ハンダ作業について語るスレ No20
レス数が1000を超えています。これ以上書き込みはできません。
real timeに温度変化をはかれる、小手先に熱電対仕込んだ「真・コテ先温度計」の
企画開発マダー??(^p^) アオバ経由でアプリでグラフ化 素朴なハンダ付け作業。
右手にハンダコテを持ち、左手にハンダを持つ。ハンダする対象はテーブルに置いてある。
ハンダ付けする部品はどうやって持つ? もう一本手が欲しい。今は口でくわえたりしてる。 逆に考えるんだ。
片手ハンダゴテ、片手で部品を押し付けた基板を持って、
机の角に置いたリールから延ばした半田の先に、それを基準に
基板の半田面と コテとを 動かしていけば口は使わなくていいぞ。
1ピンと14ピンとかをこの手で仮固定して、あとは机において作業するんや
 >>5
>>5
テープとかで固定できるからテープで固定する。
銅線とかの固定できないものは>>6の方法か、使うハンダが少量なら最初から切ってしまって表面張力で吸わせる。 何だったら金属ハンガーをグリグリ変形させて金属クリップ固定したら部品固定器具完成だからね
この程度の道具は自力で作れなきゃ先が知れてるよ そうイキるなよ。
何も無いところからいきなり思いついて作れるようになる奴はごく少数だよ。
通常は色々場数踏んで閃いたり応用したり工夫したりして作るようになって行くんだよ。
自分が出来たなら天性だ。
もしかしたら出来なくて罵声浴びせられたのかも知れないがそれは後世に引き継ぐもんじゃない。 立ち居振る舞いはその人が暮らしている環境を反映しているのだろうとはおもうけれど
そういえば小学生に土下座強要して捕まったひと、
いったいどういう環境でくらされていらっしゃるのだろうね;
もしも土下座強要とかを日常的にさせられていたとしたら、なんか可哀相やわね; エナメル線みたいなポリウレタン線って有りますけど、
有れ、皮膜が半田ごてだけで溶けますが、もし間違って
溶けてしまった場合、見えませんよね。
その場合、ショートの原因になりそうなんですけど、
どうすればいいのでしょう? >>12
拡大鏡併用したり色々あるじゃん
カラー被覆もあるだろうし代用品に切り替えればいいだけでしょ >>12
見えるかどうかで言えば見えなくは無いし、
ハンダ触れそうなら作業終わるまでアセテートテープやポリイミドテープで覆うとかやりようはある。
何がしたいの? >>15
・被覆が破れて中の銅が露出した状態だと、ほかの金属部分との接触が不安
・何10本といった大量の配線が束になったり交差することもあるから、
目視で問題が起きるかもしれないことの確認は困難。
みたいなことではないのかな?
現時点で接触していないものなら導通チェッカーでも確認はできないしね。
>>12
赤、緑のUEW線だと目視はしやすいけれど限界はある。
傷つけないように作業をするしかないし、ある基準で一定以上の信頼性が欲しい
ところには、UEW線での配線はできるだけ使わないようにするとか。
自分だけで使う試作品はUEW線で配線することが多いけれど、
客先指定でユニバーサル基板を使って実験装置の基板を組む場合は、
できるだけUEW線での配線は避けてる。 goodのHOT-60R買ったんやが60wでもパワー不足で使い物にならん…それで考えたんだけど、今はFX-601の大容量タイプ使ってるんだけどコテ先をカッターのように無理やり尖らせて使えそうなT18-Kってのがあるんだけどこれって601に使えるかな? 今FX-601使ってるならB3730買えばT18嵌るらしいよ。 >>14
最初から最後まで間違い指摘しか出来ない動画も珍しい
熱する時間長すぎだしハンダこて自体がダメなんだろうな
安物のペンシル型は頂点が使いもにならず側面の広い部分しかだめなのどうしてだろう >>17
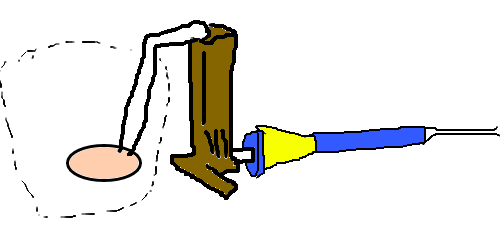
もし使い物にならんというのが 半田作業に関してなら、
ホットナイフではんだ付けしようとするのが間違っている。
ハンダゴテ買え(^p^)
もし使い物にならんというのが プラモのカット作業に関してなら、
問題点は発熱量ではなく おそらくナイフ部分の熱伝導率の悪さ。
デザインナイフの刃をそのまま流用しているデザインがおそらく元凶。
同サイズの銅板かアルミ板を刃部品の形状に加工して置換すればよいと思うぞ、結構マジで。
逆に言えばヒーター側を高グレード品に置換しても使い難さは解消しないとおもーます(個人的憶測です) ご参考まで;しらんけど(^p^; ホットナイフとして売られているものは、ステンレス(とても熱伝導率が低い)の刃を使っているので、大きいパワーが必要なところだとつらい。
T18-Kはコアは銅だし柔らかくて、刃としては厚みがあるような気がする。
切る相手が硬いものでないなら、銅板を切って刃物形状にして、HOT-60Rに
セットできないものかな? うえーい かぶりまくりの仮性包茎星人どうし仲よくしようぜー(^p^) 十和田のヒートペンは温度がハンダゴテに比べると低めで臭さがきつくない印象だった
ホットナイフのハンダゴテそのまんまの加熱を、
熱抵抗の大きいナイフを 熱の緩衝材に用いて プラスチック加工をする、
という想定で設計されているのだと仮定すると熱抵抗の小さい刃先は
今度は加工が臭すぎるという弊害を齎すかもしれない、というのは心配した。
ハンダゴテのコテ先は半田作業に使う場合は銅が食われる現象を伴うため
鉄メッキが施してあるけど、はんだ付けには使わないのなら削ってカスタマイズしても弊害はさほどないと思う
太すぎて困るなら削るのもいいし、加工想定先が微細ならナイフ形状には固執せずに、
むしろ円錐状のコテ先を素材に削るのもアリだと思う、
銅ベースのコテ先なら細くてもそこそこ熱を伝えてくれるから。
ホットナイフの場合、ほかの刃物と違って切削片が自動的に剥落はせずに、
溶けて押し退けられたのが加工先に留まる感じだからナイフ形状にこだわる必要はなく、
むしろ匙的な形状にして掻きだす作業の方が適しているかもしれない。
ニオイ問題に関しては、
非温調ごて用のパワーコントローラを併用するか、あるいは400度未満の温度にも設定できるような
ステーション型のコテを使うのも手かもしれないとおもう。
ちなみに高級機を除けば はんだ付け用ステーションコテは 国産よりも
アリババで買う奴の方が低い温度に対応している場合がある;ぐぎぎ 普段使わん漢字とか言い回しはなるべくやめようぜ
世界は平坦がええんや そうはいっても、
仮性包茎星人の漢字表記をやめたら
火星方系聖人と誤読されないか心配で心配で((^p^)) B3730買えばT18-K使えるんだから、B3730とT18-Kを買って試せば良いだけ。
両方買っても1,500円程度。 ヒーターだけの安物のハンダゴテを接続する事を前提に、さ。
外付け熱電対で温度監視して、
コテのヒーターに交流100V給電はせずに
変圧した電力(100V超〜微弱電圧、直流可)を用いて給電。
設定温度に向けて電圧調整して自動供給する 外付けパワーコントローラって面白そうじゃね?
設定温度とリアルタイム温度を同時表示 すまんのぅ すまんのぅ プルプル(((^p^;;;ヨボヨボ ハッコーのハンダ買ってみた
キッコー印って書いてある
ハッコーのロゴって5角形だよね?
どうなってんのこれ
まあいいか 間違ってキッコーマン買ってない?
ちょっとなめてみてよ にしても、新しいハンダピカピカ
前のやつは艶無しの灰色になってたもんなあ
大量に買うもんじゃないね そんなん当たり前じゃん
表面が酸化して劣化するしフラックスだって劣化する
細いはんだほど表面積/体積が大きいから酸化の影響が大きくなるし、フラックス量が少ないから劣化すると影響が大きい 一度買ったら10年使う俺に怖い事きかせないでくれよ
しかし本当?
どうしよう、余分な分売ろうかな >>35
コテの温度高すぎると、とんがり帽子になるじゃない?
あれが、低い温度でも頻発するようになってたら、買いかえたほうがいい >>36
サンキュ
使いきれないからと安値処分したのにそれがあった
買われた方には知らなかったとはいえ悪い事をした 特に鉛フリーはんだの場合は金属の成分やフラックスで表面光沢が変わる。
新しいものでも、錫銀3銅0.5のものだと白くなる。
かつては表面のくもりで、はんだ作業が適切な温度だったかどうかを判断する
ような人もいたけれど、今のはんだではそういうことは通じない。
単なる見栄えの問題でしかないと思う。気にする必要はないのでは。 >>38
それは単に錫銀銅はんだは酸化してなくても白くなるという話。
錫銀銅はんだではんだ付けして白くなるのはデンドライトによるものだが、しかし錫銀銅はんだは酸化しないわけでも、酸化しても問題ないわけでもない。
酸化してなくても白くなるということと、酸化してても問題ないかどうかは別。 無鉛ハンダでもモノによってはギラギラ輝くけど高いやつなんかね
sn100cはシワシワで光沢わからん 無鉛はんだの組成は色々なものがあり光沢があるものもある
特許もあり輸出入に制限があるものもある
当たり前だが見た目が綺麗だから採用されるわけではない
単に特徴とされるだけ 酸化であっても表面にとどまるようなものなら問題はあっても有意なものとは言えないのでは? キラキラのほうが好きなんだけど
100C使い終わるまで次に進めない オーディオしてるから趣味で無鉛つこうてる
やり直し作業が無ければ何の問題も無い状態にまで持っていけてる 仕事で鉛フリーを使ってたら、タイプの違うはんだを使うのもおっくうになって、趣味でも鉛フリーだけになってる。
温調のコテを使っていれば、作業が難しいみたいな特別なことないよ。はんだが少し高価なことぐらいかな。 >>49
たまには有鉛ハンダも使うんだぞ
そうしたら、なんだこのなじみの良さはってなる
たまに撚り線に有鉛使うと感動してる
マジ(本気)かよっ!って感じで >>45
問題がないのにそれはやりたくない
道具材料増やしてゴミ屋敷にしたくない >>52
T18系使ってると気分次第で交換しちゃう 話の流れでいえば>>52の「こて先を変える」は「無鉛と有鉛で分ける」の意味だと思った。
T18は簡単に交換できる、っていっても、無鉛有鉛で、よく使う何本かを二揃え用意するのは面倒だろな。(金銭的にも) なるほど。それなら安く買えるか。個人的には避けてるけどな。
それでも、コテ先、コテ台(最低限クリーナー)を使い分けるのは面倒だろなって気はする。
俺自身は、有鉛を使うのは仕事で指定があるときだけなので、面倒でも仕方がないけれど。 T18使ってるけど普通のハンダこても数本もってるから
稀にしか使わない方はそういうこてでいいわな 趣味だけど無鉛用と有鉛用がある。
コテ自体違ってて有鉛用の方が安いコテ使ってるけどコテ先もあんまり種類無いなー。
有鉛はよく濡れて作業性いいからBCだけでも結構なんとかなるw
>>50
あれは筋トレでトレーニング用の錘を外した時の感覚に似てる。 >>59
筋トレってなんだろうと思ったが
たしかにそんな感じかも すじとれとは水着画像を凝視してめこすじを脳内トレースする作業だよ ちなみに
きょうびの若者は筋力強化工程のことはフィジークっていうよ いやほんと結構マジで。 >>57
コテコテ先コテ台クリーナー、クリップは分けてるよ。
糸ハンダは面倒だから基本全部無鉛にしてるけど。
まぁ所詮買えば済む話だしメインで使わない方はケチれば1万ちょっと初期投資が増える程度。
月額かかるとかも無いから、趣味でも分ける決めれば道具揃えるのは大したことない。
使う部品がRoHS/無鉛かどうか確かめる手間に比べれば道具分けるなんて実に些細な問題。 趣味でやってるけど無鉛化するって決めたからそうしてるだけで、
誰かに求められて無いならどっちでもいいと思うよ。
所詮、趣味の無鉛は無鉛で出来たという自己満足を得るためのマスタベ。 無鉛の方が固くて機械的強度を期待する時には良いみたいな話を過去このスレでみかけた。本当かどうか知らんけど(^p^; そういや人工衛星とかは信頼性重視で有鉛半田を使うとかいう話をどこぞで読んだな。今もそうなのかはしらんけど; さすがに人工衛星で環境負荷もないだろ
米国とか銃弾で鉛撒き散らしてるのに
環境木違いの欧州は知らん 趣味でやるんだったら共晶/無鉛の使い分けは糸はんだ替えるだけで、こて先とかは共用でもいいと思うよ 輸出するつもりのないものなら有鉛でいいじゃんとか思ってたら
商社が勝手に輸出したやつでも製造元に責任かけられちゃうらしいな欧州の規制って
なんか納得いかんがw
やっぱ日本の捨てるときに規制するってのが理にかなってるよな んでも
捨てる時に、鉛はんだかどうかなんて
みんな調べないし、調べる気もないやろ… >>67
某国の原子炉積んだ人口衛星は大気圏再突入した挙句陸地に落ちた。 >>68
それでいいけど
ハンダ予熱中に小手先のハンダ拭う手間掛かるよ
これやらずにハンダ混ざった状態だと性能安定しない可能性やら
無鉛使うと小手先食い短期的に起こりやすい
こういうのがあって分けたほうが良いというだけだね
全部了解して趣味なら俺も良いと思います
知らなかったとしてもまあ大丈夫じゃなかろうか >>72
人工衛星はしばしば原子炉とか原子力電池を積んでる。
原子炉は良くて鉛はんだは良くないという理由がない。 >>73
こて先は普通拭うでしょう。
まあ金属もじゃもじゃを使ってたらやりにくいかも。
今どきのこて先なら無鉛でも食われて困ることはない。
むしろ面倒なのはこて先の温度を変えることだと思うが、全部無鉛の温度でやっても何とかなるとは思う。 >>74
探査機ならともかく、人口衛星で原子炉やRTG積んでるのはマジレア。 公開されるのはレアだろうけど
実際はどうなんだろなw
軍事衛星なんかほぼ非公開なんだし >>75
主義主張は好き好きにしてちょうだい
だから趣味ならどーでもいいよ
結果的に壊さなきゃケツの割れ目にこて挟んではんだづけしても良い
趣味なんだろ?
俺は業務だと許さんけど趣味なら何でもいい 原子炉は積んでないだろ、宇宙機はノーメンテで動くものでないと 体温で いごく熱電堆(ねつでんたい)の、体温電池が時計用に実用化されてるけど、
高熱源として体温ではなく、放射性同位元素の崩壊熱を用いて
(低熱源として背景輻射を用いるというか輻射放熱させる)んのが
探査衛星とかに採用されてる原子力電池でそ
まぁ、それが原子炉の範疇かしらんけど(^p^; ぐぐってみたら、炉も開発自体は成功してるそうだが
現在は廃れてるんだと なるほどこりゃやめたくもなるな;清掃お疲れさまでした>朝の光作戦 有鉛無鉛じゃなくて、フラックスに塩素が入っていないのが良いよ
洗浄してフラックスを取らなくても全然問題ないからね、アルミットな
もっとも趣味ではフラックスが水分含んでパターンがやられるなんて無いだろうけど >>85
ハロゲンフリーはもともと環境のためのもので、腐食とか洗浄については知ったことではない キリンぐりーんずフリーも、勿論ハロゲンや鉛は入っていないだろうが、世界で広がるグリーン化の流れ(RoHS規制とか)についてはしった事ではない はんだの扱い難しすぎるな
はんだ付け自体上手くいかないし
ハンダ吸い取り線も上手くいかない
動画だとハンダ吸い取り線の上にコテ置いたらみるみるハンダ吸い取ってるけど
自分がやると全く吸い取らない
幅3mmのハンダ吸い取り線は太すぎるかと思って半分に割いてやってもほぼ変わらず
コテ自体の熱が低すぎるのか
でもこのコテでもプリント基板すぐ熱々になるからこれ以上高温のハンダゴテ使ったら
あっというまに基盤が潰れそう
理想は高温で素早く作業終わらせることなのかもしれんけど 何か色々とまちがってそうだが、
フラックス使えば解決するんじゃね? フラックスも使ってるしそもそもハンダ吸い取り線にフラックス染み込ませられてるだろ コテ先が傷んでると熱が伝わりにくいから、なんか溶けね~ってなるよ >>88
ハンダこてが悪ければ全く何もうまくいかないから
まずはどのようなこてを使ってるかだね
なんだったらこて、はんだ、基板など並べた写真貼ってくれたら皆がそれを肴にワイワイしてくれるぜ はんだクリーナーってあるけどあれどうなの?
金たわしみたいにもじゃもじゃしてるやつ
白光とかからも出てるけど普通の水スポンジより使いやすいかな? はんだでコテ先保護する時はたわしみたいな奴の方がはんだが落ちすぎないから好き
作業ならスポンジかなあ 水スポンジはギュッと絞って水をほんの少しだけ残すのが大事
あと、水スポンジに当たるときにこて先が収縮するので破損しやすい 会社でHAKKO 599Bを使い始めたんだがハンダクズが飛び散るうえに
コテ先にもハンダクズが付いてくるしで、コテ先温度がどうこう以前のレベルでヤバイ
自分が選定する担当だったら電動式クリーナーか水スポンジにする 何より嫌なのがはんだクズが飛び散ることで、なんでこんなものを平気で使ってるのか全くわからないわ
見るからに飛び散りそうだし、飛び散らないようにすることもできない >>96
水だらけではまずいが絞るほどしなくてもいい。
あまり水が少ないとすぐに乾燥してしまう。
スポンジの真ん中に孔が開いているものは使いやすい。 水スポンジは温度が上がりすぎた小手先を冷やす効果がるから
コテが温調タイプじゃない場合は具合がよい 良い製品を作るためにやっていることなんで
コテを頻繁に買い替えることになっても、
そりゃ経費ってもんですわ 急激な温度低下でクラックが入るってやつだろ?
聞いたことはある 10万回とか100万回のオーダーっぽいから
朝から晩までつかうような仕事だったらわりと早く痛むかもだけど
趣味ならきにしなくていんじゃないかなあ? はんだ吸い取り機って色々あるけどどれが使える?
そりゃ1万以上のが使いやすいだろうけどあんなの買えないし
手動の比較的安いのと言えばエンジニアのやつがあるけど すっぽんが意外と使える
スルホールが相手だと
電動じゃなとムズイ >>108
裏側からコテで加熱したまま
表側からバシュッってやってもええねんで? 電動でさえなかなか取れないところも多いからな
すっぽんごときじゃ大変だわ ソルダプルットって負圧だから指向性が無くて難儀するわけで、
テフロンとかシリコンのチューブがあれば (チューブを手で当てて)
呼気というか 持続して吹き込んで正圧で溶けた半田を
押し出させるというのは手かもな・・・
 正圧で吹くほうがよく取れるけど、屑が飛び散るのが難 皆さん、コテの温度って何度に設定してますか?
正圧で吹くほうがよく取れるけど、屑が飛び散るのが難 皆さん、コテの温度って何度に設定してますか?
私は430℃です
普段は仕事でスマホの12層基板の実装してます ただのリワーク要員です
最近のスマホはBGAパッケージばかりでコテが入らないからホットエアーで実装が多いです 半田って
goot, hakko, hozanで使用感に違いありますか?
鉛入り限定で
どれも一緒? >>117
いっしょ
メーカー違いより新しいか古いかのほうが差が大きい ハンダなら
千住金属
アルミット
日本スペリア
とかじゃね?
それともハンダゴテの使用感の質問? ハンダコテのメーカーは、ハンダそのものも作ってる?
どこかに委託してるんじゃないのかな、ようしらんけど はんだを作っているのは金属系のメーカー。
はんだごてとは全く別のもの。 >>119
それは知らなかった
古いって
経年劣化?
それとも古い技術で作った物が悪いって話?
あと
どのくらいのオーダー?
1年?10年?30年? >>120
goot, hakko, hozanは名前付けて売ってるだけ?
フラックスの入った糸半田にするのはどっちの仕事? >>123
酸化してくるのでだんだん作業性悪くなるよ
進行速度は環境依存じゃないかな
鉛色になってると、末期 鉛色っていうとあれだな
鉛も酸化してないとピカピカしてるから
艶のないグレーが濃くなってくる末期に訂正しとく >>125
ヤバい
趣味でたまに使うだけなのに
リールで買っちゃった 酸化は表面から進むので表面積が効く
細い糸はんだは体積あたり表面積が大きくなるから劣化が速い
また細い糸はんだは芯のフラックスが少ないので(同じ割合だとはんだ層が薄くなりすぎて千切れてしまう)余計にそう感じられる はんだ溶かしたとき匂いがメーカーによってかなり違うよね。
フラックスの成分によるものだろうけど。 >>127
速攻で悪くなるもんでもないから、ダメダコリャアって感じたときに買い替えりゃいいよ >>127
必要分巻き取りちぎって
残りはうっちゃいなよ
5年超えたら劣化して使いづらくなるぜ
ソースは俺's ハンダの扱い上手くいかないから
FX600ってはんだごて買ったわ
これで上手くいかなかったらどうやっても道具のせいにはできないよな FX-600は持ち出し用には今も愛用してるし良いコテだと思う 温調コテとしては同程度 スリープ/シャットダウン機能を差額分と評価するか次第 >>135
そりゃ280がいい
すでにFX-600持ってるものは買い替える必要がないだけ 微妙な方が初心者向け指南してるだけだから見る価値一切なし FX600で使える汎用の安いコテ先ってありますか?
色んな種類セットで1000円以下みたいな >>141
aliならアリます
なんつって
本当にあるか知らないから探してね 塗ったフラックスが蒸発する前と蒸発した後って
そんなに作用が変わるものなの?
そこらへんの説明してるの中々見つからなくて >>143
ロウ付けでもフラックス必須なんだけど?
特にロウ付けはフラックスの品質によって固定力は大きく変わる
安全性に直結するロウ付けで検索しては? >>143
前:導電 腐食性有り
後:絶縁 無し?
ってゴッドはんだの人が書いてた >>97
あれはスポンジとは使い方がちゃうンよ
スポンジはひょー面でこするから、
その感覚で使おうとすると(これは
誤った使い方で)カスが飛ぶ。
あれは、突き刺して、挿す時に勝手にこそげ、
それを静かに引き抜いて使うもんなのよ。。。 >>146
図で補足しとくか
 というわけで、仮に こそぐときに内部で跳ねて弾いても 飛沫がたわし自体にぶつかり
というわけで、仮に こそぐときに内部で跳ねて弾いても 飛沫がたわし自体にぶつかり
包むように構成されたケース内にいずれ落ちる、という製品なんやろうね。
あと、完全には 濡れてるハンダを取らないというかとれないのは
その方が 小手先保護のために好都合なんですと。 そうか? ぼくは 自称神とか 自称神の使い って人たちは、当人たちに
その自覚がなくとも、高確率で詐欺師とか邪霊とか悪霊の類かその手先ぢゃないかと思っているゾ >>148
なので使い終わって電源切るときもコテ先ははんだで覆われている方が保護にはなるそうな
たまにしか使わないアマチュアには意味ある方法、やらないけどね ぼくは電源切る時は毎回 コテ先に半田盛ってるゾ(^p^;) 仕事でやっていたときもこての電源を切るときは必ず、電源を切らなくても1, 2分程度以上間が空くときはこて先にはんだを盛ってました。
たまにしか使わないとか関係ない。
だいたい電源を切るときにはんだ盛ってなかったら、次に電源を入れたら融けるようになるまで待っててはんだ盛るのか?
その間何か他のことをしていたら、こて先にはんだ盛らないまま熱することになってしまう。
それとも全く盛らないままはんだ付けを始めるのか? 半田ポットにコテ先を挿して固定し両方ともに電源を切っておく
半田が固まったら固定しているものを取る、半田ゴテが突っ立ってなかなかシュールである、これ推奨 最後はハンダこて先にハンダ盛って軽くぬぐうだけで良いじゃん
なんで意味不明な事したいんだろ それ痛(つう)の方で飲食店業界から鬼の様に嫌われてる基地外 どんぶり伏せるとか、汚えわ
迷惑行為を通とかアホかと思うわ ハンダと基盤とパーツをいい感じに揃えて登り窯に入れる
あとは職人の技術と木炭の質で決まる
そういうものです はんだが流れてほしくない場所がある場合
その場所にマスキングテープとか貼っとけば問題ないですか? >>162
問題ないかどうかは、貼り方の丁寧さや、はんだ付けの仕方で変わるだろう。
あなたが自分の貼り方、自分のはんだ付けの仕方で試してみるのがいちばんだよ。 >>162
耐熱テープのほうがいいよ。ポリイミドとかの。 >>161 登り窯は温度高すぎやろ っていうか燃料は薪じゃなかったか?しらんけど;(^p^;
>>162 てーぷによるマスキングは量産工場も使てる手だよ
検査ピン用のスルホールとかが埋まらないようにするためにつかったりするよ
きっとマステの材質は違うんだろうけど; 剥がした跡しかしらんが;
一般用マステ、ぼくは基板修理の時とかにもタミヤのマステつかってるよ
(タミヤのっていってもたぶんカモヰか3MのOEM品なのかな、と思うけれども;) ポリイミドテープだな
電子工作するなら常備しておいて良いよ 製造現場じゃ紙のマスキングテープ使ってたけどな
普通のマスキングテープなのかハンダ用のマスキングテープがあるのかは分からんが ポリイミドは耐熱全振りだから使い勝手はあんまり良くないんだよなぁ 塗装用の普通によく売られてるマスキングテープ使ったことあるけど
マスキングしてるとことには全然流れていかなかったから普通のでいいんじゃね?
試しに無理やりマスキングの方に流そうと試したぐらいだけど
それでもマスキングしてるところにははんだは行かなかった コテ当ててたところは紙が焦げるけど、ふつーに奇麗に剥がせるしな。 ポリイミドのテープって水分に弱いんだっけ?
だとしたら俺は使えないわ
手汗がダラーって出るから いくら水の弱いといっても、汗ばんだ手で触った瞬間に溶けるほおじゃないだろ 粘着剤が濡れたらダメなんじゃないかな。
セロテープでも粘着部に指紋が残っていることがある。
手汗が多い人は手袋しないと。 量産だとコストの問題があるから別に普通に使える紙テープだろうね、多少焦げようが使えるからね
アマチュアは好きにすれば、紙テープでもポリイミドでも何でも使えれば良いと思うよ >>175
あれは、船から投げてるのだと思ってた。 高低差あるから船からだな、さーせん><;
じゃなくて、最大八個並んだ穴が並んで出てきて、
ひみつ基地で博士が見ながら驚くあれだった!! そういや健康なのか環境なのか目的は知らんが ハンダ性能下がるのに鉛フリーを推し進めるくらいなのだから
猟師の皆さんの銃弾っていまは散弾銃とかには何を使ってるんかな;
ジビエ料理とか持てはやされてるけど、鉛は大丈夫なんかね・・・; 紙テープはかさばるし、タバコ吸うヤツが当たり前の底辺音楽業界では火災の原因だからってのが主な理由で禁止呼び掛けてた
紙テープ丸めてアイドルにぶつける奴が出るとかアイドルが足元の紙テープで滑って怪我するとかは実は二次的な理由 >>183
コストのためにやってんじゃないかいいんだろ 銅なんか枯渇が心配されてるだろ
使い捨てにするなら
アルミ/鉄/タングステン/チタン
辺りから選んどけ 銅もあんまり食いたくはないなぁ・・・征露丸とか仁丹じゃあかんのかね?(軽すぎてあかんわ!) 銅弾はすでに製品があるから、買ってくりゃ済むってところが大きいんじゃね? もともと鉛フリーなんて言い出したのは環境基地外の欧州
米国は銃弾の鉛がそこら中に落ちてる > ID:QU5BSELG
キチってどうして我慢できないんだろう ____∧∧ / ̄ ̄ ̄ ̄ ̄ ̄ ̄ ̄
〜' ____(,,゚Д゚)< 逝ってよし!
UU U U \________ ♪あのぉー人は 逝って 逝って しまった
あのぉー人は 逝って 逝って しまったぁ・・・ もうかえらない〜(;ω;`)なもなも アルミットハンダではんだ付けすると音がアルミっぽくなるってオーディオ雑誌の記事を見たことがある
ばかじゃねーのwwwwwwかんけーねーだろwwwwwwww 30年くらい前のオーディオ誌で
スピーカー台の中に詰める米の銘柄による音質の違いは概ね美味い米は好ましい音になるという結果だった
スピーカーケーブルの這わせ方による音の違いは北海道の形よりアメリカ大陸の形にした方が音が雄大になるという結果だった ICの基板からの取り外しの動画で↓
https://www.youtube.com/watch?v=BIsg7E85gUE
さかんにドバドバ付けている液体はフラックスでしょうか。
質問ですが、
1. 加熱時にフラックスを塗る目的は何でしょうか?
あるいは、チップが剥がれた後に、パッド上のはんだをプルンとさせるために
今のうちから ドバドバ塗っておくのでしょうか。
2. チップの上からガンガン加熱していますが、チップは壊れないのでしょうか? >>204
1はだいたいあってるんじゃないかな?
ついでに、ちょっと熱の伝わりが良くなる希ガス
2については
もちろん、急激な加熱等や加熱しすぎ、パッケージの吸湿等の問題で破損する可能性はある
気になるなら、プリベーク…
そこそこの温度で事前に加熱して湿気とか対策すべきだが
まぁ、趣味レベルなら、こまけぇ事はいーんだよw >>205
ありがとうございます。
>ついでに、ちょっと熱の伝わりが良くなる希ガス
ということは、動画のようにドバドバとフラックスを「投入」する必要はない。
乾燥状態でブローすれば良い、ということですね。ありがとうございます。
>気になるなら、プリベーク…そこそこの温度で事前に加熱して湿気とか対策すべきだが
ありがとうございます。
そうすると、加熱中に「フラックスという液体」が付くのは、
湿度を上げることになり、かえって悪いように思いますが、どうしたものでしょうか。
(あの動画だけでなく、他のリワーク動画を見ても、ドバドバ付けていますよね)
(その理由がわからないのです)
ベーキングについてアナデバのサイトを読むと、
水は常圧では100℃で沸騰するので、除湿されていない部品を使う場合には、
90℃程度で1時間ほどベーキングを行って湿度を排除した後、
できるだけ早く基板に実装する必要があります。
オーブントースターでリフローの真似事をしているのですが、
基板に部品を載せる→クリームはんだを塗る→90℃になるようにヒーター(電圧)を制御して、
1時間待ち→本来の温度に上げて半田を溶かす、のようにすれば
ベーキング処理をしたことになると思いますが、違いますでしょうか。 湿度っていうときは含有される水のことだから
フラックス塗っても湿度は上がんないよ 空気は熱伝導がよくないので、長々と加熱するハメになる
するとチップ本体も熱くなってしまう
フラックス漬けにしておくと、熱伝導の良い金属部に先に熱がつたわり
本体温度が致命的に高くなる前にはんだ付けが完了する
てなことになってると思うよ >>200
自分が理解できない事は存在しないというのは傲慢に過ぎるでそ。
たとえば、アルミットハンダではんだ付けした際に揮発した成分が
筆者の体質とたまたま過剰反応して聴覚神経に影響を与えるだとか、彼がアルミットハンダを使う時だけ
作業BGMにしている曲の周波数成分分布が偏っていて、
特定周波数帯に対する官能性能が暫く鈍くなるとか、
全くあり得ないといえる程でもないでしょう。
ただ、アルミット社は長らく不可能とされていたアルミ用ハンダを
開発したことからその社名になってはいるが、
通常のハンダについてアルミが添加してあるわけじゃないだろうから
鼻くそほじりながらやっつけ仕事で書いているのかしらんが
記事中で読者サービスとしての言葉遊びを
披瀝されていただけじゃないかなぁ、と僕は思うよ。知らんけど(^p^; アルミットは音に良いんじゃないの
日本橋オーディオ店会航空宇宙産業の必需品って謳ってるんだし >>208
航空宇宙産業の必需品だとなぜ音が良くなるのか全くわからない
頭のおかしい人には自明なのだろうが 突っ込むならアルミっぽい音だろw
アルミっぽい音とは、なんぞw >>209
キモい長文、顔文字
IQ低そう
要旨をまとめろハッゲが ググったら似たような感じの話が
>アルミット・・・・・・・・・・・・・・・・アルミ臭さがどうしても出てしまいます。
>中高域の音が軽い感じです。シンバルがアルミの音に。ただ、経年変化の少なさはピカイチかと。あと溶けやすいです。
https://mc2300c28.exblog.jp/8555/
アルミットハンダがアルミ臭いのか音がアルミ臭いのか全くわからんが
そもそもアルミの匂いとかわかるんか
こいつもとてつもないアホの臭いがする アルミの匂いならわかるけど
おとから匂いがするってのはわからんな
音の神経と匂いの神経が混線してんのかな 日本語で「裏切りの匂いがする」というとき、鼻で嗅ぐわけじゃないんですよ。 >>216
実際に匂いがあるものについては、そういう表現はしないんじゃ? >>218
音に匂いがあるって行ってんの俺じゃねえよ ていうか~
シンバルがアルミの音にっていうけど、そいつ絶対アルミシンバルの音なんて聞いたことないだろに >>217
じゃあ、実際に匂いが無いから例えて良いだろ。
詐欺臭いと言うだろ。 素材により、叩いた時の音色に傾向があるのは確かだ。 プロは音ではんだの成分までわかるんだよ。
あ、これは共晶だなとか。
これは鉛フリーだなとか。
シマムセンの親父さんに尋いてみなよ。 >>225
いやいや、アルミには匂いあるからw
電子工作さってりゃアルミケースくらい加工したことあるやろ
そのとき嗅いだことあるやろ
あと鉄臭いとかも経験あるやろ オマエラ、胡散臭いの胡散が何かわかって言ってるんだろうな? 胡散を浴びたりミサイル避けたり波間で揺れたりビルから落ちたり >>229
タカチのアルミ薄板箱やアルミダイキャスト箱の加工臭は承知しているが、
一度純アルミ(A1050)の厚板を切削加工する機会があって、そのときに
「アルミって無臭なんだ…」と改心したんだが ソムリエと一緒だ。表現がエレガントで詩的であれば評価される。
科学的根拠もエビデンスも無用の世界。 電子工作女子も増えてきたようだし(そうか?)
ここらでフラックスに香料添加して 芳香族炭化水素をもちいるとかして
あろまてぃっくはんだを販売しようぜ☆彡 くんか(^p^)くんか(煙かぐな!! >>237
あんしんしろ、けむりにかこつけて
半田付け女子の香りを堪能しているだけだ!!(^p^) 半田の煙でアンパンしてる電子工作系女子
アホなことを考えてしまった🤤 JKの黄金の香りってのはタマトイズから出てたけど、今売ってないみたいね
黄金って何スか?🤤 100kオ○○
 お巡りさん違うんです
お巡りさん違うんです
これは■リコンハウスで買ったタクマンKOAでなどと抵抗を見せており >>243
この画風と性癖はヨダレのおっさんやろ(´・ω・)ドヘンタイ T12は交換 簡単なんだから
コーヒー温め用 投げ込みヒーター
T12互換アタッチメント というのは
これからの季節需要あるのではあるまいか?(^p^)
 そんのキモいことしないわ
そんのキモいことしないわ
USB式のカップウォーマー使う 5V1Aなら5Wしかないんだが・・・
そんな熱量で大丈夫か? インスタントコーヒーの場合90度ぐらいのお湯をすすめているところが散見された。
180cc22度の水を90度にまで高める場合180*(90-22)=12240カロリー_t が必要。
概算でカロリー_t≒4.2Jとすると、12240カロリー_t≒51408ジュールに相当し
これをジュール毎秒であるワットで割ると加熱所要時間秒数になるだろう。
51408ジュール/5W=10281.6秒≒2.9時間。断熱が完璧で温度ロスがなくても3時間かかりそうだが・・・ >>249
T12でもRX80HRTでも売れないと思うよ。
キモい以前の問題で使う度に洗う必要があるものはウォーマーを必要とする環境ではあまり歓迎されないから。 >>252
なあ?お前はインスタントコーヒーを淹れたことも飲んだこと無いのか?
USBカップウォーマで沸かそうとしてる奴なんて初めて見たぞ。 USBカップウォーマで沸かすだなんて、とても実用にはなるまい、ということを説明している人に、
「USBカップウォーマで沸かそうとしてる奴なんて初めて見たぞ」って言うのか。 わかせられたらポット要らなくて便利やん?
ヒーター部は先の円板部だけにすれば洗浄も楽そうやな。
 >>251
>>251
今は Power Delivery で 240W ですよ。 >>255
カップウォーマーは保温用。
沸かすという発想がすでにずれてる。 >>256
少しは飲むときのことを想像してくれよ。 確かに
カップウォーマーで湯を沸かすのは難しい
と言う
カップが高温になってしまうw
そこで
カップの底にIH対応フライパンみたいな細工をしておいて
カップウォーマーサイズのIHで温めると言うのはどうだろう? >>255
> USBカップウォーマで沸かすだなんて、とても実用にはなるまい、ということを説明している人
なんて初めて見たわw そもそもの話は「暖める方法」だろ
なんで「沸かす方法」になっちゃったんだ >>249 > コーヒー温め用 投げ込みヒーター
と言ってたのになぜか
>>252 > 180cc22度の水を90度にまで高める場合180*(90-22)=12240カロリー_t が必要。
とか言い出した
多分>>249を否定されてなんとか反論しようとしたのだと思われる
要するにいじめっこの>>250が原因 >>263
そんなこと説明する人はそんなにいないだろうしな。初めて見たとしても不思議ではない。 あたためたり沸かしたりする対象が真水なら、実用環境で毎度毎度洗う必要もなかろうと思う。
ただ、カップ用の投げ込みヒーターって数100Wぐらいじゃなかったかな。俺も昔使ってたことがあるが、ワット数まで見てなかった。
T12は、お湯を温めたり沸かしたりするような用途には、もったいない気がするし、足りないと思う。
差し替えが簡単なんだから、応用機器があってもいいんじゃないか、という発想は良いなあと思う。そっちで議論が沸く方が創造的。
でも他人を否定するのは簡単だしね。 Power Delivery で 240W USBハンダゴテはよ!!(^p^) >>261
なるほど・・・はい、跳ね上げ式 自律型スタンド〜 (^p^)
 対案
対案
・シンプルなマドラータイプ
湯沸かし・保温の他、洗浄後も(保温モードで)速やかに乾燥可能。
乾いたスプーンでインスタントコーヒーも掬い易い。
・パティシエ用 ケーキ包丁タイプ
温度管理した保温ナイフできめ細かいホイップの立ったケーキも極力崩さずに美しくカット。
 温調で低温火傷を防ぐあんかとか
温調で低温火傷を防ぐあんかとか
ツボ圧しとお灸のハイブリッドとか あんか、ツボ押し、つまり人体用か・・・
ああ、であれば 人肌な温度のディルドとかオナホールがあったか!
これはビジネスチャンスの予感!! 温調ごての下限拡張待ったなし!!! >>274
オナホウォーマーなるものはあるで?
温度調節じゃなくて突っ込んでる時間で温まる系らしいぞ🤤 2mmぐらいの針金を2cmぐらいはんだ溶接した強度ってどえすくらいですか? >>276
へー
ここ10年アイアン全く使ってないから流用してみるかな
とはいえ俺は表面実装全然使わない >>272
ケーキは同じエネルギー使うなら温めるより細い糸鋸状のバンドソー回した方が崩れにくい。 温めるのは奇麗に切るためのノウハウだけど、要は美しさに影響するらしい。。。
価格コムマガジン>コツは「包丁を温める」こと! ホールケーキをキレイに切る方法
(↑これでググると、ナイフを温めた場合とそうでない場合との断面の違いが比較展示されてる)
超音波だと汚れないのだろうかかか 単にクリームが刃に付かないからでしょ。
ホットケーキ(死語)やパウンドケーキなら変わらないよ。 樹脂加工分野だと超音波溶接があるんだから
半田ごても超音波加熱で行けんかのぅ…(´〜`; コテ先にルビーとかサファイヤの硬度が必要になりそう >>284
パティシエが半田付けに興味を持ったのかな? 部品に対してじゃなくて コテ先a に対してコテ先b を摩擦させるとかさぁ・・・
 加熱じゃなくて酸化被膜の除去とか
加熱じゃなくて酸化被膜の除去とか
ガラスやセラミックへのはんだ付けみたいな利点があるですと・・・
にわかには信じられんが既に商品化しているのだから成立してるのでしょうなぁ、ごいすー >>285
ハンダは低温だから無いよ
その代わり電気溶接がある >>295
なわけない。
人類の9割はその2バイトコードを読めず、
それ以前に 表示すらできないんじゃないか?
人類に占める日本人比なんてどうせ2%以下とかだろ?しらんけど(^p^; https://i.imgur.com/AKEvi1x.jpg
こういうジャンプワイヤの先端同士をハンダ付けする良い方法って何かありますかね??
まあ、穴を使えと思われるかもしれませんが、どうしてもハンダ付けしないといけなくなりまして。。
詳しい方や経験豊富な方アドバイスお願いしますm(_ _)m
普通付けようとするとやっぱり上手くいかなくて >>297
いや普通に付きますけど
もしメッキの材質か何かでどうしても付かないなら磨くか、ピン切断して線同士ならはんだ付けできるだろう >>297
通常の電線を付けるように半田付けすれば良いです。
慣れていないなら、片側ずつ半田を付けて、最後に2つを接続する。
半田付けするときは、黒いプラスチック部分を何かに挟んで固定したほうが
楽に上手に半田付けできるよ。
>>298
本人が半田付けしたいと言っているんだから、
半田付けの方法を教えるのが先輩だぞ。
自分の先入観だけで、別の方法を教えるのは邪道。 >>299
ありがとうございます。
穴ってその事のことを言ってました。、
どうしても事情があって穴が使えないので、質問させていただきました >>301
なるほど!明日やってみます!
ただ、いつもハンダ付けしようとすると、せっかく着けたハンダが半田ごてに吸収?引っ張られる?のでそれだけが心配ですね。 木の板とか プリント基板の端材とかに
マステでこんな風に 貼り付けて固定して ピン同士が踊らないようにしておけば
半田ごて当てながら糸ハンダを挿せば 表面張力で半田が
おのずと間に 流れ込んでくれるんじゃね? しらんけど(^p^;
 ・ハンダのこて先にはほんのりハンダを盛っておく ← 接触面積が増えて温めやすくなる
・ハンダのこて先にはほんのりハンダを盛っておく ← 接触面積が増えて温めやすくなる
・糸ハンダは溶けた瞬間から急速にフラックスが失われていく
熔けた直後がもっとも還元力(とか流動性、要は フラックスの効き)が強い
なので、できれば、母材を熱してそこに糸ハンダを注すようにする。 ← ハンダのノリやツヤなどの質が良くなる
(はんだ付けする先や 空間的都合などで 母材ではなく小手先部に糸ハンダを
注したり 小手先に過剰気味に盛ったハンダを吸わせるような作業で しのぐ事もあるが)
ご参考まで。 ピンの先っちょを相手の根元とプラスチックの間に強引にねじ込みあったら仮止めにならないかな
それか鉤状に曲げて引っかけるとか >>297
なぜハンダしたいか謎だが
長さが足りないなら長いの使えだしなあ
まあ、ピン同士がはんだ付けで付きにくいとかなら
ピンぶった切って電線のはんだ付けにしてしまえばいい
そもそもハンダ付けあ下手くそならば、修行じゃw こう言う端子のジェンダーチェンジャってないんだろうか
ブレッドボードの穴二つとかでも 補足
ピンが鉄のやつだと、磨き過ぎてメッキ剥がしちゃうとかえってハンダ乗りにくくなるから注意な ピンの材質が真鍮なのかもな。
真鍮自体は 鉄道模型の高級モデルなんかは真鍮部品のはんだ付け仕上げなわけで
ハンダが不可能なわけじゃない筈だけれど、電子工作の無洗浄半田(ヤニを
洗い流さなくていい奴)じゃなくて、洗浄必須な強いフラックスを使われて
るのかもですな;しらんけど(^p^ そうでしたか。 しかしもし着色アルマイトなら電気通さんだろうしなぁ・・・
なんなんでしょうな; 皆さんありがとうございます!
無事綺麗に接続することが出来ました!
事前に端子を温めてフラッグスを付けてテープで固定した上手く行きました。
本当にありがとうございました。助かりました。🙇♂
https://i.imgur.com/CttP1z0.jpg
https://i.imgur.com/9a2OmXT.jpg >>297
線をちょん切って絡めて半田付けすれば?
半田付け部は、熱収縮チューブで絶縁。 138℃で溶けるという半田ペーストで
QFN 付けてみた。
思ったより簡単だった。
ただ、簡単に溶けすぎてちょっと心配。 車載アンプのコンデンサ交換をするのですが、コンデンサを外す時に最もランドが剥がれにくい安全な外し方は、以下のどの道具を使った場合でしょうか?
・ハンダシュッ太郎
・スッポン
・はんだ吸い取り線 >>322
1回やって終わりで普通の電解コンデンサなら
コンデンサをグリグリしつつ引っ張ると足残して本体がすっぽ抜ける
この状態で足にハンダ盛って引っ張れば足も抜ける
残ったのはシュッ太郎使うか息を一気に吹きかけたらハンダが抜ける 途中送信してしまったので続き
3個5個10個だけならこれが一番確実
道具揃えるまでの時間いらないよ >>323
回答ありがとうございます!
ええっ!?まず最初にコンデンサをそのまま引っ張るんですか?
変な力がかかってランドガッサー持ってかれそうな印象があって怖いです…
最初から足にハンダ盛って引っ張る、ではだめでしょうか💦 >>325
表に向かって引っ張るから剥がれる方向と逆 >>326
両面スルーホール基板だと、スルーホールが抜けるかもね。
確実なのはニッパで部品を切り、足だけにしてから一本ずつ温めてピンセットで抜く。 表面実装の電解コンデンサもはんだを溶かして外そうとするとかえってパターンを剥がしてしまう。
コンデンサを壊して取るのが最も良い。 >>325
コンデンサの足が切れる程度の長さならカットしても良い
コンデンサの足をラジオペンチで握って基板に力掛からないように片方ずつ引っ張り出しても良い >>322
右手のコテで+、左手のコテで−端子を温め左足で基盤を抑えながら右足で電解コンを引き抜く。
実際は2人でやることが多いけど そうだったな
コテ2本あったらそれが出来る
それと、1本のこてで左右互い違いに引っ張りぬこうとするのは絶対やめる事
何秒も固まらない低温はんだを用意するのなら可能だが
下手にやるとパターンがペロンッと捲れる原因になって二度と動かない事もある さっきのに書き足したかったが忘れたので追記
皆大前提で話してるんだけど相談者は初心者でまともなハンダこてを持ってないかもしれない
だから、何度も過熱する方法は絶対避ける事 >>327
中途半端に温めてハンダを加熱しながらゴジゴジ引っ張る方法でだと
半田面フィレットだけが鎔けていてスルーホール内や部品面側の半田が
十分に熔けていない場合には仰るトラブルは確かに生じ得る。
しかし、無過熱状態でリード品(※)をこじる分には仰る懸念は杞憂かと
(※面実装の場合は外力に弱い。無過熱だとランドごと持ってかれる)。
商用基板の殆どは 足幅そのままにしてあるので部品面側には空隙がなくて
部品面側の足を非破壊では切れないんよ。
一本のハンダゴテでも 一旦ブリッジさせて両方とも同時に熱すれば行ける可能性はある。
行けると断言できないのはパターンの都合もあるから。サーマルパッドがないようなクソ基盤だと
放熱が強すぎてコテが強くないと不可能なばやいがあり得るんよ;
 >>333
>>333
>部品面側の足を非破壊では切れないんよ。
だから部品本体やパッケージを壊して足だけにしろってこったろ。
部品の再利用とかスケベ心を出してはいけない。 >>333
いつもながら何を書いてるのかわからないぜ >>335
浮かせて実装してある電界なら部品面側の足を切れるから
それを想定しているのかと思ったんよ。パッケージを切るってことか、
それは誤読だったすまんすまん;
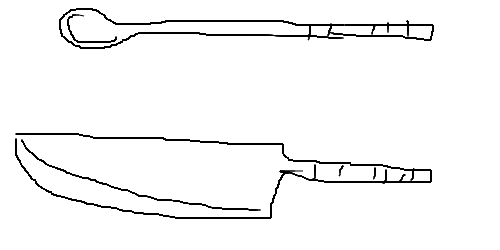
>336 左:部品面側の足に 切るスペースは無いけど、
フィレット(矢印)があるから存外に丈夫なんよ、を意図。
右上:面実装部品はもごうとすると
パターンを剥がす形で浮くことがある、を意図。
右下:赤い線の感じに過剰に半田を盛って
ブリッジさせつつ加熱すれば一本のハンダゴテで
両足同時に加熱できるから抜ける事があるよ、を意図。 面実装は部品面側から熱する事になるだろうから
電界コンデンサにヒートガンは怖くね? リフローは全体を温めてるわけだし、あたためるのが怖いのではなく、過剰にあたためるのが問題と考えるべき。
温調タイプのヒートガンを使えば。 空気の温度を調整するんけ?
でばいすやパターンや半田の熱容量を空間的に比喩すると
空気の熱容量って小さいだろう訳でさ、
たとえば20℃雰囲気の中で50℃のエアブローをあてるばやい
1ccの水を摂氏で1ポイント温めるのに
何リットルくらいの空気が要るんやろな?
恥ずかしながら、どれくらいの熱量なのかよう知らんわ(^p^; 表面実装にヒートガンはまわりの部品が飛んでいくのが怖い
加熱対象が電解のようなでかいものだと飛びがち
飛ぶと同じような部品でどれがどれかわからなくなる 熱の伝達量は温度差からも影響を受けるから
温度差が少ないと必要な空気量は跳ね上がりそうやね・・・ >>344
いわゆるヒートガンだとそうだね。
リワーク用のホットエア良いよ。 そりゃ1500wとかあるようなガングリップタイプの大型ヒートガンじゃ熱量も風量も過剰だわね
リワーク専用や500~700wくらいのストレート型小型ヒートガンなら問題ない 取り外したいコンデンサは、面実装なのかスルーホールなのか。
スルーホールで足が曲げてあるなら、吸い取り網で半田を吸って、
カッターナイフで曲げられたリードに、コテを当てながら起こす。
真っ直ぐ近くまで起きたら、さらに吸い取り網で半田を吸えば、
半田は綺麗に無くなりスッと抜ける。
これを両電極に対して行う。半田ごての温度は400℃以上にして作業。
面実装型なら、低融点半田を付けて、
+側、-側、+側、-側、と少しずつ溶かしながら浮かせていく。
コテライザーAutoミニ で基板を暖めながら行うと完璧。誰かに手伝ってもらう。 いや、だから、なんというかな。
同じ品質の銅が材質のばやい、
電線が細いと、電気抵抗が大きく、
太い電線は、電気抵抗が小さいことはわかるよね?
電気の伝わり方と同様に、熱にも抵抗がある。
熱の経路は太い方が良く伝わるんよ。
で、足に半田を過剰に盛ってブリッジする。
この時十分に盛る事で熱抵抗が下がり、+とーの足に
よく熱が伝わるようになるんよ。で、同時に加熱しながら
軽い振動で足が躍るようになったらもう溶けてるから、優しく引き抜くんよ。
・・・・
補足
少しずつ引き抜く方法は、勿論それで抜けるときもあるんだけど
基板によっては たとえば部品面のパターンが太い時に
熱の良導体としての足が完全に穴に潜って
コテが届かなくなってもうた時に
ハンダを液化させられなくなる可能性があるので
個人的にはあまりお勧めしない。。。(^p^;
 フラックスの拭き取りにはキムワイプがイイって言われてるが、全然そんなことなくないか?
フラックスの拭き取りにはキムワイプがイイって言われてるが、全然そんなことなくないか?
毛羽出るし拭き取り能力も微妙。 >>352
ふつーのティッシュよりは全然良いぞ
カスが出るぐらいなのは擦り過ぎでは? >>353
DIPの足に引っかかると破れて細かいのが散らばらない?
ダイソーで売ってるマイクロファイバー布はよく拭けるし洗濯して何回でも使えるからいい。キムワイプより全然イイ >>354
かなり前はマイクロファイバー使ってたけど
拭き取ったフラックスでまた汚しちゃうパターンに懲りて
キムワイプの綺麗なトコだけで拭き取る様に変えた hakkoから第4世代のステーション型が出るそうだけど、何が変わるのだろうな。
あらためてFX95xの時代が長かったんだなと思う。
工場向けの温度設定を変えにくいスタイルと、試作実験室向けに柔軟に温度を変えられるスタイルの両立が
できてるといいのだけど。 >>364
常用はT12-D16、T12-D12、T18-D24、T18-D16
たまに、T12-B。
こてさきは用途で変わるよな。
普段半田付けするものは、わりと大きいもので、基板実装タイプのD-subの固定フック。
小さい方は、0.4mmピッチまでのQFPとか、1005サイズの抵抗、コンデンサ。
たまにはもっと大きいもの、小さいものもはんだ付けするけど。
基板は4層までがほとんどで、使用はんだは鉛フリー。 >>366
>>365のおれは、書き忘れたけど、実験とか試作用途で半田付けしてます。
C型を多用している同僚もいるけれど、その人はどちらかといえばスルーホール部品の方が多いかな。
個人的な感覚で、C型だと被せる方が熱を伝えやすいけれど、それだとパッドと面実装部品の端子の
両方を見ながら半田付けしにくい。その点だけでいえばD型の方が扱いやすいと思ってる。
でも、狭いピッチで部品が配置されているケースなら、小径の面だけメッキのC型の方がいいこともあるかも。 >>371
部品と選ぶ太さの対応を教えて欲しいです 大は小を兼ねる・・・ウンコの仕上げに自動的に放尿を伴う生理現象のこと。ハンダ鏝には適用されないぞ気をつけろ!!(^p^) >>372
0.5mmピッチ流し半田とかなら2Cでおk
直径20mmを超えるコンデンサ、広いベタなら、3C以上のデカい奴 1608までなら2Cでつけてる
ここら辺は、コテ先どうこうより
ハンダ量コントロールの問題だけど
ただ、1Cと2Cの差がデカいんで、1.7Cとか欲しい
Dも、1.6Dと2.4Dの差がデカいと思う C型を使っているのはこて先を変えずにいろいろ対応できるからで、あまり大きくないものは2Cでほとんど対応できる。
BC型と呼ばれる根本が太くなっている方が大きいものまで対応できるが、なぜかC型でもそういう形のものもあり、よくわからない。
よくわからないと言っても単に形の分類の問題。 大半は2BC
QFPとかは1.6D
B型はほとんど使わないけどB型じゃないと見えない、入らない時がある。 D型 なんで先端が垂直なんやろな・・・ 斜めにすればいいのに…とは思う(^p^;
 >>381
>>381
俺もそう思うことがある。
チップコンデンサとかで、パッドが小さいと、こてさきがパッドに接触する前にチップに接触してしまう。
さりとて、Kだと先端は熱の伝わりが弱いし。 K型はそのでかさから不要な箇所に接触してしまうことが・・・ Kは見た目通り尖った性能だから
表面ムカデ足専用だぞん 勘違いしてるのかな?
Kは普段使いができる万能性はない
ここで例外的な話持ち出すやついたらクズと行ってやれ Kが好きな人はおるだろ。クズなんて断言できるわけがない。
そもそも「普段使いできる」と「万能性はない」は両立するわけだし。 ハッコーから新しいステーションが出るらしいけれど、T-12がディスコンになるのは嫌だな。 やった、3月発売の新機種、
設定温度の下限拡張されたーーー!! これでプラスチック加工できるず
白光さんあいしてゆ!!!(^p^) おこづかいためなきゃな、と。いくらかしらんけど あっ。本当だ。50℃か。
そういや低温半田指定の部品を実装するのにFX951が使えなかったことがあったな。 T12は市場に広まってるため今後も20年は問題無く使えるだろう
それに海外ではこのサイズ広まってるから50年はこのままかも
下手したら新型だしても全然売れずT12に戻る可能性すらある FX-971っていくらなんだろうね。いくら高機能・高性能でもFX-951の倍とかしたらFX-951の代替にはならなさそう FX951より高くて、FX100よりは安いのだろうな。 刺身包丁に砥石や数世代使えるまな板も
イマドキの家庭には無いよね
日常的に使う物ですら家庭内での伝統が分断されるのは底辺家庭ではしょうが無いのだ 底辺かどうかではなくて、若者夫婦が初めから親とは同居しないまま、子供が大人になったら、家庭内伝統は継承されにくいってことでは。
刺身包丁もはんだごても、今も昔も使わない家には縁がないものだし、使う家には必ずあるもの。
多様な児童生徒がいる前で、先生の立場で「普通の家にはないもの」って言葉は出すべきじゃないんだけどな。
それはともかく ouz は俺は初めて見た。仰向けにひっくり返った様子かな。 言い訳してるけど底辺だよ
ある程度の家だと教育まとも
教育できてないのは須らく底辺 刺身包丁や半田付けとかを教育しなきゃいけない環境の方が底辺だと思う >>403
悲しいかな
…嫁姑、小姑の仲とか悪けりゃ、即座に消え去る伝統だぞ… 刺身包丁や砥石を引き合いに語られても、コッチは寒々しい気持ちになるだけだわ。 魚1匹買ってきて、自分の家でさばく人って、昔はいたのかな? 今でも3枚におろしたりしない?でも魚屋に頼めば捌いてくれるからなあ 何を教育して伝えていくかは家庭次第。
自分の感覚の物差しで、自分が教育するべきと考える教育をしていないからといって底辺だと断じるのは狭いだけ。
電子回路でもソフトでも、先代が学んでよかったと思うことを、すべて同じように次代の人に学習させていたら時間が足りなくなる。
後進の教育をするときでも取捨選択して次代の人がその時代に必要なことを学ぶ余裕を作れる人でありたいもの。
でもそれってとても難しくて、自分が学んでよかったものをそのまま次代の人にも学ばせたいという愚をおかしがち。 書き忘れたが、よその家庭を直接はもちろん間接的に底辺と表現するのは下品だと思う。
状況に一致する人が読んで不快になることも想像してはどうか。 今の学校は習字やるから古新聞持って来いってあるのかな おおおお。新聞とってない家も多いよな。
必要な場合は学校で用意するのかな。 >>411
>今でも3枚におろしたりしない?でも魚屋に頼めば捌いてくれるからなあ
今のお嫁さんは、そんなことできないでしょう。
切り身を切るのがせいぜい。
昔は、庭で走っていたニワトリの首を切って血を抜いて、食べたよね。 今だったら「家で魚を三枚におろす」という話のときに「お嫁さんがする」とイメージすること自体が古いとみなされそう。 嫁に頼むのが前時代的だとしても、
まだAIに頼むと ラーメンを素手で喰わされるリスクがあるしなぁ・・・(^p^; HAKKOの高周波半田ごてを使ってるけど、
FX951など通常のコテは、いつでもその温度にしようと制御するので、
物体に当てて温度が下がると加熱が始まる。
しかし前出の半田ごては、先端の温度センサが温度低下を感じないと、加熱にならない。
半田付け最初に、相手と点接触になってしまうと、温度低下が少ないので加熱にならない。
しょうがないので、わざと半田を盛って点接触を面接触にして、加熱のきっかけを作ってる
また、コテ自体を取り替えないと温度調節できない。
結論 : HAKKOの高周波半田ごては、使いにくい。 >>423
> 物体に当てて温度が下がると加熱が始まる。
> 先端の温度センサが温度低下を感じないと、加熱にならない。
同じじゃね?
単に感度の問題かと あれ温度センサなんて付いてないでしょ
温度固定だし FX951のこて先は、ヒーター部に付けられたセンサーの温度が一定になるようになっている。
FX100のこて先は、ヒーター部の温度が一定になるようになっている。
ヒーターからこて先の先端の接触部をへて対象物までの熱抵抗に違いがあるのでは。
ヒーターから先端までが長くて細いこて先は不利。盛った半田はそれを少しは補う。 センサに拠らない任意のタイミングでブースト運用したい人は
素直にプレストつかえばいいんじゃね?しらんけど(^p^;
https://www.hakko.com/japan/products/hakko_presto.html >>381 & >>382
80度ぐらいがいいような気もする
ハンダを盛っておいて
ランドと部品双方にフィットさせる
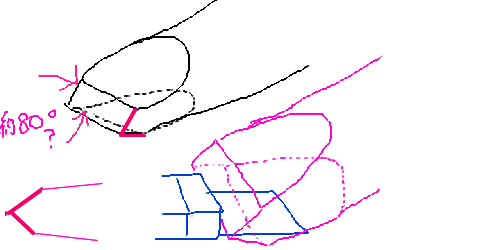 ていうかそんな角度にこだわらんでも、
ていうかそんな角度にこだわらんでも、
既製品の凹の字型のコテ先のを使えばええんやな; CとD両方使ってる人、
どんな感じで使い分けてますか? おっぱいパッドを使う(D) か つかわない(C)か じゃね?(^p^) ややこしや〜 ややこしや〜(^p^)
 >>435
>>435
普通はF#の方を使う
理由はA#よりB♭を使うのと同じ 念のためにググったらハッシュはヌメロともいって、
縦線が斜めなんやな・・・ぐぬぬ >>437
使用頻度に差はあるけどどっちも使うだろ 質問です。
画像のように導線をハンダで繋げたあと後、周りを覆いたいのですが、皆さんは何を使っておられますか?
私はいつもテープ(ステージとか体育館とかで床に張るような)を周りに巻き付けていたのですが、見栄えが悪いので。。
https://i.imgur.com/9a2OmXT.jpg >>441
そもそもそこに熱収縮チューブ付いてるだろ
それと同じようにすればいい >>440
使用頻度には非常に差がある
理由を知らないのなら知らないだけ >>441
どういう環境で用いるのかにもよる
・電気工事用ビニールテープ
・自己融着テープ
・熱収縮チューブ(前述は略し過ぎ、ヒシチューブとかスミチューブともいわれる)
ヘッドホンとかで自分だけしか触らず普段使いならマステですますこともあるけど客に納める物ならそんなことはしないというか出来ない
ケーブル自体が動いて変形するストレスが加わる部位なら半田は折れるから寿命が短いけど大丈夫?
(ぶっちゃけ、圧着コネクタとかを使った方が丈夫やで)
全く動かさないなら半田でもいいけど 変ニ長調、変ロ短調
変ト長調、変ホ短調
変ハ長調、変イ短調
臨時記号 >>437 >>444
とりあえず理由を聞いておこうか >>446
横からですみません
はんだ部分が折れない用に硬いストロー的なものないでしょうか?
添え木あてる感じでなるべく細いの >>442,443,446
皆さんありがとうございます!
参考にさせていただきます! そげなもんゴテゴテ足すくらいなら、はじめから素直に突合せスリーブで圧着すればいいんじゃね?事情しらんけど(^p^; >>452
>>448にあるようにG♭はフラットが5個以上付く場合でないと使われない。
臨時記号でF#でなくホイホイとG♭を使う奴は池沼 >>448のキーは>>458にとっては普通じゃないと 小学校じゃハ長調、ト長調、へ長調くらいしか習わないからまあそう思うのもしょうがないか ダブルシャープやダブルフラットも
使うヤツは池沼とか言うんだろうなあ ベーカバド x メジロルーシュバー → ダブルシャープ 約1億9000万獲得
マンハッタンカフェ x アガルタ → ダブルフラット 約7000万獲得 >>457
そうなんですけどね
圧着は細い線対応してるの無いのでしょうがないかなと >圧着は細い線対応してるの無いので
えええ? 突き合わせて接続している線ってAWG28より細いの? >>461
普通に書けるところにダブルシャープを書いてる人は、なぜ自分が池沼と呼ばれるかもわからないでしょうね >>466
池沼
はずかしいからこれ以上語るな
ろんぱ!あばー!あばー!あばばばばばー! >>464
B 1.25の電線サイズが0.25~1.65sqでAWG28が大体0.08sqとして
被覆二倍剥いて折ったら0.08×2の0.16sq
それに0.75sqを加えれば0.16+0.75の最低を上回る0.91sqだーっ!
であってる? >>464 と >>441 って別人かな?
441の写真がブレッドボード用、つまりそれほど線は細くないようにえるんで。 訂正
正 >>463 〜に見えるんで
誤 >>464 〜にえるんで 446です
重ね合わせ用P型以外無いかと探し中
主にawg26 gootのはんだ吸取器GSシリーズを購入しました。
吸引力がものすごく弱く、吸取りが全くできません。
自分が下手なだけかもですが不良の可能性も考えてお聞きします。
リリースボタンを押した時シリンダが全体の半分くらいまで上がって
一瞬止まってからからズズっと上まで戻る感じなのですが
この動作は正常でしょうか? >>473
回答ありがとうございます。何も当てず空打ちでなりますが、異常があると見てよいでしょうか >>474
吸引部に何も当てずにすっぽんさせてるんでしょ
それで最後まで一気に動かないなら不良品
ただし本当にそうなのか動画も写真も無いからわからん
型番も言わないし本当なのか分からん
単純に言って荒らしだと思ってる フラックスを落とすのにパーツクリーナー(樹脂対応)以外で何かない?
コスパいいのはありがたいけど多すぎなうえにスプレーだと使い勝手もいまいち >>478
普通に人体不可の清掃用アルコール使えばいいじゃん
ただ人体用に極端に安全に作られてないってだけの安いよ え?フラックスって簡単に落ちるもんなのか。
昔の基板ならその辺の溶剤で普通に落ちたが、最近のものは白化するだけかと思ってた。 >>478
サンハヤトにフラックスクリーナーがあるけど、●主成分:アルコール、グリコールエーテル、炭化水素 >>483
パーツクリーナーっつってもたくさんあるよ(´・ω・`) >フラックスってほとんど老人なんだろ
これってどういうこと?
まさか、昔のペーストと区別できてない、ってことはないよね? ロジンのtypoかハイテクFEPが気を利かせて変換してくれちゃった辺りじゃない? >>488
コピペキチは相手すんな
何書いてるか分かってないやつだ
相手すると居つくぞ >>483
落ちないのもあるから、これ見た奴はちゃんと落ちるか試してからやろうね。 何でもそうだが例外は当然ある
その上で普通はどれが良いのかって話だろ
時々例外の話題出すのは初心者かな? 掲示板の情報をイチゼロうのみにしたがる人っているしね。
「知らんかったら書くな」もその一種。
一発って聞いたらそういう人は例外なく一発だと思うだろう。
>>492のように、例外はあるにきまってる、を前提に話ができる人ばかりではない。 弱活性のロジンフラックスも、今でも基板のフラックス仕上げには使われているのでは。
過去のもの、ということはないと思うんだが。 >>492
んー、それ言い出したらパーツクリーナで落ちる方が少数派かもよ。
誰も検証してないだろうし。 >>497
ロジンもパーツクリーナーで落ちる
古い機械のメンテしてた時はパーツクリーナーで落としてた そういえば、2000年代のはじめのころぐらいまで、Pbフリーはんだのフラックスを
洗浄したときに白化する問題は頻発した。
洗浄しないことも増えたけれど、洗浄するものでも、最近はその話を聞かないな。
フラックス、洗浄剤が改良されたかな。 なんか意味が通らない…
「Pbフリーはんだを洗浄したときに、フラックス残渣が白化する問題は頻発した」
でした。 俺は歯ブラシと工業用のつうか人向けじゃないIPAでずっと
もしかしてこの組み合わせで落ちないフラックスとか最近出回ってるのですか? > 「Pbフリーはんだを洗浄したときに、フラックス残渣が白化する問題は頻発した」
それでも日本語としてはなんか変やおまへんけ?
「Pbフリーはんだを使用すると、洗浄時、フラックス残渣による白化現象が頻発していた」
ではないンゴ?
もっと治せるんご? パーツクリーナーでもIPAでもフラックスを洗浄する目的そのものは達成できても
部品や基板へのダメージも考慮する必要があると聞いた 基板へのダメージはあまりないと思うが(というか基板にダメージ食らわすようなものは部品にもダメージがある)、部品にダメージがある場合は結構ある。
パーツクリーナーには種類があるようで、中には樹脂を溶かすものがある。
その方が洗浄効果は高いが、当然樹脂が使われているところには使えない。 フラックスクリーナーじゃだめなん? なぜにパーツクリーナー? 万一の(ほんとうに1/10000みたいな)レアケースであっても
「もしかしたら、安価なパーツクリーナーで部品が侵されて、何年後かにトラブルの原因になるかもしれない」
という不安があるなら使うべきじゃないし、不安がないなら使えばいい。
仕事で単価が高く重大な責任を負う装置の一部なのか、自分が趣味で使うだけのものなのかでも、不安の評価と
コストのトレードオフも変わってくるよね。
いかなる場合も使うが正解、使わないが正解、って結論にはなんないよ。 万一のレアケースなんて考えたら
半田付け一つ出来ないな。 万が一考えてしっかりはんだ付けするけど?
万が一を考えない方がどうかしてるのがはんだ付けだが 万が一というと少ないように聞こえるが、IC1個だけでもはんだ付け箇所が100箇所以上ある場合もある。
機器1台のはんだ付けが仮に1,000箇所あるとすると、10,000箇所に1箇所はんだ付け不良があれば、10台に1台ははんだ付け不良があることになり、話にならない。 結論としては、立場や用途が違えばリスク評価も違ってくるので、正解はない、で良いよね。 パーツクリーナーではなくて、はんだ付けに話を戻すと、はんだ付け不良の確認って悩ましいね。
目視検査、画像検査はもちろん動作検査もすり抜けることがあるし。 やはり価格がどうのなんてせこい事は言わずに専用の物を使うほうが良さそうだね
てか、こちらはアルミットを使っているんでフラックスを落とすことはしないよ、つけっぱなし >>509
不安を感じるかどうかが判断基準て
昭和かよ >>513
万が一ってのは
確率が低い事を表す慣用句
個々の要素それぞれの確率が低いだけじゃなく
対象範囲全体で確率が低い事を表す言葉と考えるのが普通 慣用句を適切に使えないのな無様晒しただけになる
ようするに無様だという事だ >不安を感じるかどうかが判断基準て
判断基準においてすべて数値で閾値を設定してる現場ってあるのかな? そうやって論理性や客観性を軽視し続けてきた結果が失われた30年じゃね >>524
なにが?
意味なし
落ち無し
髪の毛無し 「使ったことで長期的にどんな影響があるのかも含めて、ちょっとでも不安があるなら電子基板の洗浄にパーツクリーナーを使わないという判断もある」
って話なんだけど、不安という要素を入れずに論理性や客観性を軽視しないでこれをどう判断するのか書けばいいと思うんだ。 そもそも「パーツクリーナー」という名前で売られているものは主に機械屋さんが使うものじゃないですか? パーツクリーナ、ブレーキクリーナーいずれも一般的には可動部品の脱脂を目的とした製品として認知がされているとは思う 環境のためには無洗浄
オゾンホールが回復の見込みが立ったというのに溶剤で洗浄とかはだめよ >>526
不安とかいう単語で済ませないで
ちゃんと調べてください
0点 >>527
成分はフラックスクリーナーとほぼ同じだけどね >>531
それってさ
豚と人間の血液は輸血できるから人間は豚だよと言ってるようなもんじゃん
微妙な成分違いデカいぞ >>530
それを>>526の俺に言ってどうするんだ。
俺は「(それ自体あいまいである)不安がある」と明確に表現することも、良しとする立場なんだし、
良しとしない立場の人が>526に0点をつけても意味がない。 目の前のコップの水に、見ている前で得体のしれない液体が1滴入るだけで、健康被害につながらないとしても、飲めなくなる。
目の前のコップの水に、見ていないところで得体のしれない液体が入っている可能性は考えないだけで、実際にはある。
想像力のなさか、そんなことはないという根拠のはっきりしない信頼をしているから、飲める。
いずれにしても、成分はほとんど水。 時速何十キロだかの車で風圧おっぱい
海老の尻尾の成分は・・・ >>532
水抜き剤とか使ってるやつはとんだ豚野郎って事だな >>532
もう何十年も前の話だが DIY蒟蒻づくりの時に
何たらソーダがいるというので
99%成分の洗濯用のがあったのでそれで代用したら
1%の界面活性剤なのか固まらなかったことがあったな;
勿体ない事をした。 ていうかそんなの食うつもりだったのかと
正直自分でも引く;正直、若い頃の自分は別人のような気すらする(^p^;
あれ? 苛性ソーダと別のソーダを間違えてるだけのような気もしてきたゾ LT3045のデモボード(DC2491A)の取説読むと、
表面実装コンデンサ(C2)の片方の電極を2つのランド(split pad)にはんだ付けしろって
載ってるけど、
こういうのって普通にリフロー出来るものなのでしょうか? >>539
別にできるでしょ、でもボードでもやっている事だし
コンデンサの端子で2つの信号を繋ぎたいんだね、そうしないと誤動作するのかな ピストル型のハンダゴテってどうでですか?
「細かい作業には向いていない」と言う人もいたりして迷っています。
SMDチップとかのハンダ付けには向いてないんでしょうか?
単に好みの問題なんでしょうか?
アマゾン「白光(HAKKO) PRESTO 急速加熱はんだこて 20/130W(スイッチオン時) ガンタイプ 耐熱キャップ付き 985-01」
/dp/B002MRR6IS わりと高価格なラインナップにピストル型がないのはそれなりの理由がある、という前提でいいと思う。
個人的には
・特にC型だと使いやすい角度で使うために、使いやすい角度になるようにコテ先をセットしないといけない。非ピストル型なら、ある程度は回して使える。
・細密な作業だと、手指でホールドする位置からコテ先端までが近い方が震えなくていい。ピストル型は遠い。
・持ち方が固定されてしまう
・そもそも温調機に存在しない >>542
エアブラシのハンドピースで例えるところの
定番のダブルアクション方式とレバー式ダブルアクションの違いみたいな
それぞれに一長一短はどうしてもあるし個人の好みじゃないかな 誤 レバー式ダブルアクション
正 トリガー式ダブルアクション
だた gootのピストル型もってるけど、それなりに面白いよ
普通のハンダゴテは電源投入したままでそれなりの温度で飽和するように作ってあるんだけど
トリガー(取説上は使用制限が電源投入時30秒迄、使用中は6秒迄だったかな?)を押し続けると
コテ先が赤く光を放つほど加熱してくれる。
ちなみに、なんでそんな微弱な光を見れるほど暗い中で通電させているかというと、
ぼくはそれをハクキンカイロの触媒のライトオフ(活性化)に使っとるんよ。活性化すると触媒も赤く光る。
キャップも付いてるけどある程度冷めないと装着するのも怖いし
床において自然冷却してたけど、コードが太いのでコードに触れたら本体が躍って
床のビニル系タイルがとけた><; 今はガラス板ひいて作業してる。 その種のスイッチでパワーが上がる半田ごてはこて先温度が非常にわかりにくい。
スイッチを押し続ければこて先が赤熱するくらいのパワーがある(暗い部屋で見ればうす赤く光るのがわかるが、通常の明るさだと気付かないと思う)。
しかしこて先温度が上がり過ぎると熱伝導が悪くなり思ったほど半田が溶けなくなるのでスイッチを押し続ける傾向がある。
俺は恐ろしくて使う気にならないが、その種のものを好む人もいる。 持っているのはラベルが擦れて見えにくくなっているが、gootのPX-336だと思う
温調は付いているよ >>551
普通はそれを温調ハンダこてとは言わない 付いてるならオンチョーだろ
温度が固定でもオンチョーだし
これ否定する奴は言葉に執着する変な奴じゃね
自分の日本語破綻してるのに他人の言葉の揚げ足ばかり取るアイツ PX-336は設定温度固定式はんだごての一種として売られていたんだね。
ボタンを押していないときは、360℃に保つようになっていて、ボタンを離すと150W。(温調を切ってフルパワーにしてるだけ?)
2003年8月に終了。
面白い商品だと思うけれど、同じコンセプトのものは存在してないな。 ボタンで強弱を切り替えるコテの扱いについて、>>550が下手なわけじゃないだろう。彼は使っていないから上手も下手も意味がない。
乱暴な使い方をしている事例を見たか、ちょっと触って納得しただけじゃないかな。
特別高価なものでもない限り、適切なツールを選ぶことで、下手な作業が少しでも下手でなくなるならそれでいいよね。
そのツールを上手に使えるようになることより、その作業が上手になることの方が大切なことが多いわけだし。
俺も以前に出張用に棒状タイプの強弱切り替えを使ってた。たいていのはんだ付けでもなんとか対応できそうな利便性はあったけど
基板に電子部品を載せるのがほとんどになった今では出番がなくなった。そういう用途なら、温調つきでいい。
ピストル型についてあらためてハッコーとgootのWEBサイトで見た。
・どちらもコテ先のラインナップが貧弱だ。
・gootのはコテ先交換のための袋ナットに一部、安全カバーがかかっている。ペンチでナットをホールドして回すのに少しじゃまでは
・ハッコーが20/130W,gootが15/90W。いくら時間が規定してあっても130Wはかなりすごい。ハッコーのは、より自己責任の達人向けですね。
・gootはピストル型だけ? 前から? ピストル型は太いコードを無理やりリワークする時用だと思ってる。 >>557
そのせりふ、彼女に言われたことあるよ。 何が下手だったんだい?
ピストル型のハンドリング? ヒートガンもリワーク用として売られているものにピストル型は少ないね。
粗い作業用のものは、ピストル型が多いのに。(エンボスヒーター除く)
はんだ付けまわりで、ピストル型のハイエンドが普通なのは吸い取り器か。 ピストル型でない吸い取り器ってあるのか?
スッポンか? ピストル型にすると長さ部分を全部加熱吸引機構に使えるから。 >>565
ハッコーのFM204は「ガンタイプとストレートタイプの2通りの使い方」となっている。
使ってはいるが、ストレートタイプにして特に使いやすくなる気はしない。
取って付けたような(取っ手外したような、かな)仕様だと思った。 初心者です。FX600買いました。これ買っとけといったコテ先あれば教えてください。
細かい作業できるよう細いコテ先(確かT18-C05)と細いハンダ買ったのですが熱が伝わらず使いこなせませんでした。どういう用途に使うんだろう。太いコテ先も必要ですかね。
間近ではmicrousbのコネクタ(0.2ピッチ)取り付けたいです。 >>570
器用で万能型なら
こて先 2.4D型
これかな
標準で付いてるペンシル型は糞使いづらいから即効外す ちなみに俺が使ってるのは斜めに1カットしただけのような
3C
熱量設計はよくわからんが
こて先にハンダを乗せやすくて楽な気がしてる
気がしてるだけかもしれんから他人のはしらん 連投してすまん
ハンダが乗らないってのは要するにフラックス使ってないのが原因
「フラックス配合はんだ」が一般的だから勘違いしがちだけどフラックス必須
フラックスを別途用意するだけで作業効率極端に変わる
まあハンダ自体も良い物にしてほしい
ハンダクリーナーも可能なら金属タワシにしてね >>570
ピッチ0.2のマイクロusbってどれ? >>571-573
ありがとうございます。
3CはT18-C3ですか?まとめて購入したかったので2.4Dと一緒に購入してみます!
ハンダはダイソーの物とH-712、フラックスはH-722使ってます。コテの温度上げてもやり方悪いせいかそもそも溶けないんですよね。
ハンダクリーナーはスポンジタイプなので金属タワシに変えてみます。
>>574
検索で出てきたブログにそう書いてあったので仕様書見た訳ではないです。Aliで適当に買おうと思ってます。 狭ピッチの面実装ICを流し半田するならともかく、たいていのはんだ付けで追加フラックスが必須ということはないと思うんだ。
糸半田の芯のフラックスで十分なことがほとんど。
もし、フラックスを常時使わないとコテに半田が載らない、みたいなことがあるとしたら、
コテ先が酸化してかさかさになっているのが常態化している恐れがある。
コテ先は以下のような状態に保つべき。
・コテ先は、常に半田がついている。
・数分以上におよぶような長時間にわたり、コテ先についている半田は、半田の表面が酸化して、がさがさざらざらに見える。(コテ先が酸化しているのではない)
・ちょっと拭えば、表面の酸化した半田が落ちて、きらきらぬらぬらした、銀色光沢の濡れた半田が現れる。
この状態に保つためには、
・常時はコテの設定温度を上げすぎない。FX-600ならせいぜい320〜370℃に抑える。(これでも高すぎると考える人はいる)
・待機状態に置くときは半田を拭わない。拭ったら、すぐに新しい半田をコテ先に盛っておく。
昔は、放っておくとコテ先温度は熱くなりすぎるのがふつうだったので、ブリキ工作するときにコテ先をペーストに
ちょんちょん入れるのが習慣の人がいたよ。
ところで0.2ピッチって謎すぎ。 576 名前:あぼ~ん[あぼ~ん] 投稿日:あぼ~ん
中身無しの長文コピペは勘弁してくれ
>>573 のフラックス用意するというのがわからないのならハンダこてのど素人じゃないの?
普通の撚り線ですらフラックス付けてから乗せると全くちがうからね >>577
0.2インチピッチとすると、5.08mmなんだよな。 100均ハンダはどうだか知らないけど
錫をケチった鉛比率多めの粗悪ハンダだとフラックスを塗布するのは間違っていないと思う データシートも読まず現品も確認せず写真もうpしない時点で問題を解決する気ゼロでしょ /dp/B01N39SV83/
/dp/B01N9XJ71F/
ロング型と標準型のどっちを買うか迷っているのだが、ロングなら狭い箇所でも
使えるからロングが良いのかと思うのだが、標準型のメリットって何? メリットっていうかロング型のデメリットっていうか
細長い分 熱抵抗になって サーマルパッドがないような場合に困るんじゃね? しらんけど >>576
コツを教えてくださりありがとうございます!
ピッチの件ですがブログでは端子間0.2mmと書いてあったので0.2mmピッチと書きましたが
自分が理解中途半端なまま間違った余計なこと書いてるようで混乱させて申し訳ないです
一般的な物を探しており例えば↓みたいな物です
1つ目のデータシート見ると2.6mmの中に端子5本あるので0.52ピッチが正しいんだと思います
・ZX62D-B-5PA8
・aliのmsEOXJgの1番 データシート見た。
1ピンー5ピンのセンターでのピッチが2.6mm
その中に端子5本だったら2.6÷4で0.65ピッチ
フラックス塗って、適量でハンダして、ブリッジしたら吸い取り線でいけると思う。
端子のハンダを優先して、固定のハンダは最後 >>584
上前提で、専用小手先用意するならD32で全端子一気につけてブリッジ修正
標準のB型でもハンダ付けはできるとおもうよ
汎用的なのはD24C2C3辺り >>583に同意。
細長いチップは実際に使用するときに先端温度が下がりやすいよ。
どちらか一方を買うなら短い方で。
長いのは、入り組んでいるとかで、どうしても短い方で対応できないとき、
使い勝手が悪くなるのを受け入れて使うもの。 そういやハッコーさんとこの新製品どうなったんやろ? もう売り始めたんかしら >>585
0.65ピッチでしたか、失礼しました。
>>586
先端が平らになってる物に憧れるのでD32D24C2C3あたり検討します。
全端子一気にやるんですね。1本1本細いコテ先で付けるのだと思ってたので勉強になります。 半田ごて2本で半田玉を作って転がしながら付けると言う奥義があるらしいいがそこまで達していない そもそも、コテや相手になじむ段階で玉にならんような。 >>589
1本ずつでも数十本や百本超える足だろうと
道具として大事なのは普通品質のはんだ&はんだコテ&フラックス
コレが揃ってやっと普通に使えるのでフラックスは是非とも用意してほしい そうそう。面実装多ピンのIC、コネクタ、抵抗アレイとかは、フラックスを用意しておきたいですね。 >>592-593
フラックスはホーザンのH-722を持ってますが使い方悪いせいか対象が大きいからか効果の程は?です。
ハンダ前に適当に基板に塗ってるだけですね。 >>588
一本のは発売済み
二本のは4月発売らしい、七万五千円・・・
けっこうするんやな、どこで買えば安いかな;(^p^; >対象が大きい
これは伝わらないのでは。何をもって大きいかは人によって常識は違うし。
それと、フラックスを基板に塗って、乾いてからはんだ付けしてると効果が薄い。
QFPのICだと、仮止めして、フラックスを塗って、乾かないうちにはんだごてを、すすすっと動かす、みたいな感じで
これは俺が書いた文より、QFP はんだ付け みたいなキーワードで動画を探す方がわかりやすい。
でも、こういう使い方だったら、はんだの流動性も高くなるよ。 フラックスを使うタイミングを間違えると苦労するというか 効果の恩恵を受けにくいというかなんというか;^p^)
(1) 正しい位置に載せる、ハンダ部と離れた部分でマステで仮固定。
(2)一旦ブリッジしまくりで良いから一辺をまるまる半田付けする。それからフラックスを塗る
(3)加熱後 拭って 乾いた小手先でブリッジ部を加熱して、スライド。
(フラックスで流動性の高まったハンダがブリッジを自然解消してこて先に移る)
(4)必要に応じて拭い直すなどして、ブリッジ部に繰り返す。
 >>594
>>594
722は効果薄いタイプだからかな?
>>597 の書いてる通りササッとやれば良いとおもう
作業後フラックス成分取り除く手間暇も気にならないならペーストの強いフラックスお勧め まあ、色々書いたけど
面倒くさいからフラックス無しでやりますわ ガハハとかいうのでもええよ
要は当人が出来るかどうかだしな パッと見で酸化とかしてない限り糸はんだのフラックスが活きてる内に作業を閉じるのが正解と思ってるけど
当人ができるかどうかが大事ってのは否定しようがない じゃぶじゃぶ漬けて洗浄できるわけでもないなら、ICの底面に入ったフラックスを、並みの掃除で綺麗には取りにくい。
ICの流し半田用には、あまり強力なフラックスは使わない方が良いと思う。 教えてください
DIP部品の半田付けは、富士山のような形にハンダ量を・・・と言われますが、
団子のように多めとかだと何か問題があるのでしょうか?
ハンダが減る、地球環境が...は無しで、電気的なことで何か問題があるのでしょうか? >>603
ランドやピンとはんだの境界付近を目視すると、なじんでいるかどうかがわかる。
ランドのサイズより大きい玉になっていたり、
ピンが短くてはんだに完全に埋まっていたりすると、
馴染んでいるか、実ははんだがはじかれてイモはんだになっているのかがわかりにくい。
イモだと一時的に導通することもあるので、導通チェッカーで確認したり、
動作がうまくいったからといって、そのあともちゃんと動作するとは限らない。 2005年頃まで鉛フリーはんだを使うとイモはんだになりやすいというか、なった。
その後フラックスが改良されたのかかなり改善されたが、今でも共晶はんだのようにはならない。 フラックスって表面張力をコントロールしてるの?
張力を利用するのとフラックス無で重力を利用するのと
どっちが得? しらん
別途フラックスを使うと綺麗にペターと乗る事しか知らん
詳しく知りたければフラックス博士みたいなのがyoutubeで動画上げてるので質問してきてくれ
分ったらフィードバックしてくれ ありがとうございます
イモハンダは無しの場合です。
例えば、いったんは富士山型に綺麗にハンダ付けして、そこにさらにハンダを盛ると
釣り鐘型になります。この状態は、何が良くないのか、ということです。
隣と接触している事もない状態です。
この状態の何がいけないのか?と思うのですが、どうでしょうか。
1608のチップを取り替えて、新しい1608を取り付けて、手で半田付けしますが、
その時も 横から見てスーッと富士山型にはできなくて、プクッと膨れます。
半田付けは確実に出来ているのですが、ダメでしょうか? チップ部品の端子状態が不良で半田と馴染みが悪くなっている場合、
フラックスに添加されてる還元剤を使って活性化する必要があるんだけど
充分な活性化ができているかどうか怪しい場合もある。
適正量に留める場合、敵勢量に留めるなら
左図みたいに、異常状態は一目瞭然になる。
盛り過ぎると右図みたいに、顕微鏡とか拡大鏡で見れば不良だとわかっても
ぱっと見だと肉眼では正常にはんだ付けされているかのように見えてしまいかねないリスクがある。
 >>611
>>611
>いったんは富士山型に綺麗にハンダ付けして、そこにさらにハンダを盛ると
釣り鐘型になります。この状態は、何が良くないのか
富士山型を経由して、その形状になったかどうか見た目で判別できないのでNG
人に見せない、自分でしか使わないってなら好きにすれば良い
なんで富士山型を確認しておきながら、さらにはんだ盛るのか意味が分からんけど >なんで富士山型を確認しておきながら、さらにはんだ盛るのか意味が分からんけど
目視しやすい富士山型にして、目視確認をした上で(その時点で確実についていると保証されていて、ついていないということはない)
はんだが釣り鐘状に盛られたときに、何が問題なのか? と聞いてるんだと思う。
つまり「付いていることは確実。それ以外に問題はあるか?」ということなんだろう。
はんだの塊が大きいということは、はんだのチカラが強いということでもあるので、
スルーホール部品でも、冷えたときの収縮にともなってランドやピンとの接合部に残る応力は大きくなっている。
わりと問題を聞くのが、5025とかの大きめの面実装セラコンで、モリモリのはんだが熱で膨張収縮を繰り返して、端子部がもげやすくなる。
適切な量のはんだなら、はんだが熱で膨張収縮してもそのチカラは弱いので端子部が傷みにくい。
でも、特に趣味だったらここまで気にする必要はないと思う。
なお、0603とか1005みたいな小さい部品だと、ふつうにメタルマスクではんだを塗ってはんだ付けすると、ちょっとモリモリに見えると思う。
どこまで気にするべきなのかは、会社だったら品質保証の人に聞く方がいい。
元質問の人はやたら気にしているけれど、所属グループで何か言われたのかな?
所属グループごとに解釈とかは変わってくるので、俺が言ったことも含めてここで聞いたことより、所属グループの見解を優先するほうが
人間関係に傷をつけないよ。まずは所属グループで理由を聞いた方がいいのでは。 アマ的にはつなってればOK。ハンダフィレットは引張試験で一番強度が高い状態。
基板を曲げたり、落下させたりすることがなければデブ半田でもOkじゃね? 急激な形状変化(ノッチ)は応力集中してクラックは要りやすいからダメだよ。 >>614
>つまり「付いていることは確実。それ以外に問題はあるか?」ということなんだろう。
はい、その通りです。考慮いただきありがとうございます。
部品にかかる、温度変化による応力の問題ですか。クラックが出来やすいということですね。
なるほど、それはありますね。納得できました。
>元質問の人はやたら気にしているけれど、所属グループで何か言われたのかな?
いえ、趣味とか仕事とかではなく、
なぜ富士山型を勧めるのか、理由が知りたかったのです。
所属グループごとに解釈とかは変わってくるので、俺が言ったことも含めてここで聞いたことより、所属グループの見解を優先するほうが
人間関係に傷をつけないよ。まずは所属グループで理由を聞いた方がいいのでは。
>>615 616
ご回答ありがとうございました。納得できました。 >>611
色々な問題は横に置き盛り上がるだけなら
据え置き型においては特に問題なし
振動が加わるもので盛り上がりハンダだらけになると重量増により共振したりして破損の可能性がある
振動激しい工作機械とかだとこの辺厳しい制限ある 自分は確実だと思っても修理担当者(未来の自分自身を含む)が見て健全性を判断できなきゃ困るじゃろがい >>619
何言ってるのか全く分からん
昼から酒飲んでるとか良いご身分だな >>620
(はんだ付けした直後に、今の)自分は
(導通が)確実だと思っても
修理担当者(未来の自分自身を含む)が
(将来、基板の故障時に異常確認のために
その基板を)見て(該当箇所の)健全性を
判断できなきゃ(異常個所の特定作業時に)困るじゃろがい >>620
619を見て全くわからんとな?
日常でも、あなたに対して情報が伝わるように、周りの人がいろいろ気遣ってくれていそうだな。 可能性の一つは、>>619を>>618への反論だと考えたのかもな。
いったんそう思い込むとほかの可能性が考えられなくなるのかな? >>623
連投だけどレスして出てきたので答えるけど
単純に何言ってるのかわからんかっただけよ
引用が無い時点で何言ってるのかわからんだろ >>625
>引用が無い時点で何言ってるのかわからんだろ
わからない、というのは、
・短文メッセージという制約から書かれている文章が分かりにくくなっていること
・読み手の能力が低い
の両方の理由がある。
自分の能力にも問題があると考えることができれば、>>620みたいに一方的に相手が悪いような言い方は
できないのではないの? 分からんときは、喧嘩を吹っ掛ける前に質問する方がいいと思うよ。
少なくとも>>621において丁寧に説明してくれていることに対して、ありがとう、の心と一言があるべきだと思う。 高い半田ゴテを使うと
半田付け作業で悩む事は無くなる 値段が高くても、IHは精密はんだ付け寄りに特化してるし、当たり前だけど汎用には使い辛いはず。
高ければいいというわけではないし、用途に応じたものを持ってれば。(あるいは使い分ければ)
個人的には昔はgootだったけど、今はたまたまハッコーばかり。こて先をいろいろ揃えたら、乗り換えが面倒になってる。
最初から買うならPX-280に引力を感じる。 px280は柄が太すぎ。3線アース付きは電源コード太すぎ。 中に制御回路が入ってるので、ステーション型に比べると柄が太くなるのは仕方がないと思う。
並べて比べたわけでもないがFX-600と比べても著しく太いのかな? PX-201よりは細く感じたけれど。
電線も100Vを通す以上、安全面から細くはならんだろうし。
そのあたりは価格差から甘受するべきマイナスポイントだろうなあ。 電源アダプタ一体型ACプラグにすれば本体やコードを小さくできるであろう そのあたりの商品は、中国の方が進んでいそう。
gootでも温調じゃないけれど、5Vで動作するコテがあるけれど、
もっと拡充すればいいのに、って思う。 >>632
マヂか
でもケーブル太いと安心材料だしいんじゃないの >>636
アース対策品が必要だったので買ったのだけれど、
結構硬くて微妙に引っ張られるんだよね。
2Pタイプだともっと柔らかいのだろうけど。。
あと思ったよりもケーブルが短い。 >>637
実体験ありがとう
そういうことね完璧に理解した
コテホルダーに差し込まず卓上に置いたら癖で動いちゃいそうだな こういうところで他人どうしが揉めてるのを見ると忍びない
はんだって要求レベルが各所で違う
自分は工作機器も含めた制御盤製造の会社に勤めてた(現場じゃないんだけど)
そういうところでは各企業からの半田の要求が非常にシビアなんだ
基本的に検査時に外観から中身が想定できないのはNG
コネクタも全部半田箇所が必要ならばあとから見れるように仕上げる
それはさておき…何人か半田名人みたいなジジイいるよね?
そいつらはだいたい基板への部品の半田の知識しかないんだよなあ
基板へのはんだって入門レベルだろ
コネクタとかの可動部分や振動があるところなどの耐久性問題など工作機レベルの半田技術の話をしても全然わかってない
有名企業のはんだの仕様の冊子とか見たことないんだろうなあ 皆が楽しんでるのに唐突に壁に向かって一息でまくし立てるよな長文ほんま草 >>635
つべ動画とかでもワンチップマイコンを使ってメッチャ凝った温調コテを自作してるのとか見かけるし
今後はUSB-PDを活用した温調コテも普及するといいね 仕事の話と、趣味の話と
こうしなさい、ということと、なぜそうなのかという疑問と、
区別ができずに全部ごっちゃにしたら>>639になるのでは。 HAKKO FM-2028的なのを使っている人からしたら商用100V用のケーブルが太すぎ硬すぎと感じるのは当然だろうね Piergiacomiが好き
gootもHAKKOも販売してるPiergiacomiのニッパー・プライヤー >>644
あのコテは、大変使いやすくて、同時に2本通電して、
使い分けてる。
ハッコー936とかは、硬くて嫌だったけど、
FM...は、素晴らしい柔らかさ。
これぞ道具という感じがしますね。 質問があります。
ハンダ付けするたびに、スポンジやタワシで小手先を綺麗にします。
知らず知らずに癖でやってる部分もありますが、
拭う目的って何でしょうか?
ヤニが炭化して黒いのが小手先に着きますが、
そのままハンダ付けを続けると、
どのような問題があるのでしょうか?
先日の半田量の話題と類似ですみません。 >>647
はんだする直前に掃除するのが良いと思うよ
専用金タワシもやりすぎると傷入ってこて先痛めるじゃん
黒いのだろうがなんだろうが気に入らないのが付いたら
使い古したシャツの切れ端か何かでぬぐい取ると良いと思う 作業が終わってコテの電源落とす前に
コテ先をハンダで濡らすようにしてるなあ コテ先で まっくろくろすけを飼う男なんよ 養殖しとるんよ >>648
ありがとうございます。
すでにタワシでザクザクやっていますので、
方法については問題ありません。
あのぬぐいは、何のためにするのか、と言う疑問です。
宜しくお願いします こて先は清浄にしておかないと劣化してくる
半田が乗りにくくなるので困ることになる
昔はもっと半田自体やコテ先の品質が悪かったので目に見えて半田をはじいたりしてた
半田ごて適当にしてたら酸化が激しくなって温めただけじゃどうにもならなくなりやすりで削ったりしてた 取り回しを気にするならDCコテ一択でしょ。HAKKOのT12系は言うまでもなく
中華の互換品だってAC100V直給電のコテと比べたら雲泥の差だし > ヤニが炭化して黒いのが小手先に着きますが、
> そのままハンダ付けを続けると、
> どのような問題があるのでしょうか?
こて先が劣化して半田作業がやりにくくなる >ヤニが炭化して黒いのが小手先に着きますが、
>そのままハンダ付けを続けると、
>どのような問題があるのでしょうか?
はんだ付けするときは、こて先と対象物の間に濡れたようなはんだが介在して
熱伝導が良くなって、対象物が温まります。
酸化したはんだだったり、フラックスなどの焼け焦げが付いていると、対象物が
あたたまりにくくなります。
あたたまりにくいなら温度を上げればいいのでは、と思うかもしれないけれど、
温度が上がりすぎると、フラックスが蒸発しやすく、流動性がすぐになくなりがち。 こて先には寿命がある
こて先が劣化するとどうしようもなくなるので新しいコテ先と交換できるようになってる
一般の電子工作では寿命には多分至らない 昔のコテ先はまともなコーティングなんてされてないか寿命の短いものだったのでメンテナンスしてても
結構こて先を変えなければならなかった
今のはコーティング技術が進歩してるから寿命が長い 今の高性能こて先でも
プラ容器に穴開けたいからとはんだコテ押し付けりしたら一発でバカにならんかな >>656
温調こコテなら、黒いゴミがあろうと無かろうとパワーを変えてくれるので
上がりすぎると言うことは無いですよね?
そう考えると、小手先が綺麗でなく半田付けしても、
小手先寿命とかの道具の損失や外観の汚なさをのぞけば、
電気性能的、品質的な問題はないと考えても良いのでしょうか? >>661
温調こては、対象物に伝わるパワーをコントロールしているわけじゃありません。
たいていはヒーターの近くにある温度センサーの温度が一定になるようにコントロールしています。
こて先表面の「流動性の残るハンダ膜」と「焦げ付いた何か」は、
こて先から、対象物へ熱を伝えるときに、違う熱抵抗としてふるまいます。
こて先が同じ温度で、対象物が同じであるとき、
こて先と、対象物の間にある物の熱抵抗が小さい場合は、対象物の温度が上がりやすくなります。
熱い飲み物を、熱伝導のいい銅のカップに入れたときと、熱伝導の悪い樹脂のカップに入れたとき、
手に伝わる熱が異なるのと同じです。
したがって、熱伝導の悪いこて先で、熱伝導の良いこて先と同じように対象物を温めようとすると
温調の設定温度を上げる必要があります。
さらに厄介なのは、状態の悪いこて先は、糸はんだをこて先と対象物に差したときにも、濡れた
はんだのこて先への馴染みが安定しないので、やはり、熱伝導も安定しないことです。
>小手先寿命とかの道具の損失や外観の汚なさをのぞけば、
>電気性能的、品質的な問題はないと考えても良いのでしょうか?
俺は、適切な温度ではんだ付けできることは、対象物(基板や部品)への熱ストレスを小さくする
ことだけでも、品質上の意味があると考えています。 >>661
いやいや単純にはじいて小手先にはんだが乗らないの
強引に半田してもいもはんだになるので作業できなくなる 半田が上手く思ったようにこてさきに馴染まない
部品にもなじまない
温め続けるとフラックスが蒸発する
デカい玉みたいな半田ができる
変なところで固まって半田出来ない
何一ついいことない >>663
ありがとうございます
パワーと言ったのは間違いですね。温度です。すみません。
前提が抜けていました。小手先はしっかりと半田メッキされている状態で、
コテ台のスポンジでぬぐうとピカピカのハンダ面が出てくる状態です。
いつもははんだ付けする直前にコテ台でぬぐってピカピカの状態で半田付けしますが、
それをせずに先端に黒いものがついた状態、だけどその下は
ピカピカな状態で対象物に当て、ハンダを添わせればスッと溶ける状態です。
対象物との間に熱抵抗が云々といういことなくハンダはトロトロに溶けます。
このような状態ですが、直前にぬぐう、拭わないで半田付けした結果として、
電気性能的に何か問題があるでしょうか、と言う質問です。 >>665 664
小手先の状態は、上記の通りです。宜しくお願いします これはアレだな
自分の望んでいる答えを出させるための質問してるな 余談だけど、
BGAパッケージの数個レベルのリボールのとき酸化したコテ先使ってる。
馴染むコテ先ではくっついちゃってハンダボールをチップに乗せられないから。
普段使いのときはコテ先の酸化除去して馴染むようにしてる。
という使いわけしてる。 >>666
たぶん導通には問題ないでしょうが、黒いのがハンダの周りに付いていると、
湿気で絶縁抵抗が落ちますので、半田付け後に黒いのをアルコールなどで落とした方が良いです。
半田付け前にコテ先を掃除するのは、気分的な問題です。
汚いコテ先よりきれいなコテ先の方がいいよね、あとで黒いのを落とすのに手間だから、的な。 ちょっと前にフラックス大事って話があったが
芋ハンダ対策にもフラックス大事
なんだかんだで別途フラックス用意しないと
フラックスおじさんがフラックス連呼するフラックス! >自分の望んでいる答えを出させるための質問してるな
そんなふうにも見えるなあ。
「富士山型のはんだでないと信頼性に問題がありますか。ちゃんとはんだ付けはできているとして」
みたいな質問をした人もいた。
「できているとして」ということをより良く達成するために、こて先を良い状態に保ったり、富士山型になるようにする
という面もあるんだし「できているとして問題はありますか」は無理のある問いかけだと思う。
「高い所に細い通路があります。手すりはありません。踏み外さずに歩けるとして、安全上の問題はありませんか」
と言ってるのに近い。 数熟してればどのようなハンダが良いのか自然とわかるものだけどね
わからないのは初心者だなと思ってる この道何十年もやってるおばちゃん達にでも聞けばいい
業界では半田はおばちゃんたちの仕事
女性は男性より機用で何倍も速くきれいに仕上げる
どういう理由で差が出るのか不明 単純作業に強いのが女で男は単純作業に弱い
これも単純な話でして
子供を育てる等をするのと
外で獲物手に入れてくるのとで役割が違うから 人は自分を育ててくれている人を見て育つものだから。 >>678
子育ては単純作業の繰り返しですが?
様々な部分全く同じ事を繰り返すので母親が子供に発狂するの見たことないとか言うなら異常者かと思います 世の中の全部の育児が単純作業の繰り返しだけじゃないことぐらいわかってるだろうし、
>>678が「育児に単純作業はない」と言ってるわけでもないこともわかるだろう、
母親が育児でメンタルがまいってしまう原因が、単純作業だけではないこともわかってるだろう、
>>681は何を言いたいのか。
そもそも、
>単純作業に強いのが女で男は単純作業に弱い
↑これがおかしい
「単純作業に強い人が単純作業に強く、単純作業に弱い人が単純作業に弱い」といえばマシかもしれんが。
すべての例外を無視して一般論で語ることに慎重でないといけないのは、独り歩きした一般論が先入観をもたらして
判断を独り歩きした一般論側に倒す恐れがあるからでもあるよ。 >>683
「おちつけ下衆」←論理的反論も抜きに、こういう言葉を返す人が、他人に対して「異常者かと思います」と言ってるわけだね。なるほどよくわかります。 > ID:aiHLd/fH
いやほんま落ち着けって
長文時点でアウト
短く簡潔に書けないのは詐欺師と言われてもしゃーないよ 最後は誹謗中傷・人格攻撃で終わるいつものパターンかよw
ひろゆきじゃないけどデータを提示しないと、
不毛な議論がこの後も続きます。 火に油を注ぐというと燃焼を助ける表現だが
油田の消火にはダイナマイトで爆破し
局所的に酸素をなくすことで燃焼現象に終止符を打つ。
山火事においては延焼境界の熱量を減らすことを目的に
進行方向から迎え火として種火を置くことで境界部のカロリーを予め殺すことで
延焼能力を殺ぐことで鎮火させる技術が実在する。
レスバトルに際しても、全く異なる火種をともすのも案外有効なのかもしれない・・・
>>651
>あのぬぐい
味の素の容器の穴を大きくすることで消費量が増加し購買頻度が増大して
味の素の収益が上がる、という循環構造があるらしい。
闇雲に拭わせてハンダ消費量増大を謀ったハンダメーカーの喧伝じゃね?しらんけど(^p^) >>688
なら拭わなくてもいいという事?
でもみんな盛んにぬぐってる。なぜなんだ >>688が火種だと言ってるわけだが。
まっとうな話なら火種にはならんね。 >>690
顔文字野郎自体が火種だからな。放っときなよ
こいつあちこちで出没して分かってるつもりでいるが、全然分かってねーからな 顔文字のタイプで何人かいるみたいだけど、傾向としてアンチ顔文字の人よりは「良い」投稿が多いと思う。 おはよーございます!! 爽やかな朝、皆さんいかがお過ごしでしょうか?わたしはげんきです!!(^p^)
>ぬぐう必要はない
ぶっちゃけていえば僕はあんまりコテ先には盛らないで必要最低限の量しか
糸半田を供給しないですます えこのみータイプのおたくなので ぬぐう必要は
あまり感じていませんが 成功体験とその繰り返しという学習ループの中で
習慣としてぬぐう風習がひろまっているのではないでしょうか?しらんけど(^p^)
ぼくにはよくわからんような微細な差異に注目して より高品質を目指した結果なんだろうとはおもいますが
いかんせんぼくにはよくわからんですサーセン(^p^;)
吸引機の話題がどのスレか忘れたが寝る前に見かけた。睡眠時間削れぬのでスルーしたが。
舌の根も乾かぬ間にあれだが、こっちは逆に必要でなかろうが習慣的に
作業前・作業後はもちろん、回数を重ねたら作業中も、クリーニングロッドで
つついて通りをよくする作業をしてればめったに詰まる物じゃないとおもます。
どうしても詰まったときはドリルで除去します。細い錐はたいていチョウコウなので
カタイ反面、ひじょうに脆いです。床に落とすだけで折れる事もあります。ですので、
ピンバイスでゆっくりやさしく刃先でひっかくくらいのつもりでカリカリほじります。
途中抜いて粉をとんとん落として繰り返す、根気のいる作業です。
筒内が鉄メッキか知りませんが、傷で一部剥がれても、
ハンダで食われても穴を広げる方向なので別段 問題ありません。
保護メガネとマスクを装着し、くれぐれも怪我せぬよう、ごあんぜんに!(^p^) フラックスをホールに垂らす感じにしたところ
はんだ上がりは劇的に改善したのですが
2割くらいの確率で穴あきが出来てしまいます。
フラックスの量が多いんでしょうが
はんだの供給速度を遅らせれば改善出来ますでしょうか
鉛入りはんだ 350度固定でやっています。 無洗浄でやってるからできるだけコテ先は綺麗な状態でハンダ付けしたいから拭う >>695
道具とか基板とか写真で貼ってみて
なにが原因かわからん >>697
すいません。基板は手直ししちゃって洗浄してしまったので
道具は商品名そのまま貼ります。
goot px-280
goot(グット) 鉛入りはんだ Φ0.8mm スズ60%/鉛40% 100gリール巻 ヤニ入り SE-06008
ホーザン(HOZAN) フラックス 鉛フリーハンダ対応 便利なハケ付きキャップ付 容量30mL H-722
厚み1mmくらいの片面プリント基板です。
コンデンサを交換しています >>698
悪いな
俺程度だと実物見ないとわからない
基板の出来もあるからね はんだ上がりって、めっきありスルーホールで使う言葉だと思う。
片面プリント基板で「はんだ上がり」とは?
言葉の定義があいまいかも。「穴あき」とはどんな現象? それは洗浄しても写真は撮れるよね? ああそういえば両面プリント板にDIPやリード部品を取り付ける際、
半田面側はフィレットがきちんと形成されていても
部品面側にはフィレットが無い事があるよね
むかしは僕もフラックスとはんだを追加・再加熱して
直してた時期があったけど、再加熱で部品壊してもつまらんと思い直して
最近はスルーしてるわ;まずかったかな(^p^; てへぺろ >>695、>>698
片面基板ではんだ上がり、穴あき、 エスパーしてみた
普通フラックスなんて塗らない、昔々の古い人かな? それともリード線が錆びていてはんだが乗らない?
穴が開くのは温度が高くて空気やらフラックスが膨らんではんだを押しのけて穴が開くんじゃないかと思う
コテ先が大きくて350℃設定だとはんだ付けするときに温度が下がらなくて沸騰するのかも
今の状況で少し温度を下げてフラックス無しでやってみると良いかと思うけど、エスパー失敗かな? >>702
フラックス塗らないのは時間含めてコスト削減理由だけだぞ
丁寧に作るのなら塗る事にまたったく何の問題も無い >>703
フラックス入りの半田を使っていれば再ハンダ時にわざわざフラックスを塗る必要無いと思うけどな
リードにはんだが乗りにくいのなら少し磨くかその程度で良いんじゃないかと思うよ
生基板の場合には半田レベラーかニッケルめっきなりのメッキがそれともフラックスが塗られているからフラックス入りの半田だけで十分
端子に線をからげてのはんだ付けでも付けずにやってるよ、フラックスを付けるとフラックスが部品内に流れて悪さをするかもしれんよ
フラックスって、フラックス入りの半田が無い時の物という認識をしているな
今の半田槽は知らんけど、昔のは槽の入り口手前にフラックスが噴き出ていたね、槽の通過後でもフラックスでベタベタだった >>704
そのフラックス入りが今一なんだよ
付けるハンダと同量以上の生き生きピチピチな新鮮なフラックスが有ると基板からパターンもはがれにくい気がする
昔と違って高級機材使ってるからかもしれんけどね ステーション買う前の2つ前は370度指定のMACH-1というの使ってたから
コレが原因でスルーホールすらリフトアップしてしまったわ 鉛入りはんだ+フラックス使って作業する場合
温度設定はどのくらいがベストなものか
一律に350度設定だと使うはんだの融点によっては高いとも言えるし
上の人は350度で融点183度~190度のはんだを使っている
諸説によると融点+50度が望ましいともある
溶けている状態で250度くらいを3秒くらい維持出来る熱量を考えると
この場合300~320度程度か?
温調タイプだと、そこまで温度低下しないだろうから
もう少し低くて良いかも
エロい人解説求ム よく論争になるんだけど、結論から言うと製作する上で基準があるものはそれに合致すること。
特に規定がないなら、正しくフィレットが形成されて作業性や仕上がりに不満なきゃ何度でもいいと言えばいい。
あんまり設定温度が高いとフラックス飛び散る。
母材温める必要がある都合上、温度かま低いと母材が全然温まらない。
ハンダの仕様とこの辺の塩梅で300-360度ぐらいに設定されることが多いのが実情。
聞いても各々が各々を考えを言うだけだから答え出ないよ。
調べてないけどこれに関して論文とか出てて結論出てるならごめん。 論文が出ててもここの誰も到達できない
かゆみは痛みの神経に弱い刺激が加わってるだけと言う嘘理論が否定されて20年経つけど
まだそれを言い続けてる人間がいる
作業性を無視するなら低くても問題ないと言うか本来は望ましいのかもしれないけどイライラするだろうな 部品メーカーから実装マニュアル的なものが公開されているからそれが参考になる
それらを見ると鉛フリーでも~350度程度までが一般的か。有鉛ならここから融点差20~30度程度を引く ちょっと流れと関係ないけれど
ハンダに変わる接合方法はビジネスチャンスだね。
例えば熱じゃなくて、紫外線硬化で再融解できる方法とか。
立体3次元接合できるような粘性を持ったハンダ?のようなものとか
俺が思いつくんだからすでに研究されてるだろうけどね 東京サイトというテレビ番組で見たんだけど、NECスペーステクノロジーで衛星に搭載する
機器を組み立ててる精密機器組立工・馬場大作という人のはんだ付け。
からげ配線でも予備はんだをした上にハケでフラックスを塗ってからはんだ付けをしてた。
左手はピンセットで配線を押さえてるので糸はんだは供給せずにコテ先にはんだを盛ってから
付けていた。予備はんだの不足分を補っているくらいの感じ。
その後キムワイプらしきものに溶剤を付けたもので洗浄してた。 そうそう、導電性インクとかもあるね。
ほかに3D実装も来てるかもしれないし、何かと早いもの勝ちだね。 >>713
その機器を使う場所、状況に応じてのはんだ付けだから、室内で固定して使うものならそんなことしなくても良いよ
車用の機器だってそんなことをしてはんだ付けしてないよ、もちろん温度変化と振動を組み合わせて事前に試験してる
そんでもって、半田部分をカットして観測して確認してる、けどね 宇宙関係はメンテナンスフリーを求められるからね
特に日本だと失敗しても代替機の製造すらままならないしなおさらだ
トヨタが厳しいといっても流石にそこまでじゃない 今はどうしているのか知らないが、昔は宇宙は金メッキの端子は金メッキを剥がしてからはんだ付けしていた。
そんな面倒なこと他でやってるの見たことない。 宇宙はどうだか知らないけど地上で金メッキの半田はがれた経験ある奴いる?
ま、剥がれたらまた半田付けすればよいだけさ
ナイスなアイディア、、、、、
https://youtube.com/shorts/D29vEGlXX3c >>719
金ははんだが非常によく付くが、金メッキは銅などにニッケルメッキしてその上に金メッキしているので、はんだと金はよく付いていてもその下がつながっていないことがあり、しかも目視でわからない。
またはんだ-金合金が硬くて脆いとかで、金を剥がしてはんだ付けしていたようだ。 >>720
これは凄い
けれど空気送り出さないから厳しいな >>721
へー、ニッケルメッキされてるなら金メッキいらないんじゃなかろうか
>>722
空気無いからこそパーツ飛ばなくてよさそう >>723
マイクロストリップラインなんかは特性変わらないように金メッキが良いな
あとはワイヤボンディングが必要な場合には厚金メッキするからね >>721
単なる金メッキの話と機材用の金メッキを同一の語る奴は頭おかしいと思う JAXAに有った
JERG-0-039D 宇宙用はんだ付工程標準
ttps://sma.jaxa.jp/TechDoc/Docs/JAXA-JERG-0-039D.pdf
5.3.4 金めっき除去
はんだ付する表面の金めっきは、溶融はんだへのディッピング、機械的な方法などにより
除去すること。金めっき除去後、予備はんだを行うこと。なお、予備はんだ付工程に
おいて金めっき除去を行う場合には、金めっき除去用はんだポットと予備はんだ付用
はんだポットとに分けることを推奨する >>727
サンキュ
民生とは違う軍事用レベルと同じ極端な世界の話だと理解した 半田付けして、最後に半田ゴテを引き上げる時に
溶けた半田がコテ先に引っ張られて尖がってしまうんですが、
どうやれば滑らかな表面に出来ますか? >>729
もっと早くコテを引き上げる。
滑らかにさせるためには、ヤニ(フラックス)が必要。
半田が溶けた時に出る煙はヤニが燃えているためで、ヤニがまだ残っている証。
煙がている間に引き上げれば、ヤニが効果する。
ツノができるのはヤニが燃え切って無くなっている証。 低くても高くてもツノはでるね。適切な流動性がある状態で、こてを離せば、プルンと表面張力で丸くなる。 あ、温度は、こての設定温度ではなくて、はんだ付けしている温度。
なので、こての設定温度を一定にしていることは解決にならない。
こてさきの種類、こての設定温度が一定でも、パッドやパターンや部品の大きさで、はんだ付け温度は変わるし。 温度が低すぎる場合はちゃんと融けていないので形にカドがありいびつになる。
ツノという感じではない。 千住の鉛入りスパークルハンダの場合のコテ先の適温は何度? >>737
半田の組成が鉛60%みたいですね、共晶は63%で融点184度だから少し高めの融点なのかな
いずれにしろ、半田ゴテのコテ先の太さ、はんだ付けするものの大きさ、でコテ先適温が変わるから何とも言えないね
コテ先温度は一般的に300度と言われているけど、上の理由で調節しないとならないので、誰も回答してくれない??
共晶半田の場合、250度くらいがはんだ付けの適温らしい、それはリフロー槽の温度管理にも出ている
以下参考にして下さいな、150度くらいでプリヒートして、その後ピークで220℃にしている
ww.macnica.co.jp/business/semiconductor/articles/pdf/ELS0321_S000_10__1.pdf
手はんだの場合にはぎりぎりの管理は無理だろうから250℃くらいで半田が溶けるようにコテ先の温度を調整するんだね まさにはんだ付けしているときは、こて先の温度ははんだ付け対象物に近い温度になっている。
そのとき、こて先の温度と、こての設定温度は50度以上の差になったりする。この温度差は対象の大きさやこて先で変わる。
はんだ付けしていないときは、こて先の温度は設定温度に近くなる。
>>738さんが書いている「はんだ付けの適温」は、はんだの種類で適切な温度はWEBにいろいろ書かれているけれど、
その適温にするための「適温 + 温度差 = こての設定温度」って一概に言えないんだよな。 >>738
コテ先温度を350度に設定しているんですが
高過ぎですか? >>740
共晶なら普通です。
鉛フリーなら400度が調子いいです。 >>740
実際にこて先がその温度なのかチェッカーを使わなければ判断できない
チェッカーが無いのなら
調子良くハンダが乗る状態が適切な温度だと判断していいと思うよ
色々やって最終的に皆ここにたどり着くわな 個人的なことだけど、
こて先はT12-D16、はんだはホーザンの鉛フリー(銀3 銅0.5)
ベタに隣接していない1005〜2012の抵抗、コンデンサや、SOT23クラス以下の面実装ディスクリートなど
この場合は350℃前後
T12-Bが必要なときや、ベタに隣接していたら、サーマルカットが入っていても熱が逃げるので高めにしている。
こての温度設定でも、チェッカーで確認する温度でも、それは、はんだ付けしていないときの
こて先の温度なので、実際のはんだ付け温度はわからない。
>>742さんが書いているように「調子良くハンダが乗る状態が適切な温度」を探して、
温度設定を上げたり下げたり、こて先を換えたりして体得するのが現実なんだろうと思う。
でも、まわりにセンパイもいなくて、まったく孤立独学の人だと「調子良くハンダが乗る状態」が
よくわからんという問題はあるね。 そういう苦悩の時にこそ参照したいのがハッコーさんとこの新製品のおんどぐらふだよなぁ・・・
どんなカーブになってるんやろ? コテ先というかセンサ部の温度計だから小手先自体は適温になってるのかなぁ。
コテ先や接触部の熱抵抗を踏まえてその先が半田の熔解に至らしめる場合、どれくらいの温度設定が
必要なのか、実験が楽しそうやな!!(^p^) もう発売されたのかな?しらんけど >調子良くハンダが乗る状態が適切な温度
素人が400度とかにしてパターンが剥がれるんですね。判ります 恒久的にこて先端の温度を可視化する方法ってないものかなあ。
わりと太めのDに穴をあけて、細い熱電対を入れたことがあるけれど、
それをやるとはんだが穴から入ってきてすぐにこて先がだめになるし、
BとかIとかJだと穴をあけること自体が難しい。
熱電対を対象物につけておくことはやったけど、対象物とこて先の温度差も評価したい。
こて先の太さ、形状、濡れ汚れで、温度が伝わりやすい伝わりにくい、みたいなことは
感覚的にはわかっていても、数値化できると理解できる人も多いと思うんだ。 センサーからコテ先の温度伝達モデルを作れればセンサーのデータから算出できないかな
リアルタイムで把握するのは無理だが >>740
高すぎじゃないかな、320度くらいで良いと思うよ
>>738にあるようにもうちょっと低くても良いのかも そういえば、有鉛半田でも共晶じゃないのも結構多いんよな; >>746
精度の問題はあるだろうけど安直なやり方だとサーモグラフィーで専用のシステムを自作するとか >>746
医療用のなら300万円位ので1度単位のが出来たと思う >>748
はんだ付け温度として250℃を狙うなら、とりあえずはじめは、こての設定温度は320℃ぐらいで良いのでは。
あとは、対象や使っているこてさきで、良好に半田付けできる温度を探さないと仕方がないのだし。 制御側は投入電力量を把握できるのだから、
「現時点でのセンサ部温度」と
「小手先の熱抵抗」と
「投入電力量」とを踏まえれば
熱流量を算出できて、
直近の熱流量実績と熱流量とを加味すれば
小手先の制御を予測を踏まえて予め大きく設定できて
さらに迅速な温度回復もなしえるんじゃね?
って、いわれるまでもなく、もうやってるのかな? 実装の内実しらんけど;(^p^;
設定温度xx℃ですが 熱容量が過剰な為 プリヒートでxxx度に設定します。
接触後x.x秒で設定温度になり その後は過小温度になります、ご注意ください
みたいな警告を表示してくれたらベストじゃね?
いや、所詮僕は素人だから、かんちがいなのかもだけど; 熱流量がほぼゼロの時はプリヒート設定温度、
熱流量が大きい時はコテ先は設定温度、にする二段設定がいいのか
それともプリヒート温度は自動設定こそが妥当なのか
くりかえしワーク の単体の熱容量を
サンプルを実際にはんだ付けして測定するサンプルモード、数値表示、
過去の実績をふまえて熱容量を数値入力とかなのかな なんかややこしいそうだな; サーマルパッドが無いような熱容量の過大なワークの時って、
あえて「コテ先の熱容量を大きくしたものを装着」することでプリヒートの熱量をより大きく貯めれるんじゃね?
作業に適した温度帯の時間をちょっと伸ばせるんじゃね?
 T12でも、ヒーターまわりが太くなった、高蓄熱タイプがあるね。
T12でも、ヒーターまわりが太くなった、高蓄熱タイプがあるね。
ただ、それでも、そこから細くなったところで温度降下するんだよな。 張り出した所がヒートシンクみたいになって熱逃げそうだから体積の割に表面積小さい球状にして
鏝先隠れないように球部分スライドさせて伸び縮みしてる感じにして
球二つにしたら蓄熱パワー二倍 HAKKOの回転ブラシ式のコテ先クリーナー買ったんだが
これいいな。コテ先を突っ込むだけで綺麗になるぞ。 ブラシだと痛めるのも怖いし、耐熱シリコン素材の
ミミズ千匹型クリーナーを開発・販売しようず!
ぼくお子様なので意味はしらんけど(^p^) >>760
樹脂製ブラシと金属製ブラシが使える。
標準付属は樹脂製ブラシ。 ググってみたら取説も読めるんやな。
例の新製品のステーションコテ買うときに一緒に買いたいな >>755
AIで普段の使用状況から適切な温調を予測制御してくれる機能とか マウススレで質問した内容ですが解決できず、こちらに貼らせて頂きました。
ロジクールのanywhere3というマウスのクリックボタンを静音タイプに交換して、左クリックが反応しない状況になってしまいました。
小学校以来のハンダ作業で、分からないことだらけですが、修復可能でしょうか?
https://imgur.com/a/AJdxyHY 参考にしたのは↓ここ?
ttps://ratelog.net/noise-reduction-logi-mx-anywhere3/
はんだ不良か銅箔切ったかの何れかとは思うが
ピンボケで判別不能やね >>768
こっちのスレの流れはあまり参考にならないので見なくて大丈夫です。
切実に困っているので、わかる方お願い致します。 http://mevius.5ch.net/test/read.cgi/hard/1674632819/707,708,709,710,739,740
いきなりスイッチを交換せず不要な基板で練習しろと言われて
> 練習するようなこと?
> だめだったら何度でもやり直せるでしょ。
> 基盤が死ぬ要素ある?
> 半田なんて何度でもやり直せるじゃん。意味わかんないレス多いね。
最低限の知識やらテクニックやら危険行為やらをまず頭に入れろと言われて
> そんなものねーよ、小学校のハンダ授業で教わらなかったぞ。
>>771
お前が一番参考にすべき事が書いてあんだろうがボケ! 切実に困っているとは書きましたが、ダメ元で修復できればと思っているため、どうかお願いします。
前スレではハンダゴテなんて簡単だろうとたかをくくっていましたが、失敗して色々調べるうちに、勉強してから実施すべきだったと反省しています。
また、インターネットで調べてはいるものの、サイトの情報だけでは今回に該当するケースがどれなのか特定できず、試行錯誤で試してみたものの、やけどをするなど困難があり、質問させていただいております。 765のリンク見てやっと判った
部品面の真ん中から斜めに線が出てるのか
基板に傷が付いているみたいだから、その辺りをチェックしたらどうよ? >>774
ありがとうございます。
線の部分をショートさせたら左クリッツが反応するようになりました!(ショートは前スレで教わりました)
重要な部分が写っていない写真で申し訳なかったです。このキズは元々ついているスイッチを粉々にしたほうが外しやすいと記載あったため、破砕時についた傷かと思います(今考えれば破砕が思ったより大変だったため、やめておくべきでした)。
申し訳ありませんが、対処法もご教授いただけないでしょうか? 熱の逃げを減らして半田付けしやすくするために□や○から細い線でつながってるのよ
表面手前から見て□からは左へ、○からは右手前方向へ
それを切っちまったんだろうな
それを辿ってレジスト(緑色の絶縁体)剥がして半田付けで繋げば直る 直しそうな感じがしてきました。お昼が終わってしまったので後ほど試します。 今見て説明下手だなとか思えなかったが直って良かったじゃん
マウスのマイクロスイッチ交換は
一見して難度低そうに見えるが糞難しい部類の1つだから失敗しても当然
マイクロスイッチ取り除く時どういう手順と道具でやったんだろうな
初心者がやるとほぼ全てが大体加熱しすぎてパターン剥離してゴミ化するのにビックリだわ マウスのマイクロスイッチの交換はちゃんとした温調コテ+コテ先+適切な温度でやらないと事故る予感 低火力のしょぼいコテでペタペタしてなきゃ温調なんかじゃなくても余裕でしょ >>780
低温でじっくり焼いてもパターン剥がれるから問題なんだよ
基板にガッチリ差し込まれたマイクロスイッチは爪きりのようなモノで丁寧に細かく解体し
残った足のハンダをコテで熱して抜くのが一番安全なんだけど説明タイミング難しいわな スッポン使えよ
3-4回変えてるけどパターンはがしたのは1回だけ 度々申し訳ないです。
うまく行くと思ったのですが、起動してみたところ、左クリックが押しっぱなしの状態になりました。
写真の修復の仕方であっていますか?
https://imgur.com/a/aFymxYU 緑を削った両端をピンセットで短絡した状態で、ボタンが正常に反応することは確認したのですが。半田付けたら、うまくいきません。
修復に近づいているのでどうぞお願いします。 >>786
難しそうですね。。。
銅線などでつないだほうがよいってことですか?半田だけで細い線をつなげる自信ないです。 >>787
とりあえず短絡させてるところは吸い取り線で綺麗にして、左クリックが解放状態になる事を確認
繋ぐのはその後
周りのパターンのレジスト(緑色の絶縁体)まで剥がしてしまっているので、同じ場所で繋ごうとすると周りと短絡しやすい
少し外れた場所のレジストを、「スイッチから右斜め手前へ伸びる細いパターン(線)に掛かっている部分だけ」剥がし、その間を細い線で繋ぐ
https://i.imgur.com/QrqLMvX.jpg >>788
ありがとうございます。
何もないところだと思って、豪快に削り過ぎました。いったん、ハンダは吸い取って左クリックは開放されました。
明日、電気屋かホームセンターに行って、ちょうどいい細い線を用意してから再挑戦します。 ずっと一緒に寝ていて何もなかった女をとうとうレイプしてしまった
「な、何?私を犯そうっていうの?」
と真顔で言われたら急にムラムラして珍棒が勃ちまくり、本当に犯してしまった
「ひどい……」
「あんたに犯されるなんて思わなかった」
「何であんたなんかと」 >>790
覆い被さるシンジの頬に手を添えたアスカがそっと呟いた「気持ち悪い」 気に入らない流れだから誤爆と言い訳してるだけ
頭おかしいので誰も引用なんてすんな
引用相手してるのは自演と思え ttps://kaden.watch.impress.co.jp/docs/news/1268495.html 盛ったハンダ綺麗にしてSW付けて
裏面からAWG28か30の線でR228へ繋いだ方が早そうな気がする
10P ICの穴を使えば裏表で線が通るし >>789
>>797が言うように裏側から回す方がスマートで失敗しにくいですね
大きめの黒丸にしたけれど、レジストは繋ぐパターン(線)の上だけ剥がして、細い銅線ではんだ付けすれば大丈夫
https://imgur.com/Nev4F1o.jpg ※R228へのはんだ付けは、R228を飛ばす可能性が高いと思うので、個人的にはおすすめしません >>798
それならJ4のプリントの右上の方がパターン太そうに見えるがどうだろう ここの住人は↓この位できるから逆に参考にならんと思う
プロト基板の使いかた【電子工作】
https://www.nicovideo.jp/watch/sm22265444 >>800
何回ミスるかわからないので、なるべく断線個所に近いところで始めた方が正直安心… >>801
十分な報酬を貰えるのならやるけど
そうじゃなければ嫌だね
まあ普通に出来るわな セラミックコンデンサと基板パターンの半田付けについて教えてください。
----R12---C34[GNDパターン] という基板パターンがあります。
R12にC34(チップ)が短いパターンで直列接続されています。
C34の反対側は、広大なGNDパターンに落ちています。
R12(チップ部品)は動作中かなり熱くなるので、
C34は片方が高温、もう片方が低温という温度差のある状態で動いています。
このような使い方で積セラコンデンサは割れたり電極が剥がれたりは
しないものでしょうか。
割れてショートでもしないかと心配になっています。 >>801
こりゃひどい、(プロは)絶対にやらない、最低限サンハヤトのIC変換基板を使うよね
>>805
それは販売されている製品ですよね? だったら温度試験等を経ているはずだから問題ないはず
それでも心配なら温度をきちんと測定して下さい、片や100℃、反対側0℃なら心配ですけど 「かなり高温」「温度差」が具体的でないのではっきりしない。
急激な温度変化、振動、ひずみがセラコンの故障のリスクを高めるのは確かなんだけど
これだけの情報で、故障リスクが有意なものかどうかを切り分けて、
他人(他社)に、これなら大丈夫、これならダメと保証できる人はいないと思う。
ぼくなら、何につけ心配なときは改善に努めます。 >>801の動画は以前に見て参考にさせてもらった。完成品の写真だけからでは分からない手順を公開してくれていて、ありがたい。
仕事でも、基板のパターンカット、修正はたまにあって、QFPへのUEW線の接続を余儀なくされることもあるしね。
もっと若かったころに見たかったかな。
達人の作品って、基板作業でも機械加工でも書でも絵でも、才能だけでなくダンドリの丁寧さもあるのだと改めて教えてくれる。
加えて、動画の中でも「カメラが邪魔」という表現が出てくるけれど、作業をしながら、あれだけの綺麗が撮影をするのは大変だった
と思う。 >>806 807
>他人(他社)に、これなら大丈夫、これならダメと保証できる人はいないと思う。
そうですね。測定してみます。
ありがとうございました。 アレ、ChaN氏がやってる方法じゃない?
万能基板の上にカプトンテープ貼ってその上にSMDなIC載せるの…
プロト基板の配線テクニック
http://elm-chan.org/docs/wire/wiring.html
まぁ不慣れだと出来ないやり方の様な希ガス(ryってのーはあるw この方法はICの端のピンから順番に付けていくしかないので、後から何らかの理由で途中のピンを付け直すとなると大変なことになる >>812
そもそも、あの配線方法が良いとは思わない。
「俺はスゴいんだぞ」と言わんばかりに見える。 言わんばかりに見える、って、まるで悪いことのような言い方。 発想の豊かさであれ、優れた設計であれ、巧みな作業であれ、
レベルの高い人がレベルの高いことを広く公開することは良いことだと思う。
そこにたどり着けない凡人以下の人であっても、公開されたものを見て、それが優れていることを認めたり、
憧れたり、称えたりすることはできるわけだし。
だから「俺はすごい」はもっとあっていいと思うんだ。 幼稚な人が知識も経験も何もなく揚げ足取ろうとしてるだけだから
いつもの流れだなとボケーとみてた 高速プロトタイピングでUEW配線に対抗しようとしたら2~3日で基板を動く状態にする必要があるんだから
対応可能な基板製造サービスは限られるな。ちなみにP板のウルトラクイックは2層 100x100mmで10万近くするようだ
当然基板の設計は1日未満で完了して発注する必要があるし、重大な設計ミスがないことが前提だ なんとかマウスの左クリックが直りました。原因を特定してくれた方をはじめ、アドバイスをくださった方々、ありがとうございました。とても感謝しています。
https://imgur.com/a/yhk8B8o >>818
俺はよくわからんので傍観者だった
相談に乗った人も含めてご苦労様です
良い流れでしたよ
しかし……配線太ぅ! ただの信号線だからポリウレタン線で十分だとは思うけど
直って本人も満足してるならそれでヨシ! 向こうで心配する他の住人の言葉に聞く耳を持たなかった時はどうなる事かと思ったけれど、色々学べたみたいで良かったわ >>818
今回ので経験積んだと思わないで、次回やるときは相談して下さい >>822
それは流石に蛇足じゃない
困ったから相談に来たんだしさ
俺なんてマウス直そうと思ってパターン剥がして台無しにしたわ
ロジクールのマウスの2階建て基板まじむかつく! これって3ピンマイクロスイッチ下位互換の2ピンタクトスイッチ型マイクロスイッチ? >>824
3pin オムロン用スルーホール用意されてるように見えるので
3pinマイクロスイッチつけれるのかな >>823,>>818
交換したら壊しちゃったからどう直せばよいか、じゃなくって、交換したいんだけどどうやるのが良いか?
そう聞いてくれる方が良いと思うよ ヨニバーサルの配線に抵抗リードの切れ端を使おうとしたり、
1005チップのような小さい部品を、
ピンセットで摘むと高い確率で「ピンッ」と飛んでいってしまいます。
よく見るとピンセットの先が丸いようでした。
そうなりにくい、力の掛かりやすいピンセットのおすすめがあれば
教えて下さい。
2万円までなら買おうと思います。
0.65の錫メッキせんも曲げられると嬉しいです。 >>828
高くてもいいってなら
セラミックチップのIDEAL、72MZとかかな?
でも、銅メッキ線は曲げられないw
曲げるなら、ミニチュアペンチの類だな!
こっちは先端が開いたら買い替えるの前提で
定番のHOZANのP-35で十分な気がするな! >>828
ピンセットよりは真空吸着器が良いんだけど高いはず、次善の策でこれ、マジカルチップ
http://ogtech.la.coocan.jp/magicaltip.html
こういうので基板まで部品を持っていき、最後の位置合わせにピンセットを使う、但し押し引きするだけ
ピンセットで挟みたいのだったら、大きい箱(お菓子の箱等)のなかでやりませう
又、飛んでもわかるように周りには何も置かない、床もきれいにしておく等の配慮が必要です
更にピンセットは先の方が曲がっていて先端が尖がって無く丸まっているのを使う、すくい上げるように使う
線を曲げるのは829さんの書いている通りペンチ、ピンセットの目的じゃない >>828
例えばこういうピンセットな
www.anextool.co.jp/item/207/
ここのメーカーに色々あるから好きな奴を使え >>827
余りに無法で無様な相手だったら距離置きたくはなるが
出発点は何処でも良いし悩んでるなら手を貸して良いんじゃん 個人的にはミニチュアラジオペンチよりも
ミネシマとかANEXのヤットコのほうがすこ チタンとかリン青銅のピンセットって使ったことないんですが、どんなものでしょうか? >>828
俺はベルジョンのピンセット使ってるけど一本5千円程度買えると思う
部品摘まんだままピンセットを指でぐるぐる回転させても落とさないよ
精密ピンセットは時計工具屋とかいくと色々試して選べたりするからおすすめ >>828
100均でも買える逆作用ピンセットでも十分だと思う
先端を使い勝手に合わせて適度に曲げるとかもアリ gootの安いものでも、細すぎず剛性の高いものを、ダイヤモンドヤスリで整えれば 1005 ぐらいならけっこういけるよ。
すごくいいものでも、使い方がまずかったり手入れが十分でなくて、先が曲がってるようなものはダメだし。 売ってるピンセットは半製品、自分で研いで仕上げるのがデフォ >>828
個人的にはデュモンの安いほうの使ってる
小手先と同じで個人の好みが大きいからお勧めってのはないな テレビで鑑識が床に落ちてる微小物をピンセットでつまんで見たりしてるけど
どこかに跳んでいかないかとドキドキするよな それだと菜箸で飛んでるハエをつまむ達人のほうが凄いと思うんだ 菜箸で捕まえるのはただの運だから凄いというか
良く捕まえるまで頑張ったよなと拍手したい 手の空いた時にちょくちょく菜箸にフラックスぬりたしとけば
乾いてギトギトになって蠅取り紙状態になって捕まえやすいんじゃね?(^p^) 電動のはんだ吸い取り器の使い方なんですが
吸い取り線の場合フラックス染み込ませてありますよね
あれと同様にフラックスを基板側に塗ってから
吸い取り器でバキュームすると効率上がるかな思ったんですが
吸い取り器寿命縮めたり壊れちゃいますかね フィルタの寿命は早まるが
それを許容出来るなら良いんじゃね ありがとうございます。
紙のフィルターがすぐ詰まりそうですね。
あんな小さいもので10個700円は少し驚きました。
互換品がありそうですが。
セラミックペーパーフィルターL \700 >>845
網線の場合フラックスは濡れの促進をさせて網線に吸い込ませやすくしている
フラックスの取れた網線は吸わない
一方、電動の場合は溶ければあとは無理やり吸い込むのでフラックスはハンダが流れて逆効果かもしれない
いままで一度もフラックスが必要なんて思ったことが無いよ
もちろん最初に溶かすときに表面洗浄してくれる方が溶けやすいだろうけど、その場合にはフラックス入りはんだを溶かしているね
ttps://www.senju.com/ja/products/flux/ >>848
低融点ハンダを少量足して、溶けやすい状態を作ってやるのはどうなんだろ? >>849
確か低融点ハンダはインピーダンス高いからお勧めしないよ
ビスマス混ぜて作る自作低融点ハンダもパーツを取るためだけに使うし
その後は綺麗にしてから普通のハンダ使ってる >>845
普通にシリンジに入ってる粘度のあるフラックス使ってるよ
理由は手早く除去できるので加熱時間が少なくて済むし
基板やパーツに負担がかかりにくいと思う
吸い取り器寿命や破損は考えたこと無いな
正直基板やパーツが希少だったり高価なの扱ったりするからそっちの事しか考えてないかも
まあでも吸い取り器も構造も単純でアフターパーツも出てるから
心配しすぎじゃないかな?
>>847
10個700円で高いかな?
1個70円だし作業のたびに交換するものでもないから
10個あればDIYなら頻度にもよるけど数年単位で保つ場合が多いと思うよ とあるPCカードのPCIブラケットが欲しいのですが
適切なネジ穴間隔の物がないのでネジ穴部分を切断して位置をずらした後はんだ付けしようと思ってます
ステンレスのはんだ付けをやったことないのですが、はんだは柔らかいのでグラグラしちゃいますかね?
イメージとしてはこんな感じです。
https://i.imgur.com/461T15Z.jpg >>852
電気溶接の方が適切かと
ホビー用途の安い機材も売ってますよ >>852
普通のハンダでも問題無いよ
ハンダ付けされる範囲を広くとれば十分な強度が出る そこそんなに強度いる?
結束バンドで縛るとかねじ一ヶ所だけじゃだめなの あーいや、こういうのならLアングル買ってきて適当に穴開けてねじ止めが良いね
ハンダするよりこっちのが良い
Lアングルとかは取り付けるためのその金具をホームセンターに持ち込み実際に合わせて選べば大丈夫でしょ >>856
もっと簡単な提案どうだろう
1本の板に穴開けてやる方法はどうだい
長いネジが必要になったりするけど簡単じゃないかな
最も手間少ない方法はコレ
1つのネジ穴から延ばすやり方
https://i.imgur.com/rbI20nE.jpg
固定力安定させたければコッチ
2つの穴で固定した
https://i.imgur.com/6gGdtgf.jpg みなさまありがとうございます。
>>853
溶接機材揃えれば今後もいろいろできそうですが道具揃えると高いので今回は見送りで…
>>855
手などで簡単にグニグニ曲がらない程度の強度なら十分ですがSSD刺すのである程度固定力が欲しいなーと
>>857
おー、その案が一番良さそうですね! >>858,>>852
そのボードがコネクタが付いていて頻繁に抜き差しするなら2か所固定必要だけど
そうでないなら1か所固定で十分だと思う、ボードはPCIコネクタに差せば自立するはず
少しぐらつくのだったら針金でボードの穴と上の金具の穴を縛ればよいと思うよ >>858
そんなに強度は必要なさそうだからボール紙を切って穴を開けて、それをエポキシ接着剤で金具に接着する
その時にボール紙全体にエポキシを塗って強度を上げる、その程度で十分かと、はさみと接着剤とボール紙があれば出来ちゃう >>860
100円ショップで売ってる分厚い樹脂ケースをカットして穴開けてやるだけでも良いよ
状況に寄るので穴1個だけでOKってのは難しいかと思う
具体的な確認するまでは何とも言えない >>860
コピー用紙に瞬間接着剤を塗布して浸透させたものでもそこそこの強度を確保できますね
一枚だけでは強度が不足する場合は複数枚重ねる手もありますし >>860
そんなの作るくらいなら鉄板曲げたほうがまし あのねじの所って筐体グランド取るのには使ってない? 手ハンダ作業の料金と実際の時給ってどんなもんなんでしょ
例えば延々とコンデンサを外す、取り付けるだけを8時間やり続けたとしたら。
お客に提示するのは1個当たりいくら~しかみたことがないので気になりました。 >>865
その作業がおばちゃんのアルバイト程度、要は責任を問われない作業ならアルバイト時給の2倍、2千円/一時間
修理の一環としての作業なら技術者としての作業になるから最低でも3千円/一時間
もっともっと結果が高度なことになるなら5千円/一時間、作業者のレベル、仕事の責任性によって変わるね
ところで1個当たりはいくらなの? 50円とか100円? その場合は基本料金x千円とかあるんじゃないの? >>866
3千円、5千円というのはBtoBの場合だからBtoCならもっと高いかもね、ぼったくるね ありがとうございます。
コンデンサ交換料金はすぐ出てくるようなゴッ●ハンダだと
1個あたり440円~800円のようです。(外し、取り付け)
責任がある場合は最低でも時給3000円~
ミスったら人命に関わる~等であれば時給5000円以上と考えるとしっくりきました。
相手に請求する料金は時給の2倍くらいが大体の相場という感じなんですね。 >>868
>時給の2倍くらいが大体の相場
かどうかはわかりません、3千円というのは技術者の最低の低の料金、下請けに出すときの感じ
元受けだと5千円ですね、最低でも
高価な機械を使って技術者が一日仕事をするときは10万円は取られます
参考までに、技術者 派遣 単価 でググると
「国の調査によると、令和元年度の情報処理・通信技術者の1日(8時間)の派遣料金の平均は31,539円となって」
時給換算で4千円だから3千円、5千円というのは良い線だと >>869
重ね重ねありがとうございます。
素人とプロの技術に差はあれど
ハンダ作業は立派な技術職で
それなりの賃金が発生しているのですね。
個人で安く請け負ってる人も見かけましたが
随分ばらつきがあるなと感じていました。
ちなみにリードクリンチ済みの交換は2倍料金のようです。 >>867
一件あたり何百円みたいな仕事ならやらない方がマシだから 半田うん十年のパートのおばちゃん達が一番コスパ良いな
田舎の工場のおばちゃん
最低賃金とあまり変わらない 日本の産業を陰から支えて来たおばちゃん達
日本の一流企業から低い賃金で高い技術を求められ続けた中小企業のおばちゃん達
温調なしの半田一本で磨き上げたスキル
新入社員より低い時給で高い技術力と生産性を保ち続けるおばちゃん達
ゴッドハンド(笑)達は若いころ何してたんだろうか? 半田のプロのおばちゃんたちは最低賃金すれすれで働いてる
自称ゴッドハンドたちはどこで働いていたのだろうか
最低賃金すれすれで働いていたとも思えないのでどこかで職歴ロンダしてるんじゃないかと勘繰ってしまう 賃金が高い → 技術力が高いと思ってるならそれは単なる思い込み
技術力がある → 賃金が高いと思うのも思い込み
現実社会ではカモでしかない >>870
>個人で安く請け負ってる
素人さんはそのことだけしか考えないから安いんだよね
例えば、送られてきたものを開梱する-->机に広げる-->問題がないかチェック
工具をそろえる、部品を集める等-->作業する-->問題がないかチェック
片付ける-->伝票処理-->梱包する-->発送する、連絡する、その他諸々
これだけのことが必要だから時間はかなり想像以上に必要、業者の料金は高くなるね
>リードクリンチ済みの交換は2倍料金
それはひどいね、部品側でリードカットしちゃえば大した手間ではない それって電解コンデンサを全部取り換えてくれとか、C201の100μFとC305の10μFを取り換えてくれというような仕事ですよね?
普通はまずどこが悪いかを調べないといけないが、これが非常に難しい。 >>879
衣類のクリーニング請け負う業者も同じだな
お高い所はボタンなど外してからクリーニング行って
その後でボタン類を手作業で縫いなおしてる
だから戻って来た時に色々な部分がしっかりついて良い感じなのよね >>880
不良箇所特定とか成功したこと5割もないけど、どのあたり見てる?
ちゃんと動く基板が隣にある状態で見ても特定できなかったなぁ
1個ずつテスター当てて抵抗見てから正常品とは違う数値出たら
当たりつけて外して単体チェックからの
刻印と異なる数値なら部品故障判定で交換って感じ
あとはパターンおいかけて導通してるかくらいだけど
パターンが内部で断線なんてまずないよね >>882
得意なやり方は人によって違うと思うが、俺が製造ラインでやっていたときは、最初に電源を入れずにテスターで故障箇所を探したことはほとんどない。
基本電源を入れてオシロで見る。
もちろんショートやオープンしていることが疑われるところがわかれば電源を切ってテスターで測る。
論理的には正常品と比べれば良さそうだが、俺はそのやり方は好きじゃないのでほとんどやらなかった。
新品で動かないものは最初から基板のパターンが切れていたり短絡していることがあるが(ときどきある)、動いていたものならそれは少ないと思う。
しかし衝撃が加わったものはそうでもないかもしれないが、俺は中古品を数多く見たことはないのでそれはわからない。
チップ部品は抵抗やコンデンサが割れることが割とある。
基板のパターンがスルーホールを通って表に行ったり裏に行ったりしているが、スルーホール内で断線しているのを見つけたことは一度だけある。
正確には2回あるが、もう1回はスルーホール4つでつながっているうちの1つで、動くなら問題ないと言われたのでそのまま出荷された。 >>883
ホール内で断線とかよく見つけられましたね
しかも中でつながっているうちの1つとか外さないと無理だなー
コンデンサとかだとオシロ使って直線のところが波うってないか見たりも良いですね。
最近不良箇所探してた基板はチップダイオードがショート故障してて交換したけど
他にもどこか逝かれてるようで当たりもつけられなくてやめてしまいましたわ
2000円のブツに数時間かけられない・・ >>884
スルーホール4つの奴は見た感じが何かおかしかったのでルーペで覗いたら中で切れていた。
まあ結局そのまま流してしまったわけだが(俺に判断する権限はない)。
もう一つの奴はICのピンに信号が来てなくて、回路図でつながっているところには信号が来ている。
基板のパターンが切れているかジャンパー抵抗でもはんだ不良かと思って基板のパターンを追いかけて信号を見て行ったら、スルーホールの表まで信号が来ているのに裏には信号がない。
なんじゃこりゃと思ってテスターでスルーホールの表と裏の導通を見たら無い。
ルーペでよくよく見たら中で切れていた。
たまたま信号を追いかけられるところだからわかったが、普通はわからないことが多いと思う。 >>885
それって、最初のスルーホール半田メッキがNGだったということでしょうか? >>886
発生原因は知らない。
俺は不良箇所を見つけて報告を上げただけ。 基板屋の責任であれば何らかの補償になるのだと思うが(当然良品とみなして部品を載せており、その部品はもう使えないので)、詳細は知らない。
俺のいた工場内で発生させたのであればその部署の責任となる。
いずれにせよ、俺はどう処理されたのかは知らない。 スルーホールの銅メッキ不良は一度だけ遭遇したことがある。
今は基板屋さんでチェッカーを通してから出荷するのが普通になってきたのでこういうことは滅多にないけれど。 >>889
チェッカーって全箇所チェックできるんですか? >>891
抵抗値も見てるんですかね?
単に繋がってればオケー? チェッカーにもグレードがあるので一概には言えないと思います。 チェッカーがチェックするのってスルーホールだけ?
スルーホールと関係ないパターン切れとか短絡とかは? >>894
同じ人が質問してるのかな?
基板 フライングチェッカー
で検索してみて。
小さい基板で100枚ぐらいまでのロットなら(というのは基板屋さんで変わるけど)フライングチェッカーが使われることが多いはずです。 HOZANの鉛フリー半田、HS-372を買いました。
成分が、Sn-0.7Cuのようです。
他の品番には、Sn-0.3Ag-0.7Cu といあのもあります。
Agは銀だと思いますが、銀を入れる理由は何でしょうか?
銀なしを買ってしまったのですが、銀入りの方が良いのでしょうか。 >>896
銀が入ってるとちょっとなめらかで高級で良い感じに付きやすい
入ってなくても困らんなら無くても良い
俺自身両方持ってるが普段は入ってないの使ってる
何となくもったいなくて銀入り使えない >>896
Sn-Pb(錫鉛)はんだは大昔から使われてきた非常に優れたはんだ合金。
しかし近年廃棄物から環境に鉛が溶け出すのが問題視され、鉛を含まない鉛フリーはんだが使われるようになったが、まだ歴史が浅いため鉛フリーはんだといっても色々な合金がある。
当然それぞれ得失があり、特許も存在している。
Sn-3Ag-0.5Cu合金はJEITA(電子情報技術産業協会)が推奨する組成で、総合的に優れた特性を持っている。
しかしAg(銀)が高価なので、銀を減らしたSn-0.3Ag-0.7Cu合金なども使われる。
銀を入れると融点が下がり、溶融はんだの流動性が上がり、疲労にも強くなる。
銀のないSn-Cu合金もあり当然低コストだが、融点が高いのではんだ付け温度を上げなくてはならず、また溶融したときの流動性が悪いためスルーホールのはんだ付け性が悪い。 鉛は錫よりずっと安価な金属(錫の方が10倍以上高価)。
だから鉛フリーはんだはそもそも共晶はんだより高価なわけだが、銀を入れるとなるとさらに高価になる。
まあ個人が鉛フリーを使うのならSn-3Ag-0.5Cuがいいと思う。 >>900 人のことをそんなふうに言える方が、ブキミです。 鉛フリーハンダが使われるようになったころに、こてさき食われ、銅食われが問題になったけれど、
少なくとも、こてさき食われについては銀の含有で(同じ温度でも)軽減できるみたい。
だから、少しでも温度を下げられる銀含有は、こてさきについては有益に働くと思う。
銅食われについては、銀が入ることでひどくなるという結果を提示しているサイト、有意な差が
ないとしているサイトの両方があって、ぼくにははっきりとは判断ができない。 まあ俺の言葉足りなかった
だから改めて言うわ
会話のキャッチボールになってないから気持ち悪い 銀を入れる理由、銀入りの方がいいのか、という質問に対して、>>898は背景を含めて説明をしている。
おのれの主観でしか答えていないのが>>897
おのれの感覚で会話のキャッチボールになっていないと感じたものを、会話のキャッチボールになっていないと考えたのに
過ぎないのではないのか?
主観だけの>>897も、説明に努めた>>898も会話のキャッチボールとしてはありなのに、自分とは異なる会話のキャッチボールの
形を認めない狭量さで他者を気持ち悪いと言うのも、人間の多様性のひとつで存在するものなんだよな。 ヤニ入りはんだ 330度固定 フラックス使用
いつも同じ条件でやっているんですが
スルーホールのはんだの上がりが良くなりすぎて若干心配で気になっています。
表側で面一まで上がれば十分なんですが表面まで富士山作りそうな勢いです。
供給量は気持ち減らしてますがどんどん下へ流れているようです。
温度はいつも同じでむしろ上がりは悪かったので
何か悪いことが起きていないか心配です。
オーバーヒートはしていません。
エスパーお願いできますでしょうか 作業環境や部品・基板の温度、空調の風の有無、基板のメーカーも含めて基板そのもの、部品、はんだ、フラックス、こて、こて先が全く同じ「つもり」なら、
そのうちの条件が変わったことを確認しにくいのは、温度、風、フラックスの塗布量、こて、こて先、あたりかな?
オーバーヒートはしていません、の根拠がわからん。 気温だと思う
冬と比べて10度くらい違う
10度違うとコテ先やら基板の冷える温度も全然違う
こて先の当て方も面でしっかり当てるようにすると移動する熱容量もかなり変化する
0.5秒くらい早くこて先を離脱してみては? 気温が変わる≒基板と部品の温度が変わる、ってのもあるよね
プリヒート温度が10度違うと思えば、そりゃ変わるよな! 気になって調べたんだけど
はんだ上がり不足じゃなくて
はんだ上がり過剰ってのは画像とか出てこないなw 本人が「同じ条件」と思っていることがそうでもないことがあるしね。
似た話で、「同じ条件でやっているのに」と相談をうけて、よくたずねてみたら
部品も基板も同じものでもなく、「スルーホール」に「リード線の部品」ということが「同じ」という意味だったってことがあります。
スルーホールにもリード線にもいろいろあるし、固定的な条件でいつも同じようにはんだ付けできるわけがないのに。 >>912
それは同じ条件じゃないわw
基板と部品、道具が同じじゃないとね。
しかし気温によってそこまで差が出るのは面白いね。 単純に考えるのだ
ハンダこての設定温度5度変わるだけで大きく変わるだろ
作業場所の気温も似たようなモノかと こての設定温度が一定でも、こてさきはもちろん、スルーホールやパッド、部品の条件、周囲環境温度ではんだ付け温度はかわるしね。 そういや窒素雰囲気の半田ゴテ装置って 窒素の温度は どうなってるんだろう
もしかして加熱してたりしてるのかな? しらんけど(^p^; >>852
ロウ付けマニアの俺が見てしまったからにはロウ付けをおすすめしたい
ネジあ付いている面をできるだけ多く残せば高さも狂わず綺麗にロウ付けできるぜ!強度も最高!
但し板はいい感じに焼ける >917
ロウ付けってこういう細かい部分でもできるの?
ろう材高いからaliexpressで探したことあるけどアルミ用しか見当たらなかったな。ステンレスでも使えるのかしら
抑えるやつも安く売ってればやってみたいけど意外と見当たらない >>918
寧ろ細かい部分こそロウ付けです、宝飾加工では今も最前線。
さすがに宝飾レベルでは酸素ガスバーナー使いますが。
いきなり始めると初期投資1万超行くので、敷居はちょっと高いけれど
慣れるとエレキギター内部のシールドボックス作ったり、ちょっと何かの専用ジグつくったりと役に立ちます
シルバーロウ付けお買い得セット、とかでググると出てくる。
はんだ付けの兄貴みたいな感じです
これも強度バッチリで作れます 2.57mmピッチで2012抵抗使ってみたんだがすごくうまくいくときと、うまくいかないときがあるみたい
ピンヘッダはうまくいく
リード部品との相性がイマイチ 僅かなフラックスが残った状態で
gootとかから出てる防湿コーティング使ったらどうなるんだろう?
トルエンがほとんどみたいだし、そこに一回フラックスが溶けてから
シリコンの中にフラックスが封じ込められる・・? >>922
もの凄く察してあげると、2012のランドに抵抗やピンヘッダや簡単に付くけどリードは付かない
と言ってると思われる。
単なる熱量不足だと思う。 コテライザーか、脇から出る排気が熱いのが怖いんだよな。
ハクキンカイロと相性良さそう、軸方向に噴出するたいぷの
コテライザーのブロアーで白金懐炉をlight-off!! ハクキンカイロって使い捨てカイロよりは出力あるけど、
あれだけでかい火口でも20W程度の出力しか無いからなぁ。 ライターもなぁ・・・
直火が何気に触媒を痛めている気もするんよな ていうか、
ランニングコストがシャレにならんので電熱のハンダゴテでライトオフしてるお(^p^)
電灯消して温めてると ライトオフが始まるとうっすら赤く灯るので 過剰加熱を避けられるんよ
暗いからたまにハンダゴテで火傷するんだけどな; >>896
ぼくが昔パイセンに訊いたときは
半田付けする先の端子側の金メッキが半田に食われるのを
銀入りだと抑制できるから添加してるンダって聞いたゾ
まぁ、どこまでホントか知らんが(^p^; いつ金メッキが剥がれてもおかしくない
食うか食われるか
そんな殺伐とした雰囲気があいんじゃねーか
って事? 殺伐度はむしろ控えめというか、
予め銀をくらわしてあるので
既にハンダがお腹いっぱいで
これ以上金を食えない、ってニュアンスだとおもった ごめんごめん、有鉛時代の銀入り半田の話をしてしまったが
鉛フリーのことだったのね、前言撤回座衛門土下座の介 m(_ _;)m >>931
銀電極(銀粉末をペーストにして塗布した後、焼成して形成した焼付電極)に
はんだ付けする際に、熔融したはんだに銀が拡散して電極がなくなってしまう
「銀喰われ」を防ぐため、はんだに銀を添加して濃度差による拡散を抑制する
方法だと聞いたな。 昔のことでよく覚えていないから知らんけど 表面実装されたICを取り外したいのですがヒートガンの490℃で1分ほど炙っても取り外せません。
フラックスも使っていて3mm×6mmのサイズで裏面にも固定用にはんだ付けされているものです。
なにかコツはないでしょうか? >>937
そのICは裏面に放熱パッドがあり、基板パターンがスルーホールになっていてはんだ付けされているという事ですか?
ICは壊しても良いものですか? QFPかな?表から取れないならヒートガンで基板裏から予熱して
基板温度が180℃くらいになってから表面に返してリワークして味噌
それでも取れないなら熱容量が根本的に足りてないので
プリヒーターかホットプレートを買ってきて基板裏からの加熱が必要 >>938-939
ありがとうございます。
具体的にはニンテンドースイッチのP13USBというICです。
ICは壊しても壊してもいいのですが同じ部品をまた載せて取り付けます。
よく壊れる部品らしく交換している動画がyoutubeにも多く上がっています。
大半の動画では1分ほど炙ると足が溶けてキラキラし始めるのですが
私が同じようにやっても全然溶けずピクリともしないのですよね・・・
他のジャンク基板などでは簡単に剥がせたのですが。 >>938
裏面は放熱と固定用?なのか広くパッドが付いています。
スルーホールにはなっていません。
>>939
ありがとうございます。裏面からも炙ってみます。 ニンテンドーのUSBICというのはわかったけど
低温はんだ使うのはどうだろう?
既にやってたらすまん >>942
ありがとうございます。
そばに小さなコンデンサもあったりで囲うようにはんだを盛るのは難しい状態ですね。 >>944
それをするならアイロンを当てる方が簡単 >>941
ホットプレートではんだを溶かすと全体が溶けてしまってちょっと揺すると大変なことに
ホットプレートをつかうなら少し温度を上げる(150℃)だけ
その裏面パッドが付いているパターンは1か所だけICの足とパターンが繋がっている
youtube.com/watch?v=PoJbHdABVYk
そこを半田コテで温めながら全体をまんべんなくヒートガンで温める
それでだめなら諦めるほうが良い、仮に無理して(ICを物理的に壊す)取ってもはんだ付けが出来ない
特に裏面の放熱パッドは付けられないよ ↓これはなかなか素晴らしいWEBサイト
電源が入らないジャンクなNintendo Switchを修理してみた (PI3USB交換)
お使いになっているブロワはアマゾンでも手に入る中華ブロワ。
ハッコーのかたいメーカーの製品の1/10ぐらいの価格だし、趣味の人は持ってるといいツール。 ブロワのノズルが細すぎると、ある部分が溶けても別の部分が固まっているということもある。
周辺をいたずらに溶かしてもいけないので、ぼくは、ICのボディにノズルの丸が外接するぐらいのサイズを使うことが多い。
といっても質問の人って、他の基板で練習して、それはうまく行ってるんだよな...
何が違うんだろう。コーティング剤とかがかかっていて接着剤みたいになって、はんだ以外で固着してたりするのかな? >>947
これかな
ハテナブログの部分が近視ワードに入ってるから改行すると行ける
https://amacustom.hate
nablog.com/entry/2021/08/31/224535 >>949
おおぉ。マキタの電池で使うのか。屋外作業やイベントとかで電源が使えないときに便利そう。
(ぼくには縁がなさそうだけど) >>949
おおぉ。マキタの電池で使うのか。屋外作業やイベントとかで電源が使えないときに便利そう。
(ぼくには縁がなさそうだけど) 電子レンジ、チェーンソー、インバーターとか
あらゆるモノがマキタのバッテリーを装着して動く便利な世の中になったなぁ >>951-952
2回書き込んでたか、すみません。
そういや工具用バッテリーは(サードパーティしかないかもだけど)ソケットも売ってるし、汎用の電源にも使えそう。
モバイルバッテリーだと、低消費電力で落ちたりするし。 マキタと白光ってパチもんのデファクトスタンダードになってるの
メカニカルキーボードみたいというか 937です。皆さんありがとうございます。
しばらくICを炙っていたらなんとか取り外せました。
ただ交換しても改善せずIC周りのコンデンサもショートしたままでしたが・・・。 >>960
お疲れさん。ICを付ける前に短絡チェックをするべきだったかな。 >>961
その通りですね。確認するつもりではいたのですがやっと外せて喜んで取り付けて忘れていました。
あとは電源周りのICの可能性があるようですがこっちは交換部品を買ってなかったのでまた今度やります。 >>962
結果はともかく、QFNパッケージのリペアって電子工作をやってる人でもけっこうしり込みする人が多いと思う。
チャレンジされたことはすごいです。 >>963
ありがとうございます。そう言っていただけると嬉しいです。
ちなみにamazonで買ったYIHUA959Dというヒートガンを使っています。
他のは買ったことないのですが温度調整もあって価格の割にしっかりした造りのように思います。
実はピンセットでIC外そうと弄ってたら小さいチプコンに当たって2個取れてなんとか元に戻せました・・・。
はんだ付けに比べるとやっぱり難しいですね。 ハヤコート値上がりだってさ
比較で防湿コーティングgootとどっちに軍配上がるかな
こっちはシリコン塗膜か。
ポリビニル系樹脂ってのがよくわからんけど
ポリイミドとは違うんだよね? スコーンスコーン湖池屋スコーン
スコーンスコーン湖池屋スコーン
かりっとさくっとおいしいスコーン
かりっとさくっとおいしいスコーン スコーンスコーン湖池屋尻コーン
スコーンスコーン湖池屋尻コーン
かりっとさくっとおいしい尻コーン
かりっとさくっとおいしい尻コーン FX600 につけられる細長いコテ先情報ありませんか。
3mmくらいの隙間にコテ先入れて1.3cm先をハンダ付け直したく。 >>973
goot PX-60RTシリーズが使える そういう場なら みんな知ってるネタだろうからにっこりほっこりするんじゃね? ♪被爆を 誰もが 心配するけれど
(科学への)愛があるから 大丈夫なの〜 分子構造に詳しい人がいれば急ぎ教えてほしい
そうでない人でも知ってたらお願いします
アルミのクラック埋めるためにアルミ用ハンダを購入してきたのだけど
フラックスは普通のマツヤニ系でいいのだろうか
アルミ用ハンダ自体マイナーだからか検索してもこの辺よくわからなかった
あと普通のハンダをサンポールで使うのも考えたが失敗したくないので避けてます 作業してみた
作業油落としできれに洗ってもアルミ用ハンダだけでは綺麗に付かなかった
やはりフラックス必要だな >>983
専用でないとだめよん
アルミの表面は酸化アルミで覆われてて、これを除去しないとくっつかない
削っても次の瞬間酸化するのでだめ アルミのはんだ付けはこれしか使ったことがないけど
フラックス無しでつく
https://www.straight.co.jp/item/17-460/
バーナーとワイヤーブラシいるけど >>985
表面酸化了解です
アルミが解けない程度の熱風でやったんだけどダメだった
仕方が無いからアルミ部材をブロックから切り出して作ろうと思ってる
こういう時旋盤とか欲しくなるね >>986
動画見てみたけど
溶けたハンダを盛った状態でブラッシングしてるでしょ
半田の池のなかで母材の表面を削ってアルミが酸素に触れない状態にしてるね >>988
ですね
母材の上にハンダ置いといてもはじいたまま
でゴリゴリこすると馴染む その方法だと普通のハンダでもアルミに付くって聞いた
興味ある人はやってみて >>986
ありがとう
今帰宅して見た4000円はたけぇ
簡易バーナー持ってるから温度帯は問題無いけど欲しいのは3cm程だから厳しい アリエクの棒ロウはめっちゃ安いよ
アルミ用しかないけど
一応ステンレスにも使えるとあるけど錆びるだろうな >>993
それでいいんだけど検索ワードわからない
助けて https://aliexpress.com/item/1005003788992670.html
見つけたけどこれでも大丈夫?
1.6/2.0mm 3M Copper Aluminum Fux-cored Welding Rods Brazing Electrodes Universal Welding Wire for Copper Aluminum Steel Solder >>996
ありがとそれにする
5本もあれば十分というか3cm有れば十分なんですけど
後次スレ誰か頼む このスレッドは1000を超えました。
新しいスレッドを立ててください。
life time: 262日 6時間 23分 58秒 5ちゃんねるの運営はプレミアム会員の皆さまに支えられています。
運営にご協力お願いいたします。
───────────────────
《プレミアム会員の主な特典》
★ 5ちゃんねる専用ブラウザからの広告除去
★ 5ちゃんねるの過去ログを取得
★ 書き込み規制の緩和
───────────────────
会員登録には個人情報は一切必要ありません。
月300円から匿名でご購入いただけます。
▼ プレミアム会員登録はこちら ▼
https://premium.5ch.net/
▼ 浪人ログインはこちら ▼
https://login.5ch.net/login.php レス数が1000を超えています。これ以上書き込みはできません。



















