����̂ŁA���x���オ�肷���ėn�����͂������z���グ���Ă��܂����B
���ĂĂ鎞�Ԃ��������Ă����̌X���ɂȂ邪�A���x���Ⴏ��ΐ��̐�܂ʼn��x���オ�炸�A����Ȃɂ͋z���オ��Ȃ��B
�L��������܂��B
�z���オ�茻�ۂɂȂ��Ă���Ǝv���܂��B
�������A���߂Ȃ��ƃn���_���Ȃ��܂Ȃ����Ȃ��܂Ȃ�����t���b�N�X���g���Ă܂��B
���߉߂��������ł��傤���A�t���b�N�X�͎g���Ă��ǂ��̂ł��傤��
�t���b�N�X�͎g���Ă��������A�d����t����Ƃ��ɒP�Ƃ̃t���b�N�X�͂��܂�g��Ȃ��ȁB
�����Â��̂łȂ���Ύ��͂��̃t���b�N�X�����ŕt���͂��B
�܂��d��1�{�����̐��\���͂̂悤�ɂ͂�t����̂͂��܂��ł��܂����H
���̑��i�K��,�̂肪�����Ď��Ԃ����ĉ��߂Ă銴���ł��B
����Ă݂Ȃ��ƕ�����܂���20w����Ȃ���
60w�g���đ����d�グ��ق����ǂ��ł��傤���H
���j�o�[�T����ɂȂ�Ƃ����邮�炢�̐��������ł��B
AWG20���炢���ȁA����Ȃ�20W�ł����������ȋC�����邯�ǂ�
���߂ɔ����ăt���b�N�X���Čy�����߂Ȃ���͂𗬂�����
�햌�̉��܂Ő��ݍ��܂Ȃ��悤�ɂ͂���ʂ�
�Ȃ�قǂ����ł���
����Ȃ̂������ł���
�R�e��Ƃ�������������Ȃ���C�^�Ƃ��ʂ̂��������Ă݂���
���K���܂��B
���肪�Ƃ��������܂��B
�u���W�����ǂ����œ��{�����o���Ă�X�̔O�����n�̐l�ŁA���{�ɍs���������N���ɏK���������Ȃ��AYoutube�̓���ŕ�J�����o�������ăe���r�ԑg�ł���Ă��ȁB
���̐��̒�����ʼn��Ƃ��Ȃ�Ȃ����ĵ���B
https://youtu.be/LyEbRLpwRB8 ����̒��قǂ�����킩�邪�A�����قǂ������Ȃ��ł��Ă���Ǝv���B
�����������ɂȂ�Ȃ��̂Ȃ牽����肪����B
http://www.hakko.com/japan/hint/maintenance_soldering_iron.html ���̂�����̓���ɂ��낢��Ȃ͂t���̂�����B
�d���̂͂���ȂɂȂ��悤������{�͓����B
���x�͒Ⴗ���Ă��_����������������Ƃ������̂ł͂Ȃ��A���܂荂���ƃt���b�N�X���������Č����Ȃ��Ȃ��Ă��܂����܂��͂t���ł��Ȃ��Ȃ�B
������c�m�i�p�j���ł���Ƃ��͉��x���������邱�Ƃ������B
>>238 ���������[�q�Ɠd�����n���_�t���������ɂ́A�K�����k�`���[�u�����Ԃ���
�n���_�t�������������Œ肵�Ă���B�≏�ɂ��Ȃ邵�����߁B
����̒[�q�͑����傫���̂œ�����A��d�ɂ��Ԃ���Ƃ�����ł���B
�������d����Q�炸�Ƀn���_�t������Ɩэnj��ۂł��Ȃ蒆�܂ŋz���グ�Ă��܂��܂��B
�t�̃t���b�N�X��t����Ɨ��������ǂ��Ȃ肷���āA�z���グ���Ђǂ��Ȃ�͂��B
�Q���Ƀn���_�t������Ƃ��͔Q���Ă����Ƃ����B�ߏ�ɋz���グ�邱�Ƃ��Ȃ�Ȃ��B
�t�̃t���b�N�X���K�v�ɂȂ�̂��āA���s���̖ʎ������i�ɗ����n���_����Ƃ����炢����Ȃ��̂��ȁB
�����d���������o���Ƃ��ɁA�n���_�t������Ɛ܂�₷���̂͂�����x�͎d�����Ȃ��āA
����������Ȃ�A�����[�q�̃R�l�N�^���g���ׂ��B
���j�o�[�T����̗]�������L���ēd���ʂ��Ēc�q�Ɍ���ł��甼�c�t�����Ă�������ǂ܂����H
>>242 �S�ROK
�{�l���悩��Ǝv���Ă�������Ƃ𑼐l���ǂ����������؍����͂Ȃ�
>>243 �����A���肪�Ƃ��E�E�E���������������Ȃ�
���ł��A������A�A�}�`���A�����́B
�����A�t�ɕt���Ă�������鐢�E�A���ꂪ�A�}�`���A
�t�ɕt���Ă��ǂ����i�̌����𑵂������ԁA������A�}�`���A
��r�I���P���̐��i�̒��ł������ʂ������Y���Ȃ����ߑ唼��l��ōs�����i�ł͒�R��R���f���T��
�����̓C�`�C�`�����邱�Ƃ������B
���w�E�̂悤�ɖ��Ӗ��ł͂��邪�A�ڎ��̃`�F�b�N�Ń~�X�������₷�����Ƃ���A���Ȃ肤�邳���w�������
��������B
�ŋ߂̓`�b�v���i�ł��܂肢���Ȃ����A1970�N��ł���R�Ȃǂ̕��i�̌����͑������Ă����B
�����܂ł������E�ێ�̂��߂Ȃ̂ŁA�p�^�[�����ǂ��ڑ�����Ă��悤�ƌ����ڂ̕��������킹�邾���ŁA�܂��ɐ��̂��镔�i��g�����W�X�^�EIC�̂悤�Ɍ����𑵂���͓̂�����̂����邪�B
�t�B�����R���f���T�̂悤�Ɉꌩ�ɐ����Ȃ����̂ł��ɐ���������̂�����B
���������ΑO�ɂ��̃X���ɓ\���Ă�JIS��������PDF��
��R�͍�����E�A�������ɓǂ߂�悤�ɕt����A���Ă̂��������C�����邯�nj�����Ȃ�
>>248 �Ă�����SMD���ƃ��[�J�[�ɂ���Č����̃}�[�L���O���t�̕����瑶�݂��邩��
�o���o�����Ă��Ƃ͊m�F���炵�ĂȂ����Ă��Ƃ������
�܂��v�����w�肵�ĂȂ�������͂ǂ���������Ė{���͂�������
>>245 ���1�Ԍ������̂��ɂ��̂��A�}�`���A�B
RX-802 vs RX-951����RX-802�����FA?
RX-802�̕����o�͍����Ĉ����B
RX-951��FX-951�̊ԈႢ����ȁB
�l�I�ɂ́A�O�b�g�̐��i�ɐG���@����Ȃ��B
���������Ă̋ߐ�����Ӑ���n�b�R�[���肾�������B
�m���ɒl�i�͈����ˁB
�O�b�g�Ƃ��z�[�U���̃X�e�[�V�����n�͂ǂ�Ȑl�g���Ă��H�Ј��H
>>255 ���̋߂Ă��Ђ�������قƂ�ǃn�b�R�[�A���܂�Weller
����Metcal���n���Ɍ���
good�́Abad���Ɛ̋߂Ă�����Ђ̎В��������Ă����B
�g�������Ƃ��Ȃ���Δ�]���ł��ˁB
��Ƃ��Ƃ��Ă̓n�b�R�[�̂Ƃ��낪������Ȃ����ȁB
�n�b�R�[�͉��N���O�܂ł͒P�Ȃ�N�\���������A���S�����̂��ŋ߂̐≩�F�̐��i�͂Ȃ��Ȃ��ǂ��B
�O�b�g�͂ǂ��炩�Ƃ����A�}�`���A�����ŁA����Ȃ�ɗǂ����i���o���Ă������A�n�b�R�[���ǂ��Ȃ����̂ʼne�������Ȃ����B
�z�[�U���͂��Ƃ��Ƃ͂t���֘A��Ƃł͂Ȃ����A���C���Ȃ��Ȃ����̂��������Ă�OEM����ɂȂ��Ă��܂����B
goot�͏H���Ŏ�舵�����n�߂����炢�ŁA�����������[�J�ɑǂ�����̂��낤�B
���m�͈����Ȃ��Ǝv�����B
�����̃q�[�^�[���Đ��̌^�������Ȃ�̂̓��[�U�[�ɂƂ��Ă͂������ƁB
�u�Ȃ悭�킩��Ȃ��Ă��㓙�v�ȃn�b�R�[�ƈႤ�I�����������Ă����B
��͂艷�����Ẵq�[�^�[�Ƃ��Đ�͈�̂łȂ��Ă͂Ȃ�Ȃ�
�������������̌^T12�̃����b�g
(1)��������������(1��)
(2)���Ԃ�Ȃ̂Ŏ����y(2��)
(3)�������e��(7��)
���Ԃ�A�X�L���������l��(1)�̔�d���傫���Ȃ�Ǝv���B
�����āA�Z�p���[�g�ł����Đ悪�H��Ȃ��ɁA�X�|�����Ăł�����̂������
���͂�������Ǝv���B
HAKKO T12��goot RX-80HRT�����g���Ă��܂����C�g�p���Ō�����HAKKO�̕����ǂ��ł���
�I�v�V�����\����goot�̕����_��ł����C�H��Ƃ��ďo�����ǂ��Ɗ�����̂͂�͂�HAKKO�ł�
>>24�ɏ����܂������C�����X�^�[�g�̗����オ���RX-802�̕����ǂ��C�͂t�����̉ߓn�I�ȓ�����FX-951�ɕ�������܂�
�z�r�[�p�r�Ȃ璆��t12�R���g���[���[�ɏ����R�e��ŏ\�����Ǝv����A���������@�\���B�٘_�͔F�߂�B
�R�e����ȒP�ɕς�����͕̂K�{
�������Ȃ��ƃA�z�Ј����R�e��ʖڂɂ��Ă��܂�
RX-80HRT�̂ق����R�e�悷���ɕς����邩�烁�C���̍�Ə�ɒu���Ă�
�n���_�͂ǂ�I�炢���̂��ȁH
�p�r�͊�ՂɃ`�b�v�ȂǕt����̂Ɠ����q���Ƃ��Ɏg���������ǖ��\�Ŏg����̂͂Ȃ��H
FX-600���ăR�e��ƃq�[�^�[���ʂ̉����������H
���܂̕�
�R�e�̕��͈ȑO����������������
�قƂ�Ǐ��S�҂�������Ȃ�
�R�e�ȊO100�ς̉������Ȃ�
�͂��ĈȊO���������炢����H
�n���_�͑��m�d�@�Y�Ƃ̐����v�����g��p�Ŗ��Ȃ��H�悭����Ƌ��������ʂ���������
���m�̃t���b�N�X�A�n���_�z���������炢�ł����̂���
��͂����ăX�|���W�͎G�Ђő�p���悤����
>>273 �v�����g���z���p�ʼn�����ł����Ȃ�X�Y60���Ő����v�����g��p�ȂǁA100�ς͉̂������̂�NG�B
�ʎ������Ȃɂ����R�ł��Ȃ��ƃt���b�N�X�͎��n���_�ɓ����Ă邩��g��Ȃ��B
�R�e��͎G�Ђł͂Ȃ������̂ł����̂ŃX�|���W�ɐ�������^�C�v�����ق��������B
�]�T������Ȃ�o�l���̃n���_�z������͂ق����A�z����������ƂŎd�グ�Ƀn���_�z���������g�����߁B
>>273 �ǂ̃R�e�g���Ă邩�킩��Ȃ����炠�ꂾ���ǁA
B�^�̃R�e�悵���Ȃ��Ȃ�]�T������Ȃ�R�e�������ނ������Ƃ�������
��̓I�ɂ�C2�AC3�AC4�`��g�������Ȃ���
�\�ʎ��������Ȃ�2.4D������Ƃ�������
���t���[�n���_���ŋ߂͐����ǂ��Ȃ��Ă�ƕ����܂����A
��Ɛ����悭�Ďg���₷���̂��Љ�Ă��炦�܂��H
���Ȃ݂ɉ��t���[��10�N�ȏ�O�ɏH���Ŕ�����SN100C��������Ǝg��������������x�ł��B
NASA���F�̓��{�A���~�b�g�А�KR-19RMA���M���E�����E��Ɛ����ɂ�����
�d���Ŏg����Ȃ��Z�����ł��g���H
>>276 ���ʂɔ����Ă�z�[�U����Sn/3Ag/0.5Cu�œ��ɕs���R�������Ȃ��B
0.3Ag���ƁA��������n���_�t���������Ƃ̏C���ŗn���ɂ����������邱�Ƃ�����B
0.3Ag�͋₪�����̂ŃR�X�g�_�E�����邽�߂̎d�l
>>276 �d���Ŏg���Ȃ瑼�̕��������Ă���ʂ��Z������ESC�AESC21��M705�Ƃ��ł�����
�~�X�~�ł����m�^���E�ł������܂���
����
>>279����̌����ʂ�Ag�̔䗦�����Ȃ��z�͐��\��������̂�����܂����A
�M������Ag3.0%�̂ɔ�ׂ�Ɨ�邱�Ƃ������̂Œ��ӂ����ق������������ł���
>>276 �ł���Ɛ����D���Ǝv����3Ag�^�C�v�͌�����Ȃ����₪���������Ȃ���
����ς�▢�g�p�^�C�v�ł���SN100C���g�����Ȃ���悤�ɂ����������z�B
���Ƃ͔��n���_�̐��\�̓t���b�N�X�Ō��܂�Ǝv���̂ŁA
> �����͂t��u���b�W�̏C�����̓���ȍ�ƂɓK�������M������ɓ���͂ł��B
�Ə����Ă���
SN100C (551CT)���g�������B
���t���[�n���_�̌��ŐF�X���肪�Ƃ��������܂��B
SN100C�ӊO�Ɨǂ����̂������̂ł��ˁB3Ag�������Ă݂����B
���肪�Ƃ��������܂����B
���Ȃ݂Ɏ��̓I�[�f�B�I�͂���Ă܂��ASN100C�͂��������H���Ŕ����Ă������炩
����艹�������݂����ȃ{���N�\�ȕ]���̂͑��������ł����A
�H���̈����������Ȃ������ł͂Ђ����Ԃ�Ɍ���������Ă̒艹�������Ƃ����]�ɂȂ��Ăď�����
SN100C�͌��̃J�b�R�̒��g�̕����d�v�ȋC������B
�����̋U���͗L�������ǁA��p�s����goot�̕������̂������Ă�B
�������N���O�̓z������
�ŏ��A�ǂݕ�����[�J�[���ȁc�z���R���H�c
�Ƃ��v���Ă���
https://imgur.com/v7agTvA.jpg �ォ��u�����AHakko���ς���!�v�ƋC�t����w
�Z�p�`�̃}�[�N���������ww!!!
�����Aali�ʼn������������ɃI�}�P�ŕt���Ă����R��
goot�̃R�s�[��
gooi�͈��g������Ȃ��Ǝv��ww
https://imgur.com/HXumuBW.jpg �����A�����goot����Ȃ���900���Ȃ��犨�Ⴂ���Ȃ��ł�˂��I
gooi�̃s���Z�b�g�͏H�t���Ŕ����Ă��Ȃ�
1�{�����Ă݂����A�v�������莥���ттĂ�
���̃X������DIP��SMT reflow�̘b��͏o�ĂȂ����
�ǂ����Ő�Z�̃N���[���n���_�����ĂȂ����Ȃ�
��Z�͔����Ă���Ȃ����낤
�N���[���n���_���~�����Ȃ珼���n���_�Ȃ甄���Ă����
500g�ő���������݂Ł�7000
250g�Ȃ炨���炭��5000���炢
����DigiKey��Mouser��ChipQuik�̂�������
�v�①�i���퉷�ɂȂ��ē͂�����
�����͂̓z�r�[�E�G�ł��傭���傭���O�����ˁA�����Ă݂悤����
Digikey�͐\������x�̕ۉ��o�b�O�ƕۗ��(�������Z���Ă�)�̋L���������
https://twitter.com/akiten_soku/status/781841992867155968 �H���̔����X�Ŋ�����N���[���͂��Ă��͓̂X���Ō������ǁA
�������������̂��Ȃ���
https://twitter.com/5chan_nel (5ch newer account)
����Ȃ̂������Ǝv�����琏���Ɛ̂��ȁB
�n�܂����������Ⴄ��ȁBIPA�ŗn�����Ďg���Ă���B
�m�F�o����̂�6���ȍ~�ɂȂ��Ă��܂������A����
���N2�����ɍs�������͓X���ɗL������@����4�����̔����X�L���ɂ͍ڂ��Ă��
http://akizukidenshi.com/catalog/contents2/yashio.aspx �`�����̕��i����Ƀn���_�Ń��E�t���݂����Ȏ����Ă����nj��Ǖ��ׂ������Ă�������đʖڂ�������
30W���炢�̃S�~�R�e����M�����肸�낭�ɗn���Ȃ�����R�e�����R�����ŐԔM���Ăނ������Ă�
�������������60W�̃R�e���@���Ďg�����猋�\���c�n���Ă����Ղ萷�ꂽ��
����ł܂��l�q������
100�σ^�[�{���C�^�[�Ȃ�Ă̂��g�������S���M�����肸�n���Ȃ������̂�300�~�����ʂɂ���
�̔������K�X�{���x�o�[�i�[���ǂ����ɂ���͂��Ȃ��c��������̂Ă�����
�܂�60W�R�e���ĊO�撣���Ă���邵�܂��C���ł��邩��
goot���ĕʂɌ�������Ȃ����ǁA�ǂ����C�}�C�`�ȏ��i���������C���[�W�B
�z���Z���ɒu���Ă�2�����i���ăC���[�W����
>>295 ��h�肾������N���[���͂�①�ɂŕۑ����Ȃ��Ă��A
�g���Ƃ���IPA���t���b�N�X�ŗn������g����B
���������@�ł͂܂����Ǝv�����B
>>298 �Ȃ����̂̓d�M���̃C���[�W���c���Ă��
�n�b�R�[�͓d�M���C���[�W���甲���o�����Ƃ��Ă���݂��������ǁA
�M�����Ȃ�Č������Ⴄ�Ƃ��낪����ς�d�M��
50��100������
goot�̓j�N��������̒����q�[�^�[�͗ǂ�����
goot�̃j�N�����Ő����̃V���[�V�ƃV���[�g���đS�ăV���J�����̂͗ǂ��v���o
goot�͗��p�҂ɔz�����Ă銴�������B
���̂����肪2�������ݏo�Ă�B
goot���Ă�Ə\�N���������Ă���Ċ�����B
goot�̂͂��đ�ST-11�����p���Ă�
�������t���̊C�Ȃ͎g�킸���^�����킵�i�����j
>>305 goot�̔N�ԋx���J�����_�[����ƁA����l�y�j�����x�݂���Ȃ��̂����Ċ�������B
�y���Ή����Ă����Ȃ�Ă�����Ђ���Ȃ����B
���c�t�����鎞�Ɏg���X�|���W�͂ǂꂭ�炢���点��ׂ��Ȃ́H
�����H�邭�炢�x�g�x�g�ɂ���Ɨǂ��ƕ������̂����B
�R�e���₷�ړI������Ȃ炢���ς������ׂ�����
�����łȂ���Ώ����G��Ă���x�ő��v
>>309 �x�g�x�g�ɂ͂��邪�A��܂Ő��ɐZ���Ă���̂͊��S�ɂ�肷���B
�^�ɍE�������Ă���X�|���W�����邪�A���ꂾ�����牺�̕��ɐ�mm�������܂��Ă��郌�x�����������߁B
�X�|���W���琅�����ݏo���M����O���炢
�Ԃ����Ⴏ�G�Ђł�����ȁB�e�B�b�V���ł�����
���������g��Ȃ��Ɛ��C�����܂��Ă���
���̓R���i�̂����Ő��������i�ꂾ��
>>314 �C�ȃ^�C�v�Ȃ��������
�ȂX�|���W�ŃR�e�̐�W�����Ă���
����Ɏv���Ă����B�S������C�ȑ�
>>314 ���{���ă~�l�����E�H�[�^�[�͖L�x�����ǁA��������RO�����ăX�[�p�[�ɔ����Ė�����ȁB
�A�����J���ƕ��ʂɃK�����Ŕ����Ă�̂�(�������~�l�����E�H�[�^�[������)
���{�͐��������ʂɈ��߂邵
�C�ɓ���Ȃ���Ώ�t����������Ċ�������
���{�͊C�ȑ̕��ʂ��r�߂邵
�C�ɓ���Ȃ���Ε��ʂɃR���h�[���t����������Ċ�������
>>321 �R���^�N�g�����Y�p�������ł���������Ă��
�o�b�e���[�p��[�t�̕��������̂����m��Ȃ���
>>321 �X�[�p�[�Ń{�g���������ݕ���̓z�ARO������
>>327 �������͍����Ǝv����
�G�l���M�[�R�X�g�̖�肾����A�����J�ł�����Ȃɕς��Ȃ�
�������Ȃ�Ă������Ȃ蒷�����ƌ��ĂȂ�
�������Ȃ炽������X�g�b�N������B
�����������̂�
�_�@ __�@ �^
�Q �i���j�@�Q
�@�@ |�~|�@�@�@�@�ߺ��
�^�@�M�L�@ �_
�@ ( ߁��)�@�@�@��������G�A�R���̃h���������āE�E�E
�@�m�R�m |
�@�@<�@<
�_�@z__�@ �^
�@�@�iKl�j
�@�@ |�@|�@�@�@�@���
�@�@�@�@|
�@ ( ߁�� )
�@�m�R�m |
�@�@<�@<
�X�|���W���ď��Օi����Ȃ��́H���ꂽ��̂ĂĂ邯��
���������̎g���Ă邯�ǂ���Ȃ�ł����\�g����
https://www.aliexpress.com/item/32907448852.html >>332 >�G�A�R���̃h���������āE�E�E
�����I�ɂ͏����������A�������̉��l�͕���������̂ōۗނ����ł��鎖�ɂ���
���˗p�����ɂ̓p�C���W�F���t���[�����߂���̂ŕK�{
>>335 ����S�R�c��܂Ȃ��z����Ȃ��H
>>337 ����Ȃɑ傫���c��ނ킯�ł͂Ȃ����ǃ��r���[�́�4�̂Ƃ���ɖc����̎ʐ^������
�ی`�̐^�Ɍ������Ă������p���Ă�
>>338 ����ϓd�˂Ŕ����̈ꖇ�����炢�̓z����
>>328 �ǂ�����1�K����$1���Ȃ���B
>>336 �G�A�R���̃h���������Ă܂��Ɂu���������͏������v���Č��t���҂�����Ȃ��炢�A�}�W�ʼn����B
�������Ƃ��������ۂɂ͕����������̂��Ƃł���B
�P�ɏ��������ċÏk������̂ł͕��_�̒Ⴂ�s�������S�������Ȃ��B
>>345 ���{�ŎY�ƓI�i�����͗����w�p�r�j�ɍ���Ă���������͒P�ɏ����������Ă邾������
���͐�������RO�h�߂������̂��g���A�p�r�ɂ���Ă̓C�I�������������鎖������
>>345 �h�������������̂́u���_�̒Ⴂ�s�����v����Ȃ���B
��C���̃`�����Ȃɂ����W�߂Ă邩��˂�
�W�߂Ă��Ȃ��āA���܂�Ƃ����ق����������B
������W�߂ĂȂ��B
�W�߂Ă��Ȃ��āA���܂�Ƃ����ق����������B
������W�߂ĂȂ��B
�����Ń��W�G�[�^�[�����Ă�悤�Ȃ��̂��B
>>276 GAO-ST M705�A����߂Â��č�Ƃ��Ă����L���Ȃ�
�t���b�N�X���ł���Ē�����p���Ă���邩��L���Ɠ������炢��Ƃ��Ղ�
�J�^���O��̐���������M24MT�����Ǎ�Ɛ��d���Ȃ�M705����������
�R�e�N���[�j���O�p�̉��F�̃X�|���W����
�V�R�̊C�ȂȂ̂��ȁH
�����Ă݂�ΗZ�����肵�Ȃ����ǃv���X�`�b�N����Ȃ��̂��Ɣ�����SDS���Ă݂���
�Z�����[�X�E�����}�O�l�V�E���E�Z�����[�X�p���v���čڂ��Ă�
�X�|���W���Č����Ă����ǎG�ЂƂ����ɋ߂������́E�E�E�H
�n���_��n�����Ă��n�����Ă��A�S�R�n���_�����Ȃ��ȁ[
�Ǝv���ăp���ƌ�����A����ȂƂ��ɗ��܂��Ă邱�Ƃ��邯�ǂȂ�Ȃ̂���H
https://i.imgur.com/ERJIKy9.jpg >>357 �Z�����[�X�X�|���W���Ēm��Ȃ��ł����H
>>358 �������������̂��킩��Ȃ����A�{���ɂ��Đ�̏㑤�ɂ͂����Ȃ��̂ł���A���Ă���]�����Ă��炭�u���Ă����Ώ��悤�ɂȂ�B
���Đ�̃����e�i���X�Ɖ��x�Ǘ��̖�肶��Ȃ��̂��ȁB
�����̎ʐ^�ł����Ȃ��Ƃ킩��Ȃ����ǁB
>>361 �����ɂ�BC�͉~���AC�^�͉~���̎߃J�b�g�B
���c�́A�R�e�ɓ��ĂȂ��Ńp�^�[���Ƃ����[�h�Ƃ��A�Ώە��ɓ��Ăėn�����̂��g�B
>>365 ���̂��Ƃ�
>>358�̖��͕ʁB
���Đ�̓n���_�ŔG��Ă����ԂłȂ��ƔM�̓`��肪��������B
�u���܂��z�̓R�e�ɂ������Ȃ��v�ƌ�����
�_�������R�e���p�^�[���ɃO���O�����Ă��y�����Ȃ�
�܂�����ɂ͂�������x�ڂ��āA�����Ώە��ɓ��ĂĂ������߂�
���ɂ͂�����ƑΏە��̊Ԃɓ˂�����
>>358 �O���猾���Ă邯�lj��x����������_�����Ă���
>>368 �R�e��̓n���_�ŔG��Ă�Ώ\���A���Ƃ����قǂ͕K�v�Ȃ�
�n���_�̓R�e�ɂ͐G��ʗl�ɂ���̂���{
�Ώە��Ńn���_��n�������Ƃɂ���ăt���b�N�X���\���s���n��
�d�r���ǂ����A�K�X���ǂ��̂����c����
�K�X�͂��Ă��Ďg���Ă�l����́H
�d�r�͒P�O4�{������d�������Ȃ�
>>377 ���ꎝ���Ă��A���ʂɎg���Ă�B
�O���b�v�������Z�����Ȃ����Ǝv�������ǖ��Ȃ������B
�_�C�����̉��x�\�����������̂Ɠ��쒆��LED�\�����Ȃ����炢�B
�������������Ƃ���1380�~�قǁB
�K�X���IH
IH�g���n�߂Ă����Y��ɍ���悤�ɂȂ���
>>371 ���M�̗������킩���Ă��Ȃ��Ƃ��̂悤�ȊԔ����Ȃ��ƂC�Ō������ƂɂȂ�
>>377 ���A���ł�30�����炢�����ȁH
���̎ʐ^�̃o�b�e���[���Ƃ���܂莝���Ȃ��悤�ȋC�����邪�A�����p�ӂ����������
��⍂������USB PD�Ή���TS80���Əꏊ����Ȃ����ǂ���
>>380 �o�J���ˁA�����ɂ̓p�^�[���Ƃ̔M��R���\�����������邾���̃n���_������Ă���Ώ\���Ȃ�
����ȏ�͖���
>>383 ����
>>371�ɂ�
> ���Ƃ����قǂ͕K�v�Ȃ�
�ƃn�b�L�������Ă���̂ɁA�܂��������Ƃ�����ւ��Ă��܂������B
�{���ɐl�Ԃ̃N�Y
��������悤�Ɍ��������Ƃ�����ւ��A��������悤�ɉR�����B
��������悤�ɂƂ����̂́A����ւ�����R�����Ă���Ƃ������o���Ȃ�����Ă���Ƃ������ƁB
�t�ɂ���ւ�����R�����Ȃ��Ȃ�Α����ł��Ȃ��Ȃ����̂Ɠ����ő�ςȂ��ƂɂȂ�B
���ꂪ�l�Ԃ̃N�Y�̓���B
���܂���~���[�t�B�[�_�[���~�����Ȃ������ǂǂ��ɂ������ĂȂ��Ĕ߂���
�������i��Ń�0.3mm�̎��n���_���K�v�Ȃ̂ɔ��g�ł͈����ɂ���
>>384 >> ���Ƃ����قǂ͕K�v�Ȃ�
�u���ƌ����قǂ́v�Ƃ͂����菑���Ă���̂ɁA���{�ꂪ�����ł��Ȃ��^���o�J
�n���_�̘b����ɓ��{��̕����Ȃ���_������
>>385 ���{�ꗝ���ł��Ȃ�����ƌ����ăo�J���������Ȃ��ėǂ���
>>387 >>371 > ���Ƃ����قǂ͕K�v�Ȃ�
>>383 > �n���_������Ă���Ώ\���Ȃ�
���l�Ԃ̃N�Y�ɂ͂��ꂪ�������Ȃ��炵���B
>>389 ���O���{�l���ᖳ������
���ꂪ�ǂ����Ă������ł��Ȃ��炵��
>>382 TS80���Ă�������9V2A��18W�����Ȃ��̂������������A���߂�12V��15V�Ŕ{�̔M�ʂق����B
SH72�͍ő�65W�Ȃ̂�PD60W�o�͂̃��o�C���o�b�e���[����DC�v���O�ɕϊ�����20V�Ŏg���Ă�B
���肵���珉�����M��48W�������B
>>391 pd�o�͂�20v�Œ�ɕϊ�������Ăǂ�ȓz�H
>>392 PD2.0 3.0 to DC5. 5*2.1 5.5*2.5 Decoy trigger Adapter cable���Ă����́B
�Б���USB-C�ł����Е���DC�v���O�A15V�ł�20V�ł�I�ׂ�B
DC�v���O����藎�Ƃ��čD���ȃR�l�N�^�������蒼�ڐڑ���������B
SH72�p��5525 interface 20V������B
>>386 ���ꉴ���~�������nj��\�O�ɐ��Y�I���i�Ɍ���j�������炵���Ă�����ɓ����炵���B�B�B
�I�N�Ƃ��ŏo��̂�҂����Ȃ��̂��˂��H
�܂����̋Ζ���ł��ŋ߂͎���͎�n���_����Ȃ��ăX�e���V������ă��t���[�����肾���Ȃ��B�B�B
>>394 �s�A�j�b�V���Ƃ����V���[�v�y���V���̊O���𗬗p���Ă���݂���������
�s�A�j�b�V����10�N�ȏ�O�ɐ��Y���~�ς݁E�E�E
����̓��t���[�ō�邯��
0603�̃`�b�v���i���J�b�g�A���h�g���C�Œ�������̐h��
�T�C�h�m�b�N���̃V���[�v�y���V������������c�Ǝv������
0.5�����������Ă镨�������˂�
>>393 ���̐�p�`�b�v�Adigikey�ӂ�Ŕ����ė~�����B
�l�b�g�Ŕ����Ă��{�[�h�̓}�[�L���O���Ă���Ă���
���Ngoot�̂���������c���Ă��g���ė����̂����A
�v�����ĉ��x�����ł��鍂���i���������A
�����߂������Ă���B
�\�Z��5000�~�B�p�r�̓I�[�f�B�I�n�̎���ȂǑS�ʁB
�I�[�f�B�I�n�Ȃ�1000�~�ŏ\���ł�
>>401 �������ɂ��̗\�Z�ł͍����i�͖���������
FX-600(FX600-02 2�ɐڒn���� 3,600�~~) + T18-C2/T18-C3/T18-D24(���Đ� 400�~/�{~) + HAKKO FH300 (���đ� 600�~~)
��������x�[�X�Ƀg�[�^�����������X�őI�ׂΗǂ�����
>>404 �悵�A����ɂ���B
������T18-C2�ɂ���B
�N�ɂ͋��̃R�e��������悤�B
�Ȃ��V�b�^�J�̎������� (߇��)����
���_�@���Ďg���y���V���^����Ȃ���T�^�H�C�^�H�̂͂��Ă��g���₷��������
���������ĂȂ��̂��ȁH
C2�Ȃ�BC2�ł悭�Ȃ��H�@�D�݂��낤����
>>408 �����Ⴄ���������Ă���B
���ǒ��ؐ��̂���������c�ɂ����B
�R�e�悪�n�b�R�[�݊��̂�B
>>405 ��+�S���b�L�Ƌ����Ƃǂ������ǂ��낤��
>>409 ���Đ�̓��b�L���̃R���g���[���ł��Ȃ�ς��悤�Ȃ̂ŁC���܂�P�`��̂͂����ߏo���܂���
���ؐ��̒��ɂ��ǂ����͂���̂ł��傤���C��������t����܂łɊ|����R�X�g���l����ƌ��Ǐ����i���ǂ��Ǝv���܂�
�`��Ō����Ȃ�HAKKO T18�Ɛ���900M�Cgoot��PX-60RT�͌݊���������܂��̂ŁC�I�����͂��Ȃ�L���ł���
>>406 �V�b�^�J�͔ے肵�Ȃ����ǁC��������Ȃ���������m�������Ԃ�o���鎿��ɂ��܂���
>>408 T18�n�ɂ�BC�͖����čאg��C�^�͂��BC���̌`��Ȃ̂�
https://www.hakko.com/japan/products/imgs/detail_parts/T18-C2.jpg ���X900M�̎����BC��C�̌Ăѕ����������ŁC��������C�^�̑�M�e�ʉ��Ƃ����o�܂��Ǝv�����lj��Ƃ�������
https://www.hakko.com/japan/products/imgs/detail_parts/900M-T-0.5C.jpg https://www.hakko.com/japan/products/imgs/detail_parts/900M-T-0.8C.jpg https://www.hakko.com/japan/products/imgs/detail_parts/900M-T-1C.jpg https://www.hakko.com/japan/products/imgs/detail_parts/900M-T-2BCZ.jpg �ォ��900M��0.5C�C0.8C�C1C�C2BC(Z)�c �����0.8BC���ᖳ���͔̂[���s����w
>>407 �C�^���Đ�SURE��J�^���ČĂ�ł���p�݂����Ȃ́H
����̓d�C�d�q�p�������́A���Č�������������Z���~�b�N�q�[�^�[�̂������
>>401 goot��PX-401
hakko��FX601-01�������Ă邯�ǁA�M�e�ʂ�PX-401�̕�����
���ƃO���b�v������₷������ɂ���
�\�Z�x�O���Ȃ�hakko��FX-100�̓�
Metcal�ƈ���Đڒn���肪�Ȃ��̂�����
>>410 ���͂͂ɗn���Ă��܂����炱�Đ�Ƃ��Ă͎g�����ɂȂ�Ȃ�
>>412 FX-100�͉��x�ݒ�ł��Ȃ��̂�������ƁE�E�E
>>412 �n�C�p���[�����ǂ������ɏ�p����ɂ͂ł����Ǝv��
�Ƃ肠����FX600�ŕK�v�ɉ�����T19�R���o�[�W�����L�b�g��PX-401���������̕����ǂ��̂ł�
>>413 �ʖڂ��[
���Аl�̋��Ŏ����Ă݂��������Ȃ�w
�S���b�L�����������Ă���A�Ǝv�������ǁA���̔M�`�������Ē��ׂĂ݂��炽���������ƂȂ������B
>>416 �ǂ����Ȃ�͂����n�ɂ��悤
(�Ȃ��Z�_280�����炢)
>>416 ���Ⴀ�A�����b�L�̃R�l�N�^�Ƃ��������J����́H
>>399 IC�`�b�v���Č����Ă邾��B
>>399 IC�`�b�v���Č����Ă邾��B
>>415 �I�[�f�B�I�n�̎���Ƃ����̂��悭�킩���ĂȂ�����
�ł����g�����X�Ƃ����c�t������̂��Ǝv���Ă�
>>419 �ڂ����͒m��Ȃ�����
�}�C�N���\���_�����O�Z�p�W�̖{�ɂ͐Ɖ����邩��v���ӂƏ����Ă邵
���ۂ�2.54mm�s���w�b�_�Ń��b�L�ƃn���_�̋��ڂ��犄�ꂽ���Ƃ������
��[�ɂ��������b�L���Ă���R�l�N�^�Ƃ������邵��
������%������Ɨǂ��Ȃ��Ƃ����b�������͂��B
���t���b�V���Ȃ�قږ��͂Ȃ��̂ł́B���E�ʂ̔Z�x�͏オ�邩������Ȃ����ǁB
>>419 �ʏ�͂��̂܂܂͂t�����邪�A�̕������b�ł͉F���p�Ȃǂ̓��b�L�����Ă͂t������Ƃ������Ƃ������i���͂ǂ��Ȃ̂��m��Ȃ��j�B
�R�l�N�^�̋����b�L�͖{���ڐG���������ɕK�v�Ȃ��̂����A���b�L����Ƃ��Ƀ}�X�N����̂��ʓ|�Ȃ̂őS�̂������b�L����Ă���B
�܂����͂͂t�������̂͂������A�����b�L�͉��n�̏�Ƀ��b�L����Ă���̂ŁA�����b�L�Ƃ����ǍD�ɂ͂t���ł��Ă������b�L�������Ă���ΈӖ����Ȃ����A���̌��������ɂ��ɂ����̂ŁA���������邽�߂ɔ������悤���B
ANTEX�g������l����H
�ǂ��Ȃ�H
>>426 ���C������Ȃ����ǎg���Ă�B
�������Ă������ǁA�d���P�[�u���������ƍׂ��Ǝg���₷���Ǝv���B
���ƁA�R�e����������Ɩʓ|�������B���̕ςȃN���b�v�ǂ��ɂ��Ȃ��̂��B
�ׂ��R�e��͂����Ȃ���B
>>427 >�d���P�[�u���������ƍׂ��Ǝg���₷���Ǝv��
���̏�v�ʼn������Ⴂ�P�[�u���g���Ă��ᖣ�͂�����
�M�Ɏア���Ǎׂ��r�j�[���i�H�j�d���ɑւ��Ďg���Ă�
���܂ɃR�e����܂�ł��܂�����AAC�R�[�h�ɐU���Ė\�ꂽ�肷�邯�Ǘǂ��R�e����B
>>428 ����͌����ȁB�����܂ł���C�͂͂Ȃ����ǁB
>>426 �ׂ��Čy�����Ă��g�������Ȃ�goot��MI-6���ǂ���
ANTEX��肸���ƌy�����P�[�u�����_�炩���̂ō�Ƃ��₷��
���_�̓p���[��������Ə��������Ƃ�DC�d�����v�邱�Ƃ����ǁA
CVCC�d�������Ă�Ȃ�p���[�s���͑�̕₦��
�����{�őS���Ƃ�����ɂ͂����Ȃ�����NJ��̒����ԍ�Ƃɂ͂�����
�M�e�ʂ��������̂ň����n���_�����肷��̂͌����Ă��Ȃ�
>>419 �Ɖ�(������)
>>422 ���N�g���Ă����Ƃ���goot�̂���������c���Ăł��Ȃ��Ă�����Ƃ����Ȃ��Ȃ�FX-600���Ó����Ȃƌl�I�ɂ͎v���܂����C
�I�[�f�B�I�n�͔��ׂȂ��̂������Ȃ����̂́C�ł����g�����X����I�y�A���v��DAC�`�b�v�܂Ō��\������܂�����ˁc
�}�C�N���\���_�����O�Ɍ������b�ł͖����ł����C�͂���Au�Ȃ�IMC(AuSn4)�Ȃ�̗ʂ͊T�ˋ����b�L���Ƃ̗͂ʂɂ���Č��܂�̂�
(�q��F���ƊE��������)��͂�̗͂ʂ����Ȃ��ꍇ�ɖ��ɂȂ�悤�Ɏv���܂�
>>425 �����̎莝���̏��Ђł��F���p�ł͔������Ƃ���܂���
�C�ۉq���p�A���e�i�̋����b�L�����̏ȗ���z�肵��-25~+125���̃q�[�g�T�C�N�������ł͐����Ŕj�f�����Ƃ��c
�I�[�f�B�I�Ȃ甒���̃v���X�g�Ƃ������Ă�ƕ֗�����
�S�b�c�C�^�[�~�i���Ƃ��ł��т��Ƃ����Ȃ��p���[
�т��Ƃ����Ȃ��A���đE�߂Ă�̂��n�����Č����Ă�̂��ǂ����̈Ӗ��Ȃ̂�
NHK�̃v���t�F�b�V���i���ɂ��o�������Ɠd�C���̒B�l�A���䂳��ł�
�n���_�Â���ƂŌy���Ώ������w�@�����I����w
https://youtu.be/JM07xEAQaxs?t=229 100�ς�30w���c���Ă�500�~������
>>434 ������
�{�^�����������̉�݂����ȓz�ł��M���z���Ȃ����炢���M����
30�b����̃u�[�X�g�Ƀ��}����������
�����������������ăO���b�v���M���ĐG��Ȃ��Ȃ�����
���v�̉��x�ɂȂ�悤�蓮 PWM������ʔ����R�e������
>>435 �Ɠd�C���̒B�l���n���_�t���͖}�l���Ď����B
�u�[�X�g�t�̂��邱�Ă͎g���ɂ������猙��
>>432 FX-600��50W����B
����ő���Ȃ������͏o�͍��������T����蔒���̃Z���~�b�N�Ȃ�v���X�g�A
�܂��̓W���j�A�Ƃ��̍��o�̓j�N�����q�[�^�[��ʂɔ������������ʓI�Ɉ����B
>>434 �傫�Ȃ����b�����A433���n���Ɍ�������Ă��Ȃ萫�i�P����Ă邩�璍�ӂ����ق��������B
�I�[�f�B�I�Ƃ����y�A����Ă�ƃv���X�g�͖{���֗���{�����Ăđ��͂Ȃ�
�M�ʂ�����Ȃ��ăC���C�����鎖�͂قƂ�ǂȂ�
�����ň�C�ɔ��c�n�����Ď���ɔM���Ȃ�ׂ��`���Ȃ��悤�ɂ�����Ƃ��o���邵
�^�[�~�i���Ŕ��c�������ĂȂ��Ȃ��n���Ȃ��ăp���[�̂Ȃ��R�e���ƒ���t�����Ⴄ�l�ȏł��X�g���X�Ȃ��g����
>>443 �T�[�r�X�}������{�ōς܂���ƌ����Ȃ�Ƃ������A
�啨�p�͕��ʂ̏���̑��Ƀp���[�p��100W�N���X����{�����Ă������y���Ɋy
���̑�^�R�e�͈����ŏ\���A��N����80W�Ƃ�
��Ɗ��ɂ�����ȁB������2�{�R�e���炢���Ƃ����邵�B
�����v���X�g���D���Ŏg���Ă����Ƃ�����B
>>444 �@�ނ̃��y�A�Ȃ�FX600�ƃv���X�g�������̓v���X�g��{
100w��{����s�ւȂ�
>>446 ����ȕ��͂��낭�ɓǂ߂Ȃ��z���v���X�g�ȂL����낤��
>>446 >100w��{����s�ւȂ�
>>444��2�{����������Ęb�����?
>>442 ���c���т��Ƃ����Ȃ����Z���Ȃ����ăl�^���Ƃ��v��������
���̂Ƃ����Ȃ��݂����ȈӖ���������
�v���X�g�͕֗����ˁ@FX600��2�{���ׂĎg���Ă�
150W�̔��p��ʂɎ����Ă邪�A�v���X�g�ŊԂɍ�������������N���g���ĂȂ�
FX-801�����������ǃ��r���[���S���オ���ĂȂ��̂�
���ꂩ�������l���Ȃ����Ȃ�
���[�J�[�ɕ����Ă��M�����Ƃ��̓f���@�Ŕ��f���Ă���ƌ����邵
��ʓI���f����Ȃ����̂Ȃ��A�悩�����B�����[�g����B�I�X�X���B�������C�}�C�`�B�Ƃ�������Ă��Q�l�ɂ͂Ȃ�܂���B
�f���@�������Ȃ���̂�������B
�������t�B�[���h�o��Ƃ��Ɏ����Ă��͂W�́A�v���X�g�E�R�e���C�U�[�E�V���b���Y�E�����͂�0.8�ӁE�z�����E�t�̃t���b�N�X�A���̕ӂ͕K�������Ă���
�v���X�g���Ăǂ�Ȃ́H�ƌ����炠�ꂩ
�T�[�r�X�}���K�g�̂���ȁA�K�v�Ȑl�ɂ͐�ΕK�v
�����łȂ���Γ��ɂǂ����ł�
�z�[�U����H-130�����p���Ă����ǃf�B�X�R���Ȃ�
���ʍɂ݂̂炵�����܂�����������1�{��������
>>455 >�z�[�U����H-130
���̃R�e��ANTEX�����f���ɂ��Ă�낤���ǃP�[�u�����ז�������Ƃ����ANTEX�Ɠ�������
�̂�ANTEX�̐�����1�̒l�i�Ŕ��������Ǎ��͂���ȂɈ��Ȃ�
�l�i�Ō����Ȃ璆�����ł��B
AC�A�_�v�^��T12���g����R�e�A�{�ƃn�b�R�[���o���Ă��ꂽ�炫���Ɣ����B
(������6000�~�ȉ���)
H-130�ŏ�IC�p�ɔ��������Ǐ������̂ɂقƂ�ǂ����{�ł��Ȃ���
���܂�ɕ֗��������̂Ŕ����������3�{�ځA��_�͖{�̃l�W����������Ċɂ��Ȃ�
�����Ȃ����̂̓v�����H�p�ɁA�ŋ߂�3D�v�����g�̏C���A����H�Ŋ���
>>452 ���₢�⊴�z���\�����f�ޗ��ɂȂ��
�������̉�b�Ȃ�Ă��ꂪ�唼�����
���ƁA�M�����͒�ʓI���f�����
H-130�͍��ǂ��Ȃ牷���ɂ��Ăق����Ƃ���B
�������z�[�U�������͂��Ă��C������Ȃ����H
OEM���������B
>>461 �M������5ch�Œ�ʓI�Ƀ��|�[�g���Ă�̂��Ă����������B
>>461 >�A�M����
���x����˂��́H
�����̗p�ꂩ�炵�ĊԈ���Ă邯�ǁA�M�����Ȃ�ĕ��C�Ō�����Ђ����狖���Ă����
>>462 >OEM���������B
���X���Ђ���
�R�e������̌����Ă�u�M�����v�ɖ����Ɋ��݂��l������ˁB
>>466 ��`�����Ȃ��Ⴛ���������_�����ł��Ȃ����낤��
������������߂�Ηǂ��̂�
�M�Ɖ��x�̈Ⴂ��������Ȃ���Ђ�����d���Ȃ����Ƃ͎v������
>>467 ���_����Ȃ��Ċ��z�B
���_���ċc�_�̂��߂̂��̂ł����āA����͋c�_����܂ł��Ȃ����Ƃ��Ǝv���B
�R�e�̔M�����́A������d�C��K�X�̃G�l���M�[���ǂꂾ���R�e��ɗ^�����邩�ŗǂ��킯�ŁB
��ʓI�ȑ�����@�ɂ��Ă�JIS�ł���߂ĂȂ����A�e�Ђ܂��܂����낤���ǂˁB
�n�b�R�[��goot���A�������炽�߂�K�v������̂���?
2�N�O�ɓ����T�C�g�Ƃ����ԑg�ŕ������ꂽ�u�����@�B�g���H�E�n����v
�Ƃ����̂�^�悵�Ă������̂ʼn��߂Č��Ă݂��B
�{����NEC�X�y�[�X�e�N�m���W�[�ʼnq���ɓ��ڂ���@��������Ă���炵���B
�n���_�t���̃V�[���������āA�r�j�[������\���n���_���Ē[�q�ɂ��炰�Ă���
�t���b�N�X���n�P�œh��A�n���_���悹���R�e��ĂĂ���B
��ʓI�Ɍ����Ă�悤�ȑΏە��Ńn���_��n�����Ƃ��������͂��ĂȂ��ȁB
�Ώە��ƃR�e�̂̔M�e�ʁA����ɗ\���n���_�A�t���b�N�X�Ȃǂ̍�Ǝ菇�ł��������n���_��ƕ����ɂ��Ă�Ǝv���ȁB
>>469 �e�Ђ܂��܂��ǂ��납���肵�����Ƃ��Ȃ��Ǝv����
������@�����܂��ĂȂ�����
������u�M�����v�Ȃ�ĈӖ��s���Ȍ��t���g���Ă��܂�����
�M�`�B�����≷�x�����Ȃ�܂��Ӗ���������̂ɂ���ȃo�J�Ȍ��t�̎g�p�����܂ő�����낤
����Ȓp�������������������Ƃ��낪�u�d�M���v���Đ̂��猾���鏊�Ȃ���
>>472 >�e�Ђ܂��܂��ǂ��납���肵�����Ƃ��Ȃ��Ǝv����
>������@�����܂��ĂȂ�����
�����ł����Ă������łȂ��Ă��A�W���Ȃ��B���̏ꍇ�A�萫�I�Ȃ��̂ł����Ă��ǂ��킯�����B
���Ȃ��Ƃ��u���x�����v�͕ʂ̊T�O���Ǝv���B
�M�`�B�����͐��������Ă悭�킩��Ȃ��B����͉����Ӗ����Ă錾�t? �M�`�B���Ƃ͈Ⴄ��ȁc�B
�M�`�B���ƔM�����͕ʂ̊T�O�����B
�Ƃ���Łu����Ȓp��������������v���ĒN�����Ă��?
>>473 >�Ƃ���Łu����Ȓp��������������v���ĒN�����Ă��?
�N����
�܂�����Ă�
>>474 �ł���A���������B
>�u�d�M���v���Đ̂��猾���鏊�Ȃ���
����ꂽ���ƂȂ���B
���Ȃ��́A����ʂ̒N���Ɗ��Ⴂ���Ă��Ȃ�?
FX-888D�����炵���킹�ɂȂ�܂����H
����CXR31��KS-60R��2�{�g��
1�{���o�����������
>>477 �p���[������Ȃ��̂Ȃ��{���͖���
KS-60R��CXR-100�ɒu��������p���[�̖��͉R�݂����ɉ�������
FX-888D��65W������
�����H
>>479 �q�[�^�[�̏o�͂��~�M�ʂ̕�����������
�܂��A�q�[�^�[�o�͂����傫���Ă������܂ł̔M��R���傫���ƃ_��
�R�l�N�^�A�P�[�u���ނ�
�d�q�p�[�c�̗����͖�����
CXR31����30W���ۂ������邯��
22W�����������
�d�q���i�ł�������Ƒ傫�߂̂��Ƃ炢
�F�ܘY���Z��������K���Ă���ł�����
FX600
����Ƃ��A�}�]������i�̂������ł�����
FX600A
FX601�������
����FX888�̗\�Z����Ȃ璆��T12�X�e�[�V�����{�����R�e����ǂ��Ǝv���A�٘_�͏o����������
>>480 >�~�M�ʂ̕�����������
>�����܂ł̔M���R���傫���ƃ_��
�������ĂȂ����B
���낢�날��Ȃ�
�S�O�P 16 ���p���|���~�y�{���r �� Aliexpress!!!
https://www.youtube.com/watch?v=Umj76tLiTxs �B���q���� ���p���|���~�y�{�p �y�x �{�y���p�� �����t �w�p�|�p 900, �t�� 30
https://www.youtube.com/watch?v=u8SQTE5Aums >>484 �������̓��{��s���R�ŏȗ��������T�����̕��͂������ł��Ȃ��ĕ������l����
�T�����̕��͂͘b�����t�ɋ߂��Ǝv��Ȃ��Ɖ��������s���g�O��̂��Ƃ�����������Ǝv����
�Ƃ肠�����A
>>480�����{��̕s���R�ȕ������Ď��͕��������B
(�啨�̂͂t������)�q�[�^�[�����łȂ��āA���Đ�̒~�M�ʂ��d�v�ɂȂ�B
�Ȃ����A���Đ�[�܂ł̔M��R���傫���Ă����߁B
�ǂ��ɖ���������̂��낤�B
�~�M�ʂ��傫���Đ�[�܂ł��������Đ�(���g�������)��������A���Ă��Ƃ���Ȃ���?
���������AFX-888D�ɂ�FX-601�݂�����T19���g������@���Ȃ��̂��ȁA���Ďv������
FX-8805�����C���i�b�v����Ă���ˁB
>>488 >�~�M�ʂ��d�v�ɂȂ�
>�M��R���傫���Ă�����
�����B
�~�M�ʂ��傫���ĔM��R���������R�e�������Č��Ă��������ȁB
�f�J������͒~�M�ʂ͑傫���ĔM��R�͏�����
>>490 ���ΓI�Ȃ��ƂɂȂ邯���
�~�M�ʂ��傫��(�����Đ�̏ꍇ�u���̏d�ʂ��傫���v)
�M��R��������(����[�܂ł������ĒZ��)
T19-C65 6.5C�^
�~�M�ʂ�������(�����Đ�̏ꍇ�u���̏d�ʂ��������v)
�M��R��������(����[�܂ł��ׂ��Ē���)
T18-C05 0.5C�^
���ۂɗʂ������Ƃ͂Ȃ�����ǁAT18��T19�ł͏d�ʍ�������܂���B
(���Đ擷���̒����͂قƂ�Ǔ����ł����AT18�͊O�a6.9�AT19�͊O�a8.5�Ƃ����ꂽ����������܂�)
T12���ƁA���M�e�ʃ^�C�v�Ƃ��āA��[�̓����������Ȃ��Ă���^�C�v������܂��B
�~�M�ʂ��傫���āA�M��R��������
T12-WD52 / 5.2WD�^
���̋t�Œ~�M�ʂ��������A�M��R���傫��
T12-ILS / ILS�^
������������A����������ƌ����Ă�l�́A�~�M�ʂɂ��Ď��̂悤�ȉ��߂����Ă�̂���?
�E�M��~���邱�Ƃ��ł���Ƃ������Ƃł���
�E���̂��߂ɊO���ɔM�����Ȃ�
�E�܂肻��͊O���ɑ��ĔM��R���傫�����Ƃ��Ӗ�����
�����������B
>�~�M�ʂ�������(�����Đ�̏ꍇ�u���̏d�ʂ��������v)
>�M��R��������(����[�܂ł��ׂ��Ē���)
>T18-C05 0.5C�^
������
�M��R���傫��(����[�܂ł��ׂ��Ē���)
�ł����B
�ȒP�ɂ����ΔM��R�͒f�ʐςɔ����A�����ɔ�Ⴗ�����
�q�[�^�[�ƃR�e��̋����ς��Ȃ��Ȃ瑾���~�M�^�C�v�̕����M��R���������Ă��Ƃ���
��������ID:C3LPodYE�����M��R�Ƃ͉����������ĂȂ�����
>>434 ������Ə���w
>>452 ���̃N���X�ɂȂ�ƃK���G�|����J���ɉ��b�|����܂��݂����Ȏ������Ă��ڈ��ɂ��Ȃ��Ȃ�
���ۂɎg�����ł����Ƃ͂t���o������i�����C�͂t���ɋ�J����悤�Ȃ�g�����ɂȂ�Ȃ��킯�Łc
FX-801�Ƃ�RX-892AS�Ƃ������Ă݂������ǁC�_�͂n�����Ċ�Ԃ��炢�����g��������w
>>470 �����ƃt���b�N�X�h��Ȃ烄�j����͂̃t���b�N�X�ɗ���Ȃ��Ă��ǂ��̂ő��v������ˁ[
>>489 ����������8805�o�Č��\(4�N�߂��H)�o���ǂ��܂��ɉe������w
888D�̃I�v�V�������X�g�ɂ��R���o�[�W�����L�b�g(B5122)�͍ڂ��ĂȂ���
888D�g���Ă邯��
T19�CC2���o��Ȃ�R���o�[�W�������邩�c�Ƃ͎v������
��{�A�啨�����ŃR�e��̃o���G�[�V�����������Ȃ����
�X�e�[�V�����ꏏ�ɂ��ėp�r���ɃR�e�����Ƃ��v��������
���̓x�ɍZ���l�ύX�����h�C����c
>888D�̃I�v�V�������X�g�ɂ��R���o�[�W�����L�b�g(B5122)�͍ڂ��ĂȂ���
���������[�B���������ȂB
FX-600/601�Ɠ����ŁA�܃i�b�g�ƃp�C�v�̌�����T19�Ή��ɂȂ�̂��B
���i���́A�ʎY���̈Ⴂ���炢�Ȃ�ł���ˁB
�Ƃ͂����Ă��AT18�ł�C5���Ƃ��������̃R�l�N�^�ł��s���R�͂��Ȃ����B
���܂�T19�Ή��̎��v�͂Ȃ��̂����B
>>494 ���ۂɂ͓��̉�̕����̔M��R�͖����ł���قǏ�����
�q�[�^�[�Ƌ��������̐ڐG�M��R���傫���i���ɂȂ�j���Ƃ�����
>>499 ��̕����͂ˁB
���Ȃ�傫���̂���̕�������A�͂t�����s����[�����܂ł̔M��R����B
����ɉ����āAB��C�̖{���̐�[�����͓S�̉e���œ`���ɂ����Ȃ��Ă�킯�ŁB
���̘b�ɖ߂邯��ǁA
>>477��KS-60R�����ǁA������ē��^�q�[�^�[�ɖ_�Đ�Ȃ��A
�������b�g���ł��A�_�q�[�^�[�{�����Đ�̃^�C�v�ɂȂ邾���ł����Ȃ�Ⴄ�B
�M�������ɂ������ˁB
CXR-31�łǂ�Ȃ͂t�������Ă��邩�����ǁA���ꂪ�d�q�H��Ȃ�A������
����邾���ŁA���K�ɂȂ��Ȃ����Ǝv���B
�Z���~�b�N�q�[�^�[�̔��M�̂̍ގ������ׂĂ��o�Ă��Ȃ�
�j�N��������R���x�W�����������̂��낤���lj��g���Ă�
http://handa-craft.hakko.com/support/soldering-iron-type.html >�Z���~�b�N�q�[�^�[
>�^���O�X�e���ō�����q�[�^�[���Z���~�b�N�ŕ��ŁA���Đ�����������M���܂��B
hakko�̃y�[�W�ɏ����Ă����A�z������
>>502 ���������R�e�ł̓j�N�������i���ۂ̓J���^�����j�g���Ă�̂����邯�ǁA
���ʂ͋�Ȃǂ̒�R���x�W���̑傫������
TCR�͑�T4000ppm���x
���M�̂̍ގ��Ȃǂ͋��Z����TDK�Ȃǂ̃Z���~�b�N�q�[�^�[���[�J�[�Œ��ׂ�Ƃ킩��Ǝv��
>>501 >���Ȃ�Ⴄ
���Ȃ�Ⴄ���x�ŗǂ���A
�R�e��6mm�̖_�R�e��Ȃ�g����͂�������KS-100R�̏����ɕς���Ƃ����I��������Ǝv�����A
�K�������R�X�g�p�t�H�[�}���X���ǂ��Ƃ͌���Ȃ�
�����͌��\�����Ȃ̂Ŕ����ւ��������������Ǝv��
>>504 �������A���������R�e(�R�e�ɉ��x�Z���T�[����)�ł͉��x�����d�q��H�ł�邩��
��R���x�W���̏������j�N�������̂ق����s���������̂�
goot��RX-802AS�Ƃ��A�Ȃ��j�N�����q�[�^�[�Ȃ̂��䂾�������ǂ悤�₭�����ł���
�s���������Ƃ��������x�W���̕K�v���Ȃ��B
�q�[�^�[�̍��₷���Ƃ��≏��R�Ƃ��̕������ƂȂ�B
>>507 �܂�j�N�����q�[�^�[�̂ق����≏�Ƃ�₷���́H
>>508 ����Ȏ��͂Ȃ�
�q�[�^�[�̍��₷���ł̓J���^�����͗Z�_�������̂ŋ�������ɂ������A
���Ȃ��̌����悤��TCR�����������������I�����牷���R�e�̒��ł������i�����̓j�N�����q�[�^�[�ɂ���
�̂��炢���ł͂Ȃ����B�q�[�^�[�͕|��
�q�[�^�[�ƘT�H
>>510 ������R�e���[�J�[�̓q�[�^�[�̏ڍׂ̓q�^�B��
�Ђ��B��
�@�@�^�܁R
�@ / =߃��)
�@�b �t�@/
�@(�@�R�m
�@ �>�m
�B���t
�J���^���n�͐��Ԃ̐≏���s�v(��d���쓮�Ȃ班�Ȃ��^�[�����ł��\��)�ő啝�ɍ����x���o����̂��ő�̃����b�g����
>>477 ��{����2�{�ł��Ȃ��镁�ʂ̍�ƂȂ�888D 1�{�ł��Ȃ��邩����v���Ǝv���܂���
�����CKS-60R�͕����Ă�����540���܂ŏオ��炵�����C��6*80mm���Č��\�ȔM�e�ʂȂ̂ŁC
�K�Ȃ͂t�����x�Ƃ��l�����ɉ��x�ƔM�e�ʂŃh�J�b�Ƃ��悤�ȗp�r�ł�KS-60R�̕�����������
>>497,498
�����Ė�����T19�͗D����888�ɂ͎����킵���Ȃ��̂Łc
(���͂�����)
888D������CXR31�͂܂������o�Ԃ��Ȃ��Ȃ�܂����H
KS-60R�͂Ƃ��Ă����������ǂ������ł���
�����H
888D�͎����Ă��̃����h�C�����w
����ς�ʑ̂͏o�����肵�܂�����͖ʓ|�H
�����̎�Ȃ�ŕ��i�͂��܂��Ă�������
>>516 �u�o�����肵�܂�����v�Ƃ��������o���Ēu���Ă���̂��ז��B
���܂�Ȃ���������Ȃ����A�O�Ɏ����čs���ƂȂ�Ɩ����B
�Œ�̍�ƃX�y�[�X������Ȃ炢�����ǂ�
KS-60R�͒��啨�p�ɒu���Ă����̂ł���A
�o�����肵�܂����肷��Ȃ�888D�ł͂Ȃ�FX-600�ł������̂ł͂Ȃ�?
FX-888��FX-950/951�Ƃ̊Ԃ̗����̈Ⴂ�̂��������قǂɂ́A
FX-600��FX888�̈Ⴂ�͖����悤�Ɏv���B
>>514 ��{�I�ɐ����u���Ŏg������888D�Œu�������\�ł����C�̂Ă��ɂ��܂�����ł������炢���ǂ������H
888D+�R���o�[�W�����L�b�g(B5122)+T19���Đ�Ȃ�T18��1.7�{���x�̔M�e�ʂɂȂ�̂ŁC���Ȃ�̑啨�܂ōs����͂��ł���
����ł�R-6BC(KS-60R����)�͊T�Z��T19��1.8�{���x������̂ŁCKS-60R�ŃM���M����������Ƃ�888D�ł͌���������
CXR-31��������Ȃ��炱�Đ�(goot PX-60RT)�̗��p�������܂����C2�J�������ɉ��M���������ɏo�Ԃ����邩���m��܂���
�v���X�`�b�N��n�����čE���J����悤�ȗp�r������̂ŁA���������Ƃ��̂��߂Ɏ����Ă���̂������͂Ȃ��B
��������Ƃ��Đ悪���ށB
�܂��O����ɃN���[�j���O������A���Đ��������ςޘb�ł͂��邪�B
888D��65W�݂����ł���
1005�Ƃ�0.5mm�s�b�`�݂����Ȃ̂��������傤�Ԃł��傤���H
>>522 ���x�����t���Ȃ̂ő��v�ł���B���Ƃ͓K�Ȃ��Đ�I�сB
���߂ēd���͂z�����@�������ǁA���ꂷ������
�X�b�|������GND�̂͂Ƃ��T�[�}���r�A�ł���킵�Ă��̂ɂ����Ƃ����Ԃɂ��ꂢ�ɔ�������
>>524 �܂��������ł���
���ꂪ�Ȃ��Ǝ��Ȃ����̂�����
����ɔ�ׂ�X�b�|���Ƃ��I���`���݂����Ȃ���
�������Ŏg���������Ƃ������܂�g���������̂ł͂Ȃ�����
��n�����ʓ|�ł�����
���ɂǂ����悤���Ȃ�����d���Ȃ��g���Ƃ��������̂���
>>524 �X�b�|�����͂z������������Ȃ�������ď�Ɏg�������Ȃ����
>>524 �����Ă��̂ŃL�[�{�[�h�̃X�C�b�`�S��������
�X�b�|�������낤�Ƃ��v��Ȃ�����
�d���������ۂ�Ƃ͒i�Ⴂ�Ȃ͓̂��ӂ��邯�ǁA���w��̓��w�Ɍq�����Ă�s���Ƃ��N�����`���H���ꂽ�s���Ƃ����Ƃ���ς��J����B
���s���̕��i���Ƃ��͏������͂w���g�����Ƃ��������ȁB
�q�[�g�K���Ŋ�S�̂��t���
�n���_�S�e�Ŏ��Ӄp�^�[�������߂�
�d���ŋz�����Ə�肭��������A���s������A�j����
HAKKO�̃v���q�[�^�[�ʼn�����A�q�[�g�K���ŏォ��B
��Œ肵�Ƃ��č���Ƀq�[�g�K���E��ɃX�b�|���B
���܂��������Ǝv���Ċ��A���i�̋r�ɃX���[�z�[���̃��b�L������������Ă�����B
�X�e���V���v�����^�͍������傫�߂��Ŕ����̂��S�O���Ă������AYoutube��
����Ȏ��삵�Ă���l�������āA�܂˂����Ă�������B���q�悭�g����B
https://www.youtube.com/watch?v=06pBT5ii6Hc �x�[�X�̔̓A���~�łȂ��I�ɂ��āA�^�b�s���O�l�W�Ńq���W�N�����v���~�߂��B
https://www.irisplaza.co.jp/index.php?KB=SHOSAI&;SID=H556496F
����Ă悩�����B�N���[���͂��Y�����ɋψ�ɓh�z�ł���B
�����������x�ǂ������ȃN�����v������̂�
�z�����ܐ�
�~�X��܂ł�
>>524 �z�����@�͉�ЂɂȂ�����g�������Ɩ������ǃr�A�̓q�[�g�K���̍a�̃A�^�b�`�����g�œ������Ƃł����
�܂��z�����@�̕����y���낤���Njz�����݂͂ǂ����Ă������e�i���X�ʓ|������
�q�[�g�K���͐̍a�̂�t���Ă���Ă�����ߔM�h�~���������炵�����x���オ��Ȃ��Ȃ�A���������ȂƎv���ĉ��x���グ�Ă�����}�ɔM�����o�Ă��Ċ���ł��������Ƃ�����
>>538 �����e�i���X�͂���Ȃɑ�ς���Ȃ���
���X�͓��ɗ��܂锼�c�N�Y���̂Ă邾��
���܂ɃO���X�E�[���������ƌ����Ă������z���ē��ɓ���邾���A���\�w�r�[�Ɏg���Ă��N�Ɉ�A�����x�t�B���^�[�̃t�F���g�������炢��
�ƂĂ�����Ȃ��̂ł͍ς܂Ȃ�������
�m�Y�����l�܂�
�p�C�v���l�܂�
�͂����͕�����ɂȂ��Ă���̂������ĕ��̂悤�ɎU���
�����ɔ�ׂ�����������Ƃł͂Ȃ����A�Ă��t���h�~�O���[�X��h���Ă��珉�߂Ďg���Ɖ����o�Ă߂�����L��
>>541 �g����������Ȃ��H
�����l�܂�͕̂��i����K�x�ɖ_�ł��Ă����Ȃɂ܂�Ȃ�
�l�܂����Ƃ��̂��߂�0.5mm���炢�̃h�����ƃs���o�C�X�p�ӂ��Ƃ��Ƃ���ł������Ċђʂ�����
���������p�C�v�l�܂�̂͂�������
�t�B���^�[�𐳂����������Ă�ΐ�Ƀt�B���^�[���l�܂邩��
������p���Ă����ǃp�C�v�����ă_���ɂȂ������͂��邯�Njl�܂������͂Ȃ���
>>542 >>540�ɂ���Ȃ��Ƃ͑S�������ĂȂ��B
> ���X�͓��ɗ��܂锼�c�N�Y���̂Ă邾��
�ƌ����Ă����̂ɁA�����ĂȂ����Ƃ����X�Əo�Ă��āA
> �g����������Ȃ��H
�Ƃ�����ƌ����Ă̂�����悤�łȂ��ƃu���b�N��Ƃ͂���Ă����Ȃ����Ƃ��悭�킩��Ǝv���B
>>542 ��{�S�~�̂Ă邾�����˂�����
����ȊO�͓��X�̃����e����Ȃ��Ĕ��c�̃R�e��ς���Ƃ����x����Ƃ�
�s���o�C�X���Ȃ��Ă�����������ƕ֗�������Ă���
�p�C�v�l�܂�͎̂g�������Ԉ���Ă邨�O������
>>543 ���X�l�܂�킯����Ȃ����
���ƕ����U���̂����O������
�S�~���̏�œ����O������Ă���
�X�b�|�����`���[�W����Ƃ��̕����]���S�~���U����
>>543 y3QrwF99 �̓n���_�z�����@���[�J�[�͉R���ł����Č���������
>>539 �Q�l�ɂ���������ǂ̌^�Ԃ�������
>>539,541
�����ǂ̐��i�ł������̂��C�ɂȂ�̂����E�E�E
>>541�͂ӂ��ɂ��肤�邱�Ƃł́B
�u�͂����͕�����Ɂv�͉��������ĕ��Ȃ̂��A���邢�͂����łȂ��u���������v�Ȃ̂��͔��Ɏ�ϓI�Ȃ��̂ɉ߂��Ȃ����A
�u�߂�����L���v�͑S���D�݂̘b�B���̓����e�̂��ƂȂƎv���B
�A���J�[�͏�����Ă��Ȃ����ǁA
>>540����̗���ŁA�����������Ƃ���ȁB
�u�����e�i���X�͂���Ȃɑ�ς���Ȃ������X�͓��ɗ��܂锼�c�N�Y���̂Ă邾���v
�u�ƂĂ�����ȃ����e�i���X�ł͍ς܂Ȃ������B���ꂾ����������A�m�Y�����l�܂�A�p�C�v���l�܂�v
�u�g���������̂ł́B�����l�܂�͕̂��i����K�x�ɖ_�ł��Ă����Ȃɂ܂�Ȃ��v
�b�����ݍ����Ă��Ȃ��B
���Ă������A�u���X�͓��ɗ��܂锼�c�N�Y���̂Ă邾���v����u���i����K�x�ɖ_�ł��Ă�v�ɕς���Ă��ˁB
����Ƃ��u���X�v��u���i�v���z�肵�Ă���p�x���Ⴄ�̂���?
���̌��ꊴ�o�œǂ߂A�u���X�́v�̕����́u�������炢�͗��܂锼�c�N�Y���̂Ă邾���v�ɓǂݎ��邵
�u���i����v�́u�g�����тɁA����ɕK�v�ɉ����āA�_�ł��Ă�v�ɓǂݎ��邵�A�����l�̈ӌ��Ƃ͎v���Ȃ��B
�W�ҏW�܂��ă��A���t�@�C�g���ė�����
�Ō�܂Ő����c����������������Ă��Ƃł������炳
>>551 ���肦�Ȃ�
�_�ł����Ĕ��c�R�e�̃R�e��@�����x���Ń����e�̂����ɓ���Ȃ�����
���������̂́A���c�z�����@�͈���������ă����e�i���X����ςňٗl�Ƀn�[�h���̍����Ďg���ɂ������݂����ȈӖ��̂킩��Ȃ���`�����Ă�l�����邯��
���ۂɂ͂���ȂɈ����̓�����̂ł������������֗��Ȃ��̂����甼�c�O���@��̑����l�͐�ɓ�����������������Ƃ�����
���c�z�����@�ŕςȃg���u�����������Ă�l�͑����g����������������P��������������Ȃ��H���Ď�
>>553 ���O��y3QrwF99�͉R�����Ƃ������Ƃ͂悭������
���X���̃e���v���@�H��̍��ɂ������Ă�����
�s�W�R��
https://www.piergiacomi.com/piergiacomi/en.html goot HAKKO �t�W��q���ʍɂ̂݁r��Made in ITALY�̐�����
>>553 �u���X�́A���ɗ��܂锼�c�N�Y���̂Ă邾����������A�m�Y�����l�܂�A�p�C�v���l�܂�v
�����肦�Ȃ�����?
>>558 �R�e���̐�_�S������z���Ė{���ɂǂ����悤�������z���肾��
���c�N�Y�݂����ɓ��X�̂Ă���Ɨǂ����ǂ�
good��PX-501���Ĉ������ǂǂ�Ȋ����H
>���c�z�����@�͈���������ă����e�i���X����ςňٗl�Ƀn�[�h���̍����Ďg���ɂ������݂����ȈӖ��̂킩��Ȃ���`�����Ă�l
�ǂ̐l? �g������ɂ̓����e���Ȃ��ƃ_���ɂȂ��ˁA���炢�̐l�͂��邯�ǁB
�Ȃg����߂ɔ�Q�ϑz�������Ă����B
���̎�̍�Ƒ䂪�~�������������œ��{�Ŕ����Ă���
�������Œ����Ŕ����Ă����i�������C�������
https://base-ec2if.akamaized.net/w=500,a=0,q=90,u=1/images/item/origin/cf4628a7265c66693f19d0b1332b1167.jpg �Ђ┚���̋��ꂶ��Ȃ��E�E�E
> �A���J�����d�r�����ꂽ�܂܁AAC�A�_�v�^�[��}���ƁA
������Ђ̉B�ꂽ���Q������܂��̂ŁA ������������āA(���������Ӂ����j
>>560 �Ⴆ��Ȃ牷�����������r���[�ȃX�e�[�V���������ɂȂ��Ē������ז��ɂȂ�A�l�i�����ˏオ����FX-601�B
�X�e�[�V�����قǂǂ����肵�ĂȂ���ɃP�[�u���ł������ƒ��������A�R�[�h�O���Ȃ�����Еt����Ƃ��}�W�Ŏז��B
�����ړI�Ȃ����PX-201��FX-601�̕����g���₷���čK���ɂȂ��B
�X�e�[�V�����^�������Ȃ�����Ƌ��o����FX-951�Ƃ�RX-701�����������K���ɂȂ��Ǝv���B
�����͓d���X�C�b�`���邮�炢�����ǁAFX-601�Ǝ茳�X�C�b�`���������������B
���c�t�����͕̂��ʂɏo���邵�A�����Ƃ��Đ��\�������Ƃ��͖����B
�R�e���͎̂����������͑���goot�̃n���_�S�e�ƕς��Ȃ��B
�X�e�[�V�����Ƃ��Ă��A��X�e�[�V�����Ƃ��Ă��g�����肪�ǂ��Ȃ�����A
���̌`��ɍ��ꂽ�̂łȂ����߂Ƃ����Ċ����B
PX-501����PX-601�̕����g�����肪�����Ǝv�����A���\�I�ɂ͂ǂ���������
�����Ƃ����X�e�[�V�����^�ɋ��߂�A�X�e�[�V�����^�Ƃ��Ă̋@�\
(1)�g�����X�Ő≏����Ă���B
(2)��d���쓮�Ȃ̂ŁA�R�e���̃R�[�h�ɏ_����������̂��I�ׂ�
(3)���䕔���X�e�[�V�����ɓ��邩��R�e�����ׂ��y�ʂɂł���B
���Ȃ��Ƃ��APX-501��(1)��(2)�͊��҂ł��Ȃ����Ȃ��B
PX-201�͂��ĕ��Ɍ����������āAC��D�݂����Ȃ��Đ�̂Ƃ��ɏ����ʓ|�B
>>562 �t���h�~�_�C�I�[�h����������AC�A�_�v�^�̓d�������d�r���ɉ�荞�ނ�����
�P�`��������LED���C�g�ɂ͗ǂ�����d�l������ߓx�ɐS�z���Ȃ��Ă����v
�Ȃ��A���j�o�[�T����ɔ��c�t������Ȃ璷���X�y�[�T�[����
�l���ɃX�y�[�T�[�����t�����������肷���
>>567 3�����҂ł��Ȃ���B
���^��PX-201�Ƌ��ʂȂ̂����ʂɑ������A�R�e���͌y���̂����m��Ȃ����ǁA�_��̖����R�[�h�������䖳���ɂ��Ă�B
>>556�̌����ʂ�A���߂�PX-601�ɂ������������B
������A��AS�̈Ⴂ�͊m���R���Z���g�̐ڒn�ɂƐF�̈Ⴂ�A�������Ǝv���B
>>562 ����̃L�Y�h�~�ׂ̈ɕt���Ă���k���N���b�v�̃r�j�[���J�o�[��
���{�̔��ɂ͕t���ĂȂ��ăA���̈����ɂ͕t���Ă��˂�
�܂��A�ǂ���������������
>>1 https://www.piergiacomi.com/piergiacomi/en.html �s�W�R�� goot HAKKO �t�W��q���ʍɂ̂݁r��Made in ITALY�̐�����
>>556 ���� �������t�W��̎g���Ă��Ȃ�
>>560 �������z��FX-600/HS-26�̕����l�i�����ɂ��Ă��ǂ��Ǝv���܂�
�l�I�ɂ�goot���{�C�ō����FX-600�̑R�n�����������ǁC����FX-600���������Đ킦�Ȃ�w
(goot RX-701/711��HAKKO 888/888D�Ɏ~�ߎh���ꂽ�������邵�Ȃ��c)
�EFX-600��50W�ɑ���PX-501/601��85W�ƃ��b�g����1.7�{�����邪�C�ߓn�����͗�邵�����オ��������Ȃ�
���̕ӂ͐�[�ɃZ���T�[/���̌��Ƀq�[�^�[�G�������g��z���Ă��邩�C�q�[�^�[�G�������g���̕��̉��x�𑪂��Ă��邩�̍����Ȃ�
https://pbs.twimg.com/media/Dh0vzirU0AA-hoS.jpg https://pbs.twimg.com/media/Dh6OtTdV4AEO3p5.jpg �����̃O���t�����Ɏ��ԥ���x�������킹�ďd�˂� �Z���Ԃ�goot PX-501/601 ���W���ƐԂ�HAKKO 933��FX-600
�͂t���̍�Ɠ��e�͈قȂ邪�C�d��������̗����オ��ƍ�ƌ�̖߂���ɒ���
�EPX-501/601�͂��Đ扷�x���������ɑ��đS�R�����Ă��Ȃ�
�����̌�(N=5)�ł́C300���ŃL�����u���[�V��������Ă�350���̐ݒ�ł�370�����炢�ɂȂ��Ă��܂���
(�����\���N�O�̌̂Ȃ̂ŁC���̕ӂ͉��P����Ă���\�������邪�c)
FX-600/601/HS-26�̏ꍇ�͑����o�בO��1�{1�{�L�����u���[�V��������Ă�����(HAKKO�̉����͐V�i�ł��Ă��������Ă�)�قڃh���s�V���C���x��ς��Ă�����Ȃɂ���Ȃ�����
FX-600���ň�\3,600���炢��PX-501/601���ň�\7,600���炢(�l�b�g�V���b�v�ň����z�͂��ĕ��݂̂Ȃ̂Œ��ӁI)�Ȃ̌���ƁC�����I�����ɂ͂Ȃ蓾�Ȃ����Ȃ��Ɓc
�Ƃ肠�����A�܂������ĂȂ��Ȃ�FX-600/601�����Ă݂Ă���ł��x���Ȃ��B
FX-600�ɖ�������������ς�ŗǂ��������A����ł�PX-501���Y����Ȃ��Ȃ�PX-201�������B
PX-201�͑��������Ă邵���������炻��ł������A�����s���Ȃ�FX-601�ɖ߂�����B
��������������PX-501��������B
����ł��Ȃ��APX-501�ɁA���̒���崂�M���p�g�X��������Ȃ甃�������B
>>571 �X�~�`���[�u�Ō�t�������B
�Ȃ��Ȃ�����B
���j���������ɊJ���Ȃ�����Е����Ă��������̂������������
>>575 ���j���̌Œ肳��Ă��Ȃ����̌��ɃP�[�u����t���A
���̃P�[�u�����Œ肵�Ă���o�[�̉���ʂ��Č���ֈ����o���Ă��������2�{�q����
���̂Ȃ����Ƃ��������ֈ�������Γ����ɊJ����������Ȃ�
�����R�e��ƃq�[�^�[��������Ă�͎̂g�������Ȃ���
�q�[�^�[�̉��x�����m�ł��R�e��̉��x�Ⴄ��
>>577 �����
���Đ悪�Â��Ȃ�Ɖ��x������Ă���
T-12�݂����ȃR���|�W�b�g�q�[�^�[�R�e���1�{��HC�Ŕ����Ă�����Z���~�b�N�q�[�^�[�̃n���_�S�e���������B
���p���Ƃ��̓_�����͋��������Ȃ邱�Ƃ�����B
�z�r�[�p�r�Ȃ�T12�Ȃ�Đ��N�����Ȃ����H
�����10�N�ς��ĂȂ����܂��܂��g����
T12���Ē��̃R�s�[�i�����ȁB
>>582 ���t���[�g���Ă�Ə��ނ̑����B
���B�̊��Ɍ��������ȂƂ���̓z�r�[�p�r�ł����t���[�n���_�g����
����Ă݂�����
���ނ̂��������x�����͂͂t���̕p�x�ɂ���邵�ˁB
�����Ǝ��삵�������ł͂t�����Ȃ����ǁA�N��C,R,IC���݂��݂Ő���̕��i��
T12��4�킮�炢���g���ĉ��t���[�ł͂t������B����ŃA�N�V�f���g���Ȃ����2�N���炢�͎g���Ă�B
���t���[�ł��Đ悪�������ނƂ����l�́A��ނȂ��ꍇ���܂߂ĉ��̏����ɍ����悤�Ȃ��Ƃ����ĂȂ����ȁB
�E��-���^�C�v���g����B
�E�����Ŏg���Ă�(�����320�`330�������S)
�E�N���[�i�[�Ƃ��ċ����^���V���g���ĂāA���Ƃ��邲�ƂɃK�V�K�V�Ƃ������Ă�B
�E�Ώۂɂ��Đ���������Ă�Ȃ�����B
�����́�
http://www.hakko.com/japan/hint/topic_tips_life_1.html >>586 �����������͂����ĂȂ�
�t�����X�̃A�}�]���� soudure 60 40 �Ō�������ƁA������Ȃ����Ƃ͂Ȃ�����ǁA�}�W���Ȃ��ˁA������B
���t���[�́Asans plomb ���Ă����ˁB����Ղ�ށH
������FX-100�����x���߂ł��Ȃ��Ă炢
>>584 ����T12
�R���g���[���[�̓}�g��
�`�b�v�͋��ǂ�
T31-03JS02�_������������
��[���ׂ��Ƃ͂R�[�g�������Ȃ�H
320�����炢���~����
>>591 �ŏ��͂���Ȃ����Ǝv��������
����ς艷���~������
������3�������Ă��邩��
�ꐶ�����v
25�N���炢�O������1kg�����܂��S�R�Ȃ��Ȃ�Ȃ���
>>596 �������A������������ł����H
���Ƃʼn��n���_�̃����b�g����̂��H
�t���[���ɉ�����Ȃ�Ďg������RoHS�F�ǂ�����́H���Ċ�������
�t���[���ɉ�����n���_���������Ċ��S�Ɏ��̈Č��ɂȂ����悤���̉��
�N�����u���Ƃʼn��n���_�̃����b�g������v�Ƃ������Ă���킯�ł��Ȃ��̂�
���Ƃʼn��n���_�̃����b�g����̂��H �Ƃ͓��˂��ȁB
����ȗp�r�ʼn�����w�肪���邩��A���p�t���[�����c���Ă���A�ƒm�荇���̎���������B
�ڂ����͌����Ă���Ȃ����ǁA�R���V���[�}�p�̐��i�ł͂Ȃ����Ƃ͊m���B
�Y�Ɨp�r�ł͍��ł��M�����D��ʼn�������g���Ă���B
�������������������B
�F���Ƃ��q��@�֘A���ȁB
�N���e�B�J���ȗp�r����܂�
������̓Ɲ���ł��傤
>>598 EU���ɗ��s�҂�������̃n���_���g�������i���������ނ�
��͂�{�b�V�������̂��ȁH
>>602 ���s�҂��������ނ͖̂��Ȃ��͂��B
�̔��Ƃ͕ʁB
>>599 >�N�����u���Ƃʼn�
���Ƃ��Č����Ă鎞�_�Ńs���g�O��
>>598 RoHS�Ƃ����O����ɏ����Ă�ł���
���ɑ̂ɉe��������Ĉꕔ�̉�����
�J�����̃����Y�̉������Q�Ȃ̂ɔp�~���₪����
�R���W�����͂���A���l���Ă���푈�Ȃ�ďo������
�������s���w�b�_�[�̃n���_�̏��̈�����
���X���������Ă��Ȃ��Ƃ��ꂢ�ɏ��Ȃ�
�H���̂�������z���t���悤�ɏ����ǂ�
�F���Ȃ�����
���t���b�V���������ĉ��n�߂��������тĂ�̂�����ˁB
�t���b�N�X�h�����炢�����Ȃ����ȁH
>>614 ����͖{���ɋ��Ȃ̂��H
���ɂ悭�����ʂ̉�������Ȃ��̂��H
�Ȃ����̘B���p�݂����ȗ���ɂȂ��Ă�����
�H���̃s���w�b�_�[���ē��{���Ȃ́H
���n���_�ɂȂ�ƌR����������Ȃ��O��
���O��͕���ł�����Ă�̂�
���b�L�̉��n�����͎�Ԃ����邩�猃���i�̓P�`���Ă邾�낤�Ȃ�
�H���̔����t���S���͈̂���A�z�r�[���[�X�ōŒ���K�v�ȕi���̓N���A���Ă�
amazon�̒��ؕi(HiLetgo�Ƃ�)�͍ŏ�����[�q�K�тĂ�������
>>617 �^�J���b�L���邭�炢�Ȃ�ŏ�����^�J�ō�������������̂���Ȃ����H
>>620 Aliexpress�Ŕ����Ă��銪�����n���_�͉��t���[������������邵
�N���[���͂͂قڂ��ׂĉ����肾�B
�����肪�R���Y�Ƃ���Ƃ͎v���Ȃ����B
>>625 ������Pb�t���[�n���_�͉�����ŗǂ��t������֗��A����
���̒m���Ă�P���b�g1���̕���i�����Ȗ����j�ł͉����肪�f�t�H
���t���[����A���ĒN����������?
>>625���g�����o�ł�?
���t���[�Ȃ̂ɉ��t���[�����ĂȂ��̂�
���t���[���Z�_�͂̎��p���͂܂��Ȃ̂��Ȃ�
��Z�����ł������i���ł��Ă��Ȃ����ǁE�E�E
>>631 >���t���[���Z�_
���t���[���Z�_������ቷ�n���_
���œ�̍��Z�_�n���_�Ƃ�����悗
>>633 �s�����Ƃ��ĉ������Ă���
>>636 15�����������
10�s�ȓ��œ��e��Z�߂Ă���
�Đ��X�s�[�h��1.5�{�ɂ���Ƃ��̍H�v�����Ȃ��̂��B
����ł��҂ĂȂ���Α����肷������̂ɁB
>>638 �����炭���͂Ȃ�1����������Ȃ����e��
10���������Č��Ă��Ȃ���
�����
�����ƁA���Ƃ���A��Ⴂ
�Ȗ��ȁI
>>638 �͂��͂��A�Đ����҂�����X���[���Ƃ�
�l�̏����J��n��ɑ��ĂȂ�ł���ȂɈ̂����ɐU��܂�����̂��ˁB
����́@�@��x����������ƂȂ��@�@���炾��
>>608 �����ǂ����ǂ��c���Ă邮�炢�B
>>642-643 �X���̗���Ԃ������ĂȂ�ł���Ȉ̂����ȑԓx�H
��C�������Ă��߂�Ȃ������ł��Ȃ��́H
>>645 >�̂����ȑԓx�H
�N���ǂ̐l�ɑ���?
>>642-643 ��C�������Ă��߂�Ȃ����B
>>652 �킩��Ηǂ��A���ꂩ��C������
>>655 �킩��Ηǂ��A���ꂩ��C������
��ڌ������͂܂��Ǝv��
>>657 �F�ڌ����ł��߂�Ȃ����B
�����Ȃ�ƃn���_��Ƃ����ɂȂ���
�Ă͓d�q�H�쎩�̂��Ȃ���
���ɂƂ��Ă͓~�̎
�͂֗̕��Ƃ��n���h�u�b�N���Ă����ł����H
�͂̋��ȏ���T���Ɓ@200�y�[�W�`300�y�[�W���炢�̖{��
���\����܂����A�Ȃ����������z�͌�����܂���
�����ޗ��̖{�Ƃ��ɂȂ�ƕ������������{�Ƃ͌��\����܂���
�͂ɂ͂Ȃ��ł��傤���H
����قLjꐶ������������Ă镨�ł͂Ȃ�����
�֘A�w��Ƃ����̂����܂薳�����A
�������̎������[�J�[�ȊO�ł͂قƂ�nj�������Ȃ���������
�����ޗ��ȂƂ͔�r�ɂȂ�Ȃ��ł��傤
JIS�ł͗n�ڂ̈ꕔ������n�ڂ̃n���h�u�b�N�Ƃ��Ȃ炠���
�Ȃɂ������ď����Ȃ��Ă��Đ�̉��x����ɋ߂Â��ĉ��x�𑪂�̂��₾��
>
>>667 >
>>667 ���肪�Ƃ��������܂�
�͂֗̕��Ƃ�����Ȃ��n�ڂ�1�J�e�S���ŒT�������Ȃ��悤�ł���
�O���̂�ł�����悩�����̂ł���
>>669 ��ʃZ���T�[�I�H�A���x�ǂꂭ�炢��
>>671 �}30�����炢���ȁA�����������m
����A�����Ă݂����ǁA���܂肫�ꂢ�Ɏ��Ȃ��B
�ȂR�c������̂��H
https://www.aliexpress.com/item/1000001831864.html >>674 ���Α�������R�e�ł������߂ċz���B
>>674 �����Č����n���_���悭�n����悤�ɏ����̏�Ԃ����ꂢ�ɕۂ�
��������̓_������B�d�����̂����Ȃ��ƁB
�V���b���Y�Ȃ�d���ɉ������Ďg����炵����
����ɂ��Ă����A�_�����_���łȂ��Ƃ����C�`�[���v�l�Ɋׂ�͔̂�����ׂ��B
���Ȃ��Ƃ��A�����ǂ�Ȃӂ��ɂ����Ȃ��̂���������Ȃ��ƁB
���w�̍��X�|�C�g�݂����ȃS���̃y�R�y�R����z�̂���
�͂z�����@���g���Ă��̂��v���o����
���̃^�C�v�͂����Ȃ��̂���
����A�n���_�n�����ăv�V�����Ƌ�C�𑗂�A�n���_�Α��ɔ���ƕ֗���������ȁ[
�܂����ؐ��œd��110 v���Ă��邩��d������Ȃ����
110V�̃q�[�^�[��100V�Ŏg������A�P���v�Z��83%�B
�g������̂��A�g���˂����ɂȂ邮�炢�̗L�ӂȍ��ɂȂ邩�ȁB
���Ȃ݂ɃV���b���Y�������Ă邯�ǁA�����Ă����Ɗ���ł��邮�炢��
�M���Ȃ�̂Ńp���R���ŗ��Ƃ��Ă�B
���t�I�N��5��~���炢�Ŕ�����HAKKO808��10�N���炢�g���Ă邯�Ǔ��ɕs���͂Ȃ��B
>>682�@�@������ā�����H
NTE ECG J-045-DS 45 WATT ELECTRIC CORDED DESOLDERING IRON
https://www.ebay.com/itm/-/181729042962 >>687 �S���̐�̋z�������͔����e�t����������
>>687 ����Ȋ�������������
�����ƒZ����������
�摜�͌��������ǂ��ꌋ�ǂǂ��̃��[�J�[�̂������낤
�z�[���Z���^�[�Ŕ������L���͂���
http://2hz.org/wana/DSCF0015-2.jpg �����̂���ẮA�v���C�̓���ȁH
�A�}�]���ł����o�[�o���u�̖��O�Ŕ����Ă�ˁB
>>690 �ӂ���goot�A�G���W�j�A�A�z�[�U�������肾������Ȃ������낤���B
tictoc�ʼn��M�̗��[��12V�����ăn���_�n�����Ă�̂��������ǁA�N��������H
>>685 �R���Z���g�d����107V�ɋ߂��l����Ȃ��ƌ����������ˁB
103V��荂���R���Z���g���Ă���܂薳���C�����邯�ǁB
>>695 ����臒l��107V�͂ǂ���������?
>>696 ���{��100V�R���Z���g�̖@����̏���d��
���[�B����Ō��������ǂ��������܂��?
���Ȃ����G�A�R���p�R���Z���g�̓d����������115V��������
�d�͉�Ђɂ���ĉ����Ⴄ���Ă����J���g�I�[�f�B�I�}�j�A��
�ӊO�ɐ������̂���������
�ǂ̂ւ�̘b�ł����v���悤�ɂȂ����̂�kwsk
>>698 110V�̊�m��Ȃ����ǁA���{�Ɠ���110�}6V����Ȃ�104�`116V�B
���{��101�}6V������95�`107V�B
��i�Ŕ���Ă�̂�104�`107V�͈̔͂����B
>>703 ���ɃR�����g����Ȃ�B��i�̘b���Ă�킯����Ȃ����B
�t���b�N�X�ɂ��Ē��ׂ����nj��ʂ��킩��Ȃ�...
�t�̉z���ɔM������邩��S�̂ɔM�����U������ĔF���ł����ł����H
���ׂ���ł��̔F�����Ă̂���������
�ǂ�����Ē��ׂ��̂��C�ɂȂ�
�R�e���goot PX-60RT�V���[�Y��hakko T18�V���[�Y���āAPX-600�œ����悤�Ɏg���Ă��
�Ⴂ���������ȁB�R�e�{�̂������Ă����p�ł��Ă���̂͂��肪�������B
>>708 �����ɊO�a��������悤�ȁB
900M����T18�ɂȂ��ď��������Ȃ��āA�M�e�ʂ��傫���Ȃ��Ă����Ǝv���B
�Z���R���`�b�v�̂͂t����16mm�~0.8mm�����E����w ����ł�60�߂��������Ă邼
���i��H��̎��[���@�X���̌딚?
����Ō�����p�[�c�̂͂t���Ȃ�Ĉ�T�Ԃ�����ł�����( �L,_�T`)
���ꂩ���SMD�o���Ȃ��Ⴈ�b�ɂȂ�ˁ[��w
���͎��s��p�Ȃ����
SuperMaterialDestroyer�����
SMD��n���_�̓o����A3216����Ŋ뜜���2012���������Ă��鍡�E�E�E�B
>>716 ���F�A�덆�@�Ə����@�͊J���ߒ��̃v���g�^�C�v�ƃe�X�g�^�C�v�B
���ǂ���2 ���@�͈Ⴄ�B
���ꂱ������p�ɍ��ꂽ�A���E���̖{���̃G���@���Q���I�����c�S�e�Ȃ̂�B
�����^�C�v�̂�
�ƁA�߂����ᑁ���Ō����Ă���
FX-600�ɂ͍s���킽���Ă��܂�����������̂��ȁB
���ꂩ��͐V�����d�q�H����n�߂�l���炢�����V�K�w�������҂ł��Ȃ��A�݂����ȁB
�����R�e�����ǁA�ő��Ɍ̏�����Ȃ����ˁB
AliExpress�ŏo����Ă���悤�ȁAAC�A�_�v�^��d���ɂ���T12�p�̔�X�e�[�V�����̃n�b�R�[����������Δ����̂ɂȁB
���A��������ƁA950/951������Ȃ��Ȃ邩�B
�������B
������ăn�b�R�[���o���Ă�킯����Ȃ��āA�p���Y�Ƃ̊��u�c�ȂˁB
����A�X���[�u�������Ȃ̂ȁB
��������ł���̌����ĕ��ʂ�FX-600�̃X���[�u�������낤�ȁB
�����@���f���͂����ȁ@���͂Ȃ�
�{�̂̐F��LED�̐F�������ĂȂ��Ȃ珉���@�ȊO�͖������ȁB
�^�u���b�g�̃}�C�N��USB�[�q�̎��ւ��Ɏg�p�������̂ł����A���܂���ȂǂŔ����Ă�����n���_�Z�b�g�̂�ł��ł��܂����H
����Ƃ��ׂ�������A�R�e�����ł��������ʂɔ������ق��������ł����H
���̃}�C�N��USB�[�q�̎ʐ^�ƁA�u���܂���ȂǂŔ����Ă�����n���_�Z�b�g�v���ǂ�Ȃ̂����A��O�҂��킩��悤�ɂ��Ȃ��ƁA����łł��邩�ǂ����Ȃ�čl������킯���Ȃ��B
���ƁA
>>725����̃n���_�̌o�����Ăǂꂮ�炢�Ȃ�ł���B���A�������łȂ��̂͂Ƃ������A�ߋ��ɂǂꂮ�炢����Ă����Ƃ��B
�܂��A���₷�邭�炢���Ⴞ�߂��ˁB
����͂����ē��R�̏�ł��������̌o���͕K�v������A
�܂������Ȃ胉�X�{�X�ɒ��킷��悤�Ȃ��̂���B
�����Ȃ胉�X�{�X�͌����߂����ȁB
RPG�ł��܂ɏ��Ղɏo�Ă���A���ĂȂ��O��̓G���炢�B
�����Őu���悤�ł͖����@���̂Ƃ���
�R�~���j�P�[�V������ے肵�āA�������Č������炢�Ȃ炱���ɂ��Ȃ���Ⴂ���̂ɁB
�\�ʎ����^�C�v��USB�R�l�N�^�����́A��Փx�����Ǝv���B���̂�����ŗ��K���Ă݂Ė��������Ȃ炠����߂��ق������ȁB
http://akizukidenshi.com/catalog/g/gK-06656/ http://akizukidenshi.com/catalog/g/gC-05254/ �R�e�����q�[�g�K�����t��ق����ȒP���Ǝv�����E�E�E
�[�q�����Ȃ�ASSOP�̈����n���_�Ȃ�o���k�I���x�̓�Փx������
�Œ���n���_�ł���Ă��
��C��('A`)�}���h�N�Z('A`)�x�オ��c
�܂�������ƃp�^�[��������Ă�
UEW�Ń`�}�`�}�z������Ȃ�
�Œ蕔�����x�����I�Ƃ����Ă��{���h�ŌŒ肵�Ƃ��Ⴂ�����I��
�ς܂������g��������Ȃ�
�܂��ǂ����ǂˁI
microUSB�̃R�l�N�^�́A���T�C�h�̃^�u�����łȂ��A��ʂ��n���_�t�����Ă��邱�Ƃ��������ˁB
�͂��S�҂ł�
HDD���������ׁA��Սڂ��������l���Ă���̂ł����A�\�ʎ�������Ă���`�b�v���̊Ԋu���������ăV���[�g���Ȃ��̂��ƕs���ɂȂ�̂ł����\�Ȃ̂ł��傤���H
����Ƃ����t���[�@�ŁA�y�[�X�g�͂ƃq�[�g�K���ł�������������̂ł��傤���H
HDD�̏����ڂ��ւ��ŏC������Ƃ������z���a�V����
���S�҂ɂ͑E�߂Ȃ��ȁA���^HDD�̃R���g���[���[��T���Ă݂ẮH
>>736 >��Սڂ�����
�������悤�Ƃ��Ă��邩�s��
��O��̂��Ƃ��l���Ă�\��������
�����āA���^�𒆌Âœ��肵����A�����ӏ����̏Ⴕ�Ă܂����B���ăI�`�܂œǂ߂�
�v���b�^�[�̒����f�[�^����ɓ����Ă邩��ς�����_��������
�F�B�̒m�荇���������Ă��B
����^�ԁA�����Ղ܂ł͓���\�Ƃ݂Ă��܂��B
>>741 �����ł��B�Ȃ̂ŁA�v���b�^������Ă���`�b�v��j����Ղ������ĈڐA��̊�Ղɍڂ�������\��ł�
�\�ʎ�������Ă���̂ł����A�͂��Ăŏo����̂��Ǝv�����₵�܂����B
�f�[�^�~�o���ړI�Ȃ̂ł��̊ԓ��������ł�
>�\�ʎ�������Ă���`�b�v���̊Ԋu��������
��̓I�ɉ�mm?
�v���b�^�����L������chip�͂�������sop8pin
�Ȃ̂ŁA0.635mm�s�b�`��IC�Ȃ�
���K����Η]�T�̔�
�ނ������̕��i�ւ̔�Q���S�z����
>>743 �����m�F���Ă��܂����̃`�b�v���Ǝv���܂��B
�n���_���S�҂ł����ǂ��炪���Ղ��ł����H
����0.6mm�s�b�`�Ƃ��V���[�g���邾�낤�Ǝv���̂ł����A�����Ȃ�Ȃ����R�̓n���_���[�q�Ɉ���������(�[�q�Ɗ�ʂŋ��E���o����)����[�q�ԃV���[�g�͋N����Ȃ��̂ł����H
�n�[�h�I�t�ŃW�����N������Ă��ė��K���ׂ��B
�ꔭ�ł͐���܂������Ȃ�
�܂��A�����ŕ������x�������Ύ��s������
>>745�̂悤�ɃW�����N������ė��K����̂��ǂ�
���ɓ���^�ԁA�������͎����n�[�h�f�B�X�N��
���Y�`�b�v���O���Ă�����x�t�������A�����ċN���ł��邩�ǂ����m�F����B
���̂��炢����Ď��M���Ă���{�Ԃɂ������������ǂ��ł��傤
�W�����N�C���łȂ��f�[�^�ړI�Ȃ�Ȃ����炾�B
���݂܂���A
>>725�̎҂ł�
���܂���ƂЂ炪�Ȃŏ������iURL���\��Ȃ������̂́A
�����N�͂������A���t�@�x�b�g�̕\�L���L���ƌ��Ȃ��ꏑ�����߂Ȃ��Ƃ������Ƃ��ȑO������������ł�
�ꉞ�A�\���Ă݂܂��B������ł�
https://www.���܂���p��.co.jp/�͂��ăZ�b�g-200�`450��-�d�q��ƁE�d�CDIY�p-��ՁE�����ԁE���]�ԂȂ�-���[�P�[�X�t/dp/B0793RQFNL/ref=zg_bs_2039403051_2?_encoding=UTF8&psc=1&refRID=9H4N5F5MGZ7S94DP5APQ
���ƁA���c�t���̌o���ł����H�ƍ��Z���ɃG�b�`���O����̊�Ս쐬�̎��ɉ��x������Ă��܂��B
���̎��̂��Ă�����̂͂���̂ł����A��[�ׂ̍��≷�x���߂Ȃǂ��Ȃ��ƁA�}�C�N��USB�قǏ������Ƃ��ɂ������Ǝv���܂��Ď��₳���Ă��������܂���
��ƗႪ���܂�o�Ă��Ȃ����Ƃ���A�����悤�ɂ��ɂ����i�Ȃǂ���z���ɂ����āB
�Ƃ肠����
>>732����̃T�C�g��ǂ�Ŏ����Ă݂܂��B
�o���҂̕��������炵����A�Â��l���̏������݂������ɂ�������炸�A�h�o�C�X�������肪�Ƃ��������܂���
�����ƁASH-43�͗Z�_:165����������
���̋����͂Ƒ債�ĕς��Ȃ��̂ŁA���͂g�������ʓ|�Ȃ�����
Amazon��url�́����������\����Ȃ�\�̔�
https://www.%61mazon.co.jp/dp/B0793RQFNL/ �����R�e��̉E�[���g����0.65mm�s�b�`���\���o����l�Ɏv���邪�E�E
�܂����K���ĉ�����
2��̏������ʎ���IC�Ȃ玟�̎菇�ŊO����B���K�͑O���ǁB
(1)�܂�1��Ƀn���_��
(2)�������n���_�����Ă����ėn��������Ԃ��ێ����A�s���Z�b�g�ŕ��i�̕З�����B�G�ł͑傰���ɏ����Ă邯��1mm���������Ώ\���B�傫������ƃp�^�[�������߂�B
(3)�����������̓n���_���c���Ă�B���̂܂ܔ��Α��ɂ��n���_��
(4)�����������̃n���_���z�������Ŏ���āA�����������̃s���������t���[�ɂ���B
(5)�c�������̃n���_�����Ă����ėn�����A���i���s���Z�b�g�ŊO���B
(4)�̑O��(3)��Y��Ȃ����Ƃ��d�v�B
�s���Z�b�g�͈����ł����̂ŁA����Ȃ������̂�p�ӂ��Ă����Ƃ����B
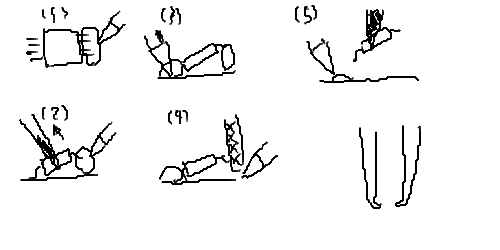
>>750 >�����ƁASH-43�͗Z�_:165����������
���S�҃X���ł��b��ɂȂ��Ă��邯��ǁA�r�X�}�X���n���_�ɓY�����ėZ�_��������̂��ǂ��̂ł́B
�T���n���g SMD���O���L�b�g SMD-21�ASMD-51�����邯�ǁA�������͂�����ƍ����ł��ˁB
>>751�͑f�l���v���������Ȃ������_���ȕ��@�̓T�^
�����h�͂͂����A�s���͋Ȃ���Ŏ��W���Ȃ��Ȃ��
�����K�͑O���ǁB
��ƍߕ��ɂ������Ȃ낤���ǁA����Ȃ̋�����Ȃ�ĂЂǂ�����
>>756 ����
>>753��hissi�Ȑl�ł���H
�l�������v���t�@�C�����O�ł��邩�珑�����݂�������x����o����̂��~��
�C��t���Ă��܂�M�p���Ȃ����������Ǝv��
�s��p�ɂ��A�ǂ�ȕ��@�ł��_���ɂȂ�܂���B
>>758 �����������ł͂Ȃ�����
�������?
�ǂ��ł���A���̏����Ă��邱�Ƃ����X�g�����̂́A�ǂݎ�ɂƂ��ėǂ����Ƃł��B�����ɍ������ǂ��������f�ł���B
���������Ӗ��ŒP��ID�̐l�̌����Ă邱�Ƃ��Ĕ��f�̂��悤���Ȃ����ˁB
>>751 �����K�͑O���ǁB
�ōς܂���悤�ȗ��K�ʂł͂��̕��@�͊댯���B
>>758 ���K�����o�����Ȃ������̂��H
���O�̌����u�s��p�v�̒�ʓI�Ȋ��������B
���s������s��p�A�Ƃ������O�̌�����̂��߂����̗��_����B
�l�Ԑ����^����A�܂������B
�ǂ̃X�e�b�v������悤�Ɍ�����낤�ȁB
�����h�����ꂪ�����₷���͍̂����ɂȂ�����Ԃŗ͂�������Ƃ������ǁA����͔����Ă邵�B
����ł�
>>751����������Ǝv���Ȃ�A
>>752�ɂ���������Z�_�n���_(�܂��͂���ɏ�����)���@��
���邵�ˁB���₷�����@�ł���B
>���K�����o�����Ȃ������̂��H
�m���ɁB
�܁A�����������̂́A���K�����Ȃ��ŕs��p�ɂ������A�̈Ӑ}���������ǁA���K���Ă��s��p�Ȑl�͂����ˁB
�A�J�`�����ł��ł���B���Č����Ζ�������B�ł�����������o���ƁA������u���K����Ώo����悤�ɂȂ�v�͉R�ɂȂ�̂ł�?
>���O�̌����u�s��p�v�̒�ʓI�Ȋ��������B
���A�u�s��p�v�Ƃ��u�l�Ԑ����^�����x���v�Ƃ��̒�ʓI�Ȋ�̗���������Ƃ��Ȃ��ȁB�����������ƕK�v����?
���͕K�v���Ƃ͎v��Ȃ����ǁA���Ȃ��͂��Ԃ�K�v���Ǝv���Ă��Ȃ��B
>>764 ���c���n���ĂȂ��̂Ƀe���V�����������邩�烉���h����������
�����h��������邭�炢�����ɂȂ��Ă��炻��͉��x������������
>�������āA����܂ł̓q�[�g�K���ŊO����Z�_�n���_�̓C�J�����Č�����
�Ȃ\�ʓI�Ȃ��Ƃ������ĂȂ��Ȃ��̐l�B
�M���������߂��郊�y�A�Œ�Z�_�n���_���������邱�Ƃ͔����邩��q�[�g�K�����g���B���Ęb����B
������������������Z�_�n���_��OK���ď����Ă邵�B����ɁA����̘b���ăf�[�^���~��������܂Ŏg����Ηǂ��킯����ˁB
��ō��M�����@������Ⴞ���Ă���킯�����ǁB
>>764 ������͔����Ă邵�B
���������_���o����B
��������Ό�ʎ��̂��R���i�������|���Ȃ��ˁB
������ƌ��������������Ɓ[ by
>>764 �� �����A����
>���c���n���ĂȂ��̂Ƀe���V�����������邩�烉���h����������
�퉷�Ńe���V�����������邾���łۂ�ۂ딍�����Ȃ�A�ʎ����R�l�N�^���ă_���ł��ˁB
�c���ۂ͒��x���ł���ˁB��ʓI�ɂ͎����Ȃ����ǁB
> ������͔����Ă邵�B
>�f���������_���o����B
���[�B����A���_�ȂB
�ŁA�ǂ��������ȁB
>>768 �����A����̐l�͐M���������߂č����̐l�͋��߂ĂȂ��A�����͎�ō���͎d�����������H
�����Ԃ�s���ǂ��b�̑Ώۂ��ύX�����̂ŁA�v���t���ŏ����Ă邾���ɂ��������Ȃ��ł��B
���̏ꍇ�A�₢�l�߂��Ă̊J������̏X�������������˂��B
>�����h��������邭�炢�����ɂȂ��Ă��炻��͉��x������������
����͊m���ɂ����ł��B
�����Ă��̔��̂��Ă�450���͉z���Ă��܂��܂��B
�p���[�R���g���[����h��G�ЂŃR���g���[�����Ȃ��Ɠ��Ă邾���Ńp�b�h���キ�Ȃ肻���ł��B
����̐l���A�}�]����URL��\���Ă������ǁA�����URL�̗�ł����āA���肵���R�e�Ƃ����킯�ł��Ȃ��������ȁB
����̓p���[�R���g���[�����t���Ă��͂��B
>>007�A771
�ʖڂ��ˁA���t�̈Ӗ����ǂݎ��Ȃ��悤���A���̐l
>�����A����̐l�͐M���������߂č����̐l�͋��߂ĂȂ��A�����͎�ō���͎d�����������H
�������@�Ȃ�ď�������ŕς���B�u�B�ꖳ��̐�ŗǂ̕��@�v�Ȃ�Ă߂����ɂȂ����B����Ƃ������Ƃ��ł��Ȃ��A���ł������ŕς�邳�B
���Ă��A��������Ē�Z�_�n���_�ł����p�r��������Ęb�������̂ɁA�����q�[�g�K����Ύ�`�҂݂����Ɋ��Ⴂ���Ă����l������ȁB
���́A�q�[�g�K�����g���ׂ��p�r�Ȃ�A�����q�[�g�K���𐄂����ǁA�q�[�g�K�����g���K�v�̂Ȃ��p�r�Ȃ�A�����q�[�g�K���𐄂����Ƃ͂Ȃ���B������܂��߂��邮�炢������܂��B
>>774 ���Ԃ�A���͂��Ȃ��͕\�ʓI�Ȃ��Ƃ��������ĂȂ����A���͘b�𑱂��Ă������邱�Ƃ͂Ȃ��Ǝv���܂���B
>>770 ������R�l�N�^�͔�����ɂ����p�^�[���ɂ�����⋭����ł���
��������ĂȂ��z�͔������
�w�{�Ȑv��micro USB�R�l�N�^�Ƃ�������Ă�ł���
>���Ă��A��������Ē�Z�_�n���_
���́[�B���Ƃ��������B
>>776�̃����N��B�L�p�B
>�w�{�Ȑv��micro USB�R�l�N�^�Ƃ�������Ă�ł���
�ǂꂮ�炢�̃X�g���X�����������A�ł��ˁB�͂Ƃ��Ƃ��B
>>751�͒ނ�ł���H
������ƈ����ȋC�͂��邯��
�łȂ����قǂ̖��m
>>782 �����ǂ��Ǝv���悻��B
>>752�ɏ��������ǂȁB
>>783 ����B�������Ɏd��������Ȃ����ǁA��������炽���Ă�����B
SOIC8�s����菬����SOIC�ATSSOP�Ȃǂ�2��s����IC���O���̂ɂ��������q�[�g�K�������グ�ĂȂ��B
���߂ē���B���Č����邭�炢���Ȃ��ƂȁB
���ł�2012��菬����CR�̉䗬�O�����B(�)
�d���Ń��y�A����Ƃ��̓z�b�g�c�C�U�[�����ǁA
(1)�����̏�ԁB
(2)���p�b�h�ɐ�����
(3)�R�e�����₭�������āA�ۂ��B
3216���Ƒ��߂̂��Đ�łȂ��Ɛh���B����ȏゾ�ƁA2�{�̂��Ă��u�����B
�t���[�͂��ꂽ�̂́A(3)�łۂ��Ƃ͂����Ȃ��ˁB
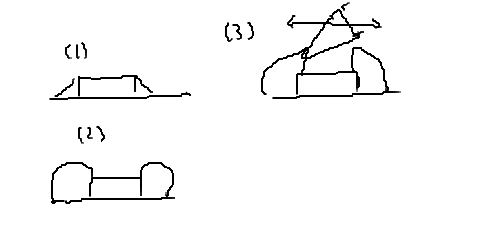
>>785 ����������킯�ł��Ȃ����ˁB
����ȃX���łǂ�����Ă��܂�����đ��k���Ă鏉�S�ґ����
�Ƃ�ł��Ȃ����@���h����ŏЉ������Ɏ����͂ł��邩����K����ł���ƌ���������
�Ƃǂ̂܂�o���Ȃ��͕̂s��p������ƊJ������n��
���S�҂���͑��肵���Ⴞ�߂ł���A�R�C�c�ł�
http://hissi.org/read.php/denki/20200810/Qm1kYmIrL0Q.html http://hissi.org/read.php/denki/20200811/WFdwcEJ3NEM.html http://hissi.org/read.php/denki/20200812/a1pGdVBCM2o.html >>782 Ali�̔z����҂Ă邱��
�M���邽�߂̃o�[�i�[�������Ă邱�Ɓi�ŏ������j
���Ƃ́A�����N��ɂ�����K���ȗe���
���������ł����A�܂��A�R�̂悤�ɊȒP�����A�_���[�W���܂��������Ɛ�������
�Ȃ���100���ȉ��������
>>787 �z���g�A���̌���Ȃ����c��
����B���ĕҏW���ċ�����X�L�����������炾�낤�H
���Ⴀ���O�̔�r�I����14�A9������17�A���͒N���Ȃ�H
>>788 >�Ƃ�ł��Ȃ����@���h����ŏЉ������Ɏ����͂ł��邩����K����ł���ƌ���������
>�Ƃǂ̂܂�o���Ȃ��͕̂s��p������ƊJ������n��
�Ƃ�ł��Ȃ����@���Ƃ�������ǂ����Ƃ��A����Ă݂Č����Ă�̂����������̂����ǁA
�w�͂���ł���A������ł���A���K����ł���A�Ƃ����̂͂����Ă��R����ȁB
>����B���ĕҏW���ċ�����
���₢��A�Ȃ�ł���Ȗʓ|�����ꂪ���Ȃ����Ⴂ���Ȃ��̂���?
���Ƃ����A�G�ɕ`���Γ`��邱�Ƃł��A�قƂ�ǂ̐l�����͂ŏ����Ď��₵���蓚�����肵�Ă���?
������āA���ꂾ���̂��Ƃł��ʓ|�����炾�Ǝv�����B
>>791 �u����B���ĕҏW���ċ�����v�̕������ꂾ����ʂɃ��X������y�Ȃ�ł��傤�A���Ȃ���
������u����B���ĕҏW���ċ�����X�L���������v�ƌ����̂ł���
���łɌ����A����̕��������͂����邯�ǂǂ����z��������t�ɍ���ł��傤�A���Ȃ���
������u����B���ĕҏW���ċ�����X�L���������v�͍̂K���ł����˂ƌ����̂ł���
�~�u����B���ĕҏW���ċ�����v�̕������ꂾ����ʂɃ��X������y�Ȃ�ł��傤�A���Ȃ���
���u����B���ĕҏW���ċ�����v��肻�ꂾ����ʂɃ��X����̕����y�Ȃ�ł��傤�A���Ȃ���
>>785,787,789
�����߂ē���B���Č����邭�炢���Ȃ��ƂȁB
������������킯�ł��Ȃ����ˁB
�����Ⴀ���O�̔�r�I����14�A9������32�A���͒N���Ȃ�H
���E�E�E�E�E
�����̓X���[���悗
�����������Ɍ��������̕�������̂ɂ킴�킴�ʓ|�ȕ��ł�点�悤�Ƃ��Ă銴����
�����Z�b�g�̔��c�W�Ń}�C�N��USB�O������Ă̂�5ch�œ��惌�X������Ă̂œ����悤�Ȏ������ĂȂ����E�E�E�H
�����l���~����A����c�l�������B
>>795 ������Ɖ������Ă邩�킩����
���߂Ăǂ��������Ėi���Ă�̂��A���J�[���炢�ł��Ă���
�x����ĉ�����n���_�g�킳��ă����^
�����n���邗
�t�ɖ������g�������Ƃ��˂���
�ƊE�̐l�͑�ς��˂�
�ق�99%�����g���Ă�B
�X�y���}��1kg�̃��[���S�R�����B
Pb-free���c���z���̎�ނɂ���ĕς���ȁB
Sn-Ag(3.5)-Cu(0.5)�n�́A�����ȏ�ɓ����ꂪ�����Č���Ȃ�������ŁA��������������̂������B
Sn-Cu(2.5)�i-Ni-Ge�j�n�������ȁB
������w�肪��������A�q�ɂ���R�e�ꎮ���o���Ă��č�Ƃ��Ă��B���܂ɂ������Ȃ����炽���ւ�B
�����肪���e�����̂�
�q��@�A�F���A���ƈ�Ë@��֘A�������H
�ԍڂ��̂͂ǂ��Ȃ낤�B
>>805 rohs���X�V����Ă邩�炿���ƃ`�F�b�N���Ȃ���
���Z�_���c�͂܂����O�������Ǝv������
�^�J�Ƃ��͏��O����O�ꂻ������
���t���[��f���Ă�����Ă�����̂́A����ȏ�ɋZ�p�������Ă����邩��B�������B
�n���_�̃��[���Ő����̊ܗL�����\������ĂȂ��������ǁA��\���p�̃��x��������́H
�^�L�����[�J�[�i�Ȃ���
���Ƃ��Ă͘A���������ID�R���R���̂�̕�����������
SMD���i�̎��O���A���ɃT�[�}���p�b�h�t��IC�͊O���̂�����ċ�肾��[
�ቷ�͂����ĂȂ���Ł��̉摜�݂����Ƀ��C���Ńu���b�W���Ă�������Ď��O���Ă�
https://www.analog.com/jp/education/landing-pages/003/bbs/bbs_02.html ���܂������ƃc�������Ǝ��ċC���������[
>>812 �Ȃ�قǁA���ǂ̂Ƃ����Z�_�n���_�����A�q�[�g�K�����Ō�������
�����ƁA�z�������ď��S�҂��킴�Ɖ���肳���悤�Ƃ��Ă����N�Y��������߂��悤��
>>812 ����́E�E�E
�O�������̂͗ǂ����ǁA����̕��i���}�X�N���ė~������
>>812 �A�i�f�o�����̊O���������B
�z���ɂ������l������݂��������ǁA�����������l�����ˁB
���K���Ă��s��p�Ȑl������̂Ɠ����ŁA�b���ʂ��Ȃ��l�͂��邳�B���͑����Ȃ����ˁB
>>819 ���b���ʂ��Ȃ��l�͂���
�����A�z��������˂��A�ʂ��Ȃ���ȁB
���ƁA���O�̑����͕ʂɕ��Ă���Ȃ��Ă������B
ID�R���R���ς��đ����h�H�삵�Ă��b���ʂ��Ȃ��l�͈�l����
���G�����A���n���͑��UNG�ɕ��荞�ނ��Ƃɂ�����
>>812 �̕��@��
>���߁F�L�����̉摜�́AHN�Ftamanyan ������A�A�i���O�d�q��H�R�~���j�e�B�֓��e���ꂽ���̂ł��B
�Ƃ���̂ŁA�e�N���̂����̐l����o���ꂽ���̂ŁA�A�i���O�f�o�C�Z�Y���F(���ĂȂ�)���Ă킯�ł��Ȃ��Ǝv���܂��B
IC�̍ė��p������Ȃ�A�����Œނ�グ��̂ł͂Ȃ��A���i�̏�ʂɒނ�グ������Ȃ�炩�̕��@�œ\��t��������A
�����̏����̎�Ԃ����Ȃ��Ă��݂����B
�����Ŏg������@����������邱�Ƃ�����܂����A���@�͂��낢��X�g�b�N���Ă����đ��͂Ȃ��ł��B
C,R����SOIC���炢�Ȃ�A���߂̓������R�e��Ɋ����t������@������܂��ˁB
���̃X����������������Ȃ��ł����A�����[�q�����H���ăR�e��ɂ���A�Ƃ������@���Љ��Ă��܂����B
0.5�������炢�̓���������Ă����ĕK�v�ɉ����ăJ�b�g���ăR�e�Ɍ��킦�Ďg�������Ƃ�����܂��B
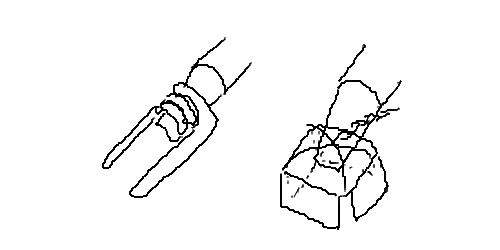
�s�b�`��1.27mm�̃I�y�A���vIC�`�b�v��2.54mm�̃s�b�`�ɕϊ����Ċ�Ɏ��t�������ꍇ�A�ǂ��H�삷��̂���ʓI�ł��傤���H
�f�l�ō����Ă��܂����B���ɂȂ�܂�
���肪�Ƃ��������܂���
>>826 ����͂������Ȃ�
�ł�����o�X�̎��g�������������瓮���Ȃ���Ȃ��́H
�{�^���d�r�Ƀn���_�t�����������ǃn���_������Ă���Ȃ�
���X���ŏ��������ƂɃt���b�N�X�h���Ă���ǂ�
40w���ቷ�x�Ⴗ����̂�
���c�t���ł͂Ȃ��A�����d�ɂŋ��ނ̂���ʓI�B
>>831 ���x����Ȃ��ĔM�ʂ̖��
60�`100W���炢�̑��������̃R�e�ł��Ίy��
80W�̉����R�e�ׂ̍������̂ł���Ă����
goot(�O�b�g) ������E�����v�����g���p�͂��� CXR-41 ���{���Ȃ�₪�A�o�Ԃ����Ȃ���ł��Đ�ւ��悤�ƍ����Ă��₯�ǁB
3C�^�ɕ��ʂ�PX-60RT-3C�ƑS���n���_���b�L��PX-60RT-3CR�������ĉ����Ⴄ��H
>>832 �m�[�gPC�p�Ȃ��NJm���Ƀz���_�����̂��肾��
>>833 �Ȃ�قǏ����ł����B
�莝���̂�FX600���ő�o��(50W)������R�e������Ȃ��Ƃ��Ȃ�
���[��A�d�r�ɒ��ڂ͂t���͂��X�X�����Ȃ�
���Ƀ��`�E���n�d�r�͉��肷��Ɣ�������
�d�r�Ƀ^�u���X�|�b�g�n�ڂ���̂�����
>>834 �S�����b�L�̂ق��������i�Ⴄ���B
�����̎��
���b�L�����Ƃ���ɂ����n���_���̂�Ȃ�����
�S�����b�L���ƃR�e��ɂ������i�ێ������j�n���_�̗ʂ�������
�R�e��̃��b�L�����̂ǂ��ɂł����n���_���Ă�悢�̂ŗ������ގ�������Ɗy
�������͂Ȃ�
�{�^���ł͂Ȃ����`�E���R�C���Ȃ�d�ɂ��������Ă�̂��邩��
�p�i�\�j�b�N�Ƃ�����o�Ă�
�R�C���łȂ��̂́A�{�^���̓��T�C�N���K�{�Ń��`�E���R�C���͂��̂܂ܔp���ł��邩��
�͂ɂ��Ď��₳���Ă�������
�g�����i��1608�T�C�Y�̒�R��R���f���T�A�s�b�`0.5mm��IC�ł�
���܂Ŏg���Ă����̃X�[�p�[RMA98�A0.4mm���g�����Ă��܂����̂ł������̂�
�w���P�ʂ��傫������(250g)�̂ŁA100g���炢���甃����̂�T���Ă��܂�
�L������goot��0.3mm��HOZAN��0.3mm���炢����������Ȃ���0.4mm�Ƃ����̂�
����������������ł���
�E1608���͂t������̂�0.4mm��0.3mm�ł͂ǂ������悢�ł��傤���H
�E���܂Ŏg���Ă�0.4mm����0.3mm�ɕς���Ƃ͂t�����͕ς��܂��ł��傤���H
�Egoot��HOZAN�A�l�i�������Ȃ�ǂ��炪�����߂ł��傤��
>>844 �����̎ړx�ł��������Ȃ��z�͒p����������
>>840 �E1608���͂t������̂�0.4mm��0.3mm�ł͂ǂ������悢�ł��傤���H
��0.3mm�̓n���_�ʂ̒����͂��₷���Ǝv�����ǁB0.4mm�������Ǝv���B
�E���܂Ŏg���Ă�0.4mm����0.3mm�ɕς���Ƃ͂t�����͕ς��܂��ł��傤���H
��0.3mm���ƃn���_����ʑ����Ȃ��Ȃ����ȁH�����h�̑傫���ɂ�邯�ǁB
�Egoot��HOZAN�A�l�i�������Ȃ�ǂ��炪�����߂ł��傤��
���ǂ���ł����D�݂̂ق��łn�j�B
�ׂ��Ȃ�ƒl�i�����ˏオ���ŁA�R�X�g�C�ɂ���Ȃ瑾���Ă悢��Ȃ�����
�䗬�����ǁASMD�͂��炩���߃t���b�N�X�h���Ă����ăR�e��Ɏc�����n���_�����łǂ��ɂ����邱�Ƃ���������
�ׂ��ƒP���Ɏg���ɂ���
�n���_�̐c�ɂ̓t���b�N�X������̂ōׂ��ƔM�ʂ̒�������肭���Ȃ��ƃt���b�N�X����u�ŏ������Ă��܂�
��X�t���b�N�X�y�^�y�^����l�͂������������
>>840 0.4mm 0.5mm 0.6mm ��3��ނ��g�p���Ă��܂��B
1608��0.5mm���@�ƂĂ����q�����ł��B
�ׂ��ƃt���b�N�X�̗ʂ����Ȃ��Ȃ�悤�ŁA���܂��t���Ȃ��B
����0.8mm���ׂ��͎͂g��Ȃ��B
�ׂ��̂͂������g���ɂ����B
���Ԃ����ׂ����Đ���g���Ă���Ƃ͂��ׂ��̂��g��Ȃ��Ƃ����Ȃ��Ȃ�B
2C�Ƃ��g���Ă���ƍׂ��͂͂������Ďg���ɂ����B
>>851 0.5mm�s�b�`�Ƃ��@���Ȃ���ł���H
���Ȃ������Ƃ́A���i�T�C�Y���Ⴄ�B
>850 �Ƃ� >851 �݂����ȓ��ア�q�̓��A���ŋ�J���Ă�����
����A��J���Ă�͎̂���ɂ���l��
0.5mm�s�b�`��1608�ӂ[������
�͂�0.6mm���ʁc
�t���b�N�X�͕ʂɗp�ӂ��Ă邧
����841�����ǁA�����0.5mm�s�b�`��0.8mm�Œ���������
>>854 >0.5mm�s�b�`��1608�ӂ[������
0.5mm��QFP�̑�����AAWG30�̐����o���Ƃ��A0.8mm�̔��c�Ł@�ǂ�����Ă���Ă��?
>>856 �ʂɁA�R�e��C2�ŏo������H
�c������ӂ͊��ꂾ�ʁc
����ɁA���������̂́A�s�b�`���ǂ���������
�R�e������R�ɓ��Ă����Ԃ����邩�ǂ����̕��������
���̑O�ASOT353(0.65mm�����ǂ�)�̃����Q�[�g����蕥����
UEW�ŃX�L�b�v����������
���̎��͂�����(����4mm�悮�炢)��IC�\�P�b�g�����Ėʓ|��������
�R�e�X����ƃ\�P�b�g�ɓ������ăv���n�����ww
������0.5mm�s�b�`��1608�̎�͂ɂ�0.3mm���g���Ă���B
>>857 �R�e�̘b�Ȃ��ĂȂ���B
���c�͉��~���̂��g���̂��B
0.5mm��0.8�̃n���_�ł��̂��H�Ƃ����b�B
>>857 ����ƁA�ʁ@�Ƃ������̂�߂āB
�C���������B
>>851 �͂��ẴT�C�Y�Ƃ������͕t���镔�i�̃s�b�`����
�����Ɨ��ɂ��ɂ���
���܂��������Ə��X
���Đ��T12-D16��1.2mm�����Ă邯��1608�Ȃ瓯�T�C�Y��0.8�������̂���
�}�C�N���͂��Ă��C�ɂȂ�
������A���������₷���D���ȑ������g�������悗
1�̏����ɍS�������̂��D���Ƃ�����Ȃ���B
�p�^�[���ɂ����̂ł́B
1608�ł���͂Ή��̑傫�߂̃p�^�[���ƁA���t���[��p�̃m������̂Ȃ����肬��
�̃p�^�[���ł͘b���Ⴄ�Ǝv���B
�����̓��t���[��p�p�^�[���ɕς����̂ŁA����m�F��1��������͂ō��̂�
�׃n���_�̍����i�͂��܂�C�ɂ��Ă��Ȃ�.
���t���[��p�p�^�[���Ƃ����A�ォ�猩����p�b�h�̕��i����̂͂ݏo�����ق�̏��������Ȃ��^�C�v�ł��傤���B
���Đ�͉������g���ł����B���ʂ�C,D�Ŕ킹�ĕ��i�A������߂銴��?
>>866 �p�^�[���͂��������^�C�v�ł��B��͂Ή��ł͎����s�ǂ��N����₷���̂ŁB
�p�b�h�����t���[��p�ɕς����͍̂��N�ɂȂ��Ă���ŁASMD���i�̂͂t���ɂ�
�g�����ꂽB�^���g���Ă��܂��B1608��_�C�I�[�h��QFP�Ȃǂ͉��Ƃ���Ƃł��܂�
��QFN�͖��������Ȃ̂Ŏv�Ē��ł��B
���[�h���i�ɂ�3C�^���g���Ă��܂��B
�_�A���A�ʂ��g����K�^�A���ƗL�\
>>867 ��̘b�ł����H�@���t���[���Ă������炢�Ȃ̂Ŏd���̘b�ł����
�z�r�[���ƂԂ���1�{�Ō����ق����������B
�������[��FX600�������
�H���������A�퍑�̔��z�Ŕ�����
����FX-600�̃R�e�悪10�{�߂����܂��Ă��Ă���ǁA�����ǂ����[�P�[�X�͂Ȃ����̂��ȁB
���ꂩ�����ō�邩���ȁB�̗�����B��ł������āA�˂��o�����B�ɃR�e���}���X�^���h�Ƃ��B
�P4�`�P3�����̓d�r�P�[�X�Ɉ�Â����
8�{����P�O�d�r�P�[�X�ɓ����Ƃ�
�]�镪�͓d�r�P�[�X�lj���
�܂�ǂ������ł��c
>>874 ����Ȋ�Ȃ����̍��Ȃ��Ă��A���ςɌ��J���Ă����ɓ˂�����ǂ��Ηǂ����
������Ƃ₻���Ƃ�
�R���Ȃ���
�n���Ȃ���
���ǂ��Ǝv������
10�{���炢�Ȃ炽���̏����ȃr�j�[���܂ɓ��ꂽ�����ꏊ���H�킸�ǂ��Ǝv���B
���R�₦�Ȃ��Ɠ�����Ȃ������܂荢�������Ƃ͂Ȃ��B
100�ς̋���������
���[����Ȃ���������h�P�[�X�A��Ƒ�̏�ɒu���Ă����Ȃ�X�e�����X�g���[�A�ق��ɂ��T���Ή������邩��
�d�˂��x�[�N���C�g�Ɍ��Ē�ɂ��ꖇ�~����
�r�b�g�z���_�[�Ƃ��h�����n�̃X�^���h�݂����ɂ���Ƃ�
�l�����Ă鏊�Ŏg���Ȃ�ϔM�z���w���^�ł������悭�L���ăh���邗
>>874 �M���܂ܓ����Ȃ�J���y���P�[�X���`���R�����Ă�ʃP�[�X�B
�₦�Ă���Ȃ烁�C�z�E�̃P�[�X�B
FPP144���Ĕ��c���Y�C�ȁB�@�h�o���Ɣ��c�t���Ă���z������ŋz������Ă��邪�A����ŃR�e��łȂ߂Ă���������OK�Ȃ�́A����͂Ȃ̃}�W�b�N�ȂH
�����FPP64�����C����������ŁA�R�c���킩���B�@FusionPCB�̃\���_�[���x�����O���G�����A����͗��R�łȂ������B
��Ɛ��D�悷��Ȃ�Ύ_�����Ċ�N���̂����E��
��h���^�t���b�N�X�͑S�R�g�����ɂȂ��Ƃ͌�����\���Ⴍ�ċ���
�����^�C�v���đS�R���ʂȂ����
����ƌ����Ă����ǃA���R�[���Ő@�����A
������������B
�R���i�Ɋ�������Ɣx���@�ۉ����Ă��܂���
�{�����D�̂悤�Ɏ��k����͂��̔x���e�j�X�{�[���̂悤�ɍd���Ȃ��Ď��k�������Ȃ�ċz���ꂵ���Ȃ�
�ň��Ȃ̂͑@�ۉ������x�͂����R���i�������Ă����Ȃ�����
�����҂����ǂɂ��ăl�b�g�ŏ����Ă邯�ǃ}�W�Œn��
���������������茩���m�炸�̑��l�ɓ`���������Ȃ�܂��������f���ăR���i��������
�Ƒ���F�l�ɓ`�����Ď��Ȃ�����ꐶ�c����ǂ�^���Ă��܂���������ł�����݂��ꖳ����
>>886 �A�}�`���A�E�z�r�[�Ŏ��삵���\���_�}�X�N�̂Ȃ��G�b�`���O�����Ŏd�グ����Ŏg�����߂��ȁB
������ʂ̓t���b�N�X�h�z�݂̂Ȃ̂ŁA��ŃR�[�g�܂��g���ꍇ�ȊO�͔��c�t����̐��͋֕��B
���⋳���Ă��������B
���t���[�̓�����w�����悤�Ǝv���Ă��܂��B
�ł��L���Ƌ��ʂɏo���镨�͎g�������Ǝv���Ă��܂��B
�����ŁA�ȉ��̗L��/�����̎g�������ɂ��Ă̔F���́A�������ł��傤��?
FX-951�g���Ă��܂�
1. ���c���Đ�@�@�@���p�s�@�@�@�����Ă��܂�����L���Ŏg�p����B
2. ���c�@�@�@�@�@�@���p�s�@�@�@goot��150g�������������Ă܂��B
3. �z�����ԁ@�@�@���p�@�@�@�@��[��A�L��/�����ō�����Ȃ�����B
4. ���đ�X�|���W�@���p�s�@�@�@�����邩��
5. ���đ䂽�킵�@�@���p�s�@�@�@�����邩��@(���đ���ʁX�ɂ���A�Ƃ������Ƃł�����)
6. �t���b�N�X�@�@�@(�s��)�@�@�@�@���t���[�p�̃t���b�N�X������̂ŁA���p�s�Ȃ̂�?
�t���b�N�X���ʁX�ɂ��Ȃ��Ă͂����Ȃ��ł��傤��?
�t���b�N�X�͋��p�o����
�ܘ_�A���t���[�����̂����邯��
���t���[�����̓z��L���Ɏg������_�����Ď��͖�����
�d���Ƃ��Ō����ɁI���ĂȂ�ʂɂ���
���t���[�̔��c��L���Ɏg���Ă����v�ł���B
>>890 ���肪�Ƃ��������܂��B
>�t���b�N�X�͋��p�o����
�L���̃n���_�����Ɏg�p����ƁA�t���b�N�X�̍��т̕����ɉ��������t�����A
���x�����Ɏg�p����ƁA���ꂪ�n���o���ă_���Ƃ��A���������̂͂����ł��傤��?
>>891 ���肪�Ƃ��������܂����B
>���t���[�̔��c��L���Ɏg���Ă����v�ł���B
�����Ȃ�ł����B�ȑO�������b�ł͌��\�r�r�点���܂����B
�@���i�@�n���_�@
�L�� x �L�� = OK
�L�� x ���� = NG
���� x �L�� = NG�@
���� x ���� = OK�@�Ƃ��B
��x�L���ɐG�����������Đ�́A�����̂Ă邩�L���`�[���Ƃ��Ďg�p����...�ƁB
�ǂ��Ȃ�ł��傤��?
>>892 �������
�R�e�����Əꏊ���炷�ׂĕ������Ȃ��Ƃ���
��������ƁA���܂ł̗L���̓����ޗ���S���̂Ă�A�Ƃ��������ł�����?
����͉��H�d���Ȃ�S���҂ɕ����āB
��Ȃ�D���ɂ���B
����������Ȃ疳���g���K�v�Ȃ����ǂ�
>>895 �ǂ�Ȏ���ɂ��Ή��ł��邲�A���肪�Ƃ��������܂����B
>>896 >����������Ȃ疳���g���K�v�Ȃ����ǂ�
�m���Ƃ��Ēm���Ă��������Ǝv�����̂ŁA��ł������ɂ��Ă݂悤�Ǝv�����̂ł��B
�K���Ō��܂��Ă��邯�ǁA��Ȃ炻���܂ŏo�Ȃ�����OK���Ă������ł��傤����?
>>897 >�K���Ō��܂��Ă��邯�ǁA��Ȃ炻���܂ŏo�Ȃ�����OK���Ă������ł��傤����?
�������c�̋K���͎�Ŕ��c�t������l�܂Ŕ����ĂȂ���
���肪�Ƃ��������܂��B
�r�o�ʂł͂Ȃ��A��ЁA�ʎY�A�Ȃǂł̎g�p�ɂ��Ă̋K��Ȃ̂ł��傤���B
���l�ɓK�p�Ȃ̂��Ǝv���Ă��܂����B
�n���_�����A���ɋz�����Ԃɂ́A���ʂ̋����n���_(�L��)�������Ă��܂����A
�݂Ȃ���s�R���ŏo���Ă��܂���?
�@���Ō��܂��Ă�Ȃ�̔��������K��������Ȃ��́H
�K���͒m���B
�L���͂̓��{�����d�l�͋֎~�ł͂Ȃ����A�@�߈ᔽ�ł��Ȃ�
����RoHS�����ɂ��Ȃ���EU�Ŕ̔��ł��Ȃ����ƂŁA����ɏK���Ă������̓��D���B�ł�RoHS�������قڕK�{�ɂȂ�
�����チ�[�J�[���i��Pb�t���[�݂̂ɂȂ���
�p�����@�͊e�����̂ňႤ���牽�Ƃ������Ȃ�
���͗L�Q���Ƃ�������ƁA
��ł����N�̂��߂ɉ��t���[�ɂ�����������悤�ȋC�����Ă�������
�q���̍����牔����ł͂t�����Ă���������͂��x��Ȃ̂��H
����܂ŗL�������g�������Ƃ��������ǁA�l����肢���M������B
����ƌ����鉔�t���[�n���_�����āA�y���Ǝv���Ă��邩��A
�����ɔ����Ă���Ă݂����B���肭���ȌN��Ƃ͈Ⴄ�B
>>902 ���̃X���ʼn��x���b��ɂȂ��Ă��邯�ǗL���n���_����Ǝ҂ɊQ�������炷�i�̓��ɓ���j����Ƃ����͈̂�x�����ꂽ���Ƃ��Ȃ�
�̂���A�n���_�̉��i�t���b�N�X�j�͗L�Q�����Ƃ��č�Ƃ��K������Ă��邯�lj��i�n���_�j�͋K������Ă��Ȃ�
>>903 >����ƌ����鉔�t���[�n���_
�n���_�R�e�Ɛݒ艷�x����A�n���_�ɂ����
�Ɩ��Ȃ猒�N�f�f�̌��t�����ʼn��ׂĂ���Ǝv���B
���c�t���̍�ƈ��Ȃ猟�������邵�Г����i������������
����ł�邭�炢���Ɖ��������Ȃ������B
>>903 �Q�l�ɂ��������猩���Ă�
>>907 ���N�f�f�ʼn��̌����Z�x�𑪒肷��Ȃ�ĕ����������Ȃ���
�ǂ��̍��̘b��
>>910 �����N�f�f
������舵���Ɩ��̕��̖\�I�ƌ��N��Ԃ̌����ł��B
�K�����{���ׂ�����
�E�Ɩ��̌o���̒���
�E���ɂ�鎩�o�Ǐ͑��o�Ǐ�̊������̒���
�E���t���̉��̗ʋy�єA���̃f���^�A�~�m���u�����_�̗ʂ̊����̌������ʂ̒���
�E���o�Ǐ͑��o�Ǐ�̗L���̌���
�E���t���̉��̗ʂ̌���
�E�A���̃f���^�A�~�m���u�����_�̗ʂ̌���
>�E���t���̉��̗ʋy�єA���̃f���^�A�~�m���u�����_�̗ʂ̊����̌������ʂ̒���
�N�͔����ɏZ��ł�́H
>>911 ���������N�l
�ڂ�����
>>911 �����N�f�f����Ă�d�q�n�̎��Ə��Ȃ�Ă���́H
�b�떂������Ȃ���
>>913 �O�ɂ�����Ђł̓��C���̐l�͂���Ă���B
�d�q�n����Ȃ��Ăǂ������́H
���������̂������Ĕ��c��Ƃ��������i�߂Ă��Ȃ��H
������Ƃ͒m��ǁB
>>914 ���߂ĕ�������
�d�q�n���ቔ�����ɂȂ邱�Ƃ͖���
����Ȏ�����̂͐��B��Ђ�z�R�W�A��S��������
�悭�����ꂾ���f�^�����������
�悭�����ꂾ���f�^�����������
https://godhanda.co.jp/blog/50580454-2/ >���Ђł��@�N�ɂP�x�@���t���������Č������̔Z�x���������Ă��܂����A
>���܂łɁ@��l�����@���������N�X�����������߂Ɂ@�n���_�t����Ƃ���
>�O��Ă���������Ƃ�����܂��B�l�A�̎��ɂ��ɂ��̂�������܂���B
�u���߂ĕ������v���Ƃ𗝗R�ɂ��đ��l�̔������u�f�^�����v���Č����l������B
�u�������ƂȂ��v�u���߂ĕ����v�u���������Ƃ��Ȃ��v�͂����Ă��G�������Ɍ����Ă邯�ǁA
�悤����ɂ���́u�ڂ��͌o�������Ȃ��ł��v���Č����Ă�̂ɓ������B
>>917 ����ȗ�����グ�đS�̂Ƃ����k�ق̓T�^
>>916���ᔻ����
>>914�͑S�̂Ƃ͌����ĂȂ��̂ɂق��̂��Ƃƍ������Ă��܂��Ă�ˁB
916�́u�d�q�n���ቔ�����ɂȂ邱�Ƃ͖����v�ƌ����Ă�B�u�S�́v���u�����v�����X�����ȋɘ_�B
�͂t����ƂŌ������Z�x���オ�邩�Ȃ��H
�H�ׂĂ��Ȃ��́H
���͓d�q�n�̉�Ђɂ����Ƃ����̌��t�������Ă������B
�����Ƃ�2011�N�Ŏ��߂Ă���̂ŁA���̌�̂��Ƃ͒m��Ȃ��B
>>916 �݂����ȁu���̒m��Ȃ����Ƃ͑S���E�\�A�f�^�����v�݂����Ɏv������ł�q����
���Ƃ����ˁB�����s�v�c�Ȃ��ǁB
�������� >916 �݂����Ȏq���Č����Љ�ŋ�J���Ă����i��Ɏ���̐l���j
�e�����Ƃ����ނ蓹��̈��Ńs���e�����Ƃ������i�������ł����A�ŏ�����͂t������Ă�p�[�c���p�ɂɎ��Ă��܂��܂��A
���܂�5���炢���Ă��܂��܂����A�悭�ނ��̂ł��ꂩ����s���e�������g��������ł����p�[�c���₷���̂���V�ł��A
�p�[�c�Ƃ�Ă��܂��Ǝg���Ȃ��Ȃ�̂ŁA���Ă��܂����̂��͂t�����Ďg�������ł�
��̐j�����̐j�ɌŒ肵�Ă����p�[�c�i��̎��Ă��j
���[�����Œ肷��p�[�c�i���̎��Ă��j��
�{�͎̂K�т��ł����A�p�[�c�͎K�тȂ��̂ŃX�e�����X�̂悤�ł��A
�X�e�����X�Ή��̃t���b�N�X�t���͔͂����܂����A�n���_�S�e�̓_�C�\�[��30W���ጵ�����ł��傤���H
�}�X�ڂ�1cm�ł�
https://i.imgur.com/uqpTIqA.jpg >>917 �����r���ݔ��Ȃ��Ŕ��c�t�����Ă����Ђ�����̂�
�r���ݔ���������Δ��c�t���͊W�Ȃ��̂�
>>924 >�r���ݔ���������Δ��c�t���͊W�Ȃ��̂�
�ނ���q���[���Ɋ܂܂�Ă鉔�Ȃ�ĂقƂ�ǂȂ�����B
>>923 �n���_���̂͂��낢���̂����A���肩�����͂�����������O��₷���Ȃ�B
���߂čׂ��j��(�X�e�����X�t���b�N�X���g���Ȃ�A�X�e�����X���ł�)�������t���ČŒ肵�Ă���A
�ォ��n���_���Ȃ��܂��Ă͂ǂ����B
>>923 ���c�t������Ȃ��ċ�E����Ȃ����Ƃ����C�͂���
>>926 ���肪�Ƃ��������܂��A�j���ǂ������ł���
>>928 �Ƃ肠����100W�̃n���_�Ŏ����Ă݂܂�
�S�H���̃I�W�`�����Ɋʃr�[����y�Y��
�`���`���C�Ƃ��肢���Ă�����������������肢
�����̒n��ŏ��������Ă�����Ĕт��H���Ă���Ď��B
������Y���ƒɂ��ڂɑ����B
�f�J���炵�Đ����������Ȃ����Ƃ̂����b�ɂȂ�����B
�o���Ȃ��Ȃ��l�������ĂȁB
���Ǝ��������NJ撣���Ăˁ`(��)
>>925 �@����̖���
>>921�̈ȑO�̋ߐ�̗l�ȊԔ����ȉ�Ђ̂��Ƃ�������
�����̍H��͐H�ו��������Ă邩�����I�Ȍ��ւ�����
�V�t�g�������畽���x�߂邵���ւ��Ă���邵�ō��I
�O���đ厖�����
�O�����ǂ���Β��g���R�����Ă������Ȃ�Ƃ������镔���͂��邵�O�����ǂ��Ȃ��ꍇ�͗]�����g���ǂ��Ȃ��Ƌ����Ȃ�������������
�f���B�v�l��̏����Ƃ��ċ�����u�X�̏������ĉ��ڐ��Ȃ낤
��
>>923 �t���b�N�X�A��낤�A�}�C�N���g�[�`�ŋ�E�t��
�����A�Ă��Ȃ܂��ŕt����Ƃ���ȊO�͔G��e�B�b�V���ȂŌ��d�ɗ�₷���A���M�p�ɘk���O���b�v�����Ȃ��Ƃ����Ȃ�
���ꂾ���������Ɠ���Ȃ�
�������̂��ƃX�|�b�g�n�ځH�j�b�J�h�d�r�̃^�u�t����悤�Ȃ��̕��@��
>>923 �X�|�b�g�n�ڂ͊ۖ_���m�͖���������E�͋Z�p��@�ޓI�Ƀn�[�h��������
���c�t���ł������苭�x�������������Ȃ�r�j�[���d���̍א������o���Đڍ����ɂ��邮�銪���A
���̏ォ��א����Ɣ��c�t�����Ă��܂��Ηǂ��̂��ȂƎv��
>>923 ���X�t���Ă��͂H�̓R�e�łƂ���́H
�I�[�v���o�����̈�������������̂ł����߂��O��邩��
>>938-939 �f�l�����ɂ͓�Փx�������ł��ˁA���̒ދ�ɂ��Ȃ�ׂ��X�e�����X���t�����Ă��̂�
������������Ă݂���ł����A�Œ�o���͂��܂������O�����Ă�������ƂȂ������ł��A
�K�b�`���Œ�o���Ȃ��Ɗ�������Ӗ�������ł����ˁH�r�j�[���d���̕����ׂ��悤�Ȃ玎�������������̂���
�͂��Ă�BN-100�A�t���b�N�X�Ƃ͂�SUSSOL-F�͂t��
�_�C�\�[�̕ی상�K�l�A�s�D�z�}�X�N�A�R��t���āA���������Ė������ԏ�ō�Ƃ��悤�Ǝv���܂�
>>940 �S�R�m������������ł����A���E���Ɖƒ�p���Ăŗn���Ȃ��悤�ȗZ�_�����ꍇ�����ł��ˁA�����Ȃ烄�X���ō��܂�
�����߂�̂͑S���l���Ă܂���ł����A�����߂邾���̕����ȒP�ŋ��x���o�����ȋC�����Ă��܂���
�����͂̓���������Ă��܂����̂ŁA�͂ł���Ă݂܂�
>>941 939�͈Ղ����Ǝv���܂����ǂ��܂�s�K�ȓ���Ɠ�������m��܂���
�R�e���傫�����ĉ��x���オ��߂�����
�_�C�\�[��30 W�̃R�e�ŗǂ������C�����܂�
�X�e�����X�͓���̂ŃX�e�����X�p�t���b�N�X�����Ă��Ă��܂�����
�܂��ގ����{���ɃX�e�����ǂ��������ł����A
�X�e�����X���ƌ��X�̐ڍ������c�t���̉\���͒Ⴂ�Ǝv���܂�
�r�j�[���d�����̍א��͕��ʂ̃n���_�̃m�����������ǂ��̂ŁA
�d�q�p���n���_�i�����n���_�j���Ă���Ηe�Ղɂ��܂����A
�ނ�j�ɕt�����ǂ����͕ʖ��A�X�e�����X���Ɠ��R���܂���
>>942 �_�C�\�[�̂ł��ǂ�������ł��ˁA���h�o�V�ʔ̂Ŕ����Ă��܂����̂ł��̂܂g���Ă݂܂�
�O�ꂽ�p�[�c�͒ނ�j�Ɩ��炩�ɍގ�������đS���T�r���ł��A�����ڂƐG�����������d���N���b�v�݂����Ȋ����ŁA�����X�e�����X���Ǝv���܂�
�ނ�j�̕��͒ނ�j�ň�ʓI�ȍ��Y�f�|�ȋC�����܂�
>>943 �X�e�����X�̃n���_�t���͑�ϓ���̂�web�y�[�W���Q�l�ɂȂ����Ă�������
���҂ōގ���������肷��̂Ȃ珮�̎�����̂ŁA
�G�|�L�V�̐ڒ��܂̕��������葁�������m��܂���
�n���_�t���̓n���_�����₷���������m�ȊO�͖��ɗ����ɂ����ł�
���̐ڍ��͋�E�t���̉\���������Ǝv���܂�
��E�t���̓n���_�t�����͋��͂ł�
������t���Ă��n���_�̓R�e���Ă��炷���n���܂����A���X���ō������
�Ƃ肠�����茳�ɂ������X�e�����X�����������������Ŋ������Ă������Ă݂܂����A�ދ�̉��ɐΕ��S�y�~���ČŒ肵�܂���
https://i.imgur.com/HBt63pc.jpg ���ʁA���ߑ���Ȃ��̂��X�e�����X�����n���_�e���܂���܂����A�R�e�ŐL�������Ŗ������n���_��t���܂����������o����
2�ڂ́A�X�������X���������ɐΕ��S�y�Ńp�[�c�̒[�̕���{�̂ɌŒ肵�ē����Ȃ��悤�ɂ��ăn���_�t�����܂������A���Ƃ��}�V�ɂ������܂���
�オ2�ڂŁA�����X�e�����X����������ł��A�Ԃň͂�����������n���_�t�������ӏ��ł�
���̉��F�ň͂����p�[�c�͌�����t���Ă����̂ł����A�n���_�̂ɕ����Ă銴������Ȃ��āA���傱��Ɖ��ɂ������Ă邾���ō��ɂ��O�ꂻ���Ȋ����ł�
����̃n���_�t���ŋ��x���\�����肻���Ȋ����Ȃ̂ŁA�茳�ɂ����ꂽ������ĂȂ�����S���A������t�����܂܂̃p�[�c����x���O���ăn���_�t�����������Ǝv���܂�
https://i.imgur.com/96DJPhM.jpg https://i.imgur.com/IRT0PvC.jpg https://i.imgur.com/MvoX023.jpg >>945 ���܂��s���ėǂ������ł���
���ĂȂ��̂܂Ŏ���o���̂͂��炭�g���Ă���̕����ǂ��̂ł�
�X�e�����X���Ȃ�ĕt���Â炢���̂Ȃ��g�����ˁB
�핢���ĂȂ������Ƃ��A�X�Y���b�L�����A��Ԋy�Ȃ̂͂͂��b�L���������B
�����ɃX�e�����X��������������
�t���Ă݂����Ȃ�������
�ł��߂ȂH
���x�����Ĉ�������ł���B
100�ςɐj���ƂĔ����Ă邵�B
>>926 �����������A�h�o�C�X�������炾��
>>948 �n���H���{�ꗝ���o���Ȃ��q�H
���i�����Ƃ�����Ă�l�Ȃ�킩�邯��ǁA�X�e�����X�p�t���b�N�X���g���Εt���Â炢�ގ�����Ȃ���B
����҂̎ʐ^���Ƃ����ƂȂ���ł��Ȃ��悤�Ɍ����邯��ǁA�����̂͂��ł�����̖��͂��邵�ˁB
>>945 >�X�e�����X�����n���_�e���܂���܂���
�n���_�e���͕̂��ʂ͔M�����鎞
953�����ǁA�X�e�����X+�X�e�����X�t���b�N�X�ł��t���ɂ����̂�����̂���?
goot�̃X�e�����X�p�t���b�N�X�ŔG�炵����ԂŁA���߂̉��x�̃R�e�ŃW��������
���Ȃ����Ƃ����炽���Ă��Y��ɗ���Ă��B�X�e���̎�ނł��Ⴄ�̂����B
����Ⴀ�����Ƃ��Α��̋����̓��[�t���ł��邳�B
�����lj��x�Ƃ��A�_���̃t���b�N�X�̈������ʓ|�Ƃ��A
����u���L�̎��͂ł��������Ɗȕւɂł�������Ƃ͓�Փx���_�D�̍��B
>>956 �X�e�����X�͓�����ȒP�Ȃ���p�̃t���b�N�X���g���Ζʓ|�ł��Ȃ��āA
�ȕւȕ��ނ̂͂��Ȃ��ǂȁA���Ęb�ł����B
���[�h���i���͂ŕt������ȒP�����B
�c�Ƃ����F�����������ǁA�X�e�����X�ɂ�肯��Ȃ̂��ȁB
�X�e�����X�ɂ��F�X��ނ������Ȃ�
�t�F���C�g�n�X�e�����X�Ȃ����c�t���ł���낤��
�G�A�R���̔z�ǂ�X�t�����Ă���l�A��}�ɕt������
�t�F���C�g�n�X�e�����X�|�̃n���_�t�����͗ǂ��ł���B
�K�����t���b�N�X�ƃu�^���K�X�o�[�i�[��p�����Ɨe�Ղł��B
�t�ɗn�ڐ��������B�I�[�X�e�i�C�g�n�����ɂ��Ȃ��郌�x���̐l�ł��㊄����₷���B
T-962�Ń��t���[����Ă��邯�ǁA1608�̒�R�������オ���ĕЕ��������Ȃ�������
�Ȃ����Ă����肷��B
����1608�ł��R���f���T�͏d�ʂ����邩�炫��������Ă���邪�B
�p�b�h���傫������Ƃ��A
�������N���[���̗͂��p�b�h�̃o�����X�������Ƃ��A
���x�̏オ����ɍ����o�₷���悤�ȃp�^�[���Ƃ�
1608�͂Ƃ������T�C�Y���������قǁA�����A�����͏o�₷���Ȃ�ˁB
>>964 �O�삾���ǁA2�s�ڂ܂ł����c�t���̘b��3�s�ڂ͗n�ڂ̘b�Ȃᖳ����
�ŋ߂̂��Đ�N���[�i�[�͋����^���V���嗬�ɂȂ��Ă���ۂ�����(Hakko�̂��đ䂪�f�t�H���g�ŋ����ɂȂ�����)�A
���X�|���W�̕����Y��ɂȂ��ˁB
�����b�g���O�O�����牷�x��������Ȃ��̂������Ƃ������Ă��邯�ǁA�����������炻��ȂɊW�Ȃ��ł���˂��B
���������X�|���W�ɉ�������킯����Ȃ��āA�Ȃł邾�������炻��Ȃɉ��x������Ȃ����B
�t�ɁA�����^���V�͋C�����Ȃ��ƃn���_����юU�邵�A���܂����g�����肪�������ǁA
�F����͂ǂ������g���Ă܂����H
�ނ��뉷�����ƃX�|���W�ʼn��x�R���g���[�����Ȃ��Ă�����
>>966�ł����A
�⑫���܂��ƁA�����^���V�͎g�������Ȃ����ǁA
�����������玩�����m��Ȃ������b�g�������Ȃ������Ă����̂�����̈Ӑ}�ł��B
�n�b�R�[�̃X�e�[�V�����̃f�t�H���g�̓X�|���W�ł́B
�����������Ȃ�A�����^���V�ł���K�v���͒Ⴂ���B
�����^���V�́A���x�͉�����ɂ�������ǁA���Đ�����݂₷�����ˁB
�������ɃX�e�[�V�����^�C�v�̓X�|���W�ł��ˁB
�P�̂̂��đ��633�ȊO�͂܂��X�|���W�ł��ˁB
�����^���V���嗬�ɂȂ��Ă�Ƃ����̂����Ⴂ�������悤�ł��B
�����������܂����B
�Еt���Ńn���_�R�[�e�B���O���鎞�ɁA�d���𗎂Ƃ���x�\�ʂ𗎂Ƃ��Ă���R�[�e�B���O�����ŋ������킵�̕������x������Ȃ�������₷����
�X�|���W�͌����ڂɂ����тꂽ�̂��킩��₷�����ǁA
�����^�C�v�͌����^�C�~���O�ǂ����f������悢�̂��낤
�X�|���W�͐������i����Ă���g����
�i���Đ�����ԂŎg���ƃR�e��_���[�W����
>>973 �����܂ł��邭�炢�Ȃ炽�킵�g����
�܂��r�^�r�^�͗ǂ��˂���
>>973 ���Ȃ��Ƃ��������z�肵�Ă���g�����ł͂Ȃ��ˁB
�X�|���W�̃X�y�[�X�ɐ����܂蕔�������āA��������z���グ��悤�ȍ\���ɂȂ��Ă���B
����́A�i��Ε��ʂɐ��������Ώo�Ă��郌�x���B
T12�AT18�������Ƃ��̏�ԂŎg���Ă邯��ǁA�ӂ��ɂ��Đ�͎g���Ă��B
���Đ�̃_���[�W���傫���Ȃ�̂��āA�ǂ��炩�Ƃ����Ή����Ȃ��A�R���g���[�����Ȃ��ŁA
�����ɂ��āA���ʼn��x�������Ďg���悤�Ȗ�Ȃ����ł́B
�����I���`���[�����̂͂Ȃ�ăz���Z���Ŕ����Ă�P�O�O�O�~�Ƃ���
�j�N�����q�[�^�[�^�C�v���炢����
���僂�f���̂e�w�U�O�O�O�ł���t���Ă�̂�
>>976 FX6000���Ē��̃p�`�����݂����Ȍ^�Ԃ��Ȃ��Ďv�������ǁA
�^�ԑւ����Ɋۂ��ƃp�N��̂����������B
���Đ扷�x�v�Ƃ��^�Ԃǂ��납�F��`�܂œ����łЂǂ���ԁB
���������̓p���[���Ȃ�����v���X�g�ƕ��p���Ă��
>>946 ���ӁB
���Ă��āA�C���b�Ƃ���B
>>968 �R�e��𖧕����Ƃ���ɕЕt����ꍇ�A�C�ɂ������̂܂܊W�ł��邩�炨�����߁B
�������c���Ă��g���Ă���l�ɕ��������̂����A
���c�t����ƒ��ɉ��x��ς��鎖���āA�p�ɂɂ���́H
��Ƃɂ��
�������i����ɂ��邾���Ȃ�ς��Ȃ�����
���u�Ƃ��ŃV���[�V�t�̂ł����R�l�N�^�Ƃ��Ԃ��Ƃ����Ƃ��x�^�A�[�X�Ƃ����o�Ă���ƕύX���邩������Ȃ�
���������H�삪�����Ȃ��p�̏��e�ʂƃR�l�N�^�Ƃ��Ɏg����e�ʂ�2�{�����Ă������֗�������
>>982 �����ł���ˁB
���ꂩ��d�q�H����n�߂����̂�
30W��100W���炢�̂��Q�{�������ɂ��܂��B
>>983 100W�͉����ł���K�v�͂Ȃ��Ǝv���܂�
������W���͂��܂�C�ɂ���K�v�͂���܂��A
������70W�R�e�Ŕ�60W�̃R�e�̑�p�͂ł��܂���
�啨�̍H��̓R�e�̒~�M���̑傫�������������܂�
�����Ȃ炻���OK�ł����n���_�͋����n���_���g���K�v������܂�
�N������2�{�����Ƃ͏����ĂȂ���
�����Ƃ������ĂȂ�����B
������ƃA���Ȑl���ȁB
�Ƃ��ǂ��u�ł����g�����X��R�l�N�^�Ȃ�ł����R�e�v���Ęb���o�邯�ǁA�Ȃɂ������āu�ł����v���Č����Ă�낤�B
���ꂮ�炢�Ȃ�FX-600��C3��C4���炢�̃R�e��t�����牔�t���[�n���_�ł��y�������B
https://akizukidenshi.com/catalog/g/gP-08743/ ��̓I�Ȃ��̂�Ꭶ�������������B
>>985 �~�M���̔M�e�ʂ��������̂ňꎞ�ɑ傫�ȔM�ʂ������ł��Ȃ�����
>>987 >��̓I�Ȃ��̂�Ꭶ�������������B
��̓I�ƌ����Ă����ނ̕����M��v���銄�����傫�����Ƃ�����������������邩��A
��̓I�ƌ����ΔM�e�ʂŎ����K�v�����邪����͍���낤��
����������Ƃ���R�e���[�J�[�̎d�����낤���A
�R�e���[�J�[�͔M�̒ʂ肪�ǂ��Ƃ��M�����������Ƃ���̕�����ʂ��Ƃ��������Ȃ�
>>988 ��̓I�Ȃ��̂��o���ċc�_����̂��ǂ��Ǝv���B(�����̎ʐ^�͗�Ƃ��Ă킩��ɂ������ǂ�)
����������
�u�ł����Ƃ����Ă������������w�ł����x�͂���قǂł��Ȃ��ȁv�Ƃ�
�u���ꂮ�炢�Ȃ�A�Z�ZW���炢�̂��K�v�ɂȂ肻�����v�Ƃ��̂��ǂ��ڈ��ɂȂ邵�ˁB
��������Ȃ��Ȃ��̓I�ł��낤�Ƃ��邱�Ƃɉ��l���Ȃ����Ă��Ƃ͂Ȃ���ˁB
����̃��[�J�[������Ȃ��Ǝv���Ȃ�A���[�U�[���₤�̂��ǂ��Ǝv���B
��肢�������ȋc�_�����Ă��ˁB
>>987 �R�e�����������ꍇ�A�M����߂�܂ő҂�ł����H
����Ƃ��M���܂܌����o�����ł����H
FX-600���Əo���Ȃ����Ƃ͂Ȃ����Ǖ��ʂ͗�߂�܂ő҂ˁB
FX-951�͔M���܂܌����ł���B
>>994 �v���C���[���g���Č����B��߂�܂ő҂K�v�Ȃ��B
FX-950/951�Ȃ�f��Ō����\�B
>>995 �Ȃ�قǁB���肪�Ƃ��������܂����B
��R�̏��i������̂ŁA
�ǂ������ǂ��������Ă��܂��B
�d�q�H��p�̍ŏ���1�{��FX-600��C2�̃R�e��ł����Ǝv���B
>>996 ��������FX-600���v���C���[�g�������ˁB
���̃X���b�h�͂P�O�O�O���܂����B
�V�����X���b�h�𗧂ĂĂ��������B
life time: 277�� 14���� 4�� 4�b
5�����˂�̉^�c�̓v���~�A������̊F���܂Ɏx�����Ă��܂��B
�^�c�ɂ����͂��肢�������܂��B
��������������������������������������
�s�v���~�A������̎�ȓ��T�t
�� 5�����˂��p�u���E�U����̍L������
�� 5�����˂�̉ߋ����O���擾
�� �������K���̊ɘa
��������������������������������������
����o�^�ɂ͌l���͈�ؕK�v����܂���B
��300�~���瓽���ł��w�����������܂��B
�� �v���~�A������o�^�͂����� ��
https://premium.5ch.net/ �� �Q�l���O�C���͂����� ��
https://login.5ch.net/login.php ���X����1000���Ă��܂��B����ȏ㏑�����݂͂ł��܂���B





